Topic: PROCESS CAPABILITY
“Development of a Problem Solving Model
for the Hong Kong Textiles and Clothing
Industries” Project
HKRITA Ref. No. : RD/PR/001/07
ITC
Ref. No. : ITP/033/07TP
Copyright © 2009 – HKRITA. All rights reserved.
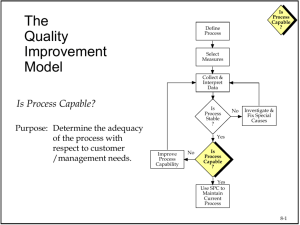
Why Study Process Capability
Process Capability Studies provide a baseline for us to
understand how the process is operating relative to the
specifications.
It is the first, thorough look at how variability is affecting
the process, and gives us metrics for quantifying that
variability.
Such studies also provide information regarding what the
process could do under best conditions, and thus gives a
performance target to shoot for.
Copyright © 2009 – HKRITA. All rights reserved.
Process Variation
Process Variation is the inevitable differences among
individual measurements or units produced by a process.
Sources of Variation
• within unit
(positional variation)
• between units
(unit-unit variation)
• between lots
(lot-lot variation)
• between lines
(line-line variation)
• across time
(time-time variation)
• measurement error
(repeatability & reproducibility)
Copyright © 2009 – HKRITA. All rights reserved.
Types of Variation
Inherent or Natural Variation
• Due to the cumulative effect of many small
unavoidable causes
• A process operating with only chance causes of
variation present is said to be “in statistical control”
Copyright © 2009 – HKRITA. All rights reserved.
Types of Variation
Special or Assignable Variation
• May be due to
a) improperly adjusted machine
b) operator error
c) defective raw material
• A process operating in the presence of assignable causes of
variation is said to be “out-of-control”
Copyright © 2009 – HKRITA. All rights reserved.
Process Capability
Process Capability is the inherent reproducibility of a process’s
output. It measures how well the process is currently behaving
with respect to the output specifications. It refers to the uniformity
of the process.
Capability is often thought of in terms of the proportion of output
that will be within product specification tolerances. The frequency
of defectives produced may be measured in
a) percentage (%)
b) parts per million (ppm)
c) parts per billion (ppb)
Copyright © 2009 – HKRITA. All rights reserved.
Process Capability
Process Capability studies can
• indicate the consistency of the process output
• indicate the degree to which the output meets
specifications
• be used for comparison with another process or
competitor
Copyright © 2009 – HKRITA. All rights reserved.
Conventional Use of Distribution Curves
Upper Limit
Lower Limit
We will use a smooth curve to
represent an actual process
distribution
Representative
Curve
15
20
25
X Dimension
Copyright © 2009 – HKRITA. All rights reserved.
30
Process Capability vs Specification Limits
a)
b)
c)
a) Process is highly capable
b) Process is marginally capable
c) Process is not capable
Copyright © 2009 – HKRITA. All rights reserved.
Three Types of Limits
Specification Limits (LSL and USL)
• created by design engineering in response to customer
requirements to specify the tolerance for a product’s
characteristic
Process Limits (LPL and UPL)
• measures the variation of a process
• the natural 6σ
σ limits of the measured characteristic
Control Limits (LCL and UCL)
• measures the variation of a sample statistic (mean, variance,
proportion, etc)
Copyright © 2009 – HKRITA. All rights reserved.
Three Types of Limits
Distribution of Individual Values
Distribution of Sample Averages
Copyright © 2009 – HKRITA. All rights reserved.
Process Capability Indices
Two measures of process capability
• Process Potential
– Cp
• Process Performance
– Cpu
– Cpl
– Cpk
Copyright © 2009 – HKRITA. All rights reserved.
Process Potential
The Cp index assesses whether the natural
tolerance (6 σ) of a
process is within the specification limits.
Cp
=
Engineering Tolerance
Natural Tolerance
=
USL − LSL
6σ
LSL
Copyright © 2009 – HKRITA. All rights reserved.
USL
Process Potential
Historically, a Cp of 1.0 has indicated that a process is
judged to be “capable”, i.e. if the process is centered
within its engineering tolerance, 0.27% of parts produced
will be beyond specification limits.
Cp
Reject Rate
1.00
0.270 %
1.33
0.007 %
1.50
6.8 ppm
2.00
2.0 ppb
Copyright © 2009 – HKRITA. All rights reserved.
Process Potential
a)
c)
b)
a) Process is highly capable (Cp>2)
b) Process is capable (Cp=1 to 2)
c) Process is not capable (Cp<1)
Copyright © 2009 – HKRITA. All rights reserved.
Process Potential
he Cp index compares the allowable spread (USL-LSL)
σ). It fails to take into
against the process spread (6σ
account if the process is centered between the
specification limits.
Process is centered
Process is not centered
Copyright © 2009 – HKRITA. All rights reserved.
Process Performance
The Cpk index relates the scaled distance
between the process mean and the nearest
specification limit.
C pu
=
USL − µ
3σ
C pl
=
µ − LSL
3σ
C pk
=
Minimum {C pu , C pl }
Copyright © 2009 – HKRITA. All rights reserved.
Process Performance
Cpk
Reject Rate
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2.0
0.13 – 0.27 %
0.05 – 0.10 %
0.02 – 0.03 %
48.1 – 96.2 ppm
13.4 – 26.7 ppm
3.4 – 6.8 ppm
794 – 1589 ppb
170 – 340 ppb
33 – 67 ppb
6 – 12 ppb
1–
2 ppb
Copyright © 2009 – HKRITA. All rights reserved.
Process Performance
a)
b)
Cp = 2
Cpk = 2
Cp = 2
Cpk = 1
c)
Cp = 2
a) Process is highly capable (Cpk>1.5)
Cpk < 1
b) Process is capable (Cpk=1 to 1.5)
c) Process is not capable (Cpk<1)
Copyright © 2009 – HKRITA. All rights reserved.
Example 1
Specification Limits
:
4 to 16 g
Machine
Mean
Std Dev
(a)
10
4
(b)
10
2
(c)
7
2
(d)
13
1
Determine the corresponding Cp and Cpk for each
machine.
Copyright © 2009 – HKRITA. All rights reserved.
Example 1A
USL − LSL
16 − 4
=
6σ
6(4 )
Cp
=
= 0.5
C pk
16 − 10 10 − 4
USL − µ µ − LSL
= Min
;
=
Min
;
= 0.5
3σ
3σ
3(4 ) 3(4 )
Copyright © 2009 – HKRITA. All rights reserved.
Example 1B
USL − LSL
6σ
=
16 − 4
= 1.0
6(2 )
Cp
=
C pk
16 − 10 10 − 4
USL − µ µ − LSL
= Min
;
=
Min
;
= 1.0
3σ
3σ
3(2 ) 3(2 )
Copyright © 2009 – HKRITA. All rights reserved.
Example 1C
USL − LSL
6σ
=
16 − 4
= 1.0
6(2 )
Cp
=
C pk
16 − 7 7 − 4
USL − µ µ − LSL
= Min
;
=
Min
;
= 0.5
3σ
3σ
3(2 ) 3(2 )
Copyright © 2009 – HKRITA. All rights reserved.
Example 1D
USL − LSL
6σ
=
16 − 4
6(1)
Cp
=
= 2.0
C pk
16 − 13 13 − 4
USL − µ µ − LSL
= Min
;
=
Min
;
= 1.0
3σ
3(1)
3σ
3(1)
Copyright © 2009 – HKRITA. All rights reserved.
Process Potential vs Process Performance
(a) Poor Process Potential
Performance
LSL
USL
(b) Poor Process
USL
LSL
Experimental Design
Experimental Design
• to reduce variation
• to center mean
• to reduce variation
Copyright © 2009 – HKRITA. All rights reserved.
Process Potential vs Process Performance
a)
Cp = 2
Cpk = 2
b)
Cp = 2
Cpk = 1
c)
Cp = 2
Cpk < 1
Cp – Cpk ≡ Missed Opportunity
Copyright © 2009 – HKRITA. All rights reserved.
Process Stability
A process is stable if the distribution of
measurements made on the given feature is
consistent over time.
Stable Process
Time
Unstable
Process
Time
Copyright © 2009 – HKRITA. All rights reserved.
Graphical Representation of
Causes of Variations (Juran’s Trilogy)
“Special Cause” 變異?
變異
變異不是來自原有系統本身,
變異不是來自原有系統本身,
但是卻代表一種改變.
UCL
CL
LCL
Foc
u
s of
Si x
Sig
ma
“Common Cause” 變異?
變異
在流程內與生俱來的變異.
UCL
CL
LCL
Copyright © 2009 – HKRITA. All rights reserved.
Steps to Study Process Capability
• Select critical parameters for study
– Parameters from specifications, contract etc.
• Collect Data
– Collect 60 data or more as far as possible
– Define clearly the precision of each data (no. of significant figures, eg
up to 2 decimal places)
• Establish control
– Control the input to the process
• Analyze the data of the process collected
– Assumption : The process performance is a normal distribution
– Focus on mean and standard deviation of sample data
• Analyze the source of variation
– Find the factors that affect the process mean and process spread
(standard deviation)
• Establish process monitoring system
– Tool – Statistical Process Control
Copyright © 2009 – HKRITA. All rights reserved.
Summary on Indexes
Capability
index
Cp
Formula
Short or
long term
USL – LSL
6σST
Cpk
Pp
Short term
Includes
shift
and drift
Considers the
process
centering
No
No
No
Yes
Long term
Yes
No
Long term
Yes
Yes
Short term
USL – LSL
6σLT
Ppk
Copyright © 2009 – HKRITA. All rights reserved.
Example 2 – Customer request a metal bar
from 2 suppliers
Customer require 2mm +/- 0.1mm
2 +/- 0.1 mm
Supplier A
Supplier B
Supplier A
Cp = 1.11
Supplier B
Cp = 0.62
Lower Specification Limit
(LSL = 1.9mm)
Mean
(μ= 2 mm)
Upper Specification Limit
(USL = 2.1mm)
Copyright © 2009 – HKRITA. All rights reserved.
Location Change
If the center of distribution was shifted, customer may not happy even receive a high Cp value.
Cp can not reflect the condition of the center shift !!
Same Cp value
Distribution B
Distribution A
Out of
specification
LowerSpecificationLimit
(LSL)
Mean
(μ)
UpperSpecificationLimit
(USL)
Copyright © 2009 – HKRITA. All rights reserved.
CpK Process Capability Index
• A measure of conformance (capability) to
specification
• Compares sample mean to nearest specification
against distribution width
CpK can more precisely reflect the capability of distribution.
Copyright © 2009 – HKRITA. All rights reserved.
Example 3 –
Process Variation on Two Suppliers
Supplier A
Supplier A
Cp = 1.11
CpK = 0.22
μ = 1.92 mm
LSL = 1.9 mm
Supplier B
Supplier B
Cp = 1.11
CpK = 1.11
μ = 2.00 mm
Mean
(μ= 2.0 mm)
USL=2.1mm
Remark:
Same SD but different Central
Tendency affects Cpk seriously
but remains same for Cp.
Copyright © 2009 – HKRITA. All rights reserved.
- THE END -
Copyright © 2009 – HKRITA. All rights reserved.