Document
advertisement

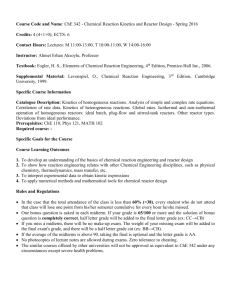
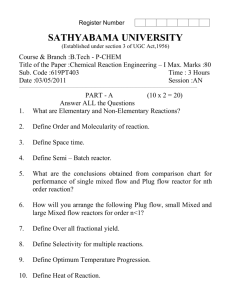
Chapter 4 Isothermal Reactor Design Chemical Reaction Engineering 1 반응공학 1 Objectives • Describe the algorithm that allows the reader to solve chemical reaction engineering problems through logic rather than memorization. • Sizing batch reactors, semi-batch reactors, CSTRs, PFRs, and PBRs for isothermal operation given the rate law and feed conditions. • Studying a liquid-phase batch reactor to determine the specific reaction rate constant needed for the design of a CSTR. • Design of a tubular reactor for a gas-phase reaction. • Account for the effects of pressure drop on conversion in packed bed tubular reactors and in packed bed spherical reactors. • The principles of unsteady operation and semi-batch reactor. Fig. 4-1 Isothermal Reaction Design Algorithm for Conversion 4.1 Design structure for isothermal reactors Algorithm for isothermal reactor design 1. Mole balance and design equation 2. Rate law 3. Stoichiometry 4. Combine 5. Evaluate We can solve the equations in the combine step either A. Graphically (Chapter 2) B. Numerical (Appendix A4) C. Analytical (Appendix A1) D. Software packages (polymath) Algorithm for Isothermal Reactors French Menu Analogy Scale-up of Liquid-Phase Batch Reactor to the Design of a CSTR PAST Laboratory Experiment Pilot plant Operation Full-scale Production High cost of a pilot-plant leads to jump pilot plant operation FUTURE Microplant (Lab-bench-scale unit) Full-scale Production To make this jump successfully requires a through understanding of the chemical kinetics and transport limitations. Batch Operation Algorithm for isothermal reactor design 1. Mole balance and design equation 1 dN A rA V dt 1 dN A d N A / V0 dC A rA V0 dt dt dt 2. Rate law A B 3. Stoichiometry 4. Combination 5. Analytical Evaluation rA kCA2 dC A kCA2 dt dC A kCA2 1 k CA=CAo(1-X) dX CAo =kCAo2(1-X)2 dt dt t X dX 1 kCAo 0 (1-X)2 = dt 0 CA dC A C A0 C A2 irreversible, 2nd order in A 1 1 1 k C A C A0 t dt 0 t 1 t= kCAo ( X 1-X ) Batch Reaction Times A B r dX AV dt N A0 Mole balance Rate law First - order Second order rA kCA rA kCA2 CA Stoichiometry (V=V0) NA C A0 (1 X ) V0 Combine dX k (1 X ) dt dX kCA0 (1 X ) 2 dt Integration 1 1 t ln k 1 X t X kCA0 (1 X ) Batch Reaction Times 1st - order (X 0.9, k 10 -4 s 1 ) tR 1 1 ln k 1 X 2nd order (X 0.9, kC A0 10 3 s 1 ) tR X kCA0 (1 X ) 1 1 ln k 1 0 .9 0.9 kCA0 (1 0.9) 2 .3 k 9 kCA0 2. 3 10 4 1 s 9 10 3 s 1 23,000 sec 9,000 sec 6.4hr 2.5hr Batch Reaction Times (Table 4-2) The order of magnitude of time to achieve 90% conversion For first- and second-order irreversible batch reactions 1st-order k (s-1) 2nd-order kCA0 (s-1) Reaction time tR 10-4 10-3 Hours 10-2 10-1 Minutes 1 10 Seconds 1,000 10,000 Milliseconds Reaction Time in Batch Operation (Table 4-3) 1 1 1 t k C A C A0 2nd order Isothermal Liquid-phase Batch reaction This time is the time t needed to reduce the reactant concentration in a batch reactor from an initial value CA0 to some specified value CA. Typical cycle times for a batch polymerization process tt = tf + te + tR + tc Activity 1. 2. 3. 4. Heat to reaction temperature, te Charge feed to the reactor and agitate, tf Carry out reaction, tR Empty and clean reactor, tc Total cycle time excluding reaction Time (h) 1.5-3.0 1.0-2.0 Varies (5-60) 0.5-1.0 3.0-6.0 Decreasing the reaction time with a 60-h reaction is a critical problem. As the reaction time is reduced, it becomes important to use large lines and pumps to achieve rapid transfer and to utilize efficient sequencing to minimize the cycle time Example 4-1: Design a Reactor Producing Ethylene Glycol Design a CSTR to Produce 200 million pounds of ethylene glycol per year by hydrolyzing ethylene oxide. However, before the design can be carried out , it is necessary to perform and analyze a batch reactor experiment to determine the specific reaction rate constant (kA). Since the reaction will be carried out isothermally, kA will need to be determined only at the reaction temperature of the CSTR. At high temperature there is a significant by-product formation, while at temperature below 40oC the reaction does not proceed at a significant rate; consequently, a temperature of 55oC has been chosen. Since the water is usually present in excess, its concentration may be considered constant during the course of the reaction. The reaction is first-order in ethylene oxide. O CH2-OH CH2-CH2 + H2O A + B H2SO4 Catalyst CH2-OH C Example 4-1: Determining k from Batch Data In the lab experiment, 500mL of a 2 M solution (2 kmol/m3) of EO in water was mixed with 500mL of water containing 0.9 wt % sulfuric acid catalyst. At T=55oC, the CEG was recorded with time. Time (min) 0.0 0.5 1.0 1.5 2.0 3.0 4.0 6.0 10.0 Concentration of EG (kmol/m3) 0.000 0.145 0.270 0.376 0.467 0.610 0.715 0.848 0.957 Problem Solving Algorithm Example 4-1 Determining k from Batch Data A. B. C. Problem statement. Determine the kA D. Sketch Identify C1. Relevant theories Rate law: rA k AC A dN A rAV Mole balance: dt C2. Variables Dependent: concentrations Independent: time C3. Knowns and unknowns Knowns: CEG = f(t) Unknowns: 1. CEO = f(t) 2. kA 3. Reactor volume C4. Inputs and outputs: reactant fed all at once a batch reactor C5. Missing information: None Assumptions and approximations: Assumptions 1. Well mixed 2. All reactants enter at the same time 3. No side reaction 4. Negligible filling and emptying time 5. Isothermal operation Approximations 1. Water in excess (CH2O~constant) E. Specification. The problem is neither overspecified nor underspecified. F. Related material. This problem uses the mole balances developed in Chap. 1 for a batch reactor and the stoichiometry and rate laws developed in Chap. 3. G. Use an Algorithm. dCA = -kCA dt - CA dC A CA0 CA = k t dt 0 ln CAo = kt CA CA = CAoe-kt A + B C NC=NAoX=NAo-NA CC=NC/V=NC/Vo= CAo-CA=CAo- CAoe-kt =CAo(1-e-kt) Rearranging and taking the logarithm of both side yields ln C A0 C C kt C A0 We see that a plot ln[(CA0-CC)/CA0] as a function of t will be a straight line with a slope –k. k ln 10 2.3 0.311 min 1 t 2 t1 8.95 1.55 rA (0.311 min 1 )C A Design of CSTR Design Equation for a CSTR Mole balance V FA0 X (rA ) exit C CA V v0 A0 rA V C A0 C A v0 rA the space time For a 1st-order irreversible reaction, the rate law is Rate law Combine rA kCA C A0 C A kCA Solving for the effluent concentration of A, we obtain CA C A0 C A0 (1 X ) 1 k X k 1 k Relationship between space time and conversion for a 1storder liquid-phase rxn Reaction Damköhler number Da rA0V Rate of Reaction at Entrance " a reaction rate" FA0 Entering Flow Rate of A " a convection rate" The Damkohler is a dimensionless number that can give us a quick estimate of the degree of conversion that can be achieved in continuousflow reactor. rA0V kCA0 0V k FA0 v 0 C A0 For 1st-order irreversible reaction Da For 2nd-order irreversible reaction rA0V kCA2 0V Da kCA0 FA0 v0C A0 Da 0.1 will usually give less than 10% conversion. Da 10.0 will usually give greater than 90% conversion. Da k For first order reaction, X = = 1 + Da 1 + k CSTRs in Series CA1, X1 CA0 v0 CA2, X2 -rA1, V1 -rA2, V2 For first-order irreversible reaction with no volume change (v=v0) is carried out in two CSTRs placed in series. The effluent concentration of A from reactor 1 is C A1 C A0 1 1k1 From a mole balance on reactor 2, V2 FA1 FA2 v0 C A1 C A2 rA2 k 2 C A2 CSTRs in Series Solving for CA2, the concentration exiting the second reactor, we get C A2 C A0 C A1 1 2 k 2 1 2 k 2 1 1k1 If instead of two CSTRs in series we had n equal-sized CSTRs connected in series (1 = 2 = … = n = i = (Vi/v0)) operating at the same temperature (k1 = k2 = … = kn = k), the concentration leaving the last reactor would be C An C A0 1 k n C A0 1 Da n The conversion and the rate of disappearance of A for these n tank reactors in series would be X 1 1 1 k n X= 1-CA/CAo 1 =1(1+Da)n rAn kCAn kCA0 1 k n Conversion as a Function of Reactors in Series for different Damkohler numbers for a first-order recation Da=k=1 Da=k=0.5 Da=k=0.1 Da 1, 90% conversion is achieved in two or three reactors; thus the cost of adding subsequent reactors might not be justified Da ~0.1, the conversion continues to increase significantly with each reactor added CSTRs in Parallel A balance on any reactor i, gives the individual reactor volume Xi Vi FA0i rAi FA0 1 FA0 i -rA1, V1, X1 X1 X 2 X n X i rA1 rA2 rAn rA The volume of each individual reactor, Vi, is related to the total volume, V, of all the reactors, and similar relationship exists for the total molar flow rate FA0 V Vi FA0i n n -rAi, Vi n -rAn, Vn CSTRs in Parallel Substituting these values into Eq (4-12) yields F FA0i A0 n V Vi n Xi Vi FA0i rAi FA01 FA0 1 FA0i -r-r A1, V , 1V, X1 A1 1 i V FA 0 X i n n rAi V FA0n -r-r , ,VVi, i Xi AiAi FA 0 X i FA 0 X rAi rA The conversion achieved in any one of the reactors in parallel is identical to what would be achieved if the reactant were fed in one stream to one large reactor of volume V n -r-rAn, ,VVn, Xn An n A Second-Order Reaction in a CSTR For a 2nd-order liquid-phase reaction being carried out in a CSTR, the combination of the rate law and the design equation yields V FA0 X FA0 X rA kCA2 We solve the above eq. for X: X (4-14) For const density v=v0, FA0X=v0(CA0-CA) C C V A0 2 A v0 kCA Using our definition of conversion, we have X (4-15) 2 kCA0 (1 X ) 1 2kCA0 1 2kCA0 2 2kCA0 2 2kCA0 1 2kCA0 1 4kCA0 2kCA0 1 2Da 1 4Da (4-16) 2Da The minus sign must be chosen in the quadratic equation because X cannot be greater than 1. A Second-Order Reaction in a CSTR 0.88 0.67 6 60 Example 4-2: Producing 200 Million Pound/Year in a CSTR A 1 lb mol/ft3 solution of ethylene oxide (EO) in water is fed to the reactor together with an equal volumetric solution of water containing 0.9 wt% of the catalyst H2SO4. The specific reaction rate constant is 0.311 min-1. (a) If 80% conversion is to be achieved, determine the necessary CSTR volume. (b) If two 800-gal reactors were arranged in parallel, what is the corresponding conversion? (c) If two 800-gal reactors were arranged in series, what is the corresponding conversion? Tubular Reactors - 2nd-order gas-phase reaction - Turbulent - No dispersion - No radial gradients in T, u, or C Rate law V FA 0 X dX kCA2 0 For Liquid-Phase Reaction PLUG-FLOW REACTOR V FA 0 PFR mole balance FA 0 X dX must be used when there is a DP or heat exchange between PFR & the surrounds. In the absence of DP or heat exchange, the integral form of the PFR design equation is used. V FA 0 X 0 dX rA dX kC (1-X) v X = kC ( 1-X ) X ( 1-X ) 0 kC 2 A dX rA dV X = FAo 0 2 Ao 2 o Ao 1 V/vo= = kC Ao Da2 kCAo X= = 1+kCAo 1 + Da2 (Da2=Damköhler number for a 2nd-order RXN) For n-th order RXN, Dan=kCAon-1 For Gas-Phase Reaction V FA 0 X 0 dX kCA2 Conversion as a Function of Distance Down the Reactor v=vo(1+X) v (1 0.5 X )v0 the reactant spends more time v (1 2 X )v0 the reactant spends less time ö V(m3) The volumetric flow rate decreases with increasing conversion, and the reactant spends more time in the reactor than reactants that produce no net change in the total number of moles. Change in Gas-Phase Volumetric Flow Rate Down the Reactor v=vo(1+X) Example 4-3: Determination of a PFR Volume Determine the PFR volume necessary to produce 300 million pounds of ethylene a year from cracking a feed stream of pure ethane. The reaction is irreversible and follows an elementary rate law. We want to achieve 80% conversion of ethane, operating the reactor isothermally at 1100K at a pressure of 6 atm. C2H6 (A) C2H4 (B) + H2 (C) FB=300x106 lb/year=0.340 lb-mol/sec FB=FAoX FAo=FB/X=0.340/0.8=0.425 lb-mol/sec Pressure Drop in Reactors In liquid-phase reaction - the concentration of reactants is insignificantly affected by even relatively large change in the total pressure - ignore the effect of pressure drop on the rate of reaction when sizing liquid-phase chemical reactors - that is, pressure drop is ignored for liquid-phase kinetics calculations In gas-phase reaction - the concentration of the reacting species is proportional to the total pressure - the effects of pressure drop on the reaction system are a key factor in the success or failure of the reactor operation - that is, pressure drop may be very important for gas-phase reactions Pressure Drop and Rate Law • For an ideal gas, Fi FA0 i vi X Ci v v0 (1 X )( P0 / P)(T / T0 ) (4-18) 기상반응에서는 반응 성분 의 농도가 반응압력에 비례 하므로 압력강하에 대한 고려가 필수적이다. i vi X P To C i C A0 1 X P0 T - determine the ratio P/P0 as a function of V or W - combine the concentration, rate law, and design equation - the differential form of the mole balance (design equation) must be used Pressure Drop and Rate Law • For example, - the second order isomerization reaction in a packed-bed reactor 2A B + C -the differential form of the mole balance FA0 - rate law dX rA dW gmoles g catalyst min rA kCA2 -from stoichiometry for gas-phase reactions 1 X P T0 C A C A0 1 X P0 T Pressure drop and the rate law • Then, the rate law 1 X rA k C A0 1 X P T0 P T 0 2 (4-20) - the larger the pressure drop from frictional losses, the smaller the reaction rate • Combining with the mole balance and assuming isothermal operation (T=To) FA0 dX C A0 (1 X ) k dW 1 X 2 P P 0 • Dividing by FA0 dX kCA0 dW v0 1 X P 1 X P0 2 2 2 Pressure Drop and Rate Law • For isothermal operation (T =T0) -a function of only conversion and pressure dX f ( X , P) dW (4-21) -Another equation is needed to determine the conversion as a function of catalyst weight - that is, we need to relate the pressure drop to the catalyst weight P f (W ) Flow Through a Packed Bed • The majority of gas-phase reactions are catalyzed by passing the reactant through a packed of catalyst particles • Ergun equation: to calculate pressure drop in a packed porous bed dP G 1 150 (1 ) 1.75G 3 dz g c D p Dp laminar (4-22) turbulent G=u=superficial mass velocity [g/cm2s]; u=superficial velocity [cm/s]; Dp=diameter of particle in the bed [cm]; f=porosity=volume of void/total bed volume; 1- f =volume of solid/total bed volume • The gas density is the only parameter that varies with pressure on the right-hand side. So, calculate the pressure drop through the bed laminar turbulent Flow through a Packed Bed • Equation of continuity 0 m m m o=m 0 v0 v - steady state the mass flow rate at any point is equal to the entering mass flow rate • Gas-phase volumetric flow rate T FT T F 0 T0 (3-41) v0 P T0 FT 0 0 v P0 T FT (4-23) P v v0 0 P • Then, 0 Pressure Drop in a Packed Bed Reactor • then, Ergun equation dP G(1 ) dz 0 g c D p 3 • Simplifying We need 150 (1 ) P0 1.75G Dp P P0 T FT dP 0 dz P T0 FT 0 (4-24) G(1 ) 150 (1 ) 0 1.75G (4-25) 3 Dp 0 g c D p dP dW • The catalyst weight, W T FT T F 0 T0 (1 ) Ac z c Volume of solid dW Density of solid catalyst c (1 ) Ac dz (4-26) Pressure Drop in a Packed Bed Reactor • then, Ergun equation • Simplifying Let y=P/Po 0 P0 T FT dP dW Ac (1 ) c P T0 FT 0 (4-27) P0T dP T F dy (1 X ) 2y To dW 2 T0 PF/ P 0 (4-28) 2 0 Ac c (1 ) P0 (4-29) dP T P0 dW 2 T0 P / P0 F FT FT 0 FT 0 X FT 0 1 A0 X FT 0 FT F T0 FT 1 X FT 0 y A0 FA0 FT 0 Pressure drop in a packed bed reactor dP T P0 dy (1+X)(1 X ) 2y dW 2 T0 P / P0 (4-30) ε < 0, the pressure drop (DP) will be less than ε = 0 ε > 0, the pressure drop (DP) will be greater than ε = 0 • For isothermal operation dP f ( X , P) dW and dX f ( X , P) dW (4-31) • The two expressions are coupled ordinary differential equations. We can solve them simultaneously using an ODE solver such as Polymath. • For the special case of isothermal operation and ε = 0, we can obtain an analytical solution. • Polymath will combine the mole balance, rate law and stoichiometry Pressure Drop in a Packed Bed Reactor dP T P0 dy (1+X)(1 X ) 2y dW 2 T0 P / P0 (4-30) Analytical Solution If ε = 0 or ε X ≪ 1, we can obtain an analytical solution to Eq. (4-30) for isothermal operation (i.e., T=T0). For isothermal operation with ε = 0, Eq. (4-30) becomes dy dP P0 2y dW 2 ( P / P0 ) Isothermal (T=To) with ε = 0 dy 2y dW = - At W=0, y=1 (P/Po=1) y2= 1- w dy2 dW = - Pressure Drop in a Packed Bed Reactor If ε = 0 or ε X ≪ 1, we can obtain an analytical solution to Eq. (4-30) for isothermal operation (i.e., T=T0). For isothermal operation with ε = 0, Eq. (4-30) becomes Pressure ratio only for ε = 0 y= P 1 W P0 (4-33) 2 0 Ac (1 ) c P0 (1 ) Ac z c (4-26) 2 0 z P y= =f (z) 1 P0 P0 (4-34) W Pressure as a function of reactor length, z Pressure Drop in Pipes Pressure drop along the length of the pipe dP d 2 fG 2 G dL dL D P dP 2 fG 2 2 dP 0 G 0 P0 dL PdL D Integrating with P=P0 at L=0, and assuming that f = constant 0 P02 P 2 P P L G 2 0 2 f ln 0 2 0 D P Rearranging, we get P0 1 pV P 4 fG 2 p 0 P0 Ac D Example 4-4: 1½” schedule 40 x1000-ft L (p=0.018), DP<10% Analytical Solution for Reaction with Pressure Drop Conversion as a function of catalyst weight 2nd-order isothermal reaction A B dX r A dW Gas-phase isothermal with =0 C A C A0 (1 X ) FA0 dX kCA2 0 (1 X ) 2 1 W dW at X 0, W 0 and FA0 C A0 v0 rA kCA2 y= 2 Separating variable and Integrating Rate law: Stoichiometry: dX kCA2 0 (1 X ) 2 1 W 1/ 2 dW FA0 Mole balance: F A0 Combining P P0 P 1 W P0 C A C A0 (1 X )(1 W )1/ 2 v0 X W W 1 2 kCA0 1 X kCA0W W 1 v0 2 X kC W W 1 A0 1 v0 2 (4-38) Reaction with Pressure Drop Conversion as a function of catalyst weight kCA0W W 1 v0 2 X kC W W 1 A0 1 v0 2 (4-38) Catalyst weight for 2nd-order isothermal reaction in PFR with DP 1 1 (2v0 ) / kCA0 X /(1 X )1/ 2 W (4-39) Reaction with Pressure Drop Conversion as a function of catalyst weight For gas phase reactions, as the pressure drop increases, the concentration decreases, resulting in a decreased rate of reaction, hence a lower conversion when compared to a reactor without a pressure drop. Example 4-5 and Example 4-6 지금까지 배운 지식을 활용하여 적들이 방심하고 있는 사이에 이 예제들은 집에서 풀어 봐야지... Spherical Packed-Bed Reactors Spherical Ultraformer Reactor (Amoco) for dehydrogenation reaction such as Paraffin Aromatic + 3 H2 Spherical reactor - minimize pressure drop - inexpensive - the most economical shape for high pressure Coordinate system and variables used with a spherical reactor Synthesizing a Chemical Plant Always challenge the assumptions, constraints, and boundaries of the problem The profit from a chemical plant will be the difference between income from sales and the cost to produce the chemical Profit = (value of products) – (cost of reactants) – (operating costs) – (separation costs) The operating cost: energy, labor, overhead, and depreciation of equipment Production of Ethylene Glycol 402 million lbC2H6 /yr 1 H2, C2H4 C2H6 C2H4 + H2 2 V=81 ft3, X=0.8 C2H6 O2, C2H4, N2, C2H4O separator Ag C2H4+ ½ O2 C2H4O 6 5 C2H4O 3 4 separator H2O C2H4 W=45,440 lb, X=0.6 7 8 H2O, 0.9wt% H2SO4 C2H4O(aq) 9 V=197 ft3, X=0.8 absorber Cat. C2H4O + H2O CH2OH CH2OH 200 million lb EG/yr Air Synthesizing a Chemical Plant Ethylene glycol = $0.38/lb (2x108 lb/yr) Ethane = $0.04/lb (4x106 lb/yr) Sulfuric acid = $0.043/lb (2.26x108 lb/yr) Operating cost = $8x106/yr Profit = ($0.38/lb x 2x108 lb/yr) – ($0.04/lb x 4x108 lb/yr) -($0.043/lb x 2.26x106 lb/yr) – ($8x106/yr) = $52 million How the profit will be affected by conversion, separation, recycle stream, and operating costs? Using CA (liquid) and FA (gas) in the mole balance and rate laws More convenient to work in terms of the number of moles or molar flow rate rather than conversion. Membrane reactor, multiple reaction, and unsteady state Must write a mole balance on each species when molar flow rates (Fi) and concentrations (Ci) are used as variables b c d A B C D a a a rC rD rA rB a b c d rA k AC A C B Liquid Phase For liquid-phase reaction with no volume change Concentration is the preferred variable aA bB cC dD b c d A B C D a a a Mole balance for liquid-phase reactions Batch dC A rA dt dC B b rA dt a CSTR v 0 (C A 0 C A ) V rA v 0 (C B 0 C B ) V (b / a ) rA PFR dC A v0 rA dV dC B b v0 rA dV a PBR dC A v0 rA dW dC B b v0 rA dW a Gas Phase For gas phase reactions need to be expressed in terms of the molar flow rates dF j dV rj (1-11) Fj C j CT 0 FT dy - FT = dW 2y FTo P P 0 y T0 T (3-42) (4-28, T=To) Total molar flow rate n FT F j 1 j = FA + FB + FC + FD + FI Algorithm for Gas Phase Reaction aA bB cC dD Mole balances: Batch CSTR PFR dN A rAV dt F FA V A0 rA dFA rA dV dN B rBV dt F FB V B0 rB dFB rB dV dN C rCV dt F FC V C0 rC dFC rC dV dN D rDV dt F FD V D0 rD dFD rD dV Algorithm for Gas Phase Reaction Rate law: rA k AC A CB Stoichiometry: Relative rate of reaction: r rA r r B C D a b c d b rB rA a Concentration: Total molar flow rate: c rC rA y a d rD rA a C A CT 0 FA P T0 FT P0 T C B CT 0 FB P T0 FT P0 T CC CT 0 FC P T0 FT P0 T C D CT 0 FD P T0 FT P0 T FT FA FB FC FD Algorithm for Gas Phase Reaction Combine: dFA FA k ACT 0 dV FT dFC c FA k ACT 0 dV a FT FB FT FB FT dFB b FA k ACT 0 dV a FT dFB d FA k ACT 0 dV a FT FB FT FB FT - Specify the parameter values: kA, CT0, , , T0, a, b, c, d - Specify the entering number: FA0, FB0, FC0, FD0, and final value: Vfinal Use an ODE solver Microreactors Microreactors are used for the production of special chemicals, combinatorial chemical screening, lab-on-a-chip, and chemical sensors. Example 4-7: Gas-Phase Reaction in a Microreactor The gas phase reaction, 2NOCl 2NO + Cl2, is carried out at 425oC and 1641 kPa (16.2 atm). Pure NoCl is to be fed, and the reaction follows an elementary rate law. It is desired to produce 20 tons of NO per year in a micro reactor system using a bank of ten microreactors in parallel. Each microreactor has 100 channels with each channel 0.2 mm square and 250 mm in length. Plot the molar flow rates as a function of volume down the length of the reactor. The volume of each channel is 10-5 dm3. Rate constant and activation energy (given): k=0.29 dm3/mol-sec at 500K with E=24 kcal/mol To produce 20 tons/year of NO at 85% conversion would require a feed rate of 0.0226 mol/s. Solution For one channel, FAo=22.6 mol/s FB=19.2 mol/s, X=0.85 2NOCl 2NO + Cl2 2A 2B + C A B +1/2C 1. Mole balance: dF j dV dFA = rA dV dFB = rB dV dFC = rC dV rj 2. Rate law: -rA=kCA2, k=0.29 dm3/mol-sec 3. Stoichiometry: Gas phase with T=To and P=Po, then v=vo(FT/FTo) 3-1. Relative rate rB rA = 1 -1 rC = 1/2 rB = -rA, rC= -0.5rA 3-2. Concentration By applying Equation (3-42) CA=CTo(FA/FT), CB=CTo(FB/FT), CC=CTo(FC/FT) with FT=FA+FB+FC 4. Combine 5. Evaluate -rA=kCA2=kCTo2(FA/FT)2 dFA = -kCTo2(FA/FT)2 dV dFB = kCTo2(FA/FT)2 dV dFC = 0.5kC 2(F /F )2 To A T dV CTo=Po/RT=(1641)/(8.314)(698K) =0.286 mol/dm3=0.286 mmol/cm3 Use Polymath to solve the ODE FA FB FC Membrane Reactors Membrane reactors can be used to achieve conversions greater than the original equilibrium value. These higher conversions are the result of Le Chatelier's Principle; you can remove one of the reaction products and drive the reaction to the right. To accomplish this, a membrane that is permeable to that reaction product, but is impermeable to all other species, is placed around the reacting mixture By having one of the products pass throughout the membrane, we drive the reaction toward completion What kinds of membrane reactors are available? Membrane reactors are most commonly used when a reaction involves some form of catalyst, and there are two main types of these membrane reactors: the inert membrance reactor and the catalytic membrane reactor. The inert membrane reactor allows catalyst pellets to flow with the reactants on the feed side (usually the inside of the membrane). It is known as an IMRCF, which stands for Inert Membrane Reactor with Catalyst on the Feed side. In this kind of membrane reactor, the membrane does not participate in the reaction directly; it simply acts as a barrier to the reactants and some products. A catalytic membrane reactor (CMR) has a membrane that has either been coated with or is made of a material that contains catalyst, which means that the membrane itself participates in the reaction. Some of the reaction products (those that are small enough) pass through the membrane and exit the reactor on the permeate side. Membrane Reactors Inert membrane reactor with catalyst pellets on the feed side (IMRCF) C6H12 C6H6 + 3H2 H2 molecule is small enough to diffuse through the small pore of the membrane while C6H12 and C6H6 cannot.. Membrane Reactors Catalytic membrane reactor (CMR) C6H12 C6H6 + 3H2 Membrane reactors are commonly used in dehydrogenation reactions (e.g., dehydrogenation of ethane), where only one of the products (molecular hydrogen) is small enough to pass through the membrane. This raises the conversion for the reaction, making the process more economical. Dehydrogenation Reaction According to The DOE, an energy saving of 10 trillion Btu per year could result from the use of catalytic membrane reactors as replacements for conventional reactors for dehydrogenation reactions such as the dehydrogenation of ethylbenzene to styrene. A CH2CH3 B +C CH=CH + H2 (B) C4H10 C3H8 C4H8 + H2 (B) C3H6 + H2 (B) Basic Algorithm for Membrane Reactor (Example 4-8) DV RB P=8.2 atm FA T=227oC F FA0=10mol/min B FA FB FC A B +C KC=0.05 mol @227oC membrane V+DV RB=kcCB There are two “OUT” terms 1. Mole balance: for a differential mole balance on B in the catalytic bed at steady state for a differential mole balance on A in the catalytic bed at steady state FA V FA V DV rA DV 0 dFA rA dV for a differential mole balance on C in the catalytic bed at steady state FB V FB V DV RB DV rB DV 0 dFB rB RB dV dFC rC dV Basic Algorithm for Solving Reaction in the Membrane Reactor 2. Rate law: C C rA k C A B C KC ; rB rA ; rC rA 3. Transport out the sides of the reactor: RB kC CB kc is a transport coefficient. kc=f(membrane & fluid properties, tube diameter…) constant 4. Stoichiometry: C A CT 0 F FA F ; C B CT 0 B ; CC CT 0 C FT FT FT FT FA FB FC rA rB rC Basic Algorithm for Solving Reaction in the Membrane Reactor 5. Combining and Summarizing: dFA rA ; dV FB dFB rA k c CT 0 dV FT FA rA k c CT 0 FT CT 0 KC ; FB FT dFC rA dV FC FT FT FA FB FC 6. Parameter evaluation: CT0=0.2 mol/L, k=0.7 min-1, KC=0.05 mol/L, kc=0.2 min-1 FA0=10 mol/min, FB0=FC0=0 7. Numerical solution: Solve with POLYMATH or MATLAB Effects of Side Stream, RB=kcCB in a membrane reactor 10 kc=0.20 min-1 FC FA FB FA 5 Conversion X=(10-4)/10=0.6 FB FC 0 0 100 200 300 400 500 Reactor volume, V [L] Large side stream Little side stream 10 10 FB kc=20 FC FA FA 5 FC 0 0 FB FA FB 100 200 kc=0.0022 min-1 min-1 FA 5 FB FC FC 300 400 Reactor volume, V [L] 500 0 0 100 200 300 400 Reactor volume, V [L] 500 Unsteady-State Operation of Stirred Reactors Determine the time to reach steady-state operation Predict the concentration and conversion as a function of time B C A Semibatch reactor (b) ammonolysis, chlorination, hydrolysis (c) acetylation reaction, esterification reaction A, B Startup of a CSTR Time to Reach Steady State for a First-Order Reaction in a CSTR To determine the time to reach steady-state operation of a CSTR, we begin with the general mole balance equation applied to a well-mixed CSTR. FA0 FA rAV dN A dt (4-45) Utilizing the definitions of FA and NA, we have C A0 v0 C A v rAV d (C AV ) dt Conversion does not have any meaning in startup because one cannot separate moles reacted from moles accumulated. Consequently, we must use concentration as the variable in our balance equation. For liquid-phase reactions V =V0 and for a constant overflow, v =v0. After dividing by v0 and replacing V/v0 by the space time , we find that C A0 C A rA dC A dt (4-46) Startup of a CSTR For a first-order reaction: rA kCA C dC A 1 k C A A0 dt Solution CA C A0 1 k t 1 exp ( 1 k ) (4-47) Letting ts be the time necessary to reach 99% of the steady state concentration, CAS: C AS C A0 1 k Rearranging (4-46) for CA=0.99CAS yields t S 4 .6 1 k (4-48) Startup of a CSTR Time to reach steady state in an isothermal CSTR t S 4 .6 1 k (4-48) For slow reactions : t S 4.6 For rapid reactions: tS 4.6 k (4-49) (4-50) For most first-order system, steady state is achieved in three to four space times Semibatch Reactors A B C 0 B Semibatch reactor volume as a function of time 0 B v0C A VrA A A 0 - [ out ] 0 rAV + [ gen. ] rAV (t ) 0 v0 = [ acc. ] dN A dt d C AV VdC A C A dV dt dt dt [ in ] (4-51) (4-52) 0 dV v0 dt 0 (4-56) d (V ) dt for 0 - [ out ] FB 0 0 + [ gen. ] = [ acc. ] rBV (t ) dN B dt dN B rBV FB 0 dt (4-57) dN B d (VC B ) dC B dV CB V dt dt dt dt - [ out ] + [ gen. ] = [ acc. ] VdC A dt Mole balance on specials B: Mass balance of all specials: [ in ] (4-55) v dC A rA 0 C A dt V Mole balance on specials A: [ in ] V V0 0t (4-53) (4-54) rBV FB 0 rBV v0 C B 0 v (C C B ) dCB rB 0 B 0 dt V (4-58) Example 4-9: Isothermal Semibatch Reactor with 2nd–order Reaction CNBr + CH3NH2 CH3Br + NCNH2 A + B C + D dN C rCV rAV dt dN C d (CCV ) dCC dV V CC dt dt dt dt Isothermal elementary reaction in a semibatch reactor t=0, CA=0.05 gmol/, CB=0.025 gmol/ℓ, v0=0.05ℓ/s, k=2.2ℓ/s·mol, V0=5ℓ V Mole balance of A, B, C, and D rA kCAC B A v dC A kCAC B 0 C A dt V B v dCB kCAC B 0 (C B 0 C B ) dt V V V0 v0 t dCC v0 CC dt C dCC v kCAC B 0 CC dt V D v dC D kCAC B 0 C D dt V Conversion, X X N A0 N A C A0V0 C AV N A0 C A0V0 Concentration-time Trajectories in Semibatch Reactor 0.05 CNBr + CH3NH2 CH3Br + NCNH2 (A) (B) (C) (D) 0.04 Concentration t=0, CA=0.05 gmol/, CB=0.025 gmol/ℓ, v0=0.05ℓ/s, k=2.2ℓ/s·mol, V0=5ℓ 0.03 CA 0.02 CC 0.01 CB 0.00 0 100 200 300 Time 400 500 Reaction Rate-time Trajectories in Semibatch Reactor Reaction rate [mole/s•L) 0.0025 CNBr + CH3NH2 CH3Br + NCNH2 (A) (B) (C) (D) 0.0020 t=0, CA=0.05 gmol/, CB=0.025 gmol/ℓ, v0=0.05ℓ/s, k=2.2ℓ/s·mol, V0=5ℓ 0.0015 0.00010 0.00005 0.00 0 50 100 150 200 250 Reactor Equations in terms of Conversion in semibatch reactor A B C D The number of moles of A remaining at any time , t 0 0 B B number of moles number of moles number of moles of A in the vat of A in the vat of A reacted up at time t initially to time t NA N A0 N A0 X A (4-59) where X is the mole of A reacted per mole of A initially in the vat. The number of moles of B remaining at any time , t number of moles number of moles number of moles number of moles of B in the vat of B in the vat of B added to of B reacted up at time t initially the vat to time t NB N Bi t F 0 B 0 dt N A0 X (4-60) For a constant molar feed rate N B N Bi FB0t N A0 X (4-61) A Reactor Equations in terms of Conversion in semibatch reactor 0 0 B B A B C D The concentration of A and B A A CA N (1 X ) NA A0 V V0 v0 t CB N FB 0 t N A0 X NB Bi V V0 v0 t CC NC N A0 X V V0 v0 t CA N A0 X ND V V0 v0 t A mole balance on specials A: rAV dN A dt (4-62) The number of moles of C and D cab be taken directly from the stoichiometric table N C N Ci N A0 X (4-63) N D N Di N A0 X Combine The rate law (reversible 2nd-order reaction) C C rA k C AC B C D KC (4-66) dX k 1 X N Bi FB 0t N A0 X N A0 X 2 / K C dt V0 v0t (4-65) (4-66) can be solved numerically Equilibrium conversion in semibatch reactor 0 0 B B A A For reversible reactions carried out in a semibatch reactor, the maximum attainable conversion (i.e., the equilibrium conversion) will change as the reaction proceeds because more reactant is continually to the right. A B CD The rate law (reversible 2nd-order reaction) C C rA k C AC B C D KC Equilibrium conversion in a semibatch reactor KC CCe C De ( N Ce / V )( N De / V ) C AeC Be ( N Ae / V )( N Be / V ) KC N Ce N De N Ae N Be ( N A0 X e )( N A0 X e ) N A0 (1 X e )( FB 0 t N A0 X e ) N A0 X e2 (1 X e )( FB 0 t N A0 X e ) N A0 t K C FB 0 2 X e KC X e 1 X e (4-68) (4-69) 2 FB 0 t FB 0 t F t K C 1 4( K C 1) K C B 0 K C 1 N A0 N A0 N A0 Xe 2( K C 1) (4-70) Reactive Distillation The distillation of chemically reacting mixtures has become increasingly common in chemical industries. Carrying out these two operations, reaction and distillation, simultaneously in a single unit results in significantly lower capital cost and operating costs. Reactive distillation is particularly attractive when one of the reaction products has a lower boiling point, resulting in its volatilization from the reacting liquid mixture. Reactive Distillation An example of reactive distillation is the production of methyl acetate: By continually removing the volatile reaction product, methyl acetate, from the reacting liquid-phase reaction, the reverse reaction is negligible and the reaction continues to proceed towards completion in the forward direction. Reactive distillation is used with reversible, liquid phase reactions. Suppose a reversible reaction had the following chemical equation : Reactive Distillation For many reversible reactions the equilibrium point lies far to the left and little product is formed : However, if one or more of the products are removed more of the product will be formed because of Le Chatlier's Principle : Removing one or more of the products is one of the principles behind reactive distillation. The reaction mixture is heated and the product(s) are boiled off. However, caution must be taken that the reactants won't boil off before the products. Homework P4-11B P4-12B P4-13B P4-14C Due Date: Next Week