Int. J. Production Economics 131 (2011) 383–391
Contents lists available at ScienceDirect
Int. J. Production Economics
journal homepage: www.elsevier.com/locate/ijpe
Using a mathematical programming model to examine the marginal price
of capacitated resources
Ali Kefeli, Reha Uzsoy , Yahya Fathi, Michael Kay
Edward P. Fitts Department of Industrial and Systems Engineering, North Carolina State University, Campus Box 7906, Raleigh, NC 27695-7906, USA
a r t i c l e in fo
abstract
Article history:
Received 13 August 2008
Accepted 29 March 2010
Available online 14 April 2010
Accurate information on dual prices of capacitated resources is of interest in a number of applications,
such as cost allocation and pricing. To gain insight we focus on the dual prices of capacity and demand
in a single-stage single-product production-inventory system, and discuss their interpretation. In
particular, we examine the behavior of two different production planning models: a conventional
linear programming model and a nonlinear model that captures queuing behavior at resources in an
aggregate manner using nonlinear clearing functions. The classical linear programming formulation
consistently underestimates the dual price of capacity due to its failure to capture the effects of
queuing. The clearing function formulation, in contrast, produces positive dual prices even when
utilization is below one and exhibits more realistic behavior, such as holding finished inventory at
utilization levels below one.
& 2010 Elsevier B.V. All rights reserved.
Keywords:
Production planning
Linear programming
Clearing functions
Dual prices
Marginal prices
1. Introduction
While linear programming (LP) models have been used
extensively for production planning problems since the 1950s
(e.g., 1974; Missbauer and Uzsoy, in press), their limitations have
been increasingly discussed in recent years. Since these
approaches do not explicitly model work-in-process (WIP)
inventories, as opposed to finished intermediate inventories
between stations, they assume that resources can operate at full
utilization while maintaining fixed cycle times, which contradicts
both empirical observations and predictions of queuing models.
Another anomaly is that a resource can have a nonzero dual price
only when the associated capacity constraint is tight or, in
queuing terminology, utilization of that resource reaches one.
However, it is well known from industrial experience and queuing
models that manufacturing performance measures such as the
expected WIP and cycle time increase nonlinearly with utilization.
This suggests that with an appropriate objective function,
additional capacity can improve system performance even when
utilization is less than one, implying a nonzero dual price for the
resource at lower utilization levels. Since most production
systems are governed to a large degree by queuing behavior, this
inconsistency between the LP models used for capacity allocation
among products and the queuing models used to describe
Corresponding author. Tel.: + 1 919 513 1681; fax: + 1 919 515 5281.
E-mail addresses: akefeli@ncsu.edu (A. Kefeli), ruzsoy@ncsu.edu (R. Uzsoy),
fathi@ncsu.edu (Y. Fathi), kay@ncsu.edu (M. Kay).
0925-5273/$ - see front matter & 2010 Elsevier B.V. All rights reserved.
doi:10.1016/j.ijpe.2010.03.018
steady-state behavior poses an interesting research direction that
has not been explored extensively.
In this paper we examine the behavior of an alternative
mathematical programming model based on nonlinear clearing
functions (CFs) suggested by Karmarkar (1989) in a simple singlestage single-product production-inventory system. While models
of this type have been successfully applied to multi-product
multi-stage systems (e.g., Asmundsson et al., 2006, 2009), we
focus on a single-stage single-product system in order to maintain
the paper’s focus on insights into the different dual prices
obtained by the two models.
Our results show that the CF model explicitly captures the
nonlinear relationships between performance measures and
system workload, providing a more accurate representation of
actual capabilities of the production system. We derive
closed-form expressions for the dual prices of capacity and
demand and illustrate qualitative differences in both production
plans and dual prices between those from the CF model and the
conventional LP model with numerical examples. We conclude
the paper with a summary and some directions for future work.
2. Previous related work
The use of mathematical programming models for production
planning has a long history, dating back to the seminal work of
Modigliani and Hohn (1955). The majority of these are LP
formulations, where the planning horizon is divided into discrete
time periods and two principal sets of constraints are used to
384
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
represent the operation of the production system. One set of
constraints represents conservation of material flow into and out
of finished goods inventories (FGIs) at the end of each planning
period, assuming that production and demand rates are uniform
within each period. A second family of constraints limits the total
amount of work a resource, such as a machine, can perform in a
period. A wide range of such models has been presented in the
literature over the years (e.g., Hackman and Leachman, 1989;
Johnson and Montgomery, 1974; Voss and Woodruff, 2003).
However, these LP models have a number of drawbacks. Since
they assume all production rates are constant in a planning
period, they do not model WIP at all, and do not assign it a cost in
the objective function. Hence they allow resources to change their
production rates with complete flexibility as long as utilization is
less than one. For the same reason, when backlogging is not
allowed, these models will hold FGI only when demand exceeds
resource capacity in some period. Although queuing models and
industrial experience suggest that when capacity is fully utilized,
very high cycle times and WIP levels will result, the LP models
assume that resources can maintain a fixed cycle time independent of utilization. Finally, they will only permit nonzero dual
prices only for capacity constraints when that constraint is tight
at optimality, implying a utilization level of one for that resource
during that period.
The marginal or dual price of a production resource with limited
capacity, which represents the potential change in objective function
as additional capacity becomes available, is of interest in several
situations. One example is in short-term scheduling and dispatching,
where a number of authors have proposed dispatching rules based
on cost–benefit ratios, where the value of processing a job at a given
time is contrasted with the marginal price of the resource consumed
by scheduling it at that time (e.g., Morton et al., 1988). Yet another
related area is in the estimation of setup costs. It can be argued that
many of the costs related to setup changes, such as manpower, are
fixed relative to the decision whether or not to set up at a particular
point in time. In many cases, the principal cost of the setup is the lost
revenue due to output not being produced during the setup. If
utilization is low and demand can still be met when the setup is
performed, the lost revenue, and thus cost of the setup, will be zero.
However, if utilization is high the opportunity cost of a long setup
can be quite substantial. Another potential use of the marginal price
of capacity has been suggested in the accounting literature
(e.g., Kaplan and Thompson, 1971), where overhead costs are
allocated among products based on their consumption of capacity at
key resources.
The elegant duality theory associated with LPs (e.g., Bazaraa
et al., 2004) directly yields the marginal price of a capacitated
resource in a planning period as the optimal value of the dual
variable associated with that capacity constraint. However, by the
LP optimality conditions, a dual variable will only take a nonzero
dual value when the associated capacity constraint is tight at
optimality, i.e. when the resource utilization is equal to one. This
suggests that there is no benefit to the objective function from
adding capacity to resources that are not fully utilized. However,
this contradicts observations from industrial practice, simulation models, and queuing models of manufacturing systems
(e.g., Buzacott and Shanthikumar, 1993; Hopp and Spearman,
2001). All these suggest that performance measures of a
production system, especially WIP levels and cycle times, increase
nonlinearly with resource utilization, and that significant
increases in these quantities can be observed even at utilization levels substantially below one. Since many manufacturing
resources such as machines exhibit queuing behavior, this inconsistency between the production planning models used for
capacity allocation over time and the queuing models representing the behavior of resources is troubling.
The queuing results would appear to suggest that even at
utilization levels below one, adding capacity to the system ought
to result in improved performance due to reduced WIP levels and
cycle times under at least some conditions. This, in turn, implies
that we ought to observe nonzero dual prices on capacity
constraints at utilization levels less than one. A number of
authors (Graves, 1986; Karmarkar, 1989; Srinivasan et al., 1988)
have proposed mathematical programming models for resource
allocation that exhibit such behavior.
Several alternative approaches to estimating the dual prices of
production resources have been proposed in the literature.
Morton et al. (1988) propose a dispatching rule for job shop
scheduling based on a cost–benefit ratio, where the cost of a unit
of machine time at a particular point in time is estimated as the
increase in tardiness penalties caused by a differential delay in
machine availability. The latter estimates are obtained by
simulating the shop to the end of the current busy period, the
time at which the machine will be idle. Roundy et al. (1991)
propose an alternative approach, where an aggregate planning
model is used to estimate costs of performing a particular
operation at a particular point in time; the dispatching module
then dispatches jobs based on these costs. The costs are estimated
as values of the Lagrange multipliers associated with machine
capacity constraints in each time interval. Hoitomt et al. (1993)
present a similar formulation for job shop scheduling, where time
intervals are reduced in length, giving a dual price for each
individual time unit. These approaches focus on estimating the
dual price of capacity, noting that the dual price of a resource will
depend on the state of the system at that point in time.
Another approach to estimating the dual price of capacity has
been through queuing models, yielding an average price over a
long period in which the system is in steady state. Banker et al.
(1986) use an M/G/1 queuing model of a production system with
lot sizing to examine the effects of adding new products to an
existing facility, focusing on the costs of holding WIP. They study
the marginal benefits of adding capacity and show that it is
beneficial to add capacity at all levels of utilization, but that the
benefit decreases as utilization decreases. This, in our context,
corresponds to a dual price of capacity that increases with
utilization. Morton and Singh (1988) approach the same problem
using a variation of the busy period methodology from Morton
et al. (1988), and show that under steady state assumptions they
obtain the same dual prices for capacity as Banker et al. (1986).
It is important to bear in mind that the nature of a dual price will
depend on the objective function or performance measure of the
model from which it is derived. The short-term dispatching and
scheduling approaches outlined above, as well as the steady-state
queuing models, do not consider the effects of FGI that is held due to
insufficient capacity to meet demand in a specific time period. The
LP models of production planning, on the other hand, explicitly
consider the possibility of meeting future demand by building FGI in
earlier periods, but do not consider the effects of resource utilization
on queue lengths within the production system. Clearly both types
of costs, those due to WIP accumulating in the system as well as FGI
that is held to address temporary capacity shortfalls, are relevant,
and hence a model that integrates both would appear to be
desirable. In this paper we explore this issue for a single-product
single-stage production-inventory system, which has not been done
before to the best of our knowledge.
3. Classical LP formulation
In this section we present the classical LP production planning
model we use as a benchmark. For simplicity of exposition and
without loss of generality, we shall assume that all production
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
initiated in a planning period can be completed in that period; for
a treatment of the case where cycle times may exceed one period
see Hackman and Leachman (1989). We shall adopt the simple
objective function of minimizing the total production and
inventory holding cost over a planning horizon of T periods. We
shall denote the demand in period t by Dt, and the available
number of machine hours in period t by Ct. Since we have only a
single product, we assume without loss of generality that each
unit of the product requires 1 h of machine time. If we define Xt to
be the amount of production in period t and It to be the amount of
FGI on hand at the end of period t, we obtain the following
well-known formulation (e.g., Johnson and Montgomery, 1974):
T
X
minimize
ðpt Xt þht It Þ
ð1Þ
t¼1
subject to
Xt r Ct
8t
ð3Þ
8t
ð4Þ
where pt and ht denote the unit cost coefficients of production and
FGI holding. We can rewrite this formulation to eliminate the
inventory variables by noting that
It ¼ I0 þ
t
X
t
X
Xt t¼1
Dt
t¼1
where I0 is the ending inventory at time 0. Making this
substitution for It in the objective function and discarding
constants that are independent of the decision variables yields
the following aggregate formulation:
"
!#
T
T
X
X
Xt pt þ
ht
minimize
ð5Þ
t¼t
t¼1
subject to
t
X
Xt Z
t
X
Dt I0
t¼1
t¼1
Xt r Ct
8t
Xt Z 0
8t
CFs, proposed by Graves (1986), Karmarkar (1989), and
Srinivasan et al. (1988), express the expected throughput of a
capacitated resource over a given period of time as a function of
workload of the resource over that period, which, in turn, is
defined by the amount of work available for the resource to
process in that period. For now we shall use the term ‘‘WIP’’ and
the generic variable W to denote any reasonable measure of the
WIP inventory level, whether carried over from a previous period
or released during the current one.
To motivate the use of a nonlinear CF, it is helpful to begin with
a single resource that can be modelled as a G/G/1 queuing system
in steady state. The expected number in system, or, equivalently,
the expected WIP, for a single server is given by Medhi (1991) as
ðst Þ
ðca2 þcs2 Þ r2
þr
2
ð1rÞ
ð9Þ
ð2Þ
8t
Xt ,It Z0
4. Clearing function formulation
W¼
It ¼ It1 þ Xt Dt
385
8t
ðgt Þ
ð6Þ
ð7Þ
ð8Þ
The absolute value of the dual price of constraint (7)
represents the rate of reduction in the objective function with
added capacity in period t.
Some observations on this model are in order. The model does
not represent WIP in any form; material is released to production
and emerges into FGI in the same period. In addition, and of more
interest to this paper, by the complementary slackness conditions
for LP optimality, capacity will only have a nonzero dual price in a
given period if constraint (7) is satisfied at equality. As Banker
et al. (1986), Srinivasan et al. (1988), and others have pointed out,
this is not an accurate representation of the actual situation for
resources governed by queuing behavior, and arises from the LP
model’s failure to represent WIP correctly. As pointed out by
Missbauer and Uzsoy (in press), this problem remains even when
lead times in excess of one period are modelled; in period t,
only the portion of the WIP that was released in period t–L is
available for processing, where L is an exogenous parameter. The
formulation in the following section addresses these issues.
where ca and cs denote the coefficients of variation of interarrival
and service times, respectively, and r is the utilization of the
server. Setting c ¼ ðca2 þ cs2 Þ/2 and rearranging (9) we obtain a
quadratic in W, whose positive root yields the desired r value.
Solving for r with c 41, we obtain
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ðW þ1Þ2 þ 4Wðc2 1ÞðW þ 1Þ
ð10Þ
r¼
2ðc2 1Þ
which has the desired concave form. When 0rco1, the other root
of the quadratic will always give positive values for r. When c¼1,
(9) simplifies to yield r ¼W/(1+W) again of the desired concave
form. If we use utilization as a surrogate for output, we see that for a
fixed c value, utilization, and hence throughput, increases with WIP
but at a declining rate. Utilization, and hence output, decreases with
c due to variability in service and arrival rates.
Several authors discuss the relationship between throughput and
WIP levels in the context of queuing analysis, where the quantities
studied are long-run steady-state expected throughput and WIP
levels. Agnew (1976) studies this type of behavior in the context of
optimal control policies. Spearman (1991) presents an analytic
congestion model for closed production systems with increasing
failure rate processing time distributions that describes the relationship between throughput and WIP. Hopp and Spearman (2001)
provide a number of illustrations of CFs for a variety of systems.
Srinivasan et al. (1988) derive the CF for a closed queuing network
with a product form solution. In addition to the queuing approaches
outlined above, clearing functions can also be estimated using
industrial data, or data obtained from a simulation model of the
system under study, as suggested by Karmarkar (1989), Asmundsson et al. (2006), and Srinivasan et al. (1988). These methods involve
collecting observations of average resource workload and throughput and then fitting a clearing function to these data.
Different methods of generating CFs for optimization models
have different advantages and disadvantages. A CF estimated by a
steady-state queuing model assumes at least approximate steady
state behavior of the queue being modelled in a planning period,
which may be problematic in systems with long cycle times at
individual resources. On the other hand, while CF estimation
through simulation and industrial data do not require steady state
assumptions, they are only as valid as the simulation model or data
they are derived from and will require updating as products or
processes change. The development of methods for deriving and
validating non-steady state clearing functions remains an active area
of research (Asmundsson et al., 2009; Selc- uk et al., 2007; Riaño,
2003). An extensive discussion of the issues related to clearing
functions and their use in production planning models is given by
Pahl et al. (2005) and Missbauer and Uzsoy (in press). In this paper
386
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
we shall assume that an appropriate clearing function can be
obtained using techniques suggested in these references, and focus
on the behavior of the resulting planning models.
Our starting point is the single-product single-stage model of
Karmarkar (1989). Let us define the following decision variables:
Xt ¼ number of units of the product produced in period t,
Rt ¼ number of units of the product released into the stage at
the beginning of period t,
Wt ¼number of units of the product in work in process (WIP)
inventory at the end of period t,
It ¼ number of units of the product in finished goods inventory
(FGI) at the end of period t.
Let f(.) denote the clearing function and Dt the demand for the
product (in units) in period t. Then Karmarkar’s formulation is as
follows:
minimize
T
X
Zt ¼ 1
8t
ð17Þ
Although these additional variables and constraints may seem
redundant, they help us to better characterize the dual prices of
capacity in the CF formulation. Following Asmundsson et al.
(2006) and Missbauer (2002), we approximate the CF f(.) using
outer linearization and incorporate (16) and (17) into our
formulation, yielding the following LP:
T
X
minimize
ðrt Rt þ wt Wt þ pt Xt þ ht It Þ
ð18Þ
t¼1
subject to
ðrt Rt þwt Wt þ pt Xt þht It Þ
ð11Þ
t¼1
subject to
Wt ¼ Wt1 þ Rt Xt
It ¼ It1 þXt Dt
Wt ¼ Wt1 þRt Xt
8t
ð12Þ
It ¼ It1 þ Xt Dt
8t
ð13Þ
Xt rf ðWt1 þRt Þ
8t
ð14Þ
Rt ,Wt ,Xt ,It Z 0
In a multi-product formulation, these variables are defined for
each product and period to allocate the available output of a
production resource among different products that use it. By
definition, the summation of these variables over all products for
a given resource should be equal to 1. Since we have a single
product, we add one additional constraint to our formulation:
ð15Þ
where rt, wt, pt, and ht denote the unit cost coefficients of raw material
releases, WIP holding, production, and FGI holding, respectively, and T
is the final period in the planning horizon. We follow Karmarkar in
writing our CF as a function of the sum Wt 1 +Rt, the resource load for
period t, or, in other words, the total amount of work that becomes
available for processing during the period. Since the formulation
distinguishes between WIP and FGI, flow conservation constraints
(12) and (13) are required for both quantities, which serve distinct
purposes. In periods when demand cannot be satisfied due to limited
capacity, it can be met with FGI carried over from previous periods.
WIP, on the other hand, accumulates in front of the resources as jobs
in queue and in process. This approach differs from traditional LP
models since it links the expected throughput of the resource in
period t to the resource load (incoming WIP and new releases) in that
period.
The solution to the CF formulation provides the decision maker
with a time-phased release plan, i.e. how many new jobs to
release to the production resource in each period, specified by the
decision variables Rt. We assume that job releases are under
complete control of the decision maker and that raw material
availability is not a constraint. This allows us to study the dual
prices of capacity in isolation from the effects of external factors,
allowing more intuitive results to be obtained. Another contrast to
the LP formulations such as those of Hackman and Leachman
(1989) is that lead times do not appear in the formulation;
releases and lead times are jointly optimized, allowing lead times
to vary over the planning horizon.
At this point, in order to obtain a more complete characterization
of the dual prices, we introduce an additional set of decision
variables to our formulation, motivated by the multi-product CF
model of Asmundsson et al. (2006). We define
Zt ¼fraction of the maximum output in period t, as defined by
the clearing function, allocated to the product,
and modify (14) to include these decision variables as follows:
Xt rZt f ðWt1 þ Rt Þ
8t
ð16Þ
ð19Þ
8t
ð20Þ
Xt r ac ðWt1 þ Rt Þ þ Zt bc 8c; t
ð21Þ
Zt ¼ 1
ð22Þ
8t
Rt ,Wt ,Xt ,It ,Zt Z 0
8t
8t
8t
ð23Þ
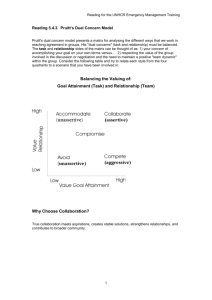
where ac is the slope and bc the intercept of segment c of the
piecewise linearized CF. The first linear segment (c¼1) will have a
slope of one (a1 ¼1) since at low utilization all work in the system
can be completed within a planning period, and an intercept of
zero (b1 ¼0), since production cannot take place without some
WIP being present. The last linear segment (c¼n) will have a slope
of zero (an ¼ 0) since increasing the load of the resource will
not increase output. To capture the concavity of the clearing
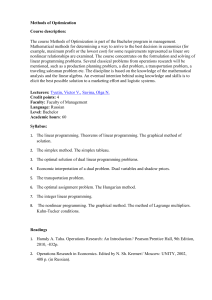
function, successive segments will have strictly increasing intercepts ðb1 o b2 o b3 o o bn Þ and strictly decreasing slopes
ða1 4 a2 4 a3 4 4 an Þ as seen in Fig. 1.
Eliminating the Wt and It variables in a similar fashion to that
used for the LP model in the previous section, making appropriate
substitutions in the objective function and capacity constraints,
and defining boundary conditions, we obtain the following
formulation that will be the basis of our analysis:
! #
"
!
T
T
T
X
X
X
minimize
rt þ
wt Rt þ pt þ
ðht wt Þ Xt
ð24Þ
t¼t
t¼1
t¼t
subject to
t
X
t¼1
t
X
Xt Z
Dt I0
8t
ðgt Þ
ð25Þ
t¼1
t
X
Xt þ
t¼1
t
X
Rt Z W0
8t
ðGt Þ
ð26Þ
t¼1
Output
(Xt)
2
n
1
n
f(x)
2
1
Resource Load
(Wt-1 + Rt)
Fig. 1. A typical CF and outer linearized segments.
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
t1
X
ac
Xt Xt þ ac
t¼1
t
X
Rt Z ac W0 Zt bc
ðsct Þ
ð27Þ
t¼1
X1 þ ac R1 Z ac W0 Z1 bc
Zt ¼ 1
8c,t a1
8t
Rt ,Xt ,Zt Z 0
ðsc1 Þ
8c
ð28Þ
ðlt Þ
ð29Þ
8t
ð30Þ
where the dual prices associated with each constraint set are
given in parentheses. We now proceed to analyze the dual of this
formulation.
by K ¼ fs, s þ1, s þ2, . . . ,s0 g such that Ws 1 ¼0, Wt 40 for all tAK,
and Ws0 + 1 ¼0.
We first note, by the complementary slackness condition of LP
optimality, that Wt 40 implies that Gt ¼0 for all tAK in the
optimal dual solution. Assume that for all tAK we have Rt 40,
which in turn implies that Xt 40, i.e. if we release any work in
period t, then there must be some production in that period, since
otherwise we can release the work in a later period and save the
WIP holding cost. Under these assumptions, constraints (32) and
(34) (and constraint (33), if TAK) are satisfied as equalities for all
tAK, i.e.
T
X
T
X
gt t¼t
¼ pt þ
ð31Þ
gt t¼t
T
X
c
ðht wt Þ
t ¼ tþ1 c
8t aT
ðXt Þ
ð32Þ
X
scT r pT þ hT wT ðXT Þ
ð33Þ
c
T
X
Gt þ
t¼t
lt þ
X
T
X
t¼t c
t¼t
ac sct rrt þ
c
b sct r0 8t ðZt Þ
wt
8t
ðRt Þ
ð34Þ
lt free 8t
ð38Þ
T X
X
T
X
t¼t c
t¼t
wt
8t A K
ð39Þ
ð40Þ
We now use these relationships to derive expressions for the
optimal values of sct, gt, and lt in a congested interval. For brevity
P
let Ft ¼ cacsct and rewrite (39) as
T
X
T
X
Gt þ
Ft ¼ rt þ
t¼t
T
X
wt
8t A K
ð41Þ
t¼t
Writing (41) for successive periods from s0 to s and solving
recursively yields
8t A K\fs0 g
Ft ¼ ðrt rt þ 1 Þ þ wt
ð35Þ
Under time stationary
pt ¼ p 8tÞ this simplifies to
ð36Þ
Ft ¼ w 8t A K\fs0 g
ð37Þ
To derive the values of gt, we return to (38) with the additional
assumption that Rs0 + 1 40. We can then write (39) for period t+ 1
and substitute that in (38) to obtain
!
T
T
T
T
X
X
X
X
X
gt Gt sct rt þ 1 þ
wt Gt
c
gt , Gt , sct Z0 8t
8t A K
ac sct ¼ rt þ
Gt þ
t ¼ s0 þ 1
T X
X
ðht wt Þ
ac sct
t ¼ tþ1 c
c
t¼t
gT GT c
If TAK the corresponding expression for t ¼T is
X
gT scT r pT þhT wT
T
X
X
X
Gt sct ac sct r pt
T
X
t¼t
þ
T
X
t ¼ s0 þ 1
subject to
T
X
T
X
T
X
X
sct t¼t
c
t¼1
t¼1
X
Gt t ¼ s0 þ 1
5. Analysis of the CF formulation
The dual of this formulation (24)–(30) is given by
"
!
#
T
t
X
X
X
minimize
Dt I0 gt W0 Gt ac W0 sct þ lt
387
Note that any production plan will consist of congested periods
where Wt 40, non-congested periods where Wt ¼0 and Xt 40, and
idle periods where Wt ¼0 and Xt ¼0. Since there is no work release,
production, or WIP in idle periods, they are not of great interest. In
non-congested periods, production takes place but no WIP is
carried from one period to the other. This is possible if the system
operates at low utilization such that all work released into the
system is processed in the same period, implying that the first
segment (c ¼1) of the CF is tight (see Fig. 1). In congested periods,
on the other hand, all work available to the resource cannot be
completed in one period due to congestion, and some is carried
over to the next period as WIP. This means the system is operating
at higher utilization and a segment of the CF with index c 41 is
tight. (In certain extreme cases, where demand falls very sharply
in a short period of time, it is possible to have a congested period t
with Xt ¼0 due to the presence of high WIP levels that was needed
to meet high demand in earlier periods but for which demand no
longer exists. In the remainder of this paper we shall assume
demand is sufficiently regular to avoid this extreme behavior.)
We will assume W0 ¼0 throughout our analysis since feasibility can be ensured by an appropriate I0. As stated earlier, our
objective is to explore the behavior of dual prices in the context
of this LP model. To this end, we first examine the behavior of
the system in a congested interval, defined as a collection of
consecutive congested periods, starting with a period s and
ending with a period s0 4s. We denote such a congested interval
t¼t
¼ pt þ
ðrt ¼ r, wt ¼ w, ht ¼ h, and
ð42Þ
c
t ¼ s0 þ 1
T
X
costs
ðht wt Þ
t ¼ tþ1
t ¼ s0 þ 1
8t A K
t¼t
T
X
t¼t
gt ¼
X
T
X
c
t¼t
sct þ pt þ rt þ 1 wt þ
ht
8t A K
ð43Þ
Following the same recursive approach for (43) as we used for
(41) we obtain
X
X
gt ¼ ht þ
sct sc,ðt þ 1Þ þ ðpt pt þ 1 Þðwt wt þ 1 Þ
c
c
þðrt þ 1 rt þ 2 Þ
8t A K\fs0 g
which under time stationary costs simplifies to
X
X
gt ¼ h þ
sct sc,ðt þ 1Þ 8t A K\fs0 g
c
ð44Þ
c
We now concentrate on (42) and (44). To obtain more general
forms of these relationships, we note that in an optimal solution,
for a given period t, no more than two segments of the CF can be
tight. For the time being, without loss of generality, let two
segments c*(t)oc*(t)+ 1 of the CF be tight in the optimal solution
for a given period t. By complementary slackness, the dual prices
388
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
of segments c that are not tight in an optimal solution in period t
must be equal to zero, i.e. sct ¼ 0 8c ac ðtÞ and c ac ðtÞ þ 1.
Hence
X
Ft ¼
ac sct ¼ ac ðtÞ sc ðtÞ,t þ ac ðtÞ þ 1 sc ðtÞ þ 1,t
ð45Þ
c
X
sct ¼ sc ðtÞ,t þ sc ðtÞ þ 1,t
ð46Þ
c
If we also assume that there are two tight segments of the CF
in period t + 1 we obtain the following general forms of (42) and
(44):
Ft ¼ w ¼ ac ðtÞ sc ðtÞ,t þ ac ðtÞ þ 1 sc ðtÞ þ 1,t
ð47Þ
gt ¼ h þ½ðsc ðtÞ,t þ sc ðtÞ þ 1,t Þðsc ðt þ 1Þ,t þ 1 þ sc ðt þ 1Þ þ 1,t þ 1 Þ
ð48Þ
Recall that (47) and (48) both hold for a period t such that
t A K\fs0 g, i.e. with Wt 40 by definition and with the assumption
Rt 40, which implies Xt 40. Expression (48) also requires
Rs0 + 1 40.
If we further assume positive FGI carried over from period t to
period t+ 1, i.e. It 40, by complementary slackness applied to (25),
we will have gt ¼ 0. Thus (48) will reduce to
h ¼ ðsc ðt þ 1Þ,t þ 1 þ sc ðt þ 1Þ þ 1,t þ 1 Þðsc ðtÞ,t þ sc ðtÞ þ 1,t Þ
t A K\fs0 g
ð49Þ
This implies that as long as work is released and FGI is carried
in consecutive periods in a congested interval, the sum of the
nonzero dual prices of capacity increases by h for each
consecutive time period the system holds FGI.
It is clear that sct is related to the dual price of capacity.
However, the fact that two segments of the CF may be tight in a
given period renders an intuitive expression hard to obtain. We
now argue that the dual variables lt are a more informative
estimate of the dual price of capacity in our CF formulation. An
optimal solution to our CF formulation will have at most two
segments of the CF tight, yielding two different sct values for a
given period. While these values are governed by (42), they do not
provide a single number that can be used as the dual price of
capacity. However, the extra decision variables Zt in Eq. (16)
multiply the output corresponding to the resource load; therefore
an arbitrarily small increase in the right hand side of (29) will
increase our capacity as well for all linear segments related to that
period. Therefore, the dual variable associated with (29), lt,
provides one unique number, which represents the dual price of
capacity in a given period for the CF model. To derive values for lt,
note that in any given optimal solution we need to have Zt ¼1.
Therefore, by complementary slackness applied to (35) we have
X c
ð50Þ
b sct ¼ lt
c
This expression defines one dual price of capacity for each
period in a clearly structured fashion that incorporates all positive
sct values. An added advantage of (50) is that it does not require
any assumptions and is valid for any given optimum solution.
To sum up our findings so far, the dual price of capacity in a
congested interval is jointly defined by expressions (47), (49), and
(50). On reflection, this is intuitive—the dual prices depend on the
shape of the clearing function embodied in the slopes ac and
intercepts bc of the linear segments, the holding cost w of WIP,
and the holding cost h of FGI. Suppose we have a demand spike in
some period that exceeds the capacity of the system. Since
backlogging is not allowed, both the CF and the LP models will
produce earlier and carry inventory in the periods prior to the
spike. If the system operates at high enough utilization to create
a congested interval, our assumptions for (49) hold and the
marginal benefit of an additional unit of capacity in a period
increases. Additional capacity becomes more and more desirable,
i.e. has a higher dual price, as we get closer to the demand spike;
an additional unit of capacity later in the congested period will
save us from having to hold inventory in the first period of the
congested interval and carry it until the current period.
In contrast to the LP model, however, the decision to hold
FGI in the CF model is linked to the holding cost of WIP. The LP
model will not hold FGI until capacity in a period is fully utilized
since WIP costs are not modelled. In the CF model, however, the
amount of WIP required to maintain high levels of utilization will
eventually require very high levels of additional WIP for very little
increase in output. In this situation, eventually the cost of
additional WIP will exceed the cost of carrying FGI for several
periods. Thus the CF model may hold FGI at utilization levels less
than one.
We now examine the behavior of the system in non-congested
periods.
6. Non-congested periods
So far, we have studied congested periods, where we have
Wt 4 0 and Gt ¼ 0. For completeness, we will now consider noncongested periods (see Table 1), where the system works just in
time—utilization is low, so work is released and processed into
output in the same period without WIP being carried between
periods.
Using (21) for simplicity of exposition, we consider a noncongested period with demand dt. Since backlogging is not
allowed, Xt ¼dt. By the definition of a non-congested period, only
the first segment of the CF is tight, yielding
Xt rWt1 þ Rt
8t=
2K
ð51Þ
and an optimal solution will give Wt ¼Wt 1 ¼ It ¼0 and
Rt ¼Rt +Wt 1 ¼Xt ¼dt. Hence this is a highly degenerate solution,
where all four constraints (25), (26), (27), and (29) are tight. In
this situation the critical binding constraint is (25), the demand
constraint, since until demand increases to the point that the
second segment of the CF becomes tight, there is no benefit to
additional capacity or releases. This fact is clearly reflected in
(50)—since in a non-congested period only first segment of the
CF is tight we have sct ¼ 0; 8c a1 and b1 ¼ 0. This clearly
implies lt ¼0. Therefore, the non-congested periods do not yield
any interesting insight on the dual price of capacity, following the
behavior of the LP model when demand is below capacity and no
inventory is required in the future.
7. Numerical examples
In order to illustrate the differences in the dual information
obtained from the LP and the CF models under different
conditions, we examine a numerical example with one product,
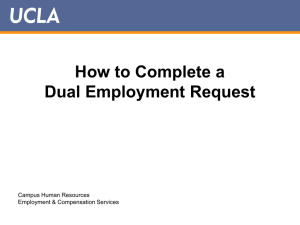
one resource, and a planning horizon of T¼50 periods. We
consider the demand scenario shown in Fig. 2, where demand
remains below the theoretical capacity in the first 30 periods, and
then increases to exceed capacity several times in the latter part
Table 1
Different cases and corresponding variable relationships.
Idle periods
Non-congested periods
Congested periods
Utilization
Wt
Xt
Rt
It
0
Low
High
¼0
¼0
40
¼0
40
40
¼0
40
Z0
¼0
40
Z0
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
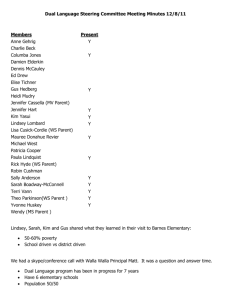
Fig. 2. Demand data for numerical examples.
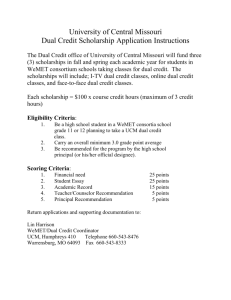
389
Fig. 4. Dual prices from Scenarios 1 and 2.
Table 2
Parameters of linear functions approximating CFs.
CF segment c
1
2
3
4
5
6
7
8
Scenario 2
Scenario 3
Scenario 4
ac
bc
ac
bc
ac
bc
1
0.5
0.1
0
0
10
12
15
1
0.44
0.11
0
0
1.67
6.67
15
1
0.74
0.51
0.33
0.18
0.08
0.02
0
0
0.31
1.23
2.76
4.9
7.65
11.02
15
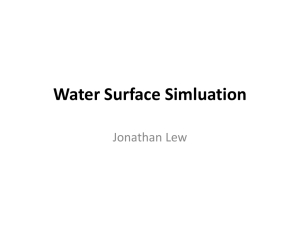
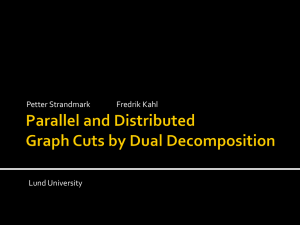
Fig. 3. CFs used in numerical examples.
of the horizon. In all cases we assume costs and the CF are
constant over time.
We solve four different scenarios and compare the dual price
of capacity obtained from each. All scenarios assume the same
demand pattern and theoretical capacity of ct ¼15 units per
period, but differ in the way capacity constraints are implemented. In Scenario 1 we make use of the classical LP formulation with
a fixed capacity of 15 units as seen in Fig. 2. In the remaining three
scenarios we use the CF formulation with different settings.
Scenario 2 uses a CF with 4 segments, whereas Scenario 3 utilizes
the same number of segments to represent a more congested
resource (a CF that is more gradual). Scenario 4 uses the same CF
as Scenario 3, but uses 8 linear segments, making our outer
linearization a more exact representation of the underlying
nonlinear concave function. Table 2 lists the CF parameters and
Fig. 3 illustrates the three different CFs used.
We solved each scenario using the ILOG OPL (2007) environment. The dual prices obtained are plotted in Figs. 4 and 5. For the
classical LP model, we report st and for CF models we report lt.
Since in the first half of the horizon the demand never reaches
the maximum possible output in a period, the conventional LP
model in Scenario 1 yields dual prices of zero for capacity in all
Fig. 5. Dual prices from Scenarios 3 and 4.
periods in this portion of the horizon. In contrast, the dual prices
yielded by all CF model Scenarios 1–3 are positive whenever
production takes place, and increase or decrease based on
resource utilization even though utilization is well below one.
This suggests that at utilization levels below one, the conventional
LP representation of capacity provides limited dual information.
In Fig. 4 we observe that during periods 27–39 and 40–47,
when utilization is high, CF dual prices are consistently higher
than those from the LP model when FGI is present. In these
periods the capacity constraint of the LP model is tight, and in
Scenario 2, we use the dual prices corresponding to the segment
c¼2 being tight. It is interesting, however, that the dual prices
from the two scenarios coincide quite closely. At first sight, this
appears anomalous; at high utilization we would expect long
queues to form, and given the ability of CF models to capture this
effect, the dual price of capacity to be considerably higher in CF
models. In fact, a careful investigation of Fig. 5 reveals that as we
add more segments to the piecewise linearization (Scenario 3
versus Scenario 4) the CF model becomes more sensitive to the
queuing behavior and dual prices start to climb. These observations suggest that Scenario 2 underestimates the dual price of
capacity in regions of high utilization due to the piecewise linear
approximation and limited number of segments.
Examining the output from the first and second scenarios in
Fig. 6 we see that the LP model runs longer at full capacity, while
the CF model elects to hold FGI and run below full capacity in
periods 28–33 and 40–48. This latter behavior is frequently
observed in real systems, where full utilization is never achieved
but inventories are frequently present.
These observations suggest that in order to obtain more
accurate dual prices, the piecewise linearization of the CF must be
more detailed in the region corresponding to higher utilization
levels. For intuition, we can consider expression (47) for the dual
prices when a single linear segment is tight at optimality. Since
the slope ac ðtÞ of the clearing function is in the denominator,
small changes in this parameter, especially as it approaches zero
with higher values of Wt 1 +Rt, will lead to large changes in the
390
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
Fig. 6. Production (Xt) comparison of Scenarios 1 and 2.
dual price. Hence the use of a limited number of linear segments
will lead to underestimation of the dual price of capacity at high
utilization levels, despite the fact that previous studies have not
shown this to be a major issue when CF models are used purely
for production planning.
8. Managerial insights
Our results suggest that in congested periods, the dual price of
capacity in the CF model depends on the shape of the CF and the
holding costs of WIP and FGI in a tightly coupled manner.
The shape of the CF in our model embodies the characteristics of
the production resource under consideration, effectively determining how much WIP is required for a given output level.
Clearly, the dual price of capacity increases as the resource
utilization increases, since both b and 1/a increase with utilization. Moreover, the dual price of capacity increases linearly when
FGI is held in congested periods. In non-congested periods, where
resource utilization is low, the solution is degenerate, and the CF
model does not yield any interesting insights on dual behavior.
Relative to the body of work summarized earlier that utilizes
dual prices of capacity in decision-making, the main feature of our
paper is to point out the deficiencies of traditional LP models in
estimating the value of capacity. We further show that CF
formulations provide richer dual information that is consistent
with queuing models and industrial experience. Therefore,
decision makers should be aware of the problems associated
with certain production planning models that do not capture
queuing effects. This is of particular interest in applications where
dual prices of resources may be informative, such as estimation of
setup costs, dispatching, and overhead allocation mentioned
earlier.
9. Conclusions
We have presented a comparison of the dual prices for
capacity yielded by a conventional LP model and a model based
on clearing functions under some simplifying assumptions. The
dual prices generated by the CF model have the desirable property
that positive dual prices are obtained at utilization levels less than
one, while the conventional model yields zero prices. On the other
hand, the use of piecewise linear approximation to the clearing
function can result in underestimation of true prices at high
utilization levels. Our results also show that the CF model exhibits
more realistic behavior than the classical LP model, holding FGI at
utilization levels of less than one.
The results in this paper show that the CF model effectively
addresses several of the conceptual difficulties associated
with classical LP models of production facilities. Extensive
experimental studies in multi-stage, multi-product environments,
i.e. Asmundsson et al. (2006) and Missbauer (2002), have shown
that when the CF is fitted appropriately, the CF models yield
significantly more realistic results than classical LP models. In
more complex production-inventory systems with multiple
stages and multiple products, multiple interactions between
WIP, demand, CF shape, and finished goods inventories between
production stages render concise analytical expressions for dual
prices hard to obtain, although numerical values of dual prices are
straightforward. A systematic study of the relationships between
prices obtained from our CF model and those obtained by other
methods, such as the queuing-based approaches of Banker et al.
(1986) and Morton and Singh (1988), is also an interesting
direction for future work.
Acknowledgements
The research of Reha Uzsoy was partially supported by the
National Science Foundation under Grant number DMI-0559136
and a research grant from the Intel Research Council. The research
of Yahya Fathi was partially supported by the National Science
Foundation under Grant number DMI-0321635.
References
Agnew, C., 1976. Dynamic modeling and control of some congestion prone
systems. Operations Research 24 (3), 400–419.
Asmundsson, J.M., Rardin, R.L., Turkseven, C.H., Uzsoy, R., 2009. Production
planning models with resources subject to congestion. Naval Research
Logistics 56, 142–157.
Asmundsson, J.M., Rardin, R.L., Uzsoy, R., 2006. Tractable nonlinear production
planning models for semiconductor wafer fabrication facilities. IEEE Transactions on Semiconductor Manufacturing 19, 95–111.
Banker, R.D., Datar, S., Kekre, S., 1986. Relevant costs, congestion and stochasticity
in production environments. Journal of Accounting and Economics 10,
171–197.
Bazaraa, M.S., Jarvis, J., Sherali, H.D., 2004. Linear Programming and Network
Flows. John Wiley, New York.
Buzacott, J.A., Shanthikumar, J.G., 1993. Stochastic Models of Manufacturing
Systems. Prentice-Hall, Englewood Cliffs, NJ.
Graves, S.C., 1986. A tactical planning model for a job shop. Operations Research
34, 533–552.
Hackman, S.T., Leachman, R.C., 1989. A general framework for modeling
production. Management Science 35, 478–495.
Hoitomt, D., Luh, P.B., Pattipati, K.R., 1993. A practical approach to job shop
scheduling problems. IEEE Transactions on Robotics and Automation 9 (1),
1–13.
Hopp, W.J., Spearman, M.L., 2001. Factory Physics: Foundations of Manufacturing
Management. Irwin/McGraw-Hill, Boston.
ILOG, 2007. ILOG OPL-CPLEX Development System. Retrieved January 12, 2008
from /http://www.ilog.com/products/oplstudio/S.
Johnson, L.A., Montgomery, D.C., 1974. Operations Research in Production
Planning, Scheduling and Inventory Control. John Wiley, New York.
Kaplan, R.S., Thompson, G.L., 1971. Overhead allocation via mathematical
programming models. The Accounting Review 46 (2), 352–364.
Karmarkar, U.S., 1989. Capacity loading and release planning with Work-inProgress (WIP) and lead-times. Journal of Manufacturing and Operations
Management 2, 105–123.
Medhi, J., 1991. Stochastic Models in Queuing Theory. Academic Press.
Missbauer, H., 2002. Aggregate order release planning for time-varying demand.
International Journal of Production Research 40, 688–718.
Missbauer, H., Uzsoy, R. Optimization models for production planning. In: Kempf,
K.G., Keskinocak, P.,Uzsoy, R. (Eds.), Planning Production and Inventories in the
Extended Enterprise: A State of the Art Handbook. Springer, Norwell, MA, in
press.
Modigliani, F., Hohn, F.E., 1955. Production planning over time and the nature of
the expectation and planning horizon. Econometrica 23 (1), 46–66.
Morton, T.E., Lawrence, S.R., Rajagopalan, S., Kekre, S., 1988. SCHED-STAR: a pricebased shop scheduling module. Journal of Manufacturing and Operations
Management 1, 131–181.
Morton, T.E., Singh, M.R., 1988. Implicit costs and prices for resources with busy
periods. Journal of Manufacturing and Operations Management 1,
305–332.
Pahl, J., Voss, S., Woodruff, D.L., 2005. Production planning with load dependent
lead times. 4OR: A Quarterly Journal of Operations Research 3, 257–302.
A. Kefeli et al. / Int. J. Production Economics 131 (2011) 383–391
Riaño, G., 2003. Transient Behavior of Stochastic Networks: Application to
Production Planning with Load-Dependent Lead Times. School of Industrial
and Systems Engineering, Georgia Institute of Technoogy, Atlanta, GA.
Roundy, R.O., Maxwell, W.L., Herer, Y.T., Tayur, S.R., Getzler, A.W., 1991. A pricedirected approach to real-time scheduling of production operations. IIE
Transactions 23 (2), 149–160.
Selc- uk, B., Fransoo, J.C., de Kok, A.G., 2007. Work in process clearing in supply
chain operations planning. IIE Transactions 40, 206–220.
391
Spearman, M.L., 1991. An analytic congestion model for closed production systems
with IFR processing times. Management Science 37 (8), 1015–1029.
Srinivasan, A., Carey, M., Morton, T.E., 1988. Resource Pricing and Aggregate
Scheduling in Manufacturing Systems. Graduate School of Industrial Administration, Carnegie-Mellon University, Pittsburgh, PA.
Voss, S., Woodruff, D.L., 2003. Introduction to Computational Optimization
Models for Production Planning in a Supply Chain. Springer, Berlin,
New York.