An Experimental and Theoretical Study of the Cooling of a
Thin Glass Fiber during the Formation Process
By
Daxi Xiong
Submitted to the Department of Mechanical Engineering
in Partial Fulfillment of the Requirements for the Degree of
Doctor of Philosophy in Mechanical Engineering
BARKER
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
MASSACHUSETTS INUTITUTE
OF TECHNOLOGY
MAR 2 5 2002
February, 2002
LIBRARIES
@Massachusetts Institute of Technology 2002. All rights reserved.
Signature of Authors
Departmeit of Meq
ical Engineering
January 3, 2002
Certified by
Professor John H. Lienhard V
Thesis Supervisor
Accepted by
Professor Ain A. Sonin
Chairman, Department Committee on Graduate Studies
An Experimental and Theoretical Study of the Cooling of a
Thin Glass Fiber during the Formation Process
By
Daxi Xiong
Submitted to the Department of Mechanical Engineering on January 3, 2002
in Partial Fulfillment of the Requirements for the Degree of
Doctor of Philosophy in Mechanical Engineering
Abstract
The cooling of a thin, moving glass fiber was studied through both experiments and
theoretical method in the present thesis. An experimental system was built at a laboratory
scale, which included a glass fiber production subsystem, a temperature measurement
subsystem, and a thermocouple temperature control subsystem. A heated thermocouple
technique was adopted to measure the temperature distribution of the glass fiber along its
drawing direction.
Data were collected for diameters ranging from 20 to 50 micrometers and speeds from
1 meter per second to 6 meters per second. Experiments were performed both with and
without water spray cooling of the fiber. A comprehensive analysis was performed to
estimate the uncertainty in our experiments. The analysis shows that, without water spray,
the 2a- uncertainty is 14.8%, and with water spray, it is 15.3%. The major uncertainty
comes from the uncertainty of the thermocouple probe.
For theoretical modeling, the von Karman-Pohlhausen boundary layer integral
technique was used to predicting the cooling rate of the fiber. The model considers the
effects of water spray, variation of drawing speed, fiber diameter, environment
parameters, and initial conditions, extending earlier work on the subject.
The comparison between the experimental data and the theoretical prediction shows
integral methods produce the correct trends, but show systematic disagreements with the
data. The models with and without spray show similar levels of disagreement. The
direction and magnitude of these disagreements are system dependent. Potential causes
may include fiber vibration effects, boundary layer transition, and measurement
uncertainties. Thus, future work should focus on measuring/modeling the vibration effect
and determining the amplitudes/frequencies of the vibration (which are expected to be
system dependent). Incorporation of spray dispersion effects is also required for
improved modeling.
Thesis Supervisor: John H. Lienhard V
Title: Professor of Mechanical Engineering
Thesis Committee:
Professor J. H. Lienhard (Chairman)
Professor B. B. Mikic
Professor L. R. Glicksman
3
4
To Lijun, Kevin and my parents
S5
6
Acknowledgments
The authors wish to express his high appreciation to Professor John H. Lienhard V, for
both his patient guidance and deep insight in helping completing the present work and
providing me a chance to study under his supervision at MIT. I am also indebted him a
lot to his invaluable support in my difficult time during April and May in 2001.
A very special thank goes to my family. My lovely wife, Lijun, has been a great
supporter. During my studies at MIT, Lijun and I have a new baby boy, Kevin. He is so
wonderful and so excellent and gives us great pleasure of being his parents. We love you,
Kevin. Love and care from my parents, mother-in-law, sister-in-law, brother-in-law, and
my two lovely nieces are strong support to finish my research here. Again thank them all.
This project has been partially funded by the PPG industry Inc. The author would thank
Mr. A. A. "Gus" Astroth, Dr. Charles Smith, Dr. Talsania, Sameer, and Dr. Gaertner,
Dean, for their support, suggestion and participation in this project.
7
8
Contents
Abstract ........................................................................................................
3
Acknowledgements ......................................................................................
7
Contents ........................................................................................................
9
List of Figures ...............................................................................................
13
List of Tables .................................................................................................
17
Nomenclatures ...............................................................................................
19
Chapter 1 Introduction ...............................................................................
23
Chapter 2 Review of Previous W ork ...........................................................
29
2.1 Review of previous theoretical studies ...............................................
29
2.2 Review of previous experimental studies ............................................
34
2.3 Summary ............................................................................................
36
Chapter 3 Objective of Present Study ........................................................
37
3.1 Objectives of the present thesis................................................
37
3.2 Proposed solution methods ..................................................
39
3.2.1 Proposed theoretical modeling method .......................................
39
3.2.2 Proposed experimental method .................................................
39
3.2.3 Mechanism of Heated Thermocouple Technique .......................
40
3.3 Summary ............................................................................................
Chapter 4 Experimental System Design and Model Test ..........................
4.1 The experimental system ...................................
9
42
43
43
4.2 Temperature measurement subsystem design .................................
48
4.2.1 The heating subsystem ...............................................................
48
4.2.2 The measurement subsystem .....................................................
49
4.2.3 The mechanical fiber transport subsystem .................................
50
4.3 Measurement methods .......................................................................
51
4.3.1 Steady state measurement method ...........................................
52
4.3.2 Transient state measurement method .......................................
52
4.4 One dimensional fin model test ........................................................
54
4.5 System operation and data acquisition ..............................................
58
4.5.1 Startup the system and produce the fiber ...................................
58
4.5.2 Measure the temperature and record ..........................................
58
4.5.3 Refill marbles or shut down ........................................................
59
4.6 Summary ............................................................................................
60
Chapter 5 Data without Water Spray ...........................................................
61
5.1 The measured method under no water spray .....................................
61
5.2 The experimental data without spray ....................................................
63
5.3 Summary ............................................................................................
72
Chapter 6 Data with Water Spray ...............................................................
73
6.1 Understand the measurement under water spray ..............................
73
6.2 Redesign the probe and model test with water spray ..........................
77
6.3 Experimental data under water spray .................................................
79
6.4 Summary ............................................................................................
86
Chapter 7 Error Analysis ..............................................................................
87
7.1 Understanding the error sources ........................................................
87
7.2 Error estimation without water spray ...................................................
91
7.2.1 Temperature fluctuation .............................................................
91
7.2.2 Heat conduction between the fiber and the sensor .....................
92
7.2.3 The frictional heating in measurement ......................................
94
10
7.2.4 Boundary layer cooling .................................................................
100
7.2.5 Overall uncertainty .......................................................................
102
7.3 Error estimation with water spray .........................................................
104
7.3.1 Temperature fluctuation ...............................................................
104
7.3.2 Heat conduction between the fiber and the sensor ...................
105
7.3.3 The frictional heating in measurement .........................................
106
7.3.4 Overall uncertainty .....................................................................
II
7.4 Summary ..............................................................................................
113
Chapter 8 Theoretical Model and Data Comparison ...................................
115
8.1 Control equations and von Karman-Pohlhausen
integration technique ............................................................................
115
8.1.1 Governing equations of a single moving fiber .............................
115
8.1.2 Von Karman-Pohlhausen integration method ..............................
117
8.2 Items analysis on solving the fiber boundary layer flow .......................
121
8.2.1 Estimate the thickness of the thermal boundary layer
below the bushing ........................................................................
8.2.2 Determine the initial temperature To at the tip .........................
8.2.2.1 Using curve fit to extrapolate To ........................
... ... .. .... .. ... .
121
125
125
8.2.2.2 Considering the effect of the thermal boundary layer .......... 126
8.2.3 Evaluation of evaporation item and radiation ...............................
127
8.2.3.1 Single water droplet evaporation .........................................
127
8.2.3.2 Heat sink in the fiber boundary ..........................................
128
8.2.3.3 Evaluate the importance of radiation ...................................
129
8.3 Comparison between our experimental data
and the theoretical prediction ...............................................................
130
8.3.1 Comparison for dry data ...............................................................
130
8.3.2 Comparison for wet data .............................................................
137
8.4 Summary ..............................................................................................
Chapter 9 Conclusions ..................................................................................
11
143
145
References ...................................................................................................... 147
Chapter 1 .................................................................................................... 147
Chapter 2 .................................................................................................... 147
Chapter 3 .................................................................................................... 150
Chapter 4 ................................................................................................... 152
Chapter 5 ................................................................................................... 152
Chapter 6 .................................................................................................... 153
Chapter 7 .................................................................................................... 153
Chapter 8 ................................................................................................... 1-53
12
List of Figures
Figure 1.1 Some glass fiber products from PPG Inc. .........................................
25
Figure 1.2 Reinforcement glass fiber manufacturing process ............................
25
Figure 1.3 Glass fiber production station ...........................................................
26
Figure 2.1 Experimental picture of boundary layer on a continuous
cylindrical surface ............................................................................
30
Figure 2.2 Comparison of the experimental data and prediction curves ........... 35
Figure 3.1 An example of heated thermocouple in measurement .................
41
Figure 4.1 The experimental system ..................................................................
44
Figure 4.2 The winder ........................................................................................
45
Figure 4.3 The temperature control system .......................................................
46
Figure 4.4 LabView program user interface .......................................................
47
Figure 4.5 Sketch of temperature measurement system for glass fiber ............ 48
Figure 4.6 Cross-section of heating subsystem .................................................
49
Figure 4.7 The three-dimensional traverse subsystem ......................................
50
Figure 4.8 Steady temperature profile when a probe is contacted or
Uncontacted under different currents ...............................................
51
Figure 4.9 The transient temperature profile under current cut-off ....................
53
Figure 4.10 simplified sketch of thermal contact ................................................
54
Figure 4.11 Step response of TB to Tc ...............................................................
58
Figure 4.12 Model test sketch ............................................................................
54
Figure 4.13 The temperature distribution along a copper fin .............................
57
13
Figure 5.1 Fiber drawing from the tips ...........................................................
62
Figure 5.2 Temperature profile when speed is 1.76 m/s ................................
64
Figure 5.3 Temperature profile when speed is 2.64 m/s ................................
65
Figure 5.4 Temperature profile when speed is 3.51 m/s ................................
66
Figure 5.5 Temperature profile when speed is 4.39 m/s ................................
67
Figure 5.6 Temperature profile when speed is 5.27 m/s ................................
68
Figure 5.7 Temperature profile when speed is 6.15 m/s ................................
69
Figure 5.8 The experimental data in non-dimensional formation ....................
71
Figure 6.1 The sketch of water spray .............................................................
74
Figure 6.2 Heat convection coefficient change along the distance ................
75
Figure 6.3 The sketch of the revised probe ...................................................
76
Figure 6.4 Measurement under water spray ............................................
78
Figure 6.5 Temperature profile when speed is 1.00 m/s ................................
80
Figure 6.6 Temperature profile when speed is 1.76 m/s ................................
81
Figure 6.7 Temperature profile when speed is 2.64m/s ................................
82
Figure 6.8 Temperature profile when speed is 3.51 m/s ................................
83
Figure 6.9 Temperature profile when speed is 4.39 m/s ................................
84
Figure 6.10 Temperature profile when speed is 5.27 m/s ...............................
85
Figure 7.1 Instrument used to measure the normal force ..............................
89
Figure 7.2 Temperature fluctuation without water spray ................................
91
Figure 7.3 Sketch of the contact ....................................................................
92
Figure 7.4 The normal force measurement system ......................................
94
Figure 7.5 The sketch of the measurement .................................................
95
Figure 7.6 Normal force without water spray for repeated measurements ...... 96
Figure 7.7 Sketch of friction heat flowing into the probe ...............................
97
Figure 7.8 Temperature fluctuation with water spray .......................................
105
Figure 7.9 The normal force measurement system under water spray ........... 106
Figure 7.10 Normal force with water spray ......................................................
14
107
Figure 8.1 A single moving fiber ......................................................................
116
Figure 8.2 Momentum boundary control volume .............................................
117
Figure 8.3 Thermal boundary layer control volume .........................................
118
Figure 8.4 Control volume of fiber ...................................................................
119
Figure 8.5 The sketch of the thermal boundary layer below the tips ............... 122
Figure 8.6 Bushing surface size ......................................................................
123
Figure 8.7 The effect of the thermal boundary layer
to the fiber boundary layer ..............................................................
124
Figure 8.8 The effect of the thermal boundary layer to the fiber cooling .......... 124
Figure 8.9 Curve fit for To ..........................................
. .. .... .. ... .... ... .. ... ... .. ... .. ....
Figure 8.10 Find the true To ...........................................
.. .. ... .... ... .. ... ... .. ... .... ..
Figure 8.11 Comparison of radiation and the convection ................................
125
126
129
Figure 8.12 Comparison of the experimental data and the theoretical prediction
when drawing speed is 1.76 m/s ...................................................
130
Figure 8.13 Comparison of the experimental data and the theoretical prediction
when drawing speed is 2.64 m/s ..................................................
131
Figure 8.14 Comparison of the experimental data and the theoretical prediction
when drawing speed is 3.51 m/s ..................................................
132
Figure 8.15 Comparison of the experimental data and the theoretical prediction
when drawing speed is 4.39 m/s ..................................................
133
Figure 8.16 Comparison of the experimental data and the theoretical prediction
when drawing speed is 5.27 m/s ..................................................
134
Figure 8.17 Comparison of the experimental data and the theoretical prediction
when drawing speed is 6.15 m/s ..................................................
135
Figure 8.18 Comparison of the experimental data and the theoretical prediction
under no nondimensional coordinate system ...............................
136
Figure 8.19 Comparison of the wet data and the theoretical prediction when
drawing speed is 1.00 m/s ...........................................................
137
Figure 8.20 Comparison of the wet experimental data and the theoretical
prediction when drawing speed is 1.76 m/s .................................
Figure 8.21 Comparison of the wet experimental data and the theoretical
15
138
prediction when drawing speed is 2.64 m/s .................................
139
Figure 8.22 Comparison of the wet experimental data and the theoretical
prediction when drawing speed is 3.51 m/s .................................
140
Figure 8.23 Comparison of the wet experimental data and the theoretical
prediction when drawing speed is 4.39 m/s .................................
141
Figure 8.24 Comparison of the wet experimental data and the theoretical
prediction when drawing speed is 5.27 m/s .................................
16
142
List of Tables
Table 7.1 Properties of glass fiber and K type thermocouple ........................
99
Table 7.2 Properties of air at 551K ..................................................................
100
Table 7.3 Properties of air and droplets at 551K .............................................
108
17
18
Nomenclatures
Symbol
Description
Unit
a, r
radius
m
A,S
area
M2
Cp
heat capacity
J/kg. K
D
diffusion coefficient
m2 /s
D
diameter
m
F
force
N
h
heat convection coefficient
W/m 2 K
L
length
m
L
distance
m
La
adiabatic length
m
m
mass flux
Kg/m 2 s
M
mass
kg
n
number density
/cm 3
q
heat flux density
W/m2
Q
heat flux
W
ST
standard deviation of temperature
K
t
time
s
T
temperature
K
V
velocity, speed
m/s
U
velocity
m/s
U
speed
m/s
U
overall heat transfer coefficient
W/K
19
Symbol
Description
Unit
W
width
m
x
distance
m
X, Y, U, C, D
matrix
Gr
Grashof number
hfg
latent heat
Nu
Nusselt Number, Nu= hd/k
Pr
Prandtl number v/a
Ra
Ralay number
Re
Raynold number Re=Vd/v
SMD
Saunter Mean Diameter
KJ/Kg
m
1hpm-1
Kg/ m3
p
density
A
difference
6
thickness of boundary layer, diffusive length
m
a
thermal diffusivity
m2 /s
oY
standard deviation of force
N
e
Angle
rad
a
Planck constant 5.67x10 8
W/m2 K4
E
Emissivity
v
kinetical viscosity
m2 /s
Subscripts
air
air
ave
average
bl
boundary layer
20
Symbol
Description
conduction
heat conduction
cooling
cooling
D
based on diameter
diff
diffusion
e
electricity
err
error
f
fiber
fc
forced convection
friction
friction
ft
between fiber and thermocouple
I
liquid
na
natural convection
0
start point
S
saturation state
t
thermocouple
T
thermal
total
total
w
water
wire
thermocouple wire
x
at location x
00
infinite
Superscripts
T
*
trans of matrix
total value
partial
21
22
Chapter 1
Introduction
Glass fibers, usually used as reinforced plastic composites, have many excellent
properties [1.1, 1.2] including: 1) low thermal conductivity and non-inflammability;
2) High tensile strength and low density; 3) good chemical and electrical
resistance, not subject to water corrosion; 4) good dielectric properties such as
high impedance, high breakdown strength, low specific inductive capacity and
loss factor; 5) excellent bonding abilities with various reinforced materials,
especially polymers.
Glass fiber is used by a great variety of industries in almost every major
market. Plastics reinforced with glass fiber have hundreds of applications in the
transportation, marine, construction, electrical, business machine and appliance
markets, and in corrosion-resistant equipment and consumer products [1.2].
Figure 1.1 shows some products of glass fiber from PPG Industries Inc.
The manufacture of glass fiber is a complex process as illustrated in figure 1.2.
The key step is that molten glass is extruded through orifices in a platinum
bushing plate to form glass fibers. The bushing plate is heated electrically to
maintain a constant glass temperature. On small production facilities, gas
pressure is used to maintain a steady glass pressure at the orifice entrance. High
volume production stations maintain a fixed molten glass depth above the
bushings to obtain a constant hydrostatic head.
The glass that exits the orifices is pulled and wound onto a take-up reel. This
causes the molten fiber to neck down until the glass sets at the final fiber
diameter. The initial glass temperature at the bushing plate is about 1500 K
23
(a) Reinforcing mats
(b) Continuous roving
(c) Chopped strand
24
(d) Woven roving
Figure 1.1 Some glass fiber products from PPG Industries Inc. [1.2]
PONFORCEMENTFMEOLANS
:IANUFAMTRINOPROCM$
-om
I
"MOM~
L
'4!
am
I,,
-As
#4)
F~
-#A
A
MWm4sS0
-mnS.
I
assa-S.
ov
a
STASM
anag.er
I
-n
QM
OAN
ELU:Le
Figure 1.2 Reinforcement glass fiber manufacturing process [1.2]
25
and the glass solidification temperature is 1390 K.
Before the fibers are wound
onto the take-up reel, they pass through a surfactant applicator. The fibers must
be cooled to a temperature less than 367 K before the surfactant is applied.
For sufficient cooling, the distance between the bushing plate and the
surfactant applicator is on the order of 1 m. Typical fiber diameters vary between
5 pm and 30 pm with drawing speeds between 15 m/sec and 90 m/sec. Usually
the smaller fibers are drawn at higher velocities than the larger fibers, but the
same size fiber may be pulled at different speeds on different production stations.
Figure 3 illustrates a typical production station. Bushing plates contain an array of
one hundred to several thousand orifices with the spacing between orifices
varying from 0.6 cm to 1.0 cm. Multiple fibers are gathered into a bundle after the
surfactant is applied and are then pulled onto the take-up reel. This process has
been in use for over fifty years [1.3, 1.4, and 1.5].
MSlten Gass
II
!
1 1 1". , , 1
- _ .1
___ ___
-
. ,
. ........... .
Bushnr
ftte
........
..
Nozze Heade
Fiber
Velodty - U
Nozzte
Su rfctant
pt~cator
To Take
Up Reet
Take Up
Reet
Figure 1.3 Glass fiber production station [1.6]
26
The high strength of glass fibers is attributed to the rapid cooling process of
the fiber while it is being formed [1.7]. Therefore, it is important to predict and
control the temperature profile of a drawn glass fiber. Although a substantial
amount of research has been performed on the various parts of the fiber forming
process (a detailed review will be provided in chapter two), there are still a lot of
questions open to answer. The present thesis will be focused on both
experimental and theoretical study on the fiber formation process, especially on
the water spray cooling process, which has been seldom studied before, to
understand the cooling mechanism of the fiber formation, and thus to optimize
the production process.
This thesis consists of four parts. The first part (chapter one to chapter three)
is an introduction of the fiber manufacture, a review of previous work on fiber
formation, and a description of the objectives of the present study. The second
part (chapter four to chapter seven) is the experimental study of fiber cooling.
Chapter four describes the experimental system design. Chapter five and six
provide experimental data without water spray and with water spray, respectively.
A thorough error analysis is performed in chapter seven. The third part (chapter
eight) provides theoretical analysis and comparison between our data and the
theoretical modeling results. The last part (Chapter nine) describes the
conclusions of the whole thesis.
27
28
Chapter 2
Review of Previous Work
Much research has previously been done in the area of characterizing heat
transfer in forming filaments. While some of the research was experimental, a
great deal of this material is theoretical in nature. An overview is presented in the
following two sections of this chapter, one for theoretical studies and the other for
experimental research.
2.1 Review of previous theoretical studies
Two modes of heat transfer, convection and radiation, need to be considered in
the fiber cooling process. From Progelhof and Throne [2.1] and Rea [2.2], if the
diameter of the glass fiber is small (less than 100 micrometers), radiation is very
small compared with convection and can be ignored. Many approaches to
estimate the value of the convective heat transfer coefficient have been used in
previous theoretical studies.
Glauert and Lighthill [2.3] assumed that the momentum boundary layer was
developed from the leading edge of a stationary, infinitely long cylinder in a
moving fluid. They derived their results based on a series solution for the
boundary layer using the Von Karman-Pohlhausen boundary layer integration
technique. They displayed the variation of the skin friction, boundary-layer
displacement area and momentum defect area along the cylinder with curves.
Although they didn't derive any results for heat transfer, their application of the
29
Von Karman-Pohlhausen technique and their use of the nondimensional
coordinate, vx/va2 , were widely adopted in the later studies.
Sakiadis [2.4, 2.5, and 2.6] also used this boundary layer integration
technique. However, he used a different velocity profile in order to match the
momentum boundary conditions in his problem. Unlike Glauert and Lighthill,
Sakiadis assumed that the boundary layer was developed from the point where
an infinite cylinder was issued from a wall at constant velocity through a
surrounding medium at rest. Figure 2.1 is the experimental picture he took in his
experiments. The outside two thick white lines are the outlines of the boundary
layer of the moving cylinder. Sakiadis considered both laminar and turbulent
boundary layers developing from a moving, continuous cylinder. However, he
concluded that his model for the velocity profile in turbulent flow couldn't
accurately predict the real turbulent boundary layer flow.
Figure 2.1 Experimental picture of boundary layer
on a continuous cylindrical surface [2.4]
30
Glicksman [2.7] employed a Reynolds analogy based on the work of Glauert
and Lighthill to estimate the value of the local convective heat transfer coefficient
as
4.3
Nu
_
I
Va
12.9
F ( 4
(2.1)
L V2
The Reynolds analogy assumes that the air Prandtl number is unity and thus
requires that the thickness of the momentum and thermal boundary layer
surrounding the glass fiber be equal. Glicksman derived the cooling time for the
fibers and compared it with other theories and experimental data.
Bourne and Elliston [2.8] and later Bourne and Dixon [2.9] used the same Von
Karman-Pohlhausen technique to study the development of the momentum and
thermal boundary layers of a constant diameter fiber. Their formulation
introduced a correction factor if the Prandtl number is less than unity. They
estimated that the calculated results they obtained for the Nusselt number tended
to underpredict the experimental data available to them by about 2% to 8%
depending on different locations.
Departing from previous studies [2.3, 2.4, 2.5, 2.6, 2.7, 2.8, 2.9], where the
filament was always considered as a constant diameter cylinder and the effect of
curvature wasn't taken into account, Sayles [2.10, 2.11], who cited the work of
Moore and Pearson [2.12], introduced a formulation that took into account the
curvature(measured with 1/a) and showed that the effects of the curvature may
increase the value of the Nusselt number by as much as 28%. Sayles estimated
the convective heat transfer coefficient resorting to the Reynolds analogy.
Beese and Gersten [2.13] also took into account the curvature effect in their
study. They used an asymptotic expansion with respect to the perturbation
parameter e =1/
Rea
.
By using the method of matched asymptotic
expansions, they developed a local Nusselt expression including both curvature
effect and entrainment effects:
31
Nux
0.349 + 0.366 +
Re
Re
a
x
23 (x,0,0.7)
x
Re
Ra
(2.2)
f
Kase and Matsuo [2.14] provided the generally accepted correlation for a
stationary thin cylinder parallel to the airflow:
.3)
Nu a = 0.42(Re a 02344
Kase and Matsuo developed their correlation based on the data they obtained by
subjecting a 0.2 mm diameter heated wire to airflow parallel to the wire for values
of Rea in the range of 0.5-50. Later, Kase and Matsuo [2.15] extended their
results to represent the presence of a cross flow more accurately.
Morris et al. [2.16, 2.17] also developed a correlation for the local heat
convection coefficient based on the filament diameter, the temperature difference
between the filament and the airflow, the airflow speed and the angle between
the airflow and the filament.
h
(-0.0118 x 106 d + 0.9057) x (T - T)
=
+
(23.01 x V - 6.612 x 106 x d + 573.5) +
V
(2.4)
x (0.8452 x 1012 d2 - 111.3 x 106 d + 4631) x sin 2 ()
Morris et al. obtained their correlation by measuring the heat loss from a
heated platinum filament at rest, where the forced convective air flowed over the
filament. The data were collected for 5 different filament diameters, 25.4, 38.5,
51, 63.5 and 76 micrometers for 5 different dynamic pressure settings, 0.0,
0.466, 0.931, 1.397 and 1.863 mm Hg over a temperature ranger from 400K to
1100K in increments of 1OOK. The angle of the test filament with the freestream
32
was altered producing a crossflow effect and the same data were recorded for
2.50, 50 and 70 cross angles. They estimated the error of the correlation as 11.5%
[2.17].
Both equation (2.3) and (2.4) are developed from the airflow that flows along a
thin cylinder at rest. However, people also use them when a thin cylinder moves
into still air. Richelle, Tasse and Riethmuller [2.18] investigated the difference of
the boundary layers between a semi-infinite stationary body and a continuous
moving body. They found the growth of the boundary layer was strongly affected
by the flow configuration. The friction coefficient and the Nusselt number of the
latter can be 20% greater than that of the former. So strictly speaking, the models
and correlations developed from examining a stationary cylinder in a moving fluid
cannot be quantitatively used in the study of the cooling of the moving fiber.
Maebius [2.191 adopted several heat transfer models to study the effects of
convective and radiative heat transfer on melt spun fibers. He concluded that the
radiation cooling was a dominant form of heat transfer and the spectral emissivity
has a large effect on the shape of the fiber.
Papamichael and Miaoulis [2.20, 2.21, 2.22] studied the thermal behavior of
the optical fibers with different diameters during the cooling stage. They adopted
numerical simulation and the Von Karman-Pohlhausen technique. They found
that, when the fiber diameter becomes larger, heat conduction in the fiber and
radiation from it, which can be ignored when the fiber diameter is small, become
important.
Kang, Yoo and Jaluria [2.23], Choudhury and Jaluria [2.24], and Lee and
Jaluria [2.25] performed an extended study on the heat transfer from a
continuously moving heated cylinder. They applied both numerical calculations
and experimental methods. However, they focused on thicker diameter cylinders
(diameters larger than 1 millimeter).
Other authors investigated the air drag on the single filaments and obtained
empirical correlations for the skin friction coefficient, then used the Reynolds or
the Chilton-Colburn analogy to derive the local convective coefficient.
33
2.2 Review of previous experimental studies
Compared with the large volume of theoretical studies of fiber cooling, little
experimental investigation in this field has been published. The reasons may be
that: (i) it is hard to measure the temperature of a thin moving fiber cylinder; (ii)
some of the industrial experimental work is confidential and unpublished. Here
we list some published work.
Alderson, Caress and Sager [2.26] performed experiments on glass fibers and
found that, within a quite substantial distance from the orifice, log[Ts(x)-T]
decreases almost linearly with the location in the moving direction of motion.
Arridge and Prior [2.27] measured the rates for fibers with 10-50 micrometers
diameter, pulled down from a rod. They found that the cooling time is about 30
times slower than the theoretical prediction in reference [2.281.
Maddison and McMillan [2.29] measured the cooling time of thicker glass
fibers (100-200 micrometers) and found the cooling time was proportional to
(velocity)-0-7 and (radius)-
5
and typically on the order of seconds.
The collected data from these three papers are shown in nondimensional
position and temperature coordinates in figure 2.2. The departure of the data
from the laminar theory at xv/vd 2 ~ 1600 is suggestive of a turbulent transition or
some other change in the cooling mechanism.
34
1.0
---
%IN~
H
-(N
U)d=4.3/in(16vx/vd 2)- 12.9/[In(1OIvx/vd2)]
6
------ h = (-1.18e'd+0.9057)(T-T.)+(23. 01 v-6.612e d+573.5)
.......-----Bourne and Dixon's theory predi :tion
0.6
H
H
t-
-..
+
0.8
1.1
(Nu),=0.42R ,' '
(N U)d = 0.349*Re d/Re.+0.366
0
Cu
0.4
0.2
*
*
A
0.0
.
0
Arridge's Data
Alderson's Data
Maddison's Data
.
*
,
500
1500
1000
xv/Ud
I
2000
-
1
2 500
2
Figure 2.2 Comparison of the experimental data and prediction curves
Effect of Spray
Sweetland and Lienhard [2.30] examined the effect of the water sprays
commonly used to cool freshly drawn glass fibers. A model has been developed
by using the Karman-Pohlhausen treatment of the velocity and thermal boundary
layers and accounting for the evaporation of an entrained water spray. Eletribi
[2.31] investigated the entrainment of the water sprays into the air flow induced in
the manufacturing process of glass fibers. The spray atomization qualities and
the spray dispersion patterns of the nozzles used on the glass production lines
were examined by measuring the droplet diameter, velocity, and number flux with
a Phase Doppler Particle Analyzer.
35
2.3 Summary
The prediction curves of the models without water spray from the references [2.7,
2.9, 2.13, 2.14, and 2.17] are compared with the limited available experimental
data (shown in figure 2.1). Although the cooling time that some models predict
has the same order as the experiment results, there still exist differences among
them. Moreover, there is significant discrepancy among different groups of data.
This shows that the experiments were affected by many factors, and that more
data are needed to develop and verify the theoretical model.
36
Chapter 3
Objective of Present Study
3.1 Objectives of the present thesis
Generally speaking, the theoretical works previously done focused on a stable
fiber drawing process with a laminar boundary layer. Few of them considered the
effect of water evaporation on the heat transfer, which is common in industrial
fiber drawing. At the same time, due to the evaporation, the boundary layer along
the fiber drawing may be different. In experiments, too few data are available for
analysis. No reference reports the temperature profile obtained under water
spray.
Therefore, although a lot of study has been done on fiber cooling, some
problems still remain to be solved. On the theoretical modeling, how can the
effect of the vibration be evaluated? How can the flow pattern be judged: it is
laminar flow or turbulent flow? Also, how can the heat transfer process be
modeled if water spray is used to accelerate the cooling? On the experimental
study of the cooling process, how can the temperature profile be measured more
accurately? How can the vibration magnitude be measured? How can the
temperature under water spray be measured? These provide the objectives of
the present thesis. This thesis includes two sections:
(i)
experimental study: set up a system to measure the fiber glass
temperature
profile
under different
37
drawing
speeds and
different
diameters. Both with and without water spray cooling. The data, on one
side, can help in understanding the cooling process, especially under
water spray cooling; on the other side, it can validate the theoretical model
and finally lead to an experimental correlation, which is directly useable in
the factory.
(ii)
the theoretical model: An existing model (built by a former master student
in this lab) considers the effect of different drawing conditions and water
spray cooling to predict the temperature under conditions similar to our
experiments. But by comparing, we can revise the model. The model also
helps to improve the experimental design.
38
3.2 Proposed Solution Methods
3.2.1 Proposed theoretical modeling method
The von Karman-Pohlhausen laminar boundary layer integration technique was
widely used in previous studies. The fiber temperature profile predicted by using
it agreed with the experimental data of Arridge [3.1] and Madisson [3.2]. This
technique will be used in our theoretical model. Sweetland [3.3] developed a
model further to consider the water spray in the fiber cooling. We will adopt this
model in the present study. Kase and Matsuo [3.4, 3.5] mentioned that vibration
of the fiber could enhance heat transfer up to 30%. A series of papers [3.6-3.18],
which studied vibration in fiber drawing, will be used as references to understand
its effect on the fiber cooling.
The stability in fiber drawing is a difficult topic. Sakiadias [3.19] extended the
same integration method used in laminar boundary layer flow with a different
velocity assumption to solve the turbulent boundary layer, but he failed to get a
satisfactory result. Glicksman [3.20] used the Reynolds analogy in turbulent flow
and got an expression for the Nusselt number. However, from Figure 2.2, we can
see that this result is very close to that developed from the laminar flow via the
von Karman-Pohlhausen technique. Therefore, more study needs to be done
before selecting a preferred approach to turbulent transition.
3.2.2 Proposed experimental method
The measurement of glass fiber temperature usually involves two fundamental
methods: contact methods, such as thermocouple techniques, and non-contact
methods, such as the thermal-imaging technique and the pyrometer. Both the
contact methods and the non-contact methods can measure the temperature of a
large-sized body accurately, but they do not easily allow accurate temperature
measurement in a small-sized body, such as a glass fiber. In the case of the
39
thermocouple method, for example, this is because the fiber is small compared
with the thermocouple. The heat capacitance of the thermocouple junction is
large enough to change the temperature of the fiber when contacting it. Thus the
measured temperature is not the real temperature of the glass fiber. On the other
hand, for non-contact methods such as the pyrometer, the size of typical
reinforcing fibers (~10
micrometers diameter) is smaller than the spatial
resolution of the pyrometer above 100pm. Therefore, the effect of the
background noise can be too big, compared with the effective thermal radiation
signal, to obtain an accurate temperature for the fiber. However, large fibers, like
optical fibers, have been measured optically [3.21].
To overcome the above stated problems in measuring the glass fiber
temperature, a heated thermocouple technique [3.22, 3.23] has been adopted in
this experiment (to be discussed in next section). We measured the temperatures
of glass fibers with drawing speeds ranging from 1 m/s to 6 m/s, and diameters
ranging from 20 to 50 pm.
3.2.3 Mechanism of Heated Thermocouple Technique
bh
d
IIV
MVZ
it
C
h
v
b'
Figure 3.1 An example of heated thermocouple in measurement [3.24]
The heated thermocouple technique uses a thermocouple whose measuring
junction can be adjusted to any preferred temperature (see Figure 3.1). The
temperature of the thermocouple junction is equal to the temperature of the
measured glass fiber if the temperature of the former does not change when the
40
junction makes a light contact with the fiber. Compared to the regular
thermocouple method, the advantage of this method is that it can measure the
temperature of a small object with little error [3.21, 3.23]. Arridge [3.1] and
Maddison [3.2] also adopted this method in their experiments and showed that
the heated thermocouple method can measure a thin filament's temperature.
41
3.3 Summary
In the chapter, we set our objectives in the study of fiber cooling. The research
will be performed from both theoretical study and experimental measurement.
We will adopt von Karman-Pohlhausen boundary layer integral technique in the
theoretical modeling. The heated thermocouple technique will be used to
measure the fiber temperature both without water spray and with water spray.
42
Chapter 4
Experimental System Design and Proof Testing
In this chapter, we will introduce the experimental system, especially the
measurement system. In the first part, we briefly describe the whole experimental
system we set up. Then, the temperature measurement system is detailed
described in detail. Following that, we present the two measurement methods.
Finally, an experimental proof test is performed to verify the accuracy of the
method.
4.1 The Experimental System
Our laboratory experimental system (see picture 4.1) consists of three parts: the
fiber production subsystem, the control subsystem, and the temperature
measurement subsystem.
43
Figure 4.1 The experimental system
The fiber production subsystem's function is to melt the glass marbles using
electrical heat and then draw the fibers into a winder. The fiber glass forming
process involves a combination of extrusion and pultrusion of molten glass
through a 3x3 array of orifices (bushings) in a platinum-iridium bushing plate. The
bushings are heated electrically and maintained at a constant temperature of
around 1500K. The glass is pulled through the orifice by a take-up reel as well as
pushed through by the hydrostatic pressure of the molten glass above the
bushing. This causes the glass filament to neck until it solidifies to its final
diameter, which is on the order of 10 gm. Necking and solidification occur within
a short distance from the bushing. The resulting filaments are brought together
and passed across a surfactant applicator, which binds the filaments together
into a single fiber. The fiber is then pulled onto a winder [4.1, 4.2].
44
The principal parts in this subsystem are platinum bushing, which is a tank
where the glass marbles are melted and from which the glass is drawn; the
transformer, which supplies electrical heat to melt the glass; the water cooling
circuit, which prevents high temperature rise in the electrical leads; and the
winder, which pulls and wraps up the fiber (see figure 4.2).
Figure 4.2 The winder
The control system mainly controls two variables: temperature inside the
bushing and the speed of the winder. Temperature control system consists of a
built-in thermocouple in the inner wall of the bushing, which provides input to a
controller (Eurotherm) that adjusts, the thyristor driving the transformer. The
thyristor adjusts the current supply to the bushing, changing its temperature (see
figure 4.3).
45
Figure 4.3 The temperature control system
The speed of the winder is controlled with-a LabView program user interface,
which was designed specially for the experiments (see figure 4.4). The interface
also monitors the bushing temperature.
46
Figure 4.4 LabView program user interface [4.1]
47
4.2 Temperature Measurement Subsystem Design
The temperature measurement subsystem consists of three subsystems: a
thermocouple heating subsystem, a measurement subsystem, and a mechanical
fiber traversing subsystem.
tiusnina
I
A/D
Nozzle
Computer
thermocouple
probe
Computer
+-
Motor
Glass Fiber
Drum
Figure 4.5 Sketch of temperature measurement system for glass fiber
4.2.1 The thermocouple heating subsystem
The heating subsystem includes an electrical heater, an adjustable electrical
resistance, an adjustable voltage source and an amp meter (see Figure 4.6). The
heater is a Ni-Cr thin plate, which is installed on the tip of a three-bondedcylinder bracket. The Ni-Cr plate is wired with copper wires, which go through the
holes of the two outer cylinders and are connected to the power source to create
48
a circuit. The thermocouple junction is affixed by cement on the surface of the
plate. It is electrically insulated from the heater.
The temperature of the Ni-Cr plate increases due to electrical heating when
current flows through it. The plate transfers the heat to the thermocouple junction
to raise its temperature. Different temperatures of the thermocouple junction can
be obtained by adjusting the supplied voltage.
Thermocouple
Probe
Adjustable
Resistance
Amp Meter
Power
Figure 4.6 Cross-section of heating subsystem
4.2.2 The measurement subsystem
The measurement subsystem includes a thermocouple, a PC-4350 board and a
computer. The voltage signal containing temperature information from the
thermocouple is converted to a digital signal by the PC-4350 board. Then the
signal is input into the computer. The computer transforms the voltage signals
into temperature signals, shows them on the screen, and saves them for later
analysis.
49
4.2.3 The mechanical fiber traversing subsystem [4.2]
The heating system and the measuring system are fixed together and supported
by a cylinder that can move in three directions along a three-dimensional
traverse. The temperatures at different locations along the glass fiber can be
measured by moving the cylinder.
_
I_
- -- -I
I)
1-DPositkioing Table
HIIa
2-DPositonig Table
Figure 4.7 The three-dimensional traverse subsystem [3.2]
50
4.3 Measurement Methods
Before discussing the measurement methods, we first show the response of the
thermocouple when contacting an object. Three types of responses of the
junction temperature are possible when the thermocouple slightly contacts the
measured object (see Figure 4.8):
12001
1
(ii)
900 -4
CL
e
(i)
600-
-
300
1
201
401
601
801
Time (0.1 second)
Figure 4.8 Steady temperature profile when a probe is contacted or uncontacted
under different currents
(i)
An upward peak is observed when the fiber is contacted at around 220
seconds as Figure 4 shows. This means the temperature of the
thermocouple is lower than the measured object. When they contact, the
object transfers heat to the thermocouple to raise its temperature.
(ii)
A downward peak is observed at around 700 seconds as Figure 4 shows.
This means the temperature of the thermocouple is higher than the
measured object. The temperature of the thermocouple decreases when it
contacts the object.
51
(iii)
No obvious change occurs to the thermocouple temperature upon contact.
This means the temperature of the probe is very close to the temperature
of the measured object. Almost no heat is exchanged when they contact.
Depending on the state of the thermocouple when contacting the glass fiber,
two measurement methods, steady state and transient state, can be used in
measuring the glass fiber temperature.
4.3.1 Steady state measurement method
If the steady state measurement method is used, contact is made only when the
temperature of the thermocouple is steady. In the first procedure, an estimated
temperature is set, and then the thermocouple is permitted to contact the object.
One of the above mentioned three response types will occur. If type (i) happens,
we increase the current of the circuit to increase the junction temperature; if type
(ii) happens, we decrease the current to reduce the junction temperature; or if
type (iii) happens, the temperature of the glass fiber is obtained. Under type (i) &
(ii), after adjusting the current to obtain another steady temperature, we make
another contact. This loop will be repeated until type (iii) happens.
The advantage of this method is that we can adjust the current to any
preferred temperature. This method was used in the current experiments.
4.3.2 Transient state measurement method
In the transient measurement method, contact occurs while the temperature of
the thermocouple is cooling (see Figure 4.9). In this procedure, the thermocouple
temperature is first allowed to rise to a temperature that is little
52
360
34.
.
350 -340 -
- ----
Temperaure change
curve without contact
......-
Temperaure change
cur with contact
330 - 320 -
measured temperaure
310 300-
1
25
50
Time (0.1 second)
Real T=331 K
75
100
Figure 4.9 The transient temperature profile under current cut-off
higher than that estimated for the object. Then the current is reduced or cut off to
let the probe temperature drop. At the same time, the object is repeatedly put in
contact with the thermocouple. A temperature profile like in Figure 5 will be
recorded. By analyzing the measurement data, the temperature of the object can
be obtained. The figure shows that the temperature peak is downward during first
contact; this means that the probe temperature is higher than that of the object
because the probe is heating the fiber. Following that, no temperature peak can
be found during contact, and it means the thermocouple temperature is near the
temperature of the object. Later, upward temperature peaks can be found,
indicating that the probe temperature is lower than the temperature of the fiber
and that the fiber is heating the probe. The temperature of the object can be read
from Figure 4.9. The advantage of this method is that the object temperature can
be obtained rapidly. However, its accuracy may be greatly affected by the
contacting frequency.
53
4.4 One Dimensional Fin Model Test
A copper wire's temperature is measured by the heated thermocouple method as
a proof of the accuracy of this method (see figure 4.10).
Tair
A
wire
TebCopper
Figure 4.10 Model test sketch
The straight and thin copper wire can be considered as a long fin. Its one side
is heated and the other end is free in the air. Its temperature was measured by a
heated thermocouple and the base temperature, Tb, is measured with a regular
thermocouple. The theoretical distribution can be obtained according the fin
temperature distribution equation [4.3].
54
d 2(T-Tco)p2(TT)O
dx2
T Ix=0 = Tb
(4.1)
dT
dx
=0
x=L
pf=h
Solve equation 4.1, we have the theoretical temperature along the fin as
(T - T ) cosh[/(L-x)]
T(x) = T +
+0 b
00
cosh[piL]
(4.2)
where heat loss from the free end is assumed to be small. The temperatures
along the fin from the measurement are compared with the theoretical results in
Figure 4.11.
300
250
-
T,=23 0 C Tb=193 C
p=20.3m~ L=11.5cm
*
Measurement data
Theoretical prediction
200 _
00
a)
150
-
100
-
a)
U)
0.
E
a)
I-
50 -
0
0
2
5
Distance (cm)
(a)
55
6
r
250 250-
T,=220 C Tb=181 0 C
L=11.5cm
p=24m'
0
Measurement data
Theoretical prediction
200 -
1500)
CU
100-
E
50 -
0-
9
8
7
6
5
4
3
2
1
0
Distance (cm)
(b)
300
-
________________
Te=25 0 C Tb=228"C
250 -p=25m'
L=11.5cm
Measurement data
*
2
Theoretical prediction
-
. 200
150 -
CU
100 50-
0
.
0
1
2
4
3
5
Distance (cm)
(c)
56
I1
-
6
7
8
300
T,=250 C T b=190C
1
p=27.5m~
L=11.5cm
Measurement data
0
Theoretical prediction
250-
. 200
-
00
-
(D
-
100a)
F-
50-
00
2
4
6
i
8
10
Distance (cm)
(d)
Figure 4.11 The measured and theoretical temperature distribution along a copper fin
Four groups of data obtained four different days show that the errors of the
measurement are within 10%. This proves the method is accurate.
57
4.5 System Operation and Data Acquisition
Usually, the experiment has three steps: 1) Startup the system and produce the
fiber; 2) Perform the measurement and record the data; 3) Repeat or shutdown
the system.
4.5.1 Startup the system and produce the fiber [4.1]
This process always takes two to three hours from start. The major steps include:
1. Turn on the cooling water system and fill the marbles into the bushing;
2. Set the bushing set-point temperature as 2400 *F;
3. Turn on the bushing power switch;
4. Wait for one hour or more until the bushing temperature to reach 2400 *F;
5. Wait another one hour to let the marbles completely melt and reach a
steady temperature of 2400 *F;
6. Change the bushing temperature to 2250 *F and wait until it becomes
stable;
7. Turn on outside air pressure to the bushing and wait for the glass to start
flowing out;
8. Use steel poker to pull the glass to the winder. This needs high skill and
requires a great deal of practice;
9. When the fiber is drawing steadily, measurement can be performed.
4.5.2 Measure the temperature and record
This process always takes ten to fifteen minutes. One always needs to prevent
the fiber from breaking. If it breaks, the data recorded will be no use. The major
steps here are:
58
1.
Turn on the supplied circuit to raise the temperature of the thermocouple
to a preferred value and wait it reaching stable. The process is quite quick.
2. Let the probe make a gentle contact to the fiber. See the response in the
screen, and change the current supply then. Try the second contact to see
the response until almost no change when contact happens compared to
no contact. Then change the current supply and perform another two
measurements at the same location.
3. Change locations and perform another measurement same as step 2.
4. Finish all the measurements and then turn to record and analyze the data.
If during the measurement the fiber breaks, you need give the data and remeasure from the start point.
4.5.3 Refill marbles or shut down
If you want to continue another measurement, you can refill marbles and repeat
the steps in the first and the second part.
If you want to shutdown, you need set the temperature in the bushing to 0 *F
first. Then wait for about one to one and a half hours until the temperature drops
to 600 OF. Then turn off the power supply. Finally, cut off the cooling water supply.
Thus one measurement cycle is finished.
59
4.6 Summary
A laboratory scale experimental system was described in this chapter. Each
subsystem was described in detail. Two methods, which could be used in the
experiments, were introduced. A proof test based on a copper fin shows this
method can be used in the measurement.
60
Chapter 5
Data without Water Spray
In this chapter, we describe our measurements without water spray in detail. We
show the data graphically, using both dimensional and
nondimensional
coordinate systems. A brief analysis is provided along with the figures.
5.1 The measured method under no water spray
As described in section 3.5 of the last chapter, once the system is producing thin
glass fibers at a steady state, the measurements can start. Measurements under
no water spray are relatively easy compared to that with water spray.
The main steps in the measurements are setting a preferred steady
temperature for the thermocouple tip, making a slight contact, then adjusting the
current supply till there is no obvious change to the probe due to the contact.
Using this method, we always measured five to six along the drawing direction.
During the initial measurements, we used 0.005" K type thermocouple, but
these data were poor. We then changed the size of the thermocouple to 0.002"
or 0.003" (under water spray).
To ensure a "good" contact, we performed
measurements three times at one location and averaged them.
The drawing speeds we chose in the measuring are from 1 m/s to 6 m/s. If the
speed is too slow, the diameter of the fiber increases thicker and it is easily
broken. On the other side, if the speed is too high, the fiber is also easy to break
in drawing. Figure 5.1 is a picture of the fiber being drawn.
61
Figure 5.1 Fiber drawing from the tips
62
5.2 The experimental data without spray
Figure 5.2 to 5.7 shows data with drawing speeds of 1.76 m/s, 2.64 m/s, 3.53 m/s,
4.39 m/s, 5.27 m/s and 6.15 m/s, respectively. There are two pictures in each
figure, picture (a) is the temperature profile at different locations, and picture (b)
is the temperature of different times after leaving the bushing.
Analyzing each figure, we find several common characteristics: i) at the first
stage of cooling, the temperature of the fiber drops very quickly, then after
several centimeters, the cooling rate decreases. It is expected in the final stage,
that the cooling rate will go to zero. ii) in each figure, although we have set sane
drawing speed, the diameter of the fiber still varied - that because the variation
of the pressure in the bushing. iii) under the same drawing speed, the thinner the
fiber is, the faster the cooling is. iv) we find it is impossible to measure the fiber
temperature at the tip because the glass is in a liquid state and because strong
thermal radiation and high temperature prevent the measurement there.
63
1200
0o
900 -
7
H
600Ti= 302 K
V = 1.76 m/s
-0-
d=48.%pm
-- 0- d=42.Opm
3001
0.10
0.05
0. 0
X (m)
(a) Temperature distribution along the fiber axis
1000-
800-
(D
AA
600CO
E
400-
T,=
V =
-m-A-
29 0C
1.76 m/s
d=48.0pm
d=42.0pm
200
0
20
40
Time (ms)
(b) Temperature as a function of cooling time
Figure 5.2 Temperature profile when speed is 1.76 m/s
64
60
1200
Tk=302 K
V = 2.64 mIs
-vd=26.Opm
d=28.5pm
---
-,
900
2'
-0-A-
d30.0pm
d=30.Opm
-0-
d=35.4pm
V-
I600
\A
300
0.00
0.15
0.10
0.05
0.20
X (m)
(a) Temperature distribution along the fiber axis
1000
Tk= 29 *C
V = 2.64 m/s
-0- d=26.0pm
--d=30.Opm
-A- d=30.0pm
--d=35.4pm
A
800 -
cc
600-
L
E
400
-
-
200
0
30
15
45
Time (ms)
(b) Temperature as a function of cooling time
Figure 5.3 Temperature profile when speed is 2.64 m/s
65
60
1200
900-
ITa=
V =
-M-A-0--
600-
303 K
3.51 m/s
d=36.Opm
d=35.Opm
d=28.Opm
d=27.pm
---------
300
.
i
0.10
0.05
0.00
X (m)
(a) Temperature distribution along the fiber axis
1000T,= 30 "C
V = 3.51 m/s
-Ad=36.0 pm
-v- d=35.0 pm
-o- d=28.0 pm
800-
p
G)
b.D
600 -
CU
L..
U)
0.
E
U)
I-
400-
200
.4.
0
i
20
10
Time (ms)
(b) Temperature as a function of cooling time
Figure 5.4 Temperature profile when speed is 3.51 m/s
66
30
1200 v
T =303 K
V = 4.39 nms
-0- d22.5pm
-0- =22.5pm
-el- d=21.0pm
-A- d20.5pm
900-
I600-
-I0I
0.00
0.15
0.10
0.05
X(m)
(a) Temperature distribution along the fiber axis
800
T.= 30 "C
V = 4.39 m/s
-Md=22.5pm
4 d=21.Opm
-0- d=20.5pm
600
-0
ao
L
U
-U
E 400
()
F-
0
. i
200
0
20
10
Time (ms)
(b) Temperature as a function of cooling time
Figure 5.5 Temperature profile when speed is 4.39 m/s
67
30
1200
900-
S
H
600T.= 302 K
V = 5.27 nVs
-0- d=23.Opm
--
d=20.0pm
300
0
0.10
0.05
X (m)
(a) Temperature distribution along the fiber axis
800
.
Tk=
V =
-0-M-
29 -C
5.27 m/s
d=2 3.Opm
d=2 0.p
60000
a)
L.
CU
I-
0)
0.
E
4)
400-
H
200
0
10
5
15
Time (ms)
(b) Temperature as a function of cooling time
Figure 5.6 Temperature profile when speed is 5.27 m/s
68
20
1200 T.= 302 K
V = 6.15 m/s
d = 20.0 pm
-@-
900 -
e@
H
600-
300A
0.10
0.05
0.00
X (m)
(a) Temperature distribution along the fiber axis
800
-S
600
-0
CL
E
400
-0-
Ta.= 29 *C
V = 6.15 m/s
d = 20.0 pm
200
0
5
10
15
Time (ms)
(b) Temperature as a function of cooling time
Figure 5.7 Temperature profile when speed is 6.15 m/s
69
.
20
It is a little hard to compare the data at different drawing speeds. But we can
find a non-dimensional coordinate system to put them together. Theoretical study
[5.1, 5.2] shows that the non-dimensional temperature is a function of nondimensional distance, heat capacity ratio and Prandtl number. The expression is:
o)f
T
=
-T .
ai
TT-T.
0 air
fr,
"
f(X,
=(~,r
=
Pr)
X =xv
Ud2
Pr = Prandtl number
(6.1)
(pcP)air
(p
)fiber
In these experiments, rl and Pr are constant. The non-dimensional form of the
experimental data is listed in figure 5.8.
We can see the data converge
themselves very well. It shows that our measurements are consistent in the
whole set of experiments.
70
1 D
-
-w
U
U
U
0.8-
U
U
*
0.6 U
U
- 0.4 -
U
*
U.
U
0.2
U
-
0.0
*
0
500
I
I
1500
1000
1
1
2000
vx/vd2
Figure 5.8 The experimental data in non-dimensional form
71
2500
5.2 Summary
The whole process in measuring without water spray was described in this
chapter. The data figures were listed as different speeds. The non-dimensional
formulation of all the data shows the measurements in the whole experiments are
consistent.
72
Chapter 6
Data with Water Spray
In this chapter, we deal with the measurements under water spray. With water
spray, the measurements become more difficult than without water spray. In the
first part of this chapter, we check the difference between experiments with water
spray and with no water spray. We redesign our probe for better measuring in the
second part. In following part, we present our data.
6. 1 Understanding the measurements
under water
spray
In all factory systems, the glass fiber pulled from the bushing is cooled by water
droplets to hasten cooling. However, no reports have been seen of studies of this
cooling mechanism using both experiments and theory. The reason is very
simple: it is very hard to measure the temperature of the fiber under water spray.
When the fiber is thicker, people can use optical methods to measure the
temperature without water spray. But it is very difficult to use this method in the
water spray because the water will absorb radiative energy.
In the last chapter, we successfully used the heated thermocouple technique
to obtain the fiber temperature. One thing needs to be checked: can we use this
method in measurements with water spray? Before answering this, we need to
analyze the difference between these two situations.
73
Water spray will enhance cooling process in three ways: first, the water
droplets will evaporate close to fiber and thus take away a lot of heat; second,
the water vapor in around the fiber will change the air properties surrounding the
fiber - its heat capacity, density and conductivity; third, water spray will reduce
the thickness of the thermal boundary layer. However, the water will also bring
more difficulty in measurement. The droplets will cool the probe in the measuring,
too. We have to add more power to sustain the temperature. Also, the spray will
bring more vibration to the fiber because it has crossflow. Moreover, the spray
will bring more fluctuation to the measurement. So, how big are these effects?
Let's first check some data.
Bushing
35 cm
15 c n
E
0
Nozzle
LIZ
Drum
Figure 6.1 The sketch of water spray
74
Figure 6.1
is a simple picture of the drawing with water spray. The
approximate cross-sectional area of water droplets at the fiber is 15cm x 35cm.
In our measurement, the gauge pressure is 45 psi and the water flow 24.4 ml/min.
The average speed at x = 35 cm (reaching the fiber) is 3 cm/second. From the
correlation equations of reference [6.1], the SMD (Saunter Mean Diameter) of the
water droplets is 62 ptm. The average number density of water droplets: 4436
per cm 3 . It is equal to 0.90 ml water uniformly distributed in the 1000 ml air. So it
is clear that the water droplets are very sparse. We assume that the water spray
will not change the flow field in the drawing.
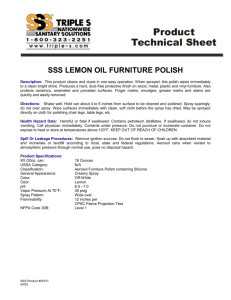
However, we must check its effect to the heat transfer. We use the theoretical
model, which is adopted from reference [6.2] to calculate the heat transfer
coefficients for no water spray and for water spray (see Figure 6.2).
1500-
2
Without water spray h,=775 W/m K
D = 20 pm
V = 5.27 m/s
- With water spray h e=1269 w/m2K
SMD = 62 pm
n = 4336 /cm3
0)0
10000
500
0.0)0
0.05
0.10
0.15
Distance (m)
Figure 6.2 Heat transfer coefficient versus the distance along the fiber
75
0.20
So, how does the water spray change the heat convection coefficient of the
thermocouple with 0.002"? It is hard to get an accurate result. We can use the
following method to estimate:
Method one is to adopt the data from the fiber with d = 50 tm: without water
spray is 556 W/m2 K, with water spray is 681 W/m2 K.
Above is only an estimated value. Sometimes when the water droplet happens
to evaporate close to the thermocouple tip, the heat convection coefficient will
be large compared with the average value. But from a time average viewpoint,
the estimate may be reasonable.
76
6.2 Probe redesign and proof test with water spray
The presence of water spray will take away more heat from the probe, so we
need provide more current. Also, we need to redesign the probe to prevent the
most of the sensor from being wetted with water spray. A revised device was
designed to use in the measurements with water spray (see Figure 6.3).
1111111111111A
i
I
I_
i
7777727727~777727~7777772X//2Z/zZ2Z ,2
__
I
wzxzzzzzzzzzzzzzzzzzzzzzA
U-shaped
probe
7777773
Current supply
Water shield
Figure 6.3 The sketch of the revised probe
We performed two groups of proof tests under water spray (see Figure 6.4). This
tests were done on moving fibers. It is shown that this method still works with
water spray after we made some improvements. So, we will use this technique
in our measurements under water spray.
77
inn
water spray affected region
800 -
2'
U)
L..
600 -
C',
U)
0~
E
U)
I-
v=2.64 m/s T=2 96K
-NNo water spray, d=40 jim
400 -
-m-
has water spray, d=40 jim
-e- No water spray, d=33 jim
-0- has water spray, d=33 pm
'
200
0
i
8
4
16
12
Distance (cm)
(a)
1200
water spray affected region
1000
cc
-
800U
L
E
600-
400
200
v=3.51 m/s T= 296K
-0- No wate r spray, d=23 Pm
-0- has water spray, d=23 pm
-0- No water spray, d=30 pim
-0- has water spray, d=30 pm
-
U
4
'
0
8
4
12
Distance (cm)
(b)
Figure 6.4 Measurement under water spray
78
16
6.3 Experimental data under water spray
Similar steps were used as in the measurements under no water spray. We
chose the drawing speeds from 1m/s to 5.27 m/s. When the speed is above
5.27m/s, we found it is very hard to perform one complete set of measurements
while keeping the fiber from breaking.
The data are shown in Figure 6.5 to 6.10. Each figure has two pictures - one
indicates the temperature profile along the fiber axis and one indicates the
temperature change versus the time.
The following conclusions can be drawn from the figures:
1.
Water spray enhances the cooling process. The no spray case will have the
slowest cooling speed in a group with fixed speed and similar diameters;
2. The locations at which the spray starts will affect the cooling process. At the
same location, the curve whose spray starts earlier will have a lower
temperature than that whose spray starts later.
3. In the final stage of cooling, the cooling effect of water spray becomes less
obvious.
79
1200
-
900
-
-M- d=44.Osm, no spray
d=44.5pm, spray starts @ x=0.023 m
-0- d=42.0pm, spray starts @ x=0.073 m
40
U
U
0
E
U
*
*
600 -
Tir
U
0
~~O~~
-'~
-I-
U
0
Z0
V=1.00 m/s
300
I.nn
0.15
0.10
0.05
0.00
X (cm)
(a) Temperature distribution along the fiber axis
800
600
-0
00
0)
L.
400
CU
I-.
0)
0.
E
0)
H 200
0
T= 26 C V=1 .00 m/s
-U- d=44.0pm, no spray
m
-0- d=44.5pm, spray starts @ x=0.023
-0- d=42.Opm, spray starts @ x=0.073 m
0
I
0
80
40
I
*
.
120
Time (ms)
(b) Cooling history in fiber drawing
Figure 6.5 Temperature profile when speed is 1.00 m/s
80
-1
160
1200
no Spray
spray starts @ x=0.00m
spray starts @ x=0.04m
-E-e-A-
artLO
900
-
600
-
= n0
.
x%",A
II
cc
L
E
-m-
v=1.76m/s d=35pm
-e-
v=1.76m/s d=33pm
v=1.76m/s d=36pm
v=1.76m/s d=35pm
-- A-v-
1
300
0.20
0.15
0.10
0.05
0.00
X (m)
(a) Temperature distribution along fiber axis
800
-
600-
0)
1...
4-a
CU
1...
0)
0.
E
0)
H
4007
200
V=1.76 rn/s
-
-0- d=35 pm no Spray
-0- d=33 pm spray starts @ x=0.00m
-A-
d=36 Am spray starts @ x=0.04m
-V-
d=35 pm spray starts @ x=0.08M
0 -II
I0
20
40
60
80
Time (ms)
(b) Cooling rate in fiber drawing
Figure 6.6 Temperature profile when speed is 1.76 m/s
81
100
1200
----A-0-
d=30pim, no spray
d=30pim, spray starts @ x=0.00m
d=29pm, spray starts @ x=0.06m
d=29pmn, spray starts @ x=O.1Om
900
(D
L
E
600
300
-.1
V
2.64 m/s
Tair
= 25 *C
-.
0.00
0.15
0.10
0.05
X (m)
(a) Temperature distribution along fiber axis
800
600 -
400CU
E
V = 2.64 m/s T,= 25 C
d=30pim, no spray
-Ud=30pm, spray starts @ x=0.00m
----A- d=29pm, spray starts @ x=0.06m
-0- d=29m, spray starts @ x=0.IOm
200-
0 .1
0
.
30
15
45
time (ms)
(b) Cooling history in fiber drawing
Figure 6.7 Temperature profile when speed is 2.64m/s
82
60
1200
-M- d=27.0pm, no spray
-0- d=28.Opm, spray starts @ x=0.09 m
-A- d=26.5pm, spray starts @ x=0.06 m
--- d=25.Otpm, spray starts @ x=0.00 m
900 L-
CL
E
600 -
U)
TaIr =260 C
V=3.51 m/s
300
,in-
0.00
0.10
0.05
0.15
X (m)
(a) Temperature distribution along fiber axis
800-
600-
(D400Cu
E
U)
Ta =260C V=3.51 M/s
d=27.0im, no spray
-U-0- d=28.0pm, spray starts @ x=0.09 m
-A- d=26.5pm, spray starts @ x0.06 m
d=25.Opmn, spray starts @ x=0.00 m
---
200-
0 .41
0
30
15
time (ms)
(b) Cooling history in fiber drawing
Figure 6.8 Temperature profile when speed is 3.51 m/s
83
45
1200 .
-0-
d=23.5pm, no spray
-O- d=22.Opm, spray starts @ x=0.02m
-A- d=24.Opm, spray starts @ x=0.05m
-0-- d=23.5pm, spray starts @ x=0.08m
U)
L.
800 -
4-a
CU
L.
U)
0~
E
U)
F-
Tair =260 C
V=4.39 m/s
400
0.00
0.15
0.10
0.05
X (m)
(a) Temperature distribution along the fiber axis
800
T.= 26'C V=4.39 m/s
-0- d=23.5pm, no spray
-4-- d=22.Opm, spray starts @ x=0.02m
-A- d=24.0prn, spray starts @ x=0.05m
-0- d=23.5pm, spray starts @ x=0.08m
600 -
cP
U)
I4-.
CU
I-
U)
0~
E
U)
400-
H
.
i
.
.
i0
200
0
20
10
30
time (ms)
(b) Cooling history in fiber drawing
Figure 6.9 Temperature profile when speed is 4.39 m/s
84
40
1200
-0-A---0-
a)
d=21.Opm,
d=20.Opm,
d=20.0pm,
d=22.5pm,
no spray
spray starts @ x=0.023m
spray starts @ x=0.043m
spray starts @ x=0.093m
800
L
E
a)
= 2 50C
V=5.27 M/s
Tar
4A
fl
A-
0.00
0.15
0.10
0.05
X (m)
(a) Temperature distribution along the fiber axis
800
600
0
-
400-
E
()
200-
0
Ta= 25 C V=5.27 n/s
d=21.pn, no spray
-U-A- d=20.0pm, spray starts @ x=0.023m
-4- d=20.Opn, spray starts @ x=0.043m
-0- d=22.5pm, spray starts @ x=0.093m
-F
0 -LI_____________________________________________
10
0
_____________________________
20
time (ms)
(b) Cooling history in fiber drawing
Figure 6.10 Temperature profile when speed is 5.27 m/s
85
30
6.3 Summary
An analysis was performed before we made any measurements with water spray.
Our tests show that after some revision, the heated thermocouple method can be
used in our measurements under water spray. A series of data were obtained
with water spray. Analysis shows that the spray can enhance heat transfer but
the magnitude depends on the location at which spraying starts.
86
Chapter 7
Error Analysis
We have obtained measurements of the fiber's temperature with water spray and
without water spray. Now it is time for us to establish the accuracy of these data,
i.e., we need perform error analysis on these data. Before we do that, we first
need to identify the error sources in the measurement.
7. 1 Understanding the error sources
Error usually comes is of two types: one is systematic error and the other is
random error, assuming that we have performed the experiments correctly [7.1].
The systematic error we consider here includes limitations of the system
resolution and loading error. We used K type thermocouples and National
Instruments 4350 DAQ board in our measurement system. The former will have
±6K maximum errors in our measurement range; the precision of the later is ±2K.
As to the loading error, it occurs because the measuring process inevitably alters
the characteristics of both the source of the measured quantity and the
measuring system itself [7.1]. The measured value will always differ by some
amount from the quantity whose measurement is sought. Normally, when a
thermocouple is used to measure a large, still body, the loading error is so small
87
that it can be neglected. But when the object is so small that it has lower mass
than the thermocouple, the loading error can be very large. The loading error in
the present experiments is of critical importance in our measurements because
we use tiny thermocouple sensors and because the glass fiber is so small.
To estimate the magnitude of the loading error, we need understand the
characteristics of our measurement system. The measured object is a moving
thin glass fiber of 20 to 50 micrometers diameter. It is hot and is cooled by air or
water spray while being drawn. Our measurement sensor is K type thermocouple.
Its diameter is 50 to 75 micrometers. The size of the fiber is less than the size of
the thermocouple. Also, because the fiber is moving, we have to consider
frictional heating when the thermocouple contacts the fiber while measuring.
Moreover, because the thermocouple size is very small, its temperature will
fluctuate with the environment.
Generally, we need consider the loading error from the following four sources:
i) the temperature fluctuation of the thermocouple under the air or water spray
due to its small size; ii) the temperature change of the fiber and the sensor due to
heat exchange between them when they contact; iii) the temperature increase of
the fiber and the sensor because the friction between the fiber and the
thermocouple generates heat which flows into them; iv) the thermocouple cooling
when it enters the boundary layer of the moving fibers. In the following sections, I
will analyze each item one by one.
The temperature fluctuation of the sensor happens due to the small heat
capacity of the thermocouple. The fluctuation can be recorded by the computer
when we provide constant electrical current to heat the thermocouple. We find its
temperature varies about a fixed value. The magnitude of variation may differ
with and without water spray.
When the thermocouple contacts the fiber, heat conduction will occur since
they are not exactly at same temperature. This heat flux can be big in an
unheated thermocouple measurement because the temperature difference is big.
But, in the heated thermocouple method, because we can adjust the temperature
of the sensor to match the fiber, the heat flux will be small - this is the advantage
88
of this method. However, because of the small size of the fiber and the sensor,
we still need to check the magnitude of the transient conduction error. We will
build a simple model to estimate the value.
The frictional heating while measuring is an unknown factor in the error
analysis. To calculate the value, we need to know the frictional force, which is
small. To check this, we use a sensitive force measurement instrument to
measure the normal force applied to the fiber in measuring. We obtain the
frictional force and the frictional heating. Figure 7.1 is a picture of the instrument,
which is used to measure the normal force later.
Fig. 7.1 Instrument used to measure the normal force
Another error source to be considered is the boundary layer cooling. The fiber
is moving during in measurement. Thus there is a very thin thermal boundary
layer around the fiber. The thermocouple sensor will enter the boundary layer
89
during the measurement, whereas it is outside the boundary layer before
measuring. Before measuring, there exists only natural convection heat transfer
to the sensor, but while measuring, the sensor is cooled by forced convection
inside the boundary layer. We need to consider the effect of difference in the
thermal resistance.
As to the random errors, we don't perform detailed analysis here because
random error is not as important as systematic error in present experiments. We
have also performed three measurements at each point and taken the average of
these values as the temperature. It is considered that if the temperature
difference between two measurements is within 10K to 15K, the two contacts are
"good". This method, on one side, can check if the contacts while measuring are
"good"; on the other side, it can reduce the random error.
90
7.2 Error estimation without water spray
7.2.1 Temperature fluctuation
The typical temperature fluctuation was measured as follows. We set everything
the same as when performing experiments except that we don't let the sensor
contact the fiber. The location of the sensor is now outside the fiber boundary
layer. The current is held fixed, and when the temperature of the thermocouple
reached a steady mean value, we began to record the fluctuating temperature
signal. The temperature as a function of time is shown in Figure 7.2.
875
-
no water spray
T = 678 K
ST = 16.5 K
7750 625
500
0
100
200
300
400
500
600
Time (Second)
Fig. 7.2 Temperature fluctuation without water spray
It was found that a change of fiber drawing speed has no effect on the
fluctuating signal. Also, changing the current supplied has only a small effect on
the fluctuation of the thermocouple. So, from the figure, we can conclude that the
standard deviation of the fluctuation of the thermocouple is around ±16.5K. This
91
standard deviation is presumably lower when the temperature difference
between the probe and the air is lower.
7.2.2 Heat conduction between the fiber and the sensor
In regular measurements using thermocouples, heat conduction is the "driving
force" to let the thermocouple's temperature approach the object's temperature.
We don't care about the change in the object's temperature because it is always
assumed that the object's heat capacity is large enough that the heat flux doesn't
affect its temperature. But in our situation, since the thermocouple has a large
heat capacity relative to the fiber, we need to determine whether the
measurement alters the temperature of the fiber.
wire
sernsor
fiber
wire
L
Fig. 7.3 Sketch of the contact
92
Table 7.1 Properties of glass fiber and K type thermocouple
Density
Diameter
5
Capacity
Conductivity
(kg/m 3 )
(xl 0- m)
(J/kg.K)
(W/ m.K)
8500
5.0
420
19 (Ni/Cr)
K type
thermocouple
32 (Ni/Al)
Glass fiber
1300
2
-
5
2600
2
The heat transfer rate during contact is estimated by
Q conduction
I4 D k
AT
(7.1)
We choose ATfi= 30K (that is the largest AT we estimated to occur during a
heated thermocouple measurement that appears to be properly adjusted), L =
50gm, Uf = 3 m/s, kft= (kf+ kt)/2 = 12.5 W/m-K. Thus
AT fiber,conduction
-
ft
2
pCp fffUf D
4f
2
k tA TtDt2(7)
pfCpfUfD
L
= 3.40 K
This should be an upper bound estimation because the contact area is really
less than I4 7Dt2
93
7.2.3 The frictional heating during measurement
Although it is a very gentle contact that the sensor makes with the fiber, it is still
necessary to check the frictional heating effects because the sensor is so small
and the fiber is in motion. The frictional force is very small. Thus we need a very
sensitive force or pressure detector to measure the normal force. In the present
experiment, an electronic force gauge with 0.01 Newton resolution was used to
measure
the
normal
force during
contact. The measurement
system
arrangement is shown as Figure 7.4.
We set everything as in previous measurements but we attach the
thermocouple sensor wire to the force tip of the force gauge (see Figure 7.5). We
use the sensor to contact the fiber and record the normal force with the detector.
The results without water spray are shown in Figure 7.6.
Fig. 7.4 The normal force measurement system
94
Thermocouple probe
Fibe
Force Measure Gauge
Fiber\
Force Sensor
movement
.
Fig. 7.5 The sketch of the force measurement arrangement
95
12.5-
without water spray
= 3.76 *10-2 N
F
10.0-
SF=
1.31
*10-2
N
Z7.5-
5.0L..
(aE 2.50
z
0.0-
-2.50
5
10
15
20
25
30
Measurement number
Fig. 7.6 Normal force without water spray for repeated measurements
Thus the normal force is around (3.76±1.31) x10-2 1b. We measured the
normal force at a drawing speed of 5.27 m/s and along the whole measuring
length of fiber. That high speed is expected to have the largest value of friction.
The friction coefficient of the glass fiber is 0.25 [7.2], thus the frictional force is
(4.27±1.49) x10-3 Newton. The contact time in the measurement is around 0.2
second. So the frictional heat is
Qfriction = UfFfictionAt
(7.3)
= 0.0045J
Assume that one half of the heat flows into the fiber and the other one half of
heat flows into the thermocouple. The temperature rise of fiber due to frictional
heating is then:
96
fI
f ,friction
1D
2friction
2Uf AtpfCpf
2x0.0045
(7.4)
3.14x(20x10-6)2 x5.27x0.2x1300x2600
=2.01K
Dt
friction
Figure 7.7 Sketch of friction heat flowing into the probe
For the thermocouple, things will be a little more complex. Figure 7.7 shows
the friction heat flows into the probe. First, we use steady state conduction to
estimate the temperature jump of the probe. This estimate is upper bound
estimation because the real process is still in the transient state. Here the two
wires can be treated as two long fins. The energy conservation equations are:
97
4
St,frictin(
hf, +
kNilCrAhwireP+ VkNiIAlAhwirP
2At
(7.5)
Here, hwire is the heat convection coefficient of the wires and hfc is the heat
convection coefficient of the probe. From a correlation for the Nusselt number for
cylinders, hwire can be obtained. The Reynolds number of the cylinder is
Uf-Dt
ReD
(7.6)
V
a
=3.6
Using a correlation equation for boundary layer forced convection [7.3], we have
NuD = 0.3 +
0.62 Re 1/2 Pr1/3
D
(
/4
1+(0.4/ Pr)213]
D
= 1.27
Thus, an upper bound for the forced convection coefficient is:
h
wire
-kNuD
D
=
(7.8)
1271W/n 2 K
In a later section, we find hfc=1823 W/m2.K. So, the temperature increase is
98
Qfriction
AT t,fricton
=
2At
22
2
3frD
4h
+
kNi/Cr Ah.ire P+ kNi/ AlAh
.irP
(7.9)
= 36.9K
An alternative estimate is to consider the sensor with its wire as a single body.
Within the 0.2 second of contact, the diffusion length, which is used in calculation
of average heat transfer, is
Ldiff =38
flux
=wmAt
=
(7.10)
1.95mm
The total energy balance should be
21
ATA
riction (2pt Cp t
+ 2;rDt Ldiff hfc At) =
4LtL diff
Qfiio
fr""""o
2
(7.11)
Thus
At,friciton
QfCiction
=
(ptCpt7rDt Ldiff
+4;cDtLdffhfc At)
(7.12)
= 5.7K
This evaluation is lower bound estimation because AT is not uniform along the
sensor and the wires and also because forced convection cooling can't take so
much heat away. We believe the lower bound is much more close to the "real"
99
error. But to be conservative, we adopt a weighted average of these two
estimates as the uncertainty due to frictional heating. It is
AT t, friction = (36.9 + 5.7)/ 2
-
(7.13)
21.3 K
7.2.4 Boundary layer cooling
Boundary layer cooling only happens to the thermocouple sensor before and
when the sensor moves into the boundary layer that is generated by the moving
fiber. The thickness of the boundary layer is around several millimeters. When
the sensor contacts the fiber, it definitely lies inside the boundary layer, but
before it contacts the fiber, it is outside the boundary layer. So the sensor
experiences natural convection outside the boundary layer and forced convection
in the boundary layer.
The air average temperature is 302K. The average temperature of the sensor
is 820K. So the boundary layer film temperature is 561K. At 561 K, the properties
of air are listed in Table 7.2.
Table 7.2 Properties of air at 551 K
air
Density
Viscosity
Capacity
Conductivity
Prandtl
(kg/m 3 )
(10-6 m2 /s)
(J/kg.K)
(W/ m.K)
number
0.645
43
1009
0.0418
0.69
Using Uf as an upper bound velocity, the Reynolds number is
Re D
=
ft
V
(7.14)
= 9.2
100
Using a correlation equation under force boundary layer convection [7.3], we
have
0.06 Re2/3
NuD = 2 + (0.4 Re1/2+
RD ±OORD)
= 2 + (0.4 x 9.21/2
=
1/4
+ 0.06 x 9.2 2/3)
x 0.690.4
(7.15)
3.27
Thus, an upper bound for the forced convection coefficient is:
kNuD
h-bi
D
(7.16)
=1823 W/m2K
For natural convection to a small sphere,
Gr
3
-
giATD
2
9.8x 1 x500x(75x10-6 3
302
-6 2
(7.17)
-
(43x10
)
<< 1
So the Nusselt Number is 2.0 [7.3]. Thus
101
kN
hna
D
=
(7.18)
W/m2
= 1115
The temperature drop of the heated probe due to moving into the forced
convection boundary layer is
A t,cooing
-- ifD
2
(hbI -hna )ATAt
ptCptrD2Ldiff
_
(hbl -hna )ATAt
(7.19)
ptCptLdff
= 9.8K
This is an upper bound estimate.
The fiber, before contact with the probe, experiences forced convection. Upon
contact, no convection cooling occurs, so h is effectively zero. Thus, the cooling
error should be
f-
A=
Dt2 (hbl-O)AT
PfCPf
(7.20)
4
<<1 K
7.2.5 Overall Uncertainty
Combining the various estimates, the overall uncertainty for the probe is
102
AT t,err = V(±16.5)2 + (21.3)2 + (-9.8)2
= 28.7
(7.21)
K
Also, the uncertainty for the fiber is
A Tf,err =
(±3.40)2 + (2.01)2 + (0)2
(7.22)
= 3.95 K
Generally speaking, the measurement
has a little effect on the fiber
temperature, and the loading error comes mainly from the thermocouple sensor.
The overall measurement uncertainty, which includes both loading error and
resolution error, is
ATtotal,err
+ (6)2
)2 + (±3.95)2
(±29.5(7.23)
+ (±2)(
= 29.7 K
The relative error, based on a typical fiber-to-air temperature of difference
400K, is 14.8% at 95% confidence (2a level).
103
7.3 Error estimation with water spray
For the case with water spray, we perform an error analysis similar to that
without water spray. But first we need to carefully check the difference
between these two situations. The difference in error sources without water
spray and with water spray lies in:
1. Water spray increases the heat loss both from the thermocouple and
the fiber, so that the temperature fluctuation in both will increase;
2. The atomizer produces cross-flow which overwhelms natural convection
near the thermocouple probe;
3. The water spray reduces the thermal boundary layer thickness, so
boundary layer cooling to the thermocouple doesn't change as much
compared to the cooling outside the boundary layer.
According to this, we only consider the errors that come from heat
conduction between the moving fiber and the sensor, the frictional heating
and the temperature fluctuation of the sensor under water spray. We don't
consider the boundary layer cooling here.
7.3.1 Temperature fluctuation
The system we developed and the procedure is same as without water spray.
The temperature profile as a function of time is recorded in Figure 7.8.
104
875
750-
L
E
625-
with water spray
T
= 708 K
ST = 27.5 K
500I
100
0
I
200
I
300
400
500
600
700
Time (second)
Fig. 7.8 Temperature fluctuation with water spray
As before, the drawing speed has little effect on the temperature profile. Also,
changing the electric current supplied also has a small effect on the fluctuation of
the thermocouple. From the figure, it can be concluded that the standard
deviation of temperature fluctuation of the thermocouple in the presence of spray
is around ±27.5K. Same as before, ST will be lower if the temperature is closer to
the probe temperature.
7.3.2 Heat conduction between the fiber and the sensor
Here, we choose ATft= 42K (this is an estimated value and we will check it when
the overall uncertainty is obtained), L = 50ptm, Uf = 3 m/s. The heat transfer rate
is calculated as
0
Qft
2
=4VrDtk
4
t ft
AT
L
(7.24)
'
105
And
ATf=
f,
2
4pfCpfUf ;rDf
SkftATftDt2
(7.25)
PfCpfUfD L
=4.7 K
As before, this should be an upper bound estimation.
7.3.3 The frictional heating in measurement
Fig. 7.9 The normal force measurement system under water spray
106
To keep water spray off the force detector, we installed a shield to cover the
instrument. The measurement system arrangement is shown as Figure 7.9. The
results without water spray are shown in Figure 7.10.
16
with water spray
Fave = 5.70 *10.2 N
12-
aF
M
C)
= 1.98 *102 N
0
80
LL
0
z
U.
U
*
4-
U
0
2
0
5
15
10
20
25
30
Number
Fig. 7.10 Normal force with water spray
Thus the normal force is around (5.70±1.98) x10- 2 N. We measured it at
drawing speed is 5.27 m/s and along the whole measuring range. The friction
coefficient of the glass fiber is 0.25, thus the frictional force is (6.47±2.25) x10-3
Newton. The contact time in the measurement is around 0.2 second. So the
frictional heat generated is
Qfriction = UfFfitionAt
(7.26)
= 5.27 x 6.47 x 10-3 x 0.2
= 0.0068J
107
The temperature rise of the fiber due to frictional heating is estimated by
assuming that half of the heat generated flows into it.
ATf,fiction -ffD
4Qfriction
I
2UfAtpCpf
2x0.0068
3.14x(20x10-6)2 x5.27x0.2x1300x2600
(7.27)
= 3.04K
Still using the model from the last section, but we need to consider the
properties of air with water droplets:
Table 7.3 Properties of air with droplets (n=4436) at 551K
Density
Viscosity
Capacity
Conductivity
Prandtl
(kg/m 3 )
(10-6 m2 /s)
(J/kg.K)
(W/m.K)
number
25.8
2669
0.249
0.78
1.088
air+droplets
Here, for the wires
U -D
ReD
(7.28)
a
=6.2
Using a correlation equation under force boundary layer convection [7.3], we
have
NuD =0.3+
2
0.62 ReD 1/
r1/3
(7.29)
1+(0.4 / Pr)2/3 /4
D
= 1.70
108
TJus, an estimate for the forced convection coefficient along the wires is:
hwire
-kNuD
=
D
7.30)
2
8466W/n K
For h
Re D =Uf
Dt
7.31)
V a(
= 17.88
Using a correlation equation under force boundary layer convection [7.3], we
have
Nu
=2 + (0. 4 Re1
= 2 + (0.4
x 9.21
Pr 4
+ 0.06 Re2)
+ 0.06 x 9.2 2/3) x 0.690.4
(7.32)
= 3.98
Thus, an upper bound for the forced convection coefficient is:
h
fc
KNuD
D
(7.33)
2
=13 214 W/m K
109
So
Qfriction
2At
AT t,friciton
3rD
4 thfc+
A
kN, /Cr Ah wire P+ kNiI AlAh wire p
(7.34)
= 18.9 K
Another estimate is to consider the sensor with its wire as a single body.
Within the 0.2 second of contact, the diffusion length, which is used in calculation
of average heat transfer, is
L
diff
-5
=
flux
7aAt
(7.35)
=1.95mm
The total energy balance should be
ATt,friction (2ptCpt
4Ldi
+ 2 / DtLdiff hcAt) =
"2
(7.36)
Thus
A7 t,friciton =
Qfiction
(ptCp tzDt Ldiff +4zt
Ldiff hfc t
(7.37)
= 1.4K
110
This evaluation is lower bound estimation because AT is not uniform along the
sensor and the wires and also because forced convection cooling can't take so
much heat away. To be conservative, we adopt the average of these two
estimates as the uncertainty due to frictional heating. It is
(18.9 + 1.4) / 2
AT t, friction
(7.38)
= 10.2 K
7.3.4 Overall Uncertainty
From the preceding calculations, the uncertainty due to the thermocouple is
AT t,err = J(±27.5)2 + (10.2)2
(7.39)
= 29.3 K
And, the uncertainty of the fiber temperature is
AT
f,err
=
-
(±4.74)
5.6
+ (3.04)
(7. 40)
K
Thus, the overall uncertainty, which includes loading error and resolution error,
is
111
AT total,err = V(±29.3)2 + (±5.6)2 + (±6)
+ (±2)2
(7.41)
= 30.5 K
The relative error, based on a typical fiber-to-air temperature of difference
400K, is 15.3% at 95% confidence (2a level).
112
7.4 Summary
We performed a thorough error analysis in this chapter, considering the effect of
the measurement on the fiber and the probe. Analysis shows that the major error
comes from the probe. The error analysis shows that without water spray, the
uncertainty is 14.8% and with water spray, the uncertainty is 15.3%. These
estimates are believed to be conservative.
113
114
Chapter 8
Theoretical Modeling and Comparison to Data
In this chapter, a theoretical model is introduced to predict the cooling process.
The integral technique - the von Karman-Pohlausen boundary layer integral
method - was used to find the temperature distribution in the laminar boundary
layer flow. The method, which is used in calculating heat transfer from a moving
cylinder, developed by Dixon [8.1], is adopted in solving a single moving fiber. A
Maple program based on this method, written by Matthew Sweetland [8.2], is
used to evaluate the fiber temperature for both no water spray and with water
spray. The theoretical results are compared to our experimental data.
8.1 Conservation equations and von Karman-Pohlhausen
integral technique
8.1.1 Governing equations for a single moving fiber
To simplify the study, we focus on a single moving fiber (see figure 8.1). We don't
consider vibration during the drawing, either. The Reynolds number in our
situation is on the order 104, so it is laminar flow. For the fiber, due to its small
diameter, the Biot number in the r direction is far less than 0.1, so the fiber
temperature will only change along drawing direction, x. For this low speed flow,
the Mach number is much less than 0.2, thus the flow can be treated as
115
incompressible flow. Generally, the control equations for a laminar, steady state,
incompressible flow on a continuous fiber in still air are:
//
--\
Fiber
I
-
I4
Tf
S (x)
x
Figure 8.1 A single moving fiber
OU
6
r Vr
(8.1)
&:ci- r0 +r
Ju -+
a
pv-
22u
t+2
oT
U-+V-=
o7
C+
k
PC (r +r)
1
0
(8.2)
r+r&
rJ
0
(r
P 0
The boundary conditions of Eqn. 8.1 to 8.3 are
116
r)T0
+r)
C'
(8.3)
u =U,v = 0
u
->
at r = 0
0,v -+ 0
T(x,r)
T(x,r)
(8.4)
as r -+ oo
Tfiber (x) at r = 0
=
-+
T00
(8.5)
as r -> oo
8.1.2 Von Karman-Pohihausen integral method
The von Karman-Pohlhausen integral technique can be used in calculating the
heat transfer from the fiber [8.3]. First, we can developed the momentum
conservation equation in the boundary layer
Velocity Boundary Layer
Ax
Momentum BL
Control Volume
---
--
o
J2z(r + r)pu(r)dr +
0
f2zc(r + r)pu(r)dr N
x
2fr +
0
f 2Jz(r + r)Pu(r)dr Ax
(0
ro
U
Figure 8.2 Momentum boundary layer control volume
00
d f
dx
0
2
(r + r)dr =
0
P0& r
(8.6)
P 0r r=0
117
Similarly, we can develop the energy conservation equation in the thermal
boundary
Thermal Boundary Layer
Momentun
Boundary Layer
Momentum BL
Control Volume
~
~--------------/-------------/
---- ---- - -
--
-------------
-
-
-
-
-
-
f2r(r + r)pC u(r)T(r)dr +
Op
0
fJ21r(r + r)pC u(r)T(r)drlAx
d
0----- --------------
_----------
tfiber radius r
fiber drawing speed U
0
------------------------------------------------
---------------- Op------------------------~----------------
Figure 8.3 Thermal boundary layer control volume
d f pCPT(r)u(r)(r + r)dr = -r k
|,_' + Jq,(r + r)dr
(8.7)
U
0
Since the temperature of the fiber changes along the drawing direction, we also
have another control equation for the fiber
2604(T4
4
4)+2
dx
ro
dT)
d
dxA
((pCT)fU-k
f
118
T
T_
)
env
2k
ro
aT
Or
(8.8)
r
r0r
(aT
- 2zr0kvy )rr=O
Ax +2
0
4
4
f
env
EAxc(T
1 -
)
r( pCT)fU +(r2
ir(pCT)f U
dT.
2 d
k f
o f dx
o f d
(pCT)fU)Ax
d 2
d( k dx ofdx/
Figure 8.4 Control volume of fiber
Following that, we need model the profiles of the temperature and the velocity
within the boundary layers. Based on the work of Glauert and Lighthill [8.4] for
axial flow over a long cylinder and the analysis of an infinite cylinder issuing from
a slot by Sakiadis [8.5], the velocity profile and the temperature file are
u(xy)
U
1
a(x)
In
r i(x)
r+
(8.9)
u(x,r)O0
r > 6(x)
U
T(x,r)-T
1-
T (x)-T
In1 +
I
r
T(x)
(8.10)
T(x,r)-T
T (x)-T
r > ST(x)
= 0
00
where U is the speed of fiber drawing, To is the temperature at the tip of the
bushing and T.o is the temperature of ambient air.
From Eqn. (8.9) and (8.10), we can find the thickness of the momentum
boundary and the thickness of the thermal boundary layer as
119
3(x)
=
(ea(x)
ST(x) = r (e
(8.11)
(8.12)
- 1)
Now we have three equations, 8.6, 8.7 and 8.8, and three unknowns, Tf(x), a(x),
and P(x). So, theoretically, we can solve the problem. But unfortunately, it is not
so easy to get the solution. We need to do a little bit more work. First, we can
derive an equation which only involves x and a as
da
dx
2
2. - )+ a + )(.3
= Urr2 02(e(a
a 2
2v 2
(8.13)
Bourne and Dixon [8.1] developed a differential equation for p as a function of a
only in this case without water spray (q e = 0):
d3
da
P 2
a a
(a- ,)(ae
- sinh a)
a cosh a - sinh a
.-
(8.14)
2ea2 [(1 + 8) sinh a - a cosh a - a eJ
At x=0, 6= 6-r =0 and a=P=0 are the initial conditions. From this point, we set a
value for a, then we can find x and P separately from Eqn. 8.13 and 8.14.
Matthew Sweetland [8.2] developed a Maple program to solve these equations.
His program was used in present study to calculate the temperature profile along
the fiber drawing. He also developed a detailed theory for q e , the evaporative
cooling effect, which is described later.
120
8.2 Items analysis on solving the fiber boundary layer
flow
We have set up a group of equations to solve the boundary layer flow. However,
several items are still needed before we can do the simulation. First, we need to
know To in eqn. 8.10, which is the outlet temperature of the fiber at the tips.
Since it is pretty hard to measure To experimentally, we need estimate it using a
theoretical method. To obtain To, we must first estimate another thermal
boundary layer thickness -- the bushing thermal boundary layer below the tips.
We also need to evaluate the heat sink due to the evaporation of the water
droplets.
8.2.1 Estimate the thickness of the thermal boundary layer below
the bushing
Because the bushing and the tips are very hot, there must exist a thermal
boundary layer below the bushing (see figure 8.5). The existence of this
boundary layer will warm the fiber in this region and thus affect the fiber cooling.
So we must first calculate the thickness of this layer and estimate its effect on the
fiber temperature profile.
121
I
F\
b
am a
T00
T
Fiber
if
V
T
TTx
X
Figure 8.5 The sketch of the thermal boundary layer below the tips
The natural convection boundary layer below the heated plate is affected by the
unheated edges of the glass meter that surround the hot bushing plate. Hatfield
and Edwards [8.6] developed a correlation equation to calculate the Nusselt
number of this boundary layer.
NuL = C1 [1 + C 4L / W][(1 + X) 'm -x 3m ]RaLn
(8.15)
n+
X = CRa"
2
L
C3 (La L)
a
where C 1 , C2 , C3 and C4 are constants. L, W, and La are sizes of the plate (see
figure 8.6). Here, C1 =6.5, C2 =0.38, C3 =13.8, C4 =2.2, L=5cm, W=5cm and La
=10cm.
122
L
W4
.~w
La
-0
I.
----------------------
------------------..................
........
Figure 8.6 Bushing surface dimensions (as viewed from below)
According above parameters, we can estimate that the thickness of this thermal
boundary layer is 1.5cm (60 = 2L/Nu). This value is used in later calculations.
The existence of this thermal boundary layer has an obvious effect on the
cooling process. It changes the initial temperature of the air surrounding the fiber
and slows the initial cooling. This variation of Too can easily be added to the
numerical model. Figure 8.7 shows the calculated thickness of the boundary
layer with and without the warm boundary layer under the bushing. We can see
that the bushing thermal boundary layer has little effect on the momentum
boundary layer, it also has little effect on the thermal boundary layer around the
fiber. Figure 8.8 is the temperature profile of the fiber with and without the
bushing thermal boundary layer. The presence of this boundary layer will reduce
the cooling rate of the fiber, but the effect disappears about 20cm away from the
bushing tip.
123
0.020----
0.015-
V =4.39 n/s
d =21 pm
-- 8 without warm BL
8 without warm BL
- with 1.5cm warm BL
-6 with 1.5cm warm BL
0.010-
8t-
.)
|0.005-
0.000-
0.00
0.10
0.05
0.15
Distance (m)
Figure 8.7 The effect of the bushing thermal boundary layer on the fiber
boundary layers
1400
warm BL
with 1.5cm warm BL
-Without
1200-
1000Ca
L
E
800-
a)
600
-
400
-L
0.00
0.05
0.10
0.15
0.20
Distance (m)
Figure 8.8 The effect of the bushing thermal boundary layer on the fiber
temperature
124
8.2.2 Determination of the initial temperature To at the tip
Since it is hard to measure the tip temperature, To, experimentally, we have to
use a theoretical method to extrapolate this value. We will use two steps to
obtain it. First, we use curve fit from our experimental data to obtain a
temperature T*o without considering the effect of the thermal boundary layer
under the tips. Then, we add the effect of the bushing thermal boundary layer to
correct the T*o and obtain To.
8.2.2.1 Using curve fits to extrapolate T*o
We use several methods to fit our data to approach T*o when x approaches 0.
The curves and fits are shown in Figure 8.9.
1400Experimental data
2nd order poly. fit T
1200----
1000 -
1131K
3rd order poly. fit T =1236K
4th order poly. fit f 0 =1296K
1 nd order expo. fit T,=1 212K
order expo. fit T =1241K
32nd
I--
S800-
-..
E
.
600-
400-
0.00
0.02
0.04
0.08
0.06
0.10
Distance (m)
Figure 8.9 Curve fits for T*o
125
0.12
0.14
So, we have an estimated value for T*o is
(8.16)
T o = 1223 ±60 K
8.2.2.2 The effect of the bushing thermal boundary layer
Here, we first set T*o to 1223K and calculate the distribution of the temperature
without considering the existence of the thermal boundary layer below the
bushing. Then we calculate another T* considering the effect the thermal
boundary layer. When these two curves are matched far downstream, we
consider resulting value of T* to be the true To in the experiments. The final
value is To as 1165 K, read from Figure 8.10.
1400-
without warm BL
(To=1223K)
1200-
with 1.5cm warm BL
(TO=1 165K)
10008003
a.
E
ai)
F-
600400200-
0 1
0.0
0.10
0.05
0.15
0.20
Distance (m)
Figure 8.10 Correction for the effect of the bushing thermal boundary layer
126
8.2.3 Evaluation of evaporation and radiation
In the case with water spray, the effect of water droplet evaporation is very
important in the cooling process. In the present model, we first study single
droplet evaporation, and then we calculate the heat sink, qe, in equation 8.7 by
considering the distribution of the water droplets in the fiber boundary layer.
8.2.3.1 Single water droplet evaporation
As we stated in Chapter 7, although the volume density of the water droplets is
very small, ts relative mass concentration is larger than 0.2. We use high mass
transfer theory to estimate the evaporation of a single droplet. Mills [8.7] provide
a solution for the water droplet mass evaporation rate as
12
= 2pD
P'1
D
,,
M, m
'1s
1,s
-m
+
1+I 'Le
MIs -1
J
2
=
CPj(T -T)
k1c
D P
nI+
Sn1
hf9(.7
(TP)
s'
This equation can be solved by iteration. From eqn. 8.17, we can develop a wellknown formula which describes the lifetime of a water droplet:
(8.18)
t
D2 = D2 - k
evap
0
where
k
evap
= 8pD12 In I +
M '1
(8.19)
-'s M
127
if m,e is set to zero.
8.2.3.2 Heat sink in the fiber boundary
To simplify the calculation, we make several assumptions about the water
droplets in the fiber boundary [8.2]:
1. The droplets are fully entrained;
2. The relative humidity is 0% far from the fiber;
3. The transient warm-up time of the droplets are quite short compared to
droplet lifetime;
4. The droplet diameter across boundary layer is uniformly at the spray's
Sauter mean diameter, SMD;
5. Since the fiber is above Tsat and since few drops will collide with the fiber,
we can assume no droplets will touch fibers;
6. The droplet density through the boundary layer varies linearly, i.e.,
n -no 05
Thus, the heat sink term in eqn. 8.7 is
T
9 Td
( th d]
f~~o+ r)4edr =J 2z(ro + r)[ dro)Ajhgr
(8.20)
0
0
where
rndrop
nor 4r D 3P
=
L
U
a
r
(
(8.21)
ro
Combining eqns. 8.18 to 8.20, we can calculate the evaporation term in eqn. 8.7.
128
8.2.3.3 Evaluate the importance of radiation
According to Sweetland's work [8.2], the importance of radiative heating of the
fiber from the bushing is very small compared to the effect of forced convection
cooling because the very small view factor. The fiber radiative heat loss to the
environment can be examined by comparing the radiative heat transfer
coefficient with the forced convection heat transfer coefficient (see figure 8.11).
10000
------ Heat Convection Coefficient
Heat Radiation Coefficient
1-4
1000 -
100C
U
cc
0.00
0.10
0.05
0.15
Distance (m)
Figure 8.11 Comparison of radiation and convection heat transfer coefficients
It is clear that the forced convection coefficient is almost two orders of magnitude
larger than the radiation heat transfer coefficient. Thus, we don't need to consider
thermal radiation in the cooling process.
129
8.3 Comparison between our experimental data and the
theoretical prediction
8.3.1 Comparison for dry data
Without water spray cooling, we may use the equations and assumptions
discussed above, put our experimental parameters into the programs, and obtain
theoretical predictions of the fiber temperature profile based on the von KarmanPohihausen integral technique. We put the data with these predictions into
figures (see figure 8.12-8.17). In each figure, the diameter of simulation is the
average of those diameters in the experiments.
1500
-
Moving Fiber Laminar Boundary Layer Numerical Integration
1200-
900
-
600
-
300
-
2
H
Ta-r= 332 K
V = 1.76 m/s
---@-
0
El
d=48.Opm
d=42.0pm
.4'
-
0.00
0.05
,
I.
0.10
0.15
0.20
X (m)
Figure 8.12 Comparison of the experimental data and the theoretical prediction
when the drawing speed is 1.76 m/s
130
1500
Moving Fiber Laminar Boundary Layer Numerical Integration
1200-
900
VV
-
H
600 -
Tar = 332
K
2.64 mTVS
7d=26.Opm
-4
h-d=28 .m
-@- d30.Opm
-A- d=30.Opn
d=35.4pm
-UV
300
0.00
=
.
0.10
0.05
0.15
X (m)
Figure 8.13 Comparison of the experimental data and the theoretical prediction
when the drawing speed is 2.64 m/s
131
0.20
1500
Moving fiber laminar Boundary Layer Numercal Integration
1200-
7900
600
T,= 332 K
V =3.51 nVs
d=36.Opm
--0-
d=35.4pm
-E- d=28.0pm
-A- d=27.Qpm
300
0.00
0.05
0.10
0.15
0.20
X (m)
Figure 8.14 Comparison of the experimental data and the theoretical prediction
when the drawing speed is 3.51 m/s
132
1500
Moming Fiber Larmrnar Boundaiy Layer Numerical integration
1200-
900-
H
600K
T.=333
ar
V =4.39 mfs
d=22.5 pm
300- --0- d=22.5pm
-M- d=21.Opm
-A- d=20.5pm
A I
0.00
I
I
I
0.10
0.05
0.15
X(m)
Figure 8.15 Comparison of the experimental data and the theoretical prediction
when the drawing speed is 4.39 m/s
133
0.20
1500
Moving Fiber Laminar Boundary Layer Numerical Integration
1200-
900-
600 -
300
0-
T.=332
K
ar
V = 5.27 n/s
d=23.Opm
--@- d=20.Opm
- -
0.00
,
-
-
.I
*
0.10
0.05
0.15
X (m)
Figure 8.16 Comparison of the experimental data and the theoretical prediction
when the drawing speed is 5.27 m/s
134
0.20
1500
Moving Fiber Laminar Boundary Layer Numerical Integration
1200-
900 -
600-
300 -
T1 = 302 K
V = 6.15 m/s
-0- d = 20.0 pim
0
0.00
I
0.05
I
0.10
*
*
I
0.15
0.20
X (m)
Figure 8.17 Comparison of the experimental data and the theoretical prediction
when the drawing speed is 6.15 m/s
From figures 8.12 to 8.17, we find that the theoretical results correctly predict the
trend of the cooling and that the predicted values are close to our data. For a
more convenient comparison of the data sets, we plot all data on a
nondimensional coordinate system (see figure 8.18).
135
1.2
0
1.0-
0.8
- -
I
-
0.6 -
b
Prediction curve
Experimental Data
0.4-
0.2
-
0.0
-
0
500
1500
1000
2000
2500
vx/Ud 2
Figure 8.18 Comparison of the experimental data and the theoretical prediction in
nondimensional coordinate system
Here we consider the effect of the bushing thermal boundary layer and use the
corrected To in 8.2.2 as the initial temperature of the fiber. The comparison
shows that our data are close to the prediction curve but a little lower than it. This
finding is reasonable because the von Karman-Pohlhausen approximation
typically underpredicts the heat convection rate, and in addition the model does
not consider vibrational enhancement of heat transfer.
136
8.3.2 Comparison for data with water spray
Using a similar process, we can provide the predicted temperature profiles for the
cases with water spray. Here, we use the parameters we calculated in section
6.1.
1200
*
*
d=44.Opm, no spray
d=44.5pm, spray starts @ x=0.023 m
d=42.0um, spray starts @ x=0.073 m
No spray numerical simulation
-- --- spray x = 0.000 m with density 44361cr&3
--spray x = 0.075 m with density 4436/cm
900
(D
L
E
600-
300
Tar,= 260 C
V=1.00 m/s
-, -
0.00
-0
~'~~
0.05
0.10
-I
0.15
X (cm)
Figure 8.19 Comparison of the wet data and the theoretical prediction
when the drawing speed is 1.00 m/s
137
0.20
I
1200
*
no Spray
o Spray starts @ x=0.00 m
A
An
I
900
Spray starts @ x=0.04 m
No spray numerical simulation
'"1,
'I
AIgy
3
-.----.-.spray x= 0.045 m wit!1density 44361cm
3
-
E)
L..
At,-
600 -
U
,inn ,
0.00
0
A
v=1 .7ms
0=
Pim
v=1.76m/s d=36pm
v=1.76m/s d=35pm
0.05
0.10
0.15
0.20
X (m)
Figure 8.20 Comparison of the wet experimental data and the theoretical prediction
when the drawing speed is 1.76 m/s
138
1200
0 d=30pm, no spray
* d=30p1m, spray starts @ x=0.03m
A d=29pm, spray starts @ x=0.07m
No spray numerical simulation
3
------ spray x = 0.032 m with density 4436/cm
900-
--
--
spray x = 0.078 m with density 4436/cm
3
%.
E(D)
600I-A
V = 2.64 m/s
T1 = 25 "C
0.00
0.10
0.05
0.15
X (m)
Figure 8.21 Comparison of the wet experimental data and the theoretical prediction
when the drawing speed is 2.64 m/s
139
0.20
1200
*
d=26.5pm, no spray
A
d=27.Opm, spray starts @ x=0.06 m
d=25.Opm, spray starts @ x=0.00 m
posray numerical simulation
3
------ spray x = 0.073 m with density 4436/cm
------- spray x=0.000 m with density 4436/cm3
*
900
-
(D
L
E
600 T., = 260C
V=3.51 M/s
0.00
0.10
0.05
0.15
X (m)
Figure 8.22 Comparison of the wet experimental data and the theoretical prediction
when the drawing speed is 3.51 m/s
140
0.20
1200d=23.5pm, no spray
d=22.Opm, spray starts @ x=0.02m
d=24.Opm, spray starts @ x=0.05m
No spray numerical simulation
3
spray x = 0.015 m with density 4436/cm
-.-----3
S------ spray x = 0.052 m with density 4436/cm
*
*
A
--
900 L..
600-
Ta= 260 C
V=4.39 m/s
-IIIII
0.00
300
-
-
0.10
0.05
II
0.15
X (m)
Figure 8.23 Comparison of the wet experimental data and the theoretical prediction
when the drawing speed is 4.39 m/s
141
0.20
1200
M
d=21.Opm, no spray
d=20.0pm, spray starts @ x=0.023m
A d=20.pm, spray starts @ x=0.043m
srav
pNo numerical simulation
3
spray x = 0.012 m wit h density 4436/cm
*
------ spray x =
900
-
600
-
3
0.045 m wit h density 4436/cm
2'
60
cc
E-
Tair = 25 0C
V=5.27 m/s
300
0.00
0.10
0.05
0.15
0.20
X (m)
Figure 8.24 Comparison of the wet experimental data and the theoretical prediction
when the drawing speed is 5.27 m/s
From above figures, it is clear that the theoretical results predict the cooling
effect of water spray reasonably well. It is also very clear that spray from different
locations will affect the cooling rate differently.
142
8.4 Summary
In this chapter, a theoretical model based on the von Karman-Pohlausen
boundary layer integral technique was built. The numerical simulation results,
which contain our experimental parameters, were compared to the experimental
data from both the no water spray cases and water cooled cases. It is shown that
the prediction is close to our data, but has somewhat higher values compared to
the experimental results. The potential reasons of the difference may be the
vibratonal effect and a tendency for the model to underpredict that data.
143
144
Chapter 9
Conclusions
We have following results from the present work:
1. A heated thermocouple technique was used in the experiments. The
temperature profile of glass fiber under no water spray and water spray was
obtained under various conditions.
2. The error analysis shows that without water spray the error is 14.8% and that
with water spray, the error is 15.3%. The main error comes from the
uncertainty of the thermocouple probe's reading.
3. The Karman-Pohlhausen technique was used in theoretical model to predict
the temperature profile of the fiber. The comparison between the
experimental data and the theoretical prediction shows that integral methods
produce the correct trends, but that they show systematic disagreements with
data.
4. The direction and magnitude of these disagreements are system dependent.
Potential causes may include vibration effects, boundary layer transition, and
uncertainties. Thus, future suggested work will be: 1)
measure/model vibration effect; 2) decide the amplitudes/frequencies of the
measurement
vibration.
5. Spray models show similar levels of disagreement. More detailed knowledge
of the spray dispersion in the fiber bundle air flow will be required for accurate
modeling.
6. The effect of the thermal boundary layer under the bushing plate was
analyzed by adapting the theoretical model. The results show an effect on
145
fiber temperature near the plate, but this effect doest not explain that
disagreement of the data with the theory.
146
References:
Chapter 1:
1.1
http://www.semboda.cor/glassfib/story.htm.
1.2
Glass fiber at PPG, Inc. URL:
http://www.ppq.com/fgs main/reinforcernents.htm.
1.3
M. Sweetland and J.H. Lienhard V, 2000, Evaporative Cooling of
Continuously Drawn Fibers by Water Sprays, Intemational Journal of Heat
and Mass Transfer, vol.43, p.777.
1.4
K. L. Loewenstein, 1993, The Manufacturing Technology of Continuous
Glass Fibers,
1.5
3 rd
ed., Elsevier Science Publishers B. V., Amsterdam.
Shereen Eletribi, 1999, Dispersion of Water Sprays in a Transverse Air jet
and the Aging of Spray Nozzles, Master Thesis, Massachusetts Institute
of Technology, Cambridge, Massachusetts.
1.6
M. Sweetland, 1998, Nozzle Analysis and Heat Transfer Model for Spray
Cooling of Glass Fibers, Master Thesis, Massachusetts Institute of
Technology, Cambridge, Massachusetts.
1.7
S. Bateson, 1958, Critical Study of the Optical and Mechanical Properties
of Glass Fiber, Journal of Applied Physics, Vol.29, No.1, p.13.
Chapter 2:
2.1
R. C. Progelhof and J. L. Throne, 1971, Comment on "Heat Transfer
through the Axially Symmetric Boundary Layer on a Moving Circular Fiber",
International Journal of Heat and Mass Transfer, Vol.14, p.2166.
2.2
Samuel N. Rea, 1975, "Rapid Method for Determining Concentric Cylinder
Radiation View Factors", AIAA Journal, Vol.13, No.8, p.1122.
2.3
M. B. Glauert and M. J. Lighthill, 1955, The Axisymmetric Boundary Layer
on a Long Thin Cylinder, Proceedings of Royal Society, Series A, p.188.
147
2.4
B. C. Sakiadis, 1961, Boundary-Layer Behavior on Continuous Solid
Surfaces:
1. Boundary-Layer
Equations
for
Two-Dimensional
and
Axisymmetric Flow, A.L.Ch.E. Joumal, Vol.7, No.1, p.26.
2.5
B. C. Sakiadis, 1961,
Boundary-Layer Behavior on Continuous Solid
Surfaces: 11. The Boundary Layer on a Continuous Flat Surface, A.l.Ch.E.
Joumal, Vol.7, No.2, p.221.
2.6
B. C. Sakiadis, 1961, Boundary-Layer Behavior on Continuous Solid
Surfaces: Ill. The Boundary Layer on a Continuous Cylindrical Surface,
A.l.Ch.E. Joumal, Vol.7, No.3, p.467
2.7
L. R. Glicksman, 1968, The Cooling of Glass Fibres, Glass Technology,
Vol.9, No.5, p.131.
2.8
D. E. Bourne and D. G. Elliston, 1970, Heat Transfer through the Axially
Symmetric Boundary Layer on a Moving Circular Fibre, Intemational
Joumal of Heat and Mass Transfer, Vol.13, p.583.
2.9
D. E. Boerne and H. Dixon, 1971, The Cooling of Fibres in the Formation
Process, International Joumal of Heat and Mass Transfer, Vol.24, p.1323.
2.10
R. E. Sayles, 1984, A Local Similarity Solution for the Viscous Boundary
Layer Flow Longitudinal to a Cylinder, AIAA Journal, Vol.22, p.717.
2.11
R. E. Sayles, 1990, Approximate Solution for the Viscous Boundary layer
on a Continuous Cylinder, AIAA Joumal, Vol.36, No.12, p.1917.
2.12
C. Moore and J. R. A. Pearson, 1975, Experimental Investigation into an
Isothermal Spinning Threadline: Extensional Rheology of a Separan AP
30 Solution inn Zglycerol and Water, Rheologica Acta, Vol.14, No.5, p.153.
2.13
E. Beese and K. Gersten, 1979, Skin Friction and Heat Transfer on a
Circular Cylinder Moving in a Fluid at Rest, Joumal of Applied
mathematics and Physics, Vol.30, p.117.
2.14
S. Kase and T. Matsuo, 1965, Theoretical Analysis of Melting Spinning,
Joumal of Text. Mach. Society of Japan, Vol.18, No.3, p.188.
2.15
S. Kase and T. Matsuo, 1965, Studies on Melt Spinning. I. Fundamental
Equation on the Dynamics of Melting Spinning, Joumal of Polymer
Science, Part A, Vol.3, p.2541.
148
2.16
G. J. Morris, J. L. Loth, and R. E. Bond, 1997, Cooling Rate of a Filament,
Final Contract Report to PPG Industries, Inc.
2.17
G. J. Morris, J. L. Loth, R. E. Bond and A. J. Cragg, 1999, Cooling Rate of
a Drawn Glass Filament, Final Contract Report to PPG Industries, Inc.
2.18
E. Richelle, R. Tasse and M. L. Riethmuller, 1995, Momentum and
Thermal
Boundary Layer along a Slender Cylinder in Axial Flow,
Intemational Journal of Heat and Fluid Flow, Vol.16, No.2, p.99.
2.19
E. E. Maebius, 1985, The Effects of Heat Transfer in Melt Spinning,
Journal of Applied Polymer Science, Vol.30, p.1639.
2.20
H. Papamichael and I. N. Miaoulis, 1991, Thermal Behaviour of Optical
Fibers during the Cooling Stage of the Drawing Process, Joumal of
Material Research, Vol.6, p.159.
2.21
H. Papamichael and I. N. Miaoulis, 1991, Axial Heat Conduction Effects in
the Cooling of Optical Fibres, Glass Technology, Vol.32, No.3, p.102.
2.22
H. Papamichael and I. N. Miaoulis, 1992, The Cooling of Optical Fibres
during the Drawing Process, Glass Technology, Vol.33, No.4, p.136
2.23
B. H. Kang, J. Yoo and Y. Jaluria, 1994, Experimental Study of the
Convective Cooling of a Heated Continuously Moving Material, Journal of
Heat Transfer, Vol.116, p.199.
2.24
S. R. Choudhury and Y. Jaluria, 1994, Forced Convective Heat Transfer
from a
Continuously Moving Heated
Cylindrical
Rod
in Materials
Processing, Journal of Heat Transfer, Vol.116, p.724.
2.25
S. H. -K. Lee and Y. Jaluria, 1996, Effects of Variable Properties and
Viscous Dissipation during Optical Fiber Drawing, Journal of Heat Transfer,
Vol.118, p.350.
2.26
J. V. Anderson, J. B. Caress and R. L. Sager, 1968, The Cooling Rate of a
Glass Fiber in the Continuous Filament Process, Laboratory Report No.
L.R.235 of Pilkington Bros. Ltd., Lathom, Lancashire.
2.27
R. G. C. Arridge and K. Prior, 1964, Cooling Time of Silica Fibers, Nature,
Vol.203, p.386.
149
2.28
L. Anderson, 1958, Cooling Time of the Strong Glass Fibers, Journal of
Applied Physics, Vol.29, No.1, p.9.
2.29
R. Maddison and P. W. McMillan, 1978, Cooling Rates of Glass Fibers,
Glass Technology, Vol.19, No.5, p.127.
2.30
M. Sweetland and J.H. Lienhard V, 2000, Evaporative Cooling of
Continuously Drawn Fibers by Water Sprays, International Journal of Heat
and Mass Transfer, vol.43, p.777.
2.31
S. Eletribi, 1999, Dispersion of Water Sprays in a Transverse Air Jet and
the Aging of Spray Nozzles, S. M. Thesis, Massachusetts Institute of
Technology, Cambridge, Massachusetts.
Chapter 3:
3.1
R. G. C. Arridge and K. Prior, 1964, Cooling Time of Silica Fibers, Nature,
Vol.203, p.386.
3.2
R. Maddison and P. W. McMillan, 1978, Cooling Rates of Glass Fibers,
Glass Technology, Vol.19, No.5, p.127.
3.3
M. Sweetland, 1998, Nozzle Analysis and Heat Transfer Model for Spray
Cooling Glass Fibers, S. M. Thesis, Massachusetts Institute of Technology,
Cambridge, Massachusetts.
3.4
S. Kase and T. Matsuo, 1965, Theoretical Analysis of Melting Spinning,
Journal of Text. Mach. Society of Japan, Vol.18, No.3, p.188.
3.5
S. Kase and T. Matsuo, 1965, Studies on Melt Spinning. I. Fundamental
Equation on the Dynamics of Melting Spinning, Journal of Polymer
Science, Part A, Vol.3, p.2541.
3.6
J. R. Pearson and M. A. Matovich, 1969, Spinning a Molten Threadline,
Stability, I & EC Fundamentals, Vol.8, No.4, p.605.
3.7
J. R. Perason and Y. T Shah, 1972, Stability Analysis of the Fiber
Spinning Process, Transaction of the Society of Rheology, Vol.16, No.3,
p.519.
3.8
Y. T. Shah and J. R. Pearson, 1973, Stability of Non-isothermal Flow in
Channels, Part I - Temperature Dependent Power-Law Fluids without
150
Heat Generation, University of Cambridge Polymer Processing Research
3.9
Center Report, Cambridge, England.
J. R. Pearson and Y. T. Shah, 1973, On the Stability of Isothermal and
Non-Isothermal Fiber Spinning of Power-Law Fluids, Imperial College
Polymer Processing Group Report, Cambridge, England.
3.10
Y. T. Shah and J. R. Pearson, 1973, Stability of Non-Isothermal Flow in
Channels, Part /// - Temperature-Dependent Power-Law Fluids with Heat
Generation, University of Cambridge Polymer Processing Research
Centre Report, Cambridge, England.
3.11
R. Anantanaratanan and A. Ramachandran, 1958, Effect of Vibration on
Heat Transfer from a Wire to Air in Parallel Flow, ASME Journal of Heat
Transfer, Vol.80, p.1426.
3.12
F. K. Deaver, W. R. Penney and T. B. Jefferson, 1962, Heat Transfer
From an Oscillating Horizontal Wire to Water, ASME Journal of Heat
Transfer, Vol.84, p.251.
3.13
P. D. Richardson, 1967, Effect of Sound and Vibration on Heat Transfer,
Applied Mechanics Reviews, Vol.20, No.3, p.201.
3.14
J. M. Faircolth, JR. and W. J. Schaetzle, 1969, Effect of Vibration on Heat
Transfer for Flow Normal to a Cylinder, ASME Journal of Heat Transfer,
Vol.91, p.140.
3.15
B. H. Thrasher and W. J. Schaetzle, 1970, Instantaneous measurement of
Heat Transfer from an Oscillating Wire in Free Convection, ASME Journal
of Heat Transfer, Vol. 92, p.439.
3.16
B. F. Armaly and D. H. Mansen, 1971, Heat Transfer from an Oscillating
Horizontal Wire, ASME Journal of Heat Transfer, Vol.93, p.239.
3.17
U. C. Saxena and A. D. K. Laird, 1978, Heat Transfer from a Cylinder
Oscillating in a Cross-Flow, ASME Journal of Heat Transfer, Vol.100,
p.684.
3.18
K. D. Murphy and T. A. Lambert, JR., 2000, Modal Effects on the Local
Heat Transfer Characteristics of a Vibrating Body, ASME Journal of Heat
Transfer, Vol.122, p. 2 3 3 .
151
3.19
B. C. Sakiadis, 1961, Boundary-Layer Behavior on Continuous Solid
Surfaces: Ill. The Boundary Layer on a Continuous Cylindrical Surface,
A.I.Ch.E Joumal, Vol.7, No.3, p. 4 6 7
3.20
L. R. Glicksman, 1968, The Cooling of Glass Fibres, Glass Technology,
Vol.9, No.5, p.131.
3.21
P. G. Simpkins and P. A. Blythe, 1997, Laws for Fiber Temperature
Prediction during Drawing, Joumal of Heat Transfer, Vol.199, p.652.
3.22
N. Sasaki, 1950, A New Method for Surface-Temperature Measurement,
The Review of Scientific Instruments, Vol.21, No.1, p.1.
3.23
N. Sasaki and A. Kamada, 1952, A Recording Device for Surface
Temperature Measurements, The Review of Scientific Instruments, Vol.23,
No.6, p.261.
3.24
M. F. Culpin and D. M. Jones, 1959, Measurement of the Temperature of
28
a Running Threadline, Joumal of Scientific Instruments, Vol.36, p. .
Chapter 4:
4.1
C. R. Ansbergs, 1999, Optimization of the Glass Fiber Forming Process
for
Single-Tip
and
Small-Number-Tip
Position,
Master
Thesis,
Massachusetts Institute of Technology, Cambridge, Massachusetts.
4.2
B. M. McKeone, 1999, Measurement of Air Temperature and Velocities in
the Fiber Glass Forming Environment,
Master Thesis, Massachusetts
Institute of Technology, Cambridge, Massachusetts.
4.3
John Lienhard IV and John Lienhard V, 2001, A Heat Transfer Textbook,
3 rd
Edition, Phlogiston Press, Cambridge Massachusetts.
Chapter 5:
5.1
D. E. Bourne and D. R. Davis, 1958, Heat Transfer through the laminar
boundary layer on a circular cylinder in axial incompressible flow,
Quarterly Journal of Mechanics and Applied Mathematics, Vol. Xl, part 1,
1958.
152
5.2
L. R. Glicksman, 1968, The Cooling of Glass Fibres, Glass Technology,
Vol.9, No.5, p. 1 3 1 .
Chapter 6
6.1
M. Sweetland, 1998, Nozzle Analysis and Heat Transfer Model for Spray
Cooling of Glass Fibers, Master Thesis, Massachusetts Institute of
Technology, Cambridge, Massachusetts.
6.2
A. F. Mills, 1995, Heat and Mass Transfer, R. D. Iwrin, Chicogo.
Chapter 7
7.1
T. G. Beckwith, R. D. Marangoni and J. H. Lienhard V, 1993, Mechanical
Measurements,
5 th
edition,
Addison-Wesley
Publishing
Company,
Reading Massachusetts.
7.2
Narottam P. Bansal, 1986, Handbook of Glass Properties, Academic
Press, Orlando.
7.3
A. F. Mills, 1995, Heat and Mass Transfer, R. D. Iwrin, Chicogo.
Chapter 8
8.1
D. E. Bourne and H. Dixon, 1971, The Cooling of Fibres in the Formation
1
Process, International Journal of Heat and Mass Transfer, Vol.24, p. 323.
8.2
M. Sweetland, 1998, Nozzle Analysis and Heat Transfer Model for Spray
Cooling of Glass Fibers, Master Thesis, Massachusetts Institute of
Technology, Cambridge, Massachusetts.
8.3
B. C. Sakiadis, 1961, Boundary-Layer Behavior on Continuous Solid
Surfaces: Ill. The Boundary Layer on a Continuous Cylindrical Surface,
A.I.Ch.E. Journal, Vol.7, No.3, p.467
8.4
M. B. Glauert and M. J. Lighthill, 1955, The Axisymmetric Boundary Layer
on a Long Thin Cylinder, Proceedings of Royal Society, Series A, p.188.
153
8.5
B. C. Sakiadis, 1961, Boundary-Layer Behavior on Continuous Solid
Surfaces:
1. Boundary-Layer
Equations
for
Two-Dimensional
and
Axisymmetric Flow, A.l.Ch.E. Journal, Vol.7, No.1, p.26.
8.6
D. W. Hatfield and D. K. Edwards, 1981, Edge and Aspect Ratio Effects
on
Natural Convection from
the
Horizontal Heated
Plate
Facing
Downwards, Intemational Joumal of Heat and Mass Transfer, Vol.24,
No.6, p. 1019.
8.7
A. F. Mills, 1995, Heat and Mass Transfer, R. D. lwrin, Chicogo.
154