Mn-Containing Steels for High Performance PM Applications
advertisement

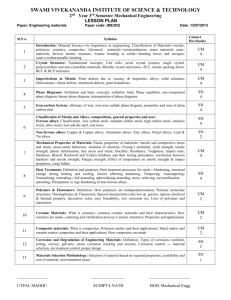
Mn-Containing Steels for High Performance PM Applications Bruce Lindsley Hoeganaes Corporation Cinnaminson, NJ 08077 Suresh Shah, Gilbert Schluterman and Jerry Falleur Cloyes Gear & Products, Inc. Subiaco, AR 72865 Presented at PowderMet 2011 San Francisco, CA May 18-21 ABSTRACT Alloying with manganese provides good hardenability and cost effectiveness in both wrought and PM steels. Recently introduced ANCORBOND® FLM alloys combine the benefits of Mn with moderate levels of Mo to produce lean alternatives to Ni- and Cu-containing hybrid alloy steels. The good hardenability of these Mn-containing steels makes them interesting candidates for sprocket applications, where martensite formation in components is necessary to impart good wear resistance. The current work assesses the heat treatment response of these alloys compared with FLN2-4405 under production conditions. INTRODUCTION Powder metallurgy steels prealloyed with Mo have been widely used in the industry for the last two decades. Molybdenum is a desirable alloying element for PM steel applications for a number of reasons, including its relatively minor effect on compressibility, high contribution to hardenability, and an easily reducible oxide. When Fe-Mo steels, such as Ancorsteel® 85 HP, were initially introduced in 1990 [1], molybdenum enjoyed a relatively low and stable price. Several grades were developed and adopted by the PM industry including hybrid alloys containing nickel, such as FLN2-4405. This particular alloy offers a good combination of compressibility and physical properties, leading to its acceptance as one of the most popular hybrid-alloy PM steels. It is well suited for induction hardening applications as the prealloyed Mo base alloy provides the necessary hardenability while the Ni addition provides good toughness. Unfortunately, the cost of alloying elements has been quite volatile over the last several years. Figure 1 shows the fluctuation in Ni, Mo and Cu price since 2003. These price swings directly impact the cost of components made with these traditional alloying elements. When the price of these elements is high, companies within the supply chain may or may not be able to recuperate these charges, but ultimately, the cost advantage of PM to the end-user is reduced relative to other manufacturing methods. ® ANCORBOND and Ancorsteel is a registered trademark of Hoeganaes Corporation. Figure 1. Price of Mo, Ni and Cu alloying elements since January 2003. A prolonged period of high priced Ni, Mo and Cu could reduce the total PM market due to parts being made by alternatively alloyed forgings, stampings, machined parts, etc. In response to these price fluctuations, both powder and part manufacturers have been striving to reduce the dependence on these volatile elements. One method to achieve this goal is to reduce the alloy content to the minimum required to meet the part requirements. Powder grades with lower molybdenum content have been introduced to provide increased flexibility. Additionally, Ni and Cu contents can easily be tailored in both binder-treated and regular premixes to assist manufacturers in lowering alloy content. Removal of alloy content and the corresponding reduction in physical properties, however, may not be allowed based on the mechanical property requirements of the part. In this case, alternative alloying elements become necessary. Manganese is a low cost alloying element that is widely used in the wrought industry and imparts both an increase in strength and an improvement in hardenability. Historically, Mn has not been used extensively in PM steels for several reasons. It reduces compressibility when prealloyed in the base iron and it is easily oxidizable. This tendency to oxidize makes atomization of prealloys difficult and limits the permissible sintering atmospheres to low partial pressures of oxygen. Figure 2 shows the dewpoints necessary to reduce manganese oxide at different temperatures [2]. At 1120 C, a dew point of -50 C is required to reduce manganese oxide. While modern sintering furnaces and atmospheres utilizing nitrogen and hydrogen are able to produce very low dewpoints (-40) in the hot zone of the furnace, Figure 2 suggests that Mn cannot be used with conventional sintering temperatures. Nevertheless, oxidation of alloys containing Mn can be avoided. Dilution of Mn with other elements reduces the activity of Mn relative to its pure state and effectively raises the allowable dewpoint. This permits Mn-containing steels to be sintered at conventional temperatures in nitrogen-hydrogen atmospheres. The oxygen content of the furnace atmosphere is not the only consideration as oxygen within the compact is an important variable. Oxygen is present in the gas contained within the porosity, and is also present on the surface of the metal. Oxygen contents of approximately 0.1 wt% are typical in water atomized iron VO (torr) MoO2 100 10-1 10-2 2O MnO Cr2O3 101 PH Dew point (°C) FeO 120 0 -20 -40 -60 -80 TiO 0 500 1000 1500 Temperature, °C 10-4 2000 Figure 2. Metal / oxide equilibria in hydrogen [2]. powder. Danninger et al have shown that much of the iron oxide is reduced and removed at temperatures of 700 C and between 950 C and 1100 C [3]. If an additive is used to introduce manganese, oxygen should be removed prior to significant Mn diffusion in the part. Researchers have described Mn diffusion within the compact occurring primarily as a sublimation process where Mn quickly redistributes through the pore network, followed by deposition of Mn onto the iron particle surfaces and solid state diffusion into the iron [4]. In this model, the presence of oxygen will inhibit manganese diffusion by forming MnO. Manganese diffusion from the additive should be limited therefore to temperatures higher than that required for iron oxide reduction. It was reported that use of pure manganese powder as an additive did not perform well [5]. The Mn was found to begin diffusing at temperatures below that described above to reduce iron oxide. Significant MnO formation and limited Mn diffusion into the iron was observed. Careful selection of the Mn-containing additive must be made if this approach is used. Several additives have been evaluated with some success, including medium and high carbon ferromanganese [6-9], FeMn-Si master alloys [10], and a specially designed Fe-Mn-C alloy [11]. A newly developed Mn-containing alloy system, ANCORBOND FLM, introduced in 2010, combines the benefits of manganese and moderate amounts of molybdenum to produce cost-effective alternatives to high-alloy hybrid and diffusion-alloyed PM steels. This alloy system has been designed for conventional sintering temperatures and is suitable for as-sintered and sinter-hardened applications. This Cu-free and Ni-free alloy reduces price volatility and minimizes European recyclability and environmental concerns. Prior work [12] has shown this alloy system is a good candidate to replace FLN2-4405 with respect to mechanical properties of sintered test bars. The objective of the current work is to demonstrate the performance of Mn-containing alloys in a test part compacted and sintered under production conditions. Additionally, as the chosen part is induction hardened, the response of Mn steels to induction hardening heat treatment has been evaluated. Mechanical property data and metallography developed from the processing of a Gen IV crank sprocket are presented in the as-sintered, sinter-hardened, and induction hardened conditions at densities of 7.0 g/cm3. EXPERIMENTAL PROCEDURE Binder-treated premixes of FLN2-4405 and three manganese-containing alloys were used in this study, Table I. All alloys contained 0.75 wt.% zinc stearate lubricant, 0.25% MnS and Asbury 3203H graphite. Graphite was limited to 0.6% in mix 4 based on prior results with the higher Mo alloy [12]. Inco 123 nickel powder was used as the Ni source. Table I. Nominal compositions of the alloys. All mixes contain 0.75 wt.% zinc stearate as a lubricant. Mix # Alloy Fe wt.% Mo wt.% Ni wt.% Mn* wt.% Gr wt.% 1 FLN2-4405 Bal. 0.8 2.0 0.1 0.7 2 0.3Mo1.3Mn Bal. 0.3 - 1.3 0.7 3 FLM-4005 Bal. 0.5 - 1.3 0.7 4 FLM-4405 Bal. 0.8 - 1.3 0.6 *Mn content does not include that added as MnS Test specimens were compacted to a density of 7.0 g/cm3 at room temperature. The crank sprockets were also compacted from the four alloys measuring 38 mm ID, 50 mm OD and 43 mm high. The overall density of the sprockets was approximately 6.7 g/cm3 and that of the sprocket teeth was 7.1 g/cm3. No changes were made in the compaction process between the different alloys; all were run with the current production conditions. The compacts were divided into three thermal processing conditions. All parts and samples were sintered in a production belt furnace at Cloyes Gear & Products, Inc. for 25 min at temperature at 1120 °C (2050 °F) in 95N2-5H2 (vol.%). A convective cooling system was used with a second group to accelerate the cooling rate and partially sinter-harden the compacts. Finally, as-sintered sprockets were induction hardened by heating for 3 sec on a 60 kW, 450 kHz induction machine and quenching in oil at 60 °C (140 °F). Heat-treated samples were tempered at 205 °C (400 °F) for 1 h. Percent dimensional change (from die size), sintered density, and apparent hardness were measured from the transverse rupture samples using standard MPIF procedures. Tensile testing was performed on dogbone samples using an extensometer, which was left on until failure. Total elongation is reported. Impact testing was conducted at room temperature on unnotched Charpy samples. The radial crush strength and the tooth strength of the sprocket were also tested. Figure 3 illustrates how tooth strength and radial crush strength testing was performed. Tooth strength 1 and radial crush were tested on all parts, whereas tooth strength 2 testing, in which a pin with a diameter larger than that of the sprocket root is forced between two teeth until tooth failure, was only performed on hardened teeth. All results presented are averages of multiple tests. Samples for metallographic examination were cross-sectioned, mounted in a thermosetting epoxy, ground and polished using well-established practices. Micro-indentation hardness measurements were made per ASTM E384-10 on the surface after lightly etching with a 50-50 mixture of 2 vol.% nital – 4 wt.% picral. The samples were then impregnated with epoxy to ensure accurate representation of the porosity and to seal off the porosity, thereby avoiding entrapment of polishing compound, water and etchants that can later lead to staining of the microstructure. The samples were lightly ground, re-polished and etched in a 50-50 mixture of 2% nital – 4% picral to reveal the microstructure. Images were captured on a Leica MEF4M inverted stage metallograph. The images of induction-hardened teeth in Figure 9 are a montage of two photographs. Tooth Strength 1 Tooth Strength 2 Radial Crush Strength Figure 3. Schematics of tooth testing and radial crush testing. RESULTS AND DISCUSSION Figure 4 is a compressibility plot generated from cold compacted samples for the binder-treated premixes. Mix 1 (FLN2-4405) exhibits excellent compressibility, similar to that found with traditionally alloyed PM steels (excluding prealloyed Ni grades). The three Mn-containing alloys have lower compressibility due to the addition of Mn. The compressibility decreases 0.05 to 0.07 g/cm3 compared with FLN2-4405 at 550 MPa. Compressibility loss is one of the major drawbacks of alloying with Mn. Additionally, the Mn alloys were found to grow upon sintering in a similar fashion to Cu steels. At a density of 7.0 g/cm3, the dimensional change after sintering was approximately + 0.31% for the Mn alloys versus - 0.03% for the FLN2-4405 (Table II). Taken together, the Mn alloys require a higher compaction pressure than traditionally alloyed PM steels to achieve the same sintered density. In the as-sintered, conventionally cooled condition, alloy 2 (0.3%Mo-1.3%Mn) underperforms FLN2-4405. While the yield strength and apparent hardness are similar, TRS, UTS and impact are lower in alloy 2. With the increase in Mo content in alloys 3 and 4, the mechanical properties surpass that of FLN2-4405. Strength and hardness are higher while the total elongation and impact results are nominally equivalent. As the hub of the sprocket is used in the as-sintered condition, the 0.5% and 0.8% Mo alloys impart improved properties relative to FLN2-4405. Figure 4. Compressibility of alloys studied ID Table II. Summary of as-sintered mechanical properties. SD DC TRS YS Hard UTS 3 g/cm % MPa HRA MPa MPa (103 psi) (103 psi) (103 psi) Elong % Impact J (ft lbf) FLN2-4405 7.01 - 0.03 1033 (150) 54 423 (61.4) 524 (75.9) 1.1 11 (8) 0.3Mo1.3Mn 7.04 + 0.32 930 (135) 53 419 (60.8) 507 (73.5) 1.0 9 (6) FLM-4005 7.03 + 0.31 1116 (162) 58 461 (66.9) 534 (77.4) 0.9 10 (7) FLM-4405 7.03 + 0.30 1186 (172) 59 493 (71.4) 603 (87.5) 1.0 12 (9) The mechanical properties of all alloys increased with accelerated cooling in the sintering furnace Table III). The dimensional change increased 0.03% to 0.05% for all four alloys, indicating an increase in the amount of martensite present in the test samples. This is due to the lower density of the martensite phase relative to a ferrite / carbide microstructure. The faster cooling rate increased hardness and raised yield strength approximately 100 MPa for alloys 1 and 2 and more than 170 MPa for alloys 3 and 4. Impact energy did not substantially change with accelerated cooling, and interestingly, the Ni-containing FLN2-4405 did not show a benefit in impact toughness. Toughness of the sprocket is an important consideration and the results on the industrially sintered test bars were quite encouraging. Table III. Summary of mechanical properties for the convectively cooled test specimens. SD DC TRS YS Impact Hard UTS Elong g/cm3 % MPa HRA MPa MPa % J ID (103 psi) (103 psi) (103 psi) (ft lbf) FLN2-4405 6.96 + 0.02 1254 (182) 61 519 (75.2) 615 (89.2) 1.0 9 (7) 0.3Mo1.3Mn 6.99 + 0.34 1051 (153) 59 525 (76.2) 599 (86.9) 0.9 11 (8) FLM-4005 6.98 + 0.35 1316 (191) 64 635 (92.1) 688 (99.8) 0.9 11 (8) FLM-4405 6.98 + 0.35 1329 (193) 66 692 (100.4) 763 (110.6) 0.9 11 (8) Figure 5. Comparison of tensile strength and apparent hardness with conventional cooling and accelerated cooling. Alloys 1-4 are FLN2-4405, 0.3Mo1.3Mn, FLM-4005 and FLM-4405, respectively. Crankshaft Sprocket Analysis and Metallography Microstructure The Gen IV crank sprocket test pieces were compacted in a 200 ton press using a current production tool for a crankshaft sprocket used in a high volume V-8 engine. The sprocket has been in production since 1997 and achieves the necessary wear characteristics in the root and flank area of the sprocket through induction hardening of this region. Because the part and process are mature, it is a good test piece for use in a comparative study of materials. An example of the sprocket can be seen in Figure 6. Figure 6. Example of as-sintered test sprocket. Metallographic sections taken in the hub region of the sprocket revealed an acceptable microstructure for all four materials. In the as-sintered condition with conventional cooling, the microstructure consists of a ferrite/carbide microstructure (upper bainite or divorced pearlite) consistent with steels alloyed with molybdenum, Figure 7. In the FLN2-4405, light etching Ni-rich regions are also present with a small amount of a martensite (tan colored). The Mn-containing steels have a similar structure with the omission of the Ni-rich regions. The amount of martensite increases with increasing Mo content, with approximately 25% martensite in the FLM-4405 alloy. With the use of accelerated cooling, the amount of martensite in the parts increases substantially, Figure 8. While none of the alloys are fully sinterhardened, significant martensite contents are present in alloys FLM-4005 and FLM-4405. The martensite content is highest in the FLM-4405, as the increased Mo content overcomes the reduced graphite addition (0.6%) to boost hardenability relative to the FLM-4005. Less martensite is observed in FLN2-4405 and the 0.3Mo1.3Mn alloy, as the hardenability of these alloys is reduced. The amount of pearlite / bainite in alloys 1 and 2 is quite similar. The microstructure observed in the hub is consistent with the mechanical properties measured in the test bars, where the hardness and strength of alloys 1 and 2 are comparable and alloys 3 and 4 have higher values. The case depth and microstructure of the induction hardened teeth is illustrated in Figure 9. No difference was observed in the ability to harden the sprocket teeth. All four alloys appeared similar, with the exception of the Ni-regions in the FLN2-4405. The teeth were fully martensitic, and given the moderate carbon content, no retained austenite was observed. The root section of the sprocket also requires hardening, and the microstructure of the root is shown in Figure 10. Again, a martensitic case is present in all four alloys. In the leanest alloy system (0.3Mo1.3Mn), some bainite is present in the case near the case-core interface, indicating the Mo content may be too low to fully harden in the tooth root for this application. The sprocket teeth were also evaluated in the as-polished condition. The density of the FLN2-4405 sample was notably higher in the teeth. This corresponds with the measured densities of the teeth shown in the following section. The effect of Mn on oxide formation was also a concern with these materials. No internal oxidation was observed in any of the alloys, and the oxide layer on the surface was similar between the FLN2-4405 and the Mn-containing alloys, Figure 11. No negative effects of Mn were noted metallographically in the sprocket teeth. FLN2-4405 0.3Mo1.3Mn FLM-4005 FLM-4405 Figure 7. Microstructures of the sprocket hub section for the 4 alloys sintered with conventional cooling. Samples were etched with 2% picral – 4% nital. FLN2-4405 0.3Mo1.3Mn FLM-4005 FLM-4405 Figure 8. Microstructures of the sprocket hub section for the 4 alloys sintered with accelerated cooling and tempered. Samples were etched with 2% picral – 4% nital. FLN2-4405 0.3Mo1.3Mn FLM-4005 FLM-4405 Figure 9. Microstructures of four alloys in the induction hardened teeth. Two photos have been merged to form the final image. Samples were etched with 2% picral – 4% nital. A B C D Figure 10. Induction-hardened tooth root microstructure. A) FLN2-4405, B) 0.3Mo1.3Mn, C) FLM4005, D) FLM-4405 Samples were etched with 2% picral – 4% nital. a b Figure 11. Oxide thickness on the surface of induction-hardened teeth in (a) FLN2-4405 and (b) FLM4005. As-polished Table IV. Green and sintered density measured in the sprocket. Green Density (g/cm3) Alloy Tooth Hub Overall FLN2-4405 7.21 6.68 6.73 0.3Mo1.3Mn 6.98 6.71 6.73 FLM-4005 7.06 6.69 6.73 FLM-4405 7.06 6.71 6.75 Sintered Density (g/cm3) Tooth Hub Overall 7.07 6.7 6.75 6.9 6.66 6.66 6.96 6.61 6.66 6.85 6.69 6.68 Sectional densities were measured in both the green and sintered condition for the hub region and the teeth. The average density of the entire part is given in Table IV as ‘Overall’. While there exists some scatter in the data, trends are present in the part density. The tooth density is higher than that of the hub and the density of the FLN2-4405 is greater than that of the Mn-containing alloys, especially in the sprocket teeth. These results are consistent with that observed using metallography. The FLN2-4405 density changes little from green to sintered, as is predicted from the test bars. The drop in sintered density of the Mn alloys from the green state is also consistent with the test bars. The lower sintered density in the Mn-containing parts would be expected to have a negative effect on mechanical properties. The apparent hardness measured in the hub and tooth section of the sprockets is given in Table V. The hardness values are comparable with all four alloys. The 0.3Mo1.3Mn alloy exhibits the lowest hardness in both the as-sintered and the convectively cooled condition. The FLM-4005 is quite similar to the FLN2-4405, while the lower carbon FLM-4405 has higher hardness owing to higher hardenability and increased martensite content. The apparent hardness of the induction hardened teeth is a function of density and carbon content only, as the case is fully martensitic. The higher density of the FLN2-4405 results in a higher hardness. Sprockets made with alloys 0.3Mo1.3Mn and FLM-4005 have the same hardness (same density and same carbon content), while alloy FLM-4405 with 0.53% sintered carbon results in a lower hardness. Table V. As-sintered carbon and the apparent hardness measured on the tooth face and at the top of the hub section of the as-sintered, convectively cooled and induction heat-treated parts. As-Sintered Convectively Cooled Induction Alloy Sintered C Tooth Hub Tooth Hub Tooth (wt%) (HRA) (HRA) (HRA) (HRA) (HRA) FLN2-4405 0.65 54 48 57 57 72 0.3Mo1.3Mn 0.63 51 47 57 55 69 FLM-4005 0.64 52 48 58 57 69 FLM-4405 0.53 53 51 60 59 68 The hardness of the martensite in the case hardened teeth is a function of carbon content only; no retained austenite outside of the Ni-rich regions was observed. Table VI demonstrates that all mixes with 0.7 wt.% graphite had a similar micro-indentation hardness value (715 to 738 HV100 gf) regardless of alloy content. The difference between 715 and 738 HV100 is approximately one HRC. The lower hardness nickel-rich regions were avoided during the measurement of the FLN2-4405. Lower micro-indentation hardness values were obtained with FLM-4405, which contained a lower sintered carbon content. As the teeth are fully martensitic, micro-indentation hardness is a function of carbon content. The other alloying elements only serve to improve hardenability. With this in mind, the leanest alloy that has sufficient hardenability to form a martensitic case under these conditions can be used. Table VI. Microindentation hardness values for the various mixes, measured in HV100 gf. Converted values in HRC are given in parentheses. Processing FLN2-4405 0.3Mo1.3Mn FLM-4005 FLM-4405 Induction Hardening 738 (62) 715 (61) 715 (61) 655 (58) The mechanical properties of the sprockets were measured by crush strength and tooth strength testing. The crush strength of the FLN2-4405 sprockets is higher to those made with the Mn alloys. Nevertheless, the crush strength of the as-sintered sprockets made with 0.3Mo1.3Mn and FLM-4005 is within 2% that of the FLN2-4405 sprockets. The drop in strength is likely due to the lower density of the Mn-containing parts. A larger difference in strength was found in parts made with accelerated cooling, and it is thought that the admixed Ni adds toughness to the hardened components. Higher crush strength was found in the lower carbon, sinter-hardened FLM-4405 alloy relative to the other Mn-containing alloys, as lower carbon contents also increase toughness in martensitic materials. The tooth strength of sprockets made with the FLN2-4405 alloy is higher than that of all three Mncontaining alloys for all conditions tested. The higher tooth density produced in the FLN2-4405 parts plays a significant role in these results. Within the Mn steels, the FLM-4005 alloy provided the best tooth strength results for all conditions. The tooth strength values are all within 5% of that measured for the higher density FLN2-4405. The other two Mn alloys exhibited a more significant reduction in tooth strength. Table VII. Crush and tooth strengths measured on the as-sintered, convectively cooled (accelerated) and induction heat-treated parts. Tooth Crush Strength Tooth Strength 1 Strength 2 Alloy As-sintered Accelerated As-sintered Accelerated Induction Induction (kgf) (kgf) (kgf) (kgf) (kgf) (kgf) FLN2-4405 4203 4035 1168 1376 1297 1818 0.3Mo1.3Mn 4151 3496 993 1120 1093 1588 FLM-4005 4156 3668 1124 1312 1230 1788 FLM-4405 4037 3988 1008 1235 1181 1537 In the induction-hardened sprockets, all alloys were found to harden adequately during heat treatment. The sensitivity of the highest Mo-Mn steel (alloy 4) to carbon content as observed in reference 12 limited the carbon content and therefore the microindentation hardness that was achieved in the sprocket tooth. The appearance of a small amount of bainite in the tooth root of alloy 2 suggests that 0.3% Mo may be too low for this application. In combination with the mechanical properties obtained on the sprocket teeth, Alloy 3 appears to be the most promising alloy to replace the current Mo-Ni alloy. Assuming a similar density can be obtained in the sprocket teeth, wear is also expected to meet part requirements. These results indicate that the economically favorable FLM-4005 can be used as a replacement for FLN24405. CONCLUSIONS A comparative analysis of the recently developed ANCORBOND FLM Mn-containing steels with the current FLN2-4405 alloy was performed. An induction-hardened crank sprocket was used evaluate the different alloys. The Mn-containing alloys have been considered due to their cost-effectiveness and reduced price volatility relative to the current material. Testing of commercially sintered test bars revealed the Mn alloys exhibited properties comparable with FLN2-4405. While the test results found that the 0.3% Mo-1.3% Mn alloy was slightly inferior, the 0.5% and 0.8% Mo versions exceeded the target properties of the Mo-Ni steel. Sinter hardening was effective in these alloys, and although the structures were not fully hardened, substantial improvements in strength and hardness were observed. The desired microstructure was obtained in the induction-hardened sprockets utilizing the Mn-containing alloys. Martenistic cases were produced and no evidence of preferential oxidation was observed after hardening. Mechanical testing of the sprockets revealed that the higher density FLN2-4405 teeth performed better than the Mn-containing steels. Accommodation of the lower compressibility, higher growth Mn-containing powder would have to be made to separate the role of alloy and density on the teeth strength and crush strength of the sprocket. Both density and the presence of Ni would be expected to boost performance in fully hardened sprockets. Alloy 3 (ANCORBOND FLM-4005) is a potential cost-effective candidate to replace FLN2-4405 in this application. ACKNOWLEDGMENTS The authors thank Barry Diamond of Hoeganaes for the extensive metallographic work performed within the scope of this program. REFERENCES 1. Fulmer, J.J., Causton, R.J., “Tensile, impact and fatigue performance of a new water atomized low alloy powder – Ancorsteel 85 HP”, Advances in Powder Metallurgy & Particulate Materials, compiled by E. R. Andreotti and P. J. McGeehan, Metal Powder Industries Federation, Princeton, NJ, 1990, volume 2, p. 459. 2. German, R.M., “Powder Metallurgy Science,” 2nd edition, MPIF, p. 283, 1994. 3. Danninger, H., Kremel, S., Leitner, G., Jaenicke-Robler, K., Yu, Y., “Degassing during sintering of Cr-Mo steels prepared from prealloyed powder”, Advances in Powder Metallurgy & Particulate Materials, Metal Powder Industries Federation, Princeton, NJ, 2002, part 13, p. 291-301. 4. Salak, A., “Manganese sublimation and carbon ferromanganese liquid phase formation during sintering of premixed manganese steels”, International Journal of Powder Metallurgy, vol. 16, no. 4, 1980, p. 369-379. 5. Hydra, E., Nyborg, L., Dudrova, E., Bengtsson, S., “Sintered steels alloyed with manganese: effect of alloying mode”, PM World Congress Proceedings, EPMA, 2010, volume 3, p. 87. 6. Salak, A., “Effect of compacting pressure and 0.5%Mo on properties of sintered iron powder and manganese steels”, Powder Metallurgy, 1981, No. 2, p. 64-69. 7. Tengzelius, J., Grek, S-E, Blande, C-A, “Limitations and possibilities in the utilization of Cr and Mn as alloying elements in high strength sintered steels”, Modern Developments in Powder Metallurgy, vol. 13, Edited by H. Hausner, H. Antes and G. Smith, MPIF, Princeton, NJ, 1980 p. 159. 8. James, W.B., Causton, R.J., “Surface-Hardenable heat treated P/M steels”, Advances in Powder Metallurgy & Particulate Materials, vol. 5, compiled by J. Capus and R. German, MPIF, Princeton, NJ, 1992, p. 65. 9. Dudrova, E., Kabatova, M., Bidulsky, R., Wronski, A. S., “Industrial processing, microstructures and mechanical properties of Fe-(2-4)Mn(-0.85Mo)-(0.3-0.7)C sintered steels”, Powder Metallurgy, vol. 47, no. 2, 2004, p. 181. 10. Zhang, Z., Frisk, K., Salwen, A., Sandstrom, R., “Mechanical properties of Fe-Mo-Mn-Si-C sintered steels”, Powder Metallurgy, vol. 47, no. 3, 2004, p. 239. 11. Sainz, S., Martinez, V., Dougan, M., Baumgaertner, F., Castro, F., “Sinterability, hardenability and mechanical properties of Mn-containing PM steels through the use of a specially designed Fe-Mn-C master alloy”, Advances in Powder Metallurgy & Particulate Materials, compiled by W. R. Gasbarre and J. W. von Arx, Metal Powder Industries Federation, Princeton, NJ, 2006, part 7, p. 95-108. 12. Lindsley, B., James, W.B., “PM steels that contain Mn”, Advances in Powder Metallurgy & Particulate Materials, compiled by M. Bulger and B. Stebick, Metal Powder Industries Federation, Princeton, NJ, 2010, part 10, p. 36-49.