Revision 1
December 2014
Brittle Fracture
Student Guide
GENERAL DISTRIBUTION
GENERAL DISTRIBUTION: Copyright © 2014 by the National Academy for Nuclear Training. Not for sale or
for commercial use. This document may be used or reproduced by Academy members and participants. Not
for public distribution, delivery to, or reproduction by any third party without the prior agreement of the Academy.
All other rights reserved.
NOTICE: This information was prepared in connection with work sponsored by the Institute of Nuclear Power
Operations (INPO). Neither INPO, INPO members, INPO participants, nor any person acting on behalf of them
(a) makes any warranty or representation, expressed or implied, with respect to the accuracy, completeness, or
usefulness of the information contained in this document, or that the use of any information, apparatus, method,
or process disclosed in this document may not infringe on privately owned rights, or (b) assumes any liabilities
with respect to the use of, or for damages resulting from the use of any information, apparatus, method, or
process disclosed in this document.
ii
Table of Contents
INTRODUCTION ..................................................................................................................... 2
TLO 1 METALLIC BONDING AND STRUCTURES FLUIDS ........................................................ 3
Overview .......................................................................................................................... 3
ELO 1.1 Metallic Bonding ............................................................................................... 3
ELO 1.2 Solid Material Properties................................................................................... 7
ELO 1.3 Metallic Lattice Structures .............................................................................. 10
ELO 1.4 Polymorphism Property of Metals .................................................................. 13
ELO 1.5 Metallic Imperfections .................................................................................... 16
TLO 1 Summary ............................................................................................................ 21
TLO 2 METALLIC ALLOYS.................................................................................................. 23
Overview ........................................................................................................................ 23
ELO 2.1 Characteristics of Alloys ................................................................................. 23
ELO 2.2 Stainless Steel.................................................................................................. 25
TLO 2 Summary ............................................................................................................ 27
TLO 3 METALLIC STRESS AND STRAIN............................................................................... 27
Overview ........................................................................................................................ 27
ELO 3.1 Characteristics of Stress .................................................................................. 28
ELO 3.2 Characteristics of Strain .................................................................................. 32
TLO 3 Summary ............................................................................................................ 35
TLO 4 STRESS-STRAIN CURVES ......................................................................................... 36
Overview ........................................................................................................................ 36
ELO 4.1 Hooke’s Law and Young’s Modulus .............................................................. 37
ELO 4.2 Stress-Strain Curves ........................................................................................ 41
ELO 4.3 Brittle and Ductile Material Stress-Strain Curves ........................................... 43
TLO 4 Summary ............................................................................................................ 45
TLO 5 PHYSICAL AND CHEMICAL PROPERTIES OF METALS ................................................ 46
Overview ........................................................................................................................ 46
ELO 5.1 Physical and Chemical Properties of Metals ................................................... 47
ELO 5.2 Metal Treatments ............................................................................................ 57
TLO 5 Summary ............................................................................................................ 59
TLO 6 METAL CORROSION ................................................................................................. 61
Overview ........................................................................................................................ 61
ELO 6.1 General and Galvanic Corrosion ..................................................................... 61
ELO 6.2 Characteristics of Localized Corrosion ........................................................... 63
ELO 6.3 Hydrogen Embrittlement ................................................................................. 66
TLO 6 Summary ............................................................................................................ 69
TLO 7 THERMAL SHOCK AND STRESS ................................................................................ 71
Overview ........................................................................................................................ 71
ELO 7.1 Thermal Shock and Stress ............................................................................... 71
ELO 7.2 Pressurized Thermal Shock ............................................................................. 75
TLO 7 Summary ............................................................................................................ 78
TLO 8 BRITTLE FRACTURE ................................................................................................. 79
Overview ........................................................................................................................ 79
ELO 8.1 Ductile and Brittle Fracture Terms ................................................................. 80
ELO 8.2 Brittle Fracture ................................................................................................ 84
iii
ELO 8.3 Brittle Fracture Prevention ............................................................................. 87
TLO 8 Summary ............................................................................................................ 90
TLO 9 MATERIAL SELECTION ............................................................................................ 91
Overview ....................................................................................................................... 91
ELO 9.1 Material Selection Considerations .................................................................. 92
ELO 9.2 Material Failure Mechanisms ......................................................................... 95
TLO 9 Summary ............................................................................................................ 99
BRITTLE FRACTURE MODULE SUMMARY ......................................................................... 100
iv
Brittle Fracture
Revision History
Revision
Date
Version
Number
Purpose for Revision
Performed
By
11/7/2014
0
New Module
OGF Team
12/10/2014
1
Added signature of OGF
Working Group Chair
OGF Team
Rev 1
1
Introduction
This module provides the student with basic concepts in material science
leading to an understanding of concerns with the brittle fracture of thickwalled vessels used in industrial facilities, in particular nuclear plants.
Some of the topics include the following:
Bonding arrangement of atoms
Metal crystalline structures and lattices
Alloying
Stress and strain
Brittle and ductile properties
Metal working
Corrosion
Thermal stress and shock
Preventing brittle fracture
Industrial material selection and failure mechanisms
Objectives
At the completion of this training session, the trainee will demonstrate
mastery of this topic by passing a written exam with a grade of 80 percent
or higher on the following Terminal Learning Objectives (TLOs):
1. Describe the bonding, structures, and imperfections found in solid
materials.
2. Describe the basic microstructure and characteristics of metallic
alloys.
3. Describe stress and strain and their metallurgical affects.
4. Explain stress-strain curves points and differences between brittle and
ductile materials.
5. Describe physical and chemical properties of metals and methods
used to modify these properties.
6. Describe the importance of thermal stresses and shock.
7. Describe the causes, consequences, and methods of preventing brittle
fracture.
8. Describe the considerations commonly used when selecting material
for use in an industrial facility and common material failure
mechanisms.
9. Describe the considerations commonly used when selecting material
for use in an industrial facility and common material failure
mechanisms.
2
Rev 1
TLO 1 Metallic Bonding and Structures Fluids
Overview
The bonding arrangement of atoms determines a material’s behavior and
properties. In this module, the term material specifically describes metals,
the chief construction material in reactor plants.
Metals consist of crystalline structures, arranged in three-dimensional arrays
called lattices on a molecular level. Crystalline structures appear as grains
in the metal under a microscope. The characteristics of these lattice
structures, grains, and boundaries between grains determine the metal's
characteristics.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Describe the types of bonding that occur in materials.
2. Describe the following types and features of solids:
a. Amorphous
b. Crystalline solids
c. Grain structures
3. Describe the following lattice-type structures that occur in metals:
a. Body-Centered Cubic (BCC)
b. Face-Centered Cubic (FCC)
c. Hexagonal Close-Packed (HCP)
4. Explain the polymorphism property of metals.
5. Describe the various imperfections that occur in solid materials.
ELO 1.1 Metallic Bonding
Introduction
Matter exists in three states: solid, liquid, and gas. Atomic and molecular
bonding and structures occurring within a substance determine its state.
This lesson focuses on the solid state of materials because metallic solids
are of greatest concern for our purposes.
Metallic Bonding
Forces between neighboring atoms or molecules bond atoms or molecules
together to form solid matter. These forces exist from differences in the
electron clouds of atoms. Valence electrons, those in the atom’s outer shell,
determine an atom's attraction to its neighboring atom.
When the physical attraction between the molecules or atoms of a material
is great, these tight bonds create solid materials. Weaker attractions
produce liquids; gases exist when there are virtually no attractive forces
between the atoms or molecules.
Rev 1
3
Types of Bonds
The way atomic forces hold matter together determines the type of bond.
The following list includes examples of several types of bonds and their
characteristics:
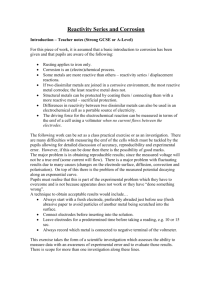
Ionic bond: where one or more electrons completely transfers from
an atom of one element to the atom of another. The force of attraction
due to the opposite polarity of the charge holds the element together.
An example of an ionic bond is shown below in the figure.
Figure: Ionic Bond for Sodium Chloride
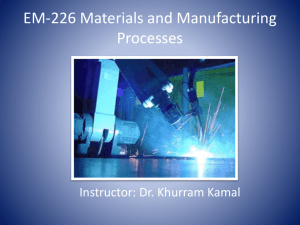
Covalent bond: the bond formed by shared electrons, shown below
in the graphic. In this instance, when an atom needs electrons to
complete its outer shell it shares those electrons with its neighboring
atom. The electrons become a part of both atoms, filling both atoms'
electron shells.
Figure: Covalent Bond for Methane
4
Rev 1
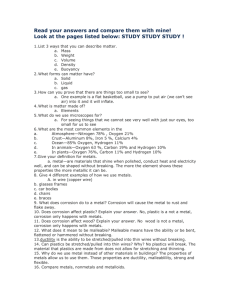
Metallic bond: the atoms do not share or exchange electrons to bond
together. Many electrons, roughly one for each atom, are more or less
free to move throughout the metal; each electron can interact with
many of the fixed atoms. The graphic below shows an example of a
metallic bond.
Figure: Metallic Bond for Sodium
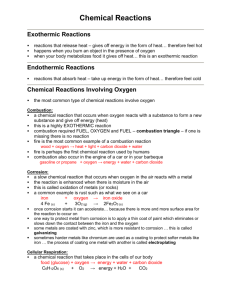
Molecular bond: a temporary weak charge exists when electrons of
neutral atoms spend more time in one region of their orbit than in
another region. The molecule weakly attracts other molecules. This
molecular bond also called a van der Waals bond, shown below in the
graphic.
Figure: Van Der Waals Forces
Rev 1
Hydrogen bond: shown below in the graphic and similar to the
molecular bond, a hydrogen bond occurs because of the ease with
which hydrogen atoms are willing to give up an electron to atoms of
oxygen, fluorine, or nitrogen.
5
Figure: Hydrogen Bond for Ice
Examples of Materials and Bonds
The following table shows examples of both materials and their bonds.
Graphics showing each of these types of bonds are on the previous two
pages.
Examples of Materials and Their Bonds
Material
Bond
Sodium Chloride (Table Salt)
Ionic
Diamond
Covalent
Sodium
Metallic
Solid Hydrogen
Molecular
Ice (Frozen Water)
Hydrogen
The type of bond determines both the tightness as well as the microscopic
properties of the metal material. For example, properties such as the ability
to conduct heat or electrical current relate to the freedom of electron
movement in the material. Understanding a material’s microscopic
structure helps predict how that material behaves under specific conditions.
Additionally, synthetically fabricated materials with a given microscopic
structure yield certain desirable properties for specific applications.
Metallic bonds affect the physical properties of metals including factors
such as luster, strength, ductility, electrical conductivity, thermal
conductivity, and opacity.
6
Rev 1
Knowledge Check
This type of bond is characterized by the transference
of one or more electrons from one atom to another.
A.
Covalent
B.
Ionic
C.
Molecular
D.
Electronic
ELO 1.2 Solid Material Properties
Introduction
Solids have greater bonding attractions through their bonding arrangements
than do liquids and gases. However, there are many other property
variations of solid materials. These material properties depend on interatomic bonding. These bonds also dictate spacing and physical
arrangement between atoms in solids. Amorphous or crystalline are
classifications used for these physical arrangements for solids.
Amorphous Materials
Amorphous materials have an irregular arrangement of atoms or molecules;
they exhibit properties of solids. Amorphous solids do not have a repeating
crystalline structure. These materials have definite shape and volume and
diffuse slowly; however, they lack sharply defined melting points. As
solids, they resemble liquids that flow slowly at room temperature. Glass
and paraffin are examples of amorphous materials. Other examples of
amorphous materials include thin gels and thin films.
Crystalline Solids
Arrays of atoms in regular patterns create crystal structures in metals and
other solids. Crystalline structures have repeating units of atoms, ions, and
molecules. A crystal structure has atoms arranged in a pattern that repeats
periodically in a three-dimensional geometric lattice. Forces associated
with chemical bonding result in this repetition and produce properties such
as strength, ductility, density, conductivity, and shape. Ductility is the
metal’s ability to bend.
Grain Structure and Boundary
Examining a thin section of a common metal under a microscope illustrates
the molecular structure similar to that shown below in the figure. Each of
Rev 1
7
the light areas is a grain, or crystal, which is the region of space occupied by
a continuous crystal lattice. Grain boundaries are the dark lines surrounding
the grains. The term grain structure refers to the arrangement of the grains
in a metal. Each grain has a particular crystal structure determined by the
type of metal and its composition.
Figure: Grain Structure
Grain Boundary
The grain boundary is the outside area of a grain separating it from the other
grains. The grain boundary is a region of misfit or interface between grains
and is usually one-to-three atom diameters wide. Grain boundaries
arbitrarily separate oriented crystal regions (polycrystalline) where the
crystal structures are identical. The figure below represents four grains of
different orientation and the grain boundaries that develop at the interfaces
between the grains.
Figure: Grain Boundaries
8
Rev 1
Grain Size
The average size of the grain is important to a metal's characteristics
because it determines the properties of the metal. Smaller grain size
increases tensile strength and tends to increase ductility. A larger grain size
is preferred for improved high-temperature creep properties. Creep is the
permanent deformation of a metal that increases with time under constant
load or stress, accelerated normally with increasing temperature. More
information about the mechanisms of creep is provided later in this module
in TLO 9.
Grain Orientation
Another important property of the grains found in metals is their
orientation. One example is the random arrangement of the grains such that
no one direction within the grains aligns with the external boundaries of the
metal sample. Cross rolling the metal material during its manufacturing
process results in this grain orientation, shown in the figure below.
Figure: Grain Random Arrangement
The figure below shows a grain-oriented structure developed from over
rolling a metal sample in one direction when processing the metal. Rolling
a metal in this manner results in a metal where the grains have a preferred
orientation. In many cases, preferred orientation is desirable, but in other
instances, it can be undesirable. The choice depends on the metal's
application or the way it is used.
Rev 1
9
Figure: Grain Preferred Arrangement
Grain preferred arrangement is another configuration of the properties
found in metals. A grain preferred arrangement or orientation shows the
texture of the metal and its crystals. The metal’s texture includes materials
properties such as strength, chemical reactivity, stress corrosion cracking
resistance, deformation behavior, weldability (whether the metal can be
welded), resistance to radiation damage, and magnetic susceptibility.
Knowledge Check
The outside area of a grain that separates it from other
grains in a metal is known as _______________.
A. grain structure
B.
crystal boundary
C.
grain boundary
D. crystal structure
ELO 1.3 Metallic Lattice Structures
Introduction
Metals have lattice structures to show or hold their crystals. While there are
seven crystal shapes, there are 14 different crystal lattices for metals. The
three basic crystal patterns associated with metals discussed in this lesson
are:
10
Body-Centered Cubic (BCC)
Face-Centered Cubic (FCC)
Hexagonal Close-Packed (HCP)
Rev 1
Body-Centered Cubic
The unit cell consists of eight atoms at the corners of a cube and one atom
at the body center of the cube in a body-centered cubic (BCC) arrangement
of atoms.
Metals such as α-iron (Fe) (ferrite), chromium (Cr), vanadium (V),
molybdenum (Mo), and tungsten (W) possess BCC structures. These BCC
metals have two properties in common, high-strength and low-ductility.
Figure: Body-Centered Cubic Unit Cell
Face-Centered Cubic
In a face-centered cubic (FCC) arrangement of atoms, the unit cell consists
of eight atoms at the corners of a cube and one atom at the center of each of
the faces of the cube.
Some FCC metals include γ-iron (Fe) (austenite), aluminum (Al), copper
(Cu), lead (Pb), silver (Ag), gold (Au), nickel (Ni), platinum (Pt), and
thorium (Th). These FCC metals generally have lower strength and higher
ductility than BCC metals.
Figure: Face-Centered Cubic Unit Cell
BCC and FCC Iron Structures Differ
Note
Rev 1
Although drawn similarly in size, most diagrams
of the structural cells for the BCC and FCC forms
of iron are not equal in size.
11
In the BCC arrangement, the structural cell, which
uses only nine atoms, is smaller than the structure
found in the FCC arrangement using fourteen
atoms.
Hexagonal Close-Packed
The unit cell consists of three layers of atoms in a hexagonal close-packed
(HCP) arrangement of atoms. The top and bottom layers each contain six
atoms at the corners of a hexagon and one atom at the center of each
hexagon. The middle layer contains three atoms nestled between the atoms
of the top and bottom layers, therefore, the name close-packed.
Metals with HCP structures include beryllium (Be), magnesium (Mg), zinc
(Zn), cadmium (Cd), cobalt (Co), thallium (Tl), and zirconium (Zr). HCP
metals are not as ductile as FCC metals.
Figure: Hexagonal Close-Packed Unit Cell
Knowledge Check
Which of the following basic crystal patterns has the
greatest number of atoms per unit cell?
12
A.
BCC
B.
FCC
C.
HCP
D.
HCC
Rev 1
ELO 1.4 Polymorphism Property of Metals
Introduction
Polymorphism is the property or ability of a metal to exist in two or more
crystalline forms, depending on temperature and composition. Most metals
and metal alloys exhibit this property. The periodic table illustrates
polymorphism for many metals. Two examples are manganese (Mn) that
has four allotropic states, and plutonium (Pu) with six.
Polymorphism Phases
Uranium is an example of a metal that exhibits polymorphism. Depending
on temperature, metallic uranium exists in three different crystalline
structures or phases:
Alpha phase: from room temperature to 663 degrees Centigrade (°C)
(1,225 degrees Fahrenheit [°F])
Beta phase: from 663 °C to 764 °C (1,225 °F to 1,407 °F)
Gamma phase: from 764 °C to its melting point of 1,133 °C (1,407 °F
to 2,071 °F)
Each phase exists as a specific crystalline structure, as illustrated below in
the figure.
Note that unalloyed uranium has a low melting point, which makes it
unusable as a nuclear fuel in its purest form.
Rev 1
13
Figure: Cooling Curve for Unalloyed Uranium
Pure Uranium Alpha Phase
The alpha (α) phase for uranium (α-U) is stable at room temperature and has
a crystal system characterized by three unequal axes at right angles, referred
to as orthorhombic. Importantly, the properties of the lattice are different in
the X, Y, and Z axes, compared to the properties of the lattices associated
with the other phases due to different regularly recurring structures of the
atoms.
The alpha phase expands in the X and Z directions and shrinks in the Y
direction when heated. The next figure shows the dimensional changes of a
unit cell of alpha uranium with increasing temperature in the alpha phase (Å
= angstrom, one hundred-millionth of a centimeter). Heating and cooling of
alpha phase uranium leads to drastic dimensional changes and gross
distortions of the metal. Thus, the use of pure uranium as a fuel in nuclear
reactors is not acceptable.
14
Rev 1
Figure: Change in Alpha Uranium with Heatup 0 °C to 300 °C (572 °F)
Pure Uranium Beta Phase
The beta (β) phase of uranium (β-U) occurs at elevated temperatures (1,225
°F to 1,407 °F). This phase has a tetragonal (having four angles and four
sides) lattice structure and is complex.
Pure Uranium Gamma Phase
The gamma (γ) phase of uranium (γ-U) forms at temperatures above those
required for beta phase stability (greater than 1,407 °F). The lattice
structure is BCC, and expands equally in all directions when heated in the
gamma phase.
Additional examples of polymorphic metals include the following:
Heating iron to 907 °C causes a change from BCC (alpha, ferrite) iron
to the FCC (gamma, austenite) form.
Zirconium is HCP (alpha) up to 863 °C, where it transforms to the
BCC (beta, zirconium) form.
Polymorphic Phases and Metallic Properties
The properties of one polymorphic form of the same metal differ from those
of another polymorphic form. For example, gamma iron can dissolve up to
1.7 percent carbon, whereas alpha iron can dissolve only 0.03 percent.
Rev 1
15
Knowledge Check
Polymorphism is the property or ability of a metal to …
A.
exist in three or more crystalline forms dependent on
pressure and temperature.
B.
change states based on temperature
C.
exist in two or more crystalline forms depending upon
temperature and composition.
D.
exist in two or more phases at the same time, such as the
triple point of water.
ELO 1.5 Metallic Imperfections
Introduction
Materials such as metals do not have perfectly formed crystal structures, nor
are they free of impurities that alter their properties. Even amorphous solids
have imperfections and impurities within their crystal structure.
Imperfections and impurities, known as crystallographic defects, interrupt
the regular patterns of crystal structures.
Uranium is an example of a metal that exhibits polymorphism. Depending
on temperature, metallic uranium exists with three different crystalline
structures: orthorhombic, tetragonal, or body centered cubic.
Imperfections exist within the crystal structures of minerals and metals.
Three types of crystallographic defects are point imperfections, line
imperfections or dislocations, and interfacial imperfections.
Point imperfections have atomic dimensions. For example, an atom
of a different element replaces an atom of a metal in that specific
metal's crystalline lattice. Point defects are found only at or near a
single lattice point and do not extend in any direction or dimension.
Line imperfections or dislocations are generally many atoms in length
and occur where the some of the atoms in the crystal are misaligned.
Interfacial imperfections are larger than line defects, and they occur
over a two-dimensional area.
Point Imperfections
Point imperfections within the crystalline structure include the following
three defects:
16
Vacancy defects
Substitutional defects
Rev 1
Interstitial defects
The presence of point defects either enhances or decreases the usefulness of
a material for construction, depending on the intended use of the material.
The figure below illustrates these three types of defects.
Figure: Point Defects
Vacancy Defects
Vacancy defects, the simplest defect, result from a missing atom in a lattice
position. This defect results from imperfect packing during the
crystallization process, or may be due to increased thermal vibrations of the
atoms from elevated temperatures.
Substitutional Defects
Substitutional defects result from an impurity present at a lattice position.
An alloying material added to the metal, such as carbon (carbon steel)
creates an impurity at a lattice position. Alloys are discussed in more detail
later in this module.
Interstitial Defects
Interstitial refers to locations between atoms in a lattice structure. They
result from an impurity located at an interstitial site or one of the lattice
atoms being in an interstitial position instead of its lattice position.
Interstitial impurities called network modifiers act as point defects in
amorphous solids.
Line Imperfections
Line imperfections, also called dislocations, occur only in crystalline
materials. There are three types of line imperfections. These include edge,
screw, or mixed, depending on the way they distort the lattice. Dislocations
cannot end inside a crystal; they must end at a crystal edge or other
dislocation, or close back on itself. The ease with which the line
imperfections move through crystals determines their importance.
Rev 1
17
Edge Dislocations
Edge dislocations consist of an extra row or plane of atoms in the crystal
structure, shown below in the figure. The imperfection may extend in a
straight line all the way through the crystal, or it may follow an irregular
path. The edge dislocation may be short, extending only a small distance
into the crystal causing a slip of one atomic distance along the glide plane
(direction the edge imperfection is moving).
Figure: Edge Dislocation
The slip occurs when stress acts on the crystal, and the dislocation moves
through the crystal until it reaches the edge or becomes arrested by another
dislocation. The figure below shows a series of edge dislocations as a
crystal deforms. Position 1 shows a normal crystal structure. Position 2
shows a force applied from the left side and a counterforce applied from the
right side. Positions 3 to 5 show the structure slipping. Position 6 shows
the final deformed crystal structure. The slip of one active plane ordinarily
extends 1,000 atomic distances. Slip on many planes produces yielding.
18
Rev 1
Figure: Slips Along Edge Dislocations
Screw Dislocations
Screw dislocations develop by a tearing of the crystal parallel to the slip
direction. A screw dislocation makes a complete circuit, shows a slip
pattern similar in shape to that of a screw thread, whether left- or righthanded. It is necessary for some of the atomic bonds to re-form
continuously such that after yielding to this location, the crystal returns to
the original form in order for another screw dislocation to occur.
Figure: Screw Dislocation
Mixed Dislocations
The orientation of dislocations varies from pure edge to pure screw, and at
some intermediate point, dislocations may possess characteristics of each.
Rev 1
19
Interfacial Imperfections
Interfacial imperfections exist at an angle between any two faces of a crystal
or a crystal form. These imperfections exist at free surfaces, domain
boundaries, grain boundaries, or interphase boundaries.
Free surfaces are interfaces between gases and solids.
Domain boundaries refer to interfaces where electronic structures are
different on either side, causing each side to act differently although
the same atomic arrangement exists on both sides.
Grain boundaries exist between crystals of similar lattice structure
that possess different spatial orientations. Polycrystalline materials
consist of many grains separated by distances typically of several
atomic diameters.
Interphase boundaries exist between the regions where materials
occur in different phases (for example, BCC next to FCC structures).
Macroscopic (Bulk) Material Defects
Bulk defects are three-dimensional macroscopic material defects. They
generally occur on a much larger scale than microscopic defects, usually
introduced into a material during refinement from its raw state or during the
material's fabrication processes.
The most common bulk defect arises from inclusion of foreign particles in
the prime material. Called inclusions, they undesirably alter the material's
structural properties. Examples of inclusions include oxide particles in a
pure metal or a bit of clay in a glass structure.
Other bulk defects include gas pockets or shrinking cavities generally found
in castings. These defects weaken the material and fabrication techniques.
If possible, minimize these.
Working and forging of metals can cause cracks that act as stress
concentrators resulting in material weakening. Welding or joining defects
also classify as bulk defects.
Knowledge Check
Vacancy defects, substitutional defects, and interstitial
defects are examples of _______________.
20
A.
line imperfections
B.
point imperfections
C.
interfacial imperfections
D.
bulk defects
Rev 1
TLO 1 Summary
Ionic bond: an atom with one or more electrons wholly transferred
from one element to another. Elements hold together by the force of
attraction due to the opposite polarity of the charge.
Covalent bond: an atom that needs more electrons to complete its
outer shell also and which shares those electrons with its neighbor.
Metallic bond: atoms do not share or exchange electrons to bond
together. Instead, many electrons (roughly one for each atom) are
more or less free to move throughout the metal, so that each electron
can interact with many of the fixed atoms.
Molecular bond: when neutral atoms undergo shifting in the centers
of their charge, they can weakly attract other atoms with displaced
charges. A molecular bond is also a van der Waals bond.
Hydrogen bond: similar to the molecular bond, this occurs due to the
ease with which hydrogen atoms displace their charge.
Amorphous microstructures: lack sharply defined melting points
and do not have an orderly arrangement of particles. Solids act as
liquids.
Lattices: crystalline microstructures arranged in three-dimensional
arrays.
Crystal structure: consists of atoms arranged in a periodically
repeating pattern in a three-dimensional geometric lattice.
— Body-Centered Cubic structure (BCC): an arrangement of
atoms where the unit cell consists of eight atoms at the corners
of a cube and one atom at the body center of the cube.
o Metals with BCC structures include ferrite, chromium,
vanadium, molybdenum, and tungsten.
o BCC metals possess high strength and low ductility.
— Face-Centered Cubic structure (FCC): an arrangement of
atoms where the unit cell consists of eight atoms at the corners
of a cube and one atom at the center of each of the six faces of
the cube.
o Metals with FCC structures include austenite, aluminum,
copper, lead, silver, gold, nickel, platinum, and thorium.
o FCC metals possess low strength and high ductility.
— Hexagonal Close-Packed structure (HCP): an arrangement of
atoms where the unit cell consists of three layers of atoms. The
top and bottom layers contain six atoms at the corners of
hexagon and one atom at the center of each hexagon. The
middle layer contains three atoms nestled between the atoms of
the top and bottom layers.
o Metals with HCP structures include beryllium,
magnesium, zinc, cadmium, cobalt, thallium, and
zirconium.
o HCP metals are not as ductile as FCC metals.
Body-Centered Cubic structure (BCC): an arrangement of atoms
where the unit cell consists of eight atoms at the corners of a cube and
one atom at the body center of the cube.
Rev 1
21
Grain structure: the arrangement of grains in a metal. The grains
composing a specific metal have a particular crystalline structure.
Grain boundary: outside area of a grain that separates it from other
grains.
Face-Centered Cubic structure (FCC): an arrangement of atoms in
which the unit cell consists of eight atoms at the corners of a cube and
one atom at the center of each of the six faces of the cube.
Polymorphism is the property or ability of a metal to exist in two or
more crystalline forms, depending on temperature and composition.
— For example, uranium exists in three phases or crystalline
structures:
o Alpha: Room temperature to 663 °C
o Beta: 663 °C to 764 °C
o Gamma: 764 °C to 1,133 °C
— Properties of one polymorphic form of the same metal differ
from those of another polymorphic form.
Microscopic imperfections include the following characteristics:
— Point imperfections are in the size range of individual atoms.
— Line (dislocation) imperfections are generally many atoms in
length.
o Line imperfections can be of the edge type, screw type,
or mixed type, depending on lattice distortion.
o Line imperfections cannot end inside a crystal; they must
end at crystal edge or other dislocation, or close back on
themselves.
— Interfacial imperfections are larger than line imperfections and
occur over a two dimensional area.
o Interfacial imperfections exist at free surfaces, domain
boundaries, grain boundaries, or interphase boundaries.
Slip transpires when stress occurs to the crystal, and the dislocation
moves through the crystal until it reaches the edge or arrested by
another dislocation.
Bulk (Macroscopic) defects are three-dimensional defects.
— Foreign particles included in the prime material (inclusions) are
most common bulk defect.
— Gas pockets
— Shrinking cavities
— Welding or joining defects
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Describe the types of bonding that occur in materials.
2. Describe the following types and features of solids:
a. Amorphous
b. Crystalline solids
c. Grain structures
3. Describe the following lattice-type structures that occur in metals:
22
Rev 1
a. Body-Centered Cubic (BCC)
b. Face-Centered Cubic (FCC)
c. Hexagonal Close-Packed (HCP)
4. Explain the polymorphism property of metals
5. Describe the various imperfections that occur in solid materials.
TLO 2 Metallic Alloys
Overview
Most of the materials used in power plant construction are metals. Alloying
is a common practice of obtaining metals with more preferable properties
for use in certain applications than pure unalloyed materials. The alloying
process has been available and used for thousands of years. For example,
the creation of bronze alloyed from copper and tin started about 2,500 BC.
Some other metallic alloys include brass, phosphor bronze, pewter, brass,
solder, or steel.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Describe the common characteristics of alloys.
2. Identify the desirable properties of type 304 stainless steel.
ELO 2.1 Characteristics of Alloys
Introduction
An alloy is a mixture of two or more materials, of which at least one is a
metal. Alloy microstructures consist of solid solutions, where secondary
atoms combine as substitutionals or interstitials in a crystal lattice. An alloy
might also be a crystal with a metallic compound at each lattice point.
Alloys may also be composed of secondary crystals imbedded in a
primary polycrystalline matrix, called a composite. The term composite
does not necessarily imply that the component materials are metals.
Metallic bonds are also present in alloys.
Characteristics of Alloys
Alloys are usually stronger than pure metals, although generally with
reduced electrical and thermal conductivity. Strength is one of the most
important criteria for judging many structural materials. Therefore, for
industrial construction normally the preferred choice is alloy over pure
metals. Steel, a common structural metal, is an example of an alloy. Steel
alloy consists of iron and carbon, and other elements combined to produce
structurally desirable properties. Another interesting example of an alloy is
aluminum and copper, both are soft and ductile, but when alloyed the result
is much harder and stronger.
Rev 1
23
It is sometimes possible for a material to be composed of several solid
phases. Creating a solid structure composed of two interspersed phases
enhances the strengths of each.
When a material is an alloy, it is possible to quench the metal from its
molten state in order to form the interspersed phases. We discuss
quenching in more detail later in this module; however, the type and rate of
quenching determines the material’s final solid structure as well as its
properties.
Composition of Common Engineering Materials
The variety of structures, systems, and components found in industrial
applications require many different types of materials. A large percentage
of these materials are alloys using a base metal of iron or nickel and other
metals. Selection of a material for a specific application requires
consideration of many factors including where and how the metal will
function. Some of the more common considerations include:
Temperature and pressure
Resistance to specific types of corrosion
Radiation influence
Toughness and hardness (load and/or creep)
Weight
Other applicable material properties
Knowledge Check
Which one of the following is NOT a characteristic of
an alloy?
24
A.
Usually stronger than pure metals.
B.
Generally have reduced electrical and thermal
conductivity.
C.
Usually have better ductility than pure metals.
D.
Usually preferred for industrial construction over pure
metals.
Rev 1
ELO 2.2 Stainless Steel
Introduction
One material that has wide application in nuclear power plants is stainless
steel. There are nearly 40 standard types of stainless steel and many other
specialized types under various trade names Through the variations of
alloying elements, steel, whether stainless another types, can be adapted to
specific applications.
Stainless Steel Details
Based on lattice structure, stainless steel's primary classifications are
austenitic or ferritic.
Austenitic stainless steels, including types 304 and 316, have a facecentered cubic structure of iron atoms with the carbon in interstitial
solid solution. Type 304 stainless steel is an alloy of chromium and
nickel that resists oxidation as well as corrosion. Type 316 stainless
steel is composed of chromium, nickel, and molybdenum, which
results in greater resistance to chemical corrosive factors.
Ferritic stainless steels, including type 405, have a body-centered
cubic iron lattice and contain no nickel. Ferritic steel is easier to
weld and fabricate and less susceptible to stress corrosion and
cracking than austenitic stainless steels. Ferritic steel only has
moderate resistance to other types of chemical attack.
Another durable metal that has specific applications in some industrial
facilities is INCONEL®, a family of austenitic nickel and chromium based
alloys trademarked by the Hartford, New York-based Special Metals
Corporation. Inconel alloys resist oxidation and corrosion in extreme
environmental service conditions. Inconel is well suited in hightemperature applications. The table below shows the composition of
Inconel and stainless steel variants.
Alloy Composition of Common Stainless Steels and INCONEL®
Alloy
Percent
Iron
(Fe)
Percent
Carbon
(C)
Percent
Chromium
(Cr)
Percent
Nickel
(Ni)
Percent
Molybdenum
(Mo)
Percent
Manganese
(Mn)
Percent
Silicon
(Si)
304
Stainless
Steel
Balanced
0.08
19.0
10.0
N/A*
2.0
1.0
304 L
Stainless
Steel
Balanced
0.03
18.0
8.0
N/A
2.0
1.0
Rev 1
25
Alloy Composition of Common Stainless Steels and INCONEL®
Alloy
Percent
Iron
(Fe)
Percent
Carbon
(C)
Percent
Chromium
(Cr)
Percent
Nickel
(Ni)
Percent
Molybdenum
(Mo)
Percent
Manganese
(Mn)
Percent
Silicon
(Si)
316
Stainless
Steel
Balanced
0.08
17.0
12.0
2.5
2.0
1.0
316 L
Stainless
Steel
Balanced
0.03
17.0
12.0
2.5
2.0
N/A
405
Stainless
Steel
Balanced
0.08
13.0
N/A
N/A
1.0
1.0
INCONEL
8
N/A
15.0
Balanced
N/A
1.0
0.5
®
*N/A means not applicable.
Type 304 Stainless Steel
Type 304 stainless steel, which contains 18 to 20 percent chromium and 8
to 10.5 percent nickel, is extremely tough and corrosion resistant. Used
extensively in applications where corrosion is a concern, Type 304 Stainless
Steel resists most, but not all, types of corrosion.
Knowledge Check
What are the two desirable characteristics of Type 304
Stainless Steel? ___________ and ___________
26
A.
high temperature tolerant; toughness
B.
corrosion resistance; toughness
C.
cubic iron lattice; corrosion resistance
D.
corrosion resistance; contains no nickel
Rev 1
TLO 2 Summary
An alloy is a mixture of two or more materials, at least one of which
is a metal.
Alloy microstructures include some of the following characteristics:
— Solid solutions: introduces secondary atoms as substitutional or
interstitials in a crystal lattice.
— Crystal: metallic bonds
— Composites: where secondary crystals are embedded in a
primary polycrystalline matrix.
Alloys are usually stronger than pure metals although alloys generally
have reduced electrical and thermal conductivities.
The two desirable properties of type 304 stainless steel are corrosion
resistance and high toughness.
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Describe the common characteristics of alloys.
2. Identify the desirable properties of type 304 stainless steel.
TLO 3 Metallic Stress and Strain
Overview
Any component, no matter how simple or complex, has to transmit or
sustain a mechanical load of some sort. The load may be one of the
following types:
Dead load: a load that is constant and sustained
Live load: a load that fluctuates, with slow or fast changes in
magnitude
Shock load: a load that is applied suddenly
Impact: a load delivered to the component by a physical blow in some
form
Stress is a form of loading applied to a component. When stress is present,
strain is also involved. Personnel need to be aware of the effects of stress
and strain, including methods to mitigate negative effects to components.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Describe the following terms:
a. Stress
b. Tensile stress
c. Compressive stress
d. Shear stress
2. Describe the following terms:
Rev 1
27
a. Strain
b. Plastic deformation
c. Proportional limit
ELO 3.1 Characteristics of Stress
Introduction
When metal is loaded or stressed, the load strains, compresses, warps, or
extends the atomic structure of the metal itself in the process. The atoms
comprising a metal are arranged in a certain geometric pattern, specific for
that particular metal or alloy, and are maintained in that pattern by interatomic forces. Without stress, the atoms of the metal are in their state of
minimum energy and tend to remain in that arrangement. Work must be
done on the metal by adding energy to distort the atomic pattern. Recall
that work equals force times distance.
Stress is the internal resistance, or counterforce, of a material to the
distorting effects of an external force or load. These counter-forces tend to
return the atoms to their normal positions in the material's geometric
arrangement. Stress, the total resistance developed, equals the external
load.
Measuring Stress
The external load and the area to which it is applied are measurable
although it is impossible to measure the intensity of this internal stress.
Stress (σ) equals the load per unit area or the force (F) applied per crosssectional area (A) perpendicular to the force, as defined below in the
formula:
𝑆𝑡𝑟𝑒𝑠𝑠 = 𝜎 =
𝐹
𝐴
Where:
•
σ = stress, measured in Pascals (Pa), MegaPascals (MPa), pounds per
square inch (psi), or pounds-force per square inch (lbf/in.2)
•
F = applied force, measured in Newtons or pounds-force per square
inch
•
A = cross-sectional area, measured in square meters (m2), square
millimeters (mm2) or square inches (in.2)
Types of Stress
Stresses occur in any material subject to a load or any applied force. There
are many types of stresses with six main classifications, including:
28
Residual stresses
Rev 1
Structural stresses
Pressure stresses
Flow stresses
Thermal stresses
Fatigue stresses
Residual Stresses
Residual stresses result from manufacturing processes that leave stresses in
a material. For example, welding leaves residual stresses in the weld area.
Another section in this module discusses stresses associated with welding.
Structural Stresses
Structural stresses are stresses produced in structural members because of
the weight they support. Structure or component weight provides the
loading on the structural members. These types of stresses occur in
building foundations and framework as well as in machinery parts.
Pressure Stresses
Pressure stresses are stresses produced in vessels containing pressurized
materials. Pressure loading is the same force producing the pressure.
Steam generators are an example of a pressure vessel subjected to pressure
stress.
Flow Stresses
Flow stresses take place when a mass of flowing fluid causes a dynamic
pressure on the wall of a pipe. The load is the fluid striking the wall. Load
application of this type of stress loading may be unsteady with fluctuating
flow rates. Water hammer is an example of a transient flow stress.
Thermal Stresses
Thermal stresses exist whenever temperature gradients are present in a
material. Different temperatures produce different expansion rates and
subject materials to internal stress. This type of stress is particularly
noticeable with thick-walled pressure vessels operating at moderately high
temperatures with heatup and cooldown conditions. A later section of this
module discusses thermal stress.
Fatigue Stresses
Fatigue stresses result from the cyclic application of a stress. These stresses
could be due to vibration or thermal cycling, for example, temperature
changes.
Rev 1
29
Flaws and Cyclic Loading
The significance of all of the stresses previously discussed increases when
the stressed material contains flaws. Flaws tend to increase the detrimental
effects of stress on a material. When loadings are cyclic or unsteady,
stresses can affect a material more severely than when loadings are
constant. Additional stresses associated with flaws and cyclic loading
combined with the other types of stresses discussed may exceed the stress
necessary for a material to fail.
Types of Applied Stress
Stress occurs as one of three basic types of internal loads: tensile,
compressive, or shear. The figure below illustrates the force directions for
each of these stress types.
Figure: Types of Applied Stress
Mathematically, there are only two types of internal load because tensile
and compressive stress each provides positive and negative versions of the
same type of normal loading. However, in mechanical design, the response
of components to these two conditions can be so different that it is better,
and safer, to regard them as separate stress types.
As seen in the figure above, the plane of a tensile or compressive stress lies
perpendicular to the axis of operation of the force from which it originates.
However, the plane of a shear stress lies in the plane of the force from
which it originates.
Tensile Stress
Tensile stress is that type of stress where the two sections of a material on
either side of a stress plane tend to pull apart or elongate. It is a measure of
a material articulated as the greatest stress a specific material can withstand
without breaking.
30
Rev 1
Compressive Stress
Compressive stress is the reverse of tensile stress. Adjacent parts of the
material tend to press against each other through a typical stress plane. It is
the ability of a material or structure to withstand loads tending to reduce
size.
Shear Stress
Shear stress exists when two parts of a material tend to slide across each
other in any typical plane of shear on application of force parallel to that
plane.
Assessing Stresses in Materials
Assessing mechanical properties addresses three basic types of stress,
including tensile and comprehensive stresses, shear stress, and multiple
stresses.
Tensile and Compressive Stresses
Because tensile and compressive loads each produce stresses that act across
a plane, normally in a direction perpendicular to the plane, tensile and
compressive stresses are both called normal stresses. The shorthand
designations for these stresses are as follows.
For tensile stresses: +SN (or SN) or σ (sigma)
For compressive stresses: -SN or -σ (minus sigma)
Compressibility is the ability of a material to react to compressive stress or
pressure. For example, metals and liquids are incompressible, but gases and
vapors are compressible.
Shear Stress
The shear stress equals the force divided by the area of the face parallel to
the direction in which the force acts.
Multiple Stresses
Two types of stress can be present simultaneously in one plane, provided
one of the stresses is shear stress. Different basic stress type combinations
may coexist in the material under certain conditions. An example of this is
a steam generator during operation. The wall of the steam generator vessel
has tensile stress at various locations due to the temperature and pressure of
the fluid acting on the wall. Compressive stresses occur on the outside wall
due to outside pressure, temperature, and constriction of the supports
associated with the vessel. In this situation, tensile and compressive
stresses are the principal stresses. If present, shear stress acts at a 90° angle
to the principal stress.
Rev 1
31
Knowledge Check
_________ stress is the type of stress that tends to pull a
material apart.
A.
Elongation
B.
Compressive
C.
Shear
D.
Tensile
ELO 3.2 Characteristics of Strain
Introduction
A metal is distorted or deformed to some degree when a metal subjects to a
load or force. If the load is small, the distortion may disappear with the
removal of the load.
Strain
Glossary
The intensity or degree of distortion.
Characteristics of Strain Details
A state of stress usually exists in most volumes of the material in the use of
metal for mechanical engineering purposes. Reaction of the atomic
structure manifests itself on a macroscopic scale. Strain is the total
elongation per unit length of material due to some applied stress defined
below by the formula:
𝑆𝑡𝑟𝑎𝑖𝑛 = 𝜀 =
𝛿
𝐿
Where:
•
ε = strain (m/m, mm/mm or in./in.)
•
δ = total elongation (m, mm or in.)
•
L = original length (m, mm, in.)
Types of Strain
Elastic strain and plastic deformation are two types of strain.
32
Rev 1
Elastic strain or elastic deformation, is a transitory dimensional change
existing only while the initiating stress is applied and disappearing
immediately on removal of the stress. Applied stresses cause the atoms in
the affected crystalline structure to move from their equilibrium position.
All atoms displace equally and maintain their relative geometry. Removal
of the stresses allows all of the atoms return to their original positions
without permanent deformation.
Plastic deformation or plastic strain is a dimensional change that does not
disappear with removal of the initiating stress, and usually includes some
amount of elastic strain.
Elasticity and Plasticity
The phenomenon of elastic strain and plastic deformation in a material are
respectively termed as elasticity and plasticity. Most metals have some
elasticity at room temperature. This elasticity manifests itself as soon as the
slightest stress is applied. Metals usually also possess some plasticity, but
this may not become apparent until the stress increases appreciably. When
it does appear, the magnitude of plastic strain is likely to be much greater
than that of the elastic strain for a given stress increment.
Metals often exhibit less elasticity and more plasticity at elevated
temperatures. A few pure unalloyed metals, notably aluminum, copper and
gold, show little if any, elasticity when stressed in the annealed condition at
room temperature, but do exhibit marked plasticity. Some unalloyed metals
and many alloys have marked elasticity at room temperature, but no
plasticity.
Proportional Limit
The state of stress just before plastic deformation begins to appear is the
proportional limit or the stress level and the corresponding value of elastic
strain. Proportional limit units are pounds per square inch (psi/in.2), or
other stress units. The deformation consists of both elastic and plastic
strains for load intensities beyond the proportional.
Strain’s Effect on Metals
Strain measures the proportional dimensional change. Such values of strain
are easily determined and only cease to be sufficiently accurate when plastic
deformation becomes dominant.
A metal experiences strain when its volume remains constant. Therefore, if
volume remains constant as the dimension changes on one axis, then the
dimensions of at least one other axis must also change. A dimension must
decrease if one increases. There are a few exceptions. For example, train
hardening involves the absorption of strain energy in the material structure,
resulting in an increase in one dimension without an offsetting decrease of
Rev 1
33
another dimension. This causes the density of the material to decrease and
volume to increase.
Poisson’s Ratio
Applying a tensile load to a material causes the material to elongate on the
axis of the load perpendicular to the tensile stress plane, illustrated in the
next figure. Decreasing axial dimension occurs from load compressive. A
corresponding lateral contraction or expansion occurs when there is
constant volume. This lateral change bears a fixed relationship to the axial
strain. The relationship, or ratio, of lateral to axial strain is Poisson's ratio
after the name of its discoverer, usually symbolized by ν.
Figure: Change of Cylinder Shape Under Stress
Deformation of Cubic Structures (Lattices)
Whether or not a material can deform plastically at low applied stresses
depends on its lattice structure. It is easier for planes of atoms to slide by
each other if those planes are closely packed. Therefore, lattice structures
with closely packed planes allow more plastic deformation than those that
are not so closely packed. Furthermore, cubic lattice structures allow
slippage to occur more easily than non-cubic lattices. This is because their
symmetry provides closely packed planes in several directions.
Characteristics of Common Lattice Types
Most metals are made of the body-centered cubic (BCC), face-centered
cubic (FCC), or hexagonal close-packed (HCP) crystals. A face-centered
cubic crystal structure deforms more easily under load before breaking than
a body-centered cubic structure.
34
Rev 1
The BCC lattice, although cubic, is not closely packed and forms strong
metals such as α-iron and tungsten. The FCC lattice is both cubic and
closely packed, and forms ductile materials, such as γ-iron, silver, gold, and
lead. Finally, HCP lattices are closely packed, but not cubic. HCP metals
such as cobalt and zinc are not as ductile as the FCC metals.
Knowledge Check
The amount of stress a material can stand just before
plastic deformation begins to appear is the
_______________.
A.
tensile limit
B.
plastic limit
C.
proportional limit
D.
elastic limit
TLO 3 Summary
Stress is the internal resistance of a material to the distorting effects
of an external force or load.
𝐹
𝐴
Three types of stress:
— Tensile stress: the type of stress in which the two sections of
material on either side of a stress plane tend to pull apart or
elongate.
— Compressive stress: is the reverse of tensile stress. Adjacent
parts of the material tend to press against each other.
— Shear stress: exists when two parts of a material tend to slide
across each other on application of force parallel to that plane.
Compressibility: the ability of a material to react to compressive
stress or pressure.
Strain: the proportional dimensional change, or the intensity or
degree of distortion, in a material under stress.
𝛿
𝑆𝑡𝑟𝑎𝑖𝑛 = 𝜀 =
𝐿
Plastic deformation: the dimensional change that does not disappear
with the initiation stress removed.
Proportional limit is the amount of stress just before the threshold
where plastic deformation begins to appear or the stress level and the
corresponding value of elastic strain.
Two types of strain:
𝑆𝑡𝑟𝑒𝑠𝑠 = 𝜎 =
Rev 1
35
— Elastic strain: a transitory dimensional change that exists only
while the initiating stress is applied and disappears immediately
on removal of the stress
— Plastic strain or plastic deformation: a dimensional change
that does not disappear when the initiating stress is removed.
γ-iron: a face-centered cubic crystal structure that deforms more
readily under load before breaking than α-iron, which has bodycentered cubic structures.
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Describe the following terms:
a. Stress
b. Tensile stress
c. Compressive stress
d. Shear stress
2. Describe the following terms:
a. Strain
b. Plastic deformation
c. Proportional limit
TLO 4 Stress-Strain Curves
Overview
In 1678, an English scientist named Robert Hooke conducted experiments
that provided data showing that in the elastic range, a material's strain is
proportional to the applied stress. In the 1800s Thomas Young, working
with experiments by other scientists conducted earlier in the 1700s,
characterized Young's modulus, also known as the tensile modulus or
elastic modulus, as a measure of the stiffness of an elastic isotropic
(uniform in all directions) material. These relationships between stress and
strain, brittle and ductile properties, and the stress-strain curves are included
here.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Explain Hooke's Law and Young's Modulus related to stress and
elastic materials.
2. Explain the following points and in-between areas on a stress-strain
curve:
a. Proportional limit
b. Yield point
c. Ultimate strength
d. Fracture point
36
Rev 1
3. Describe the difference in the shapes of stress-strain curves for brittle
and ductile materials.
ELO 4.1 Hooke’s Law and Young’s Modulus
Introduction
Most polycrystalline materials have within their elastic range an almost
constant relationship between applied stress and subsequent strain.
Experiments by an English scientist in the 1600s named Robert Hooke led
to the formation of Hooke's Law that states that in the elastic range, a
material's strain is proportional to stress. The ratio of stress to strain, or the
slope of the relationship (if graphed), is called the Young's Modulus after
Thomas Young of the 1800s.
Hooke's Law and Young's Modulus
With a lightly stressed metal, a temporary deformation allowed by an elastic
displacement of the atoms in the lattice, takes place. Removing the stress
results in a gradual return of the metal to its original shape and dimension,
and is known as elastic strain. Hooke discovered that the elongation of a
metal bar is directly proportional to the tensile force and the length of the
bar, and inversely proportional to the cross-sectional area and the modulus
of elasticity.
Hooke's law formula is a simple linear relationship between the force
(stress) and the elongation (strain), shown in the formula below:
𝛿=
𝑃ℓ
𝐴𝐸
Where:
•
P = force producing extension of bar (Newtons [N] or poundforce[lbf])
•
ℓ = length of bar (m, mm, or in.)
•
A = cross-sectional area of bar (m2, mm2, or in.2)
•
δ = total elongation of bar (m, mm, or in.)
•
E = elastic constant of the material, called the Modulus of Elasticity,
or Young's Modulus (Newtons per square meter [N/m2], Newtons per
square millimeter [N/mm2], or pound-force per square inch [lbf/in2])
The quantity E, equals the ratio of the unit stress to the unit strain, is the
modulus of elasticity of the material in tension or compression, called
Young's Modulus.
Rev 1
37
Considering Hooke's Law and Young's Modulus for materials under
tension, strain (ε) is proportional to applied stress σ and inversely
proportional to the below formula for Young's Modulus (E):
𝜀=
𝜎
𝐸
Where:
•
E = Young's Modulus (N/m2, N/mm2 or lbf/in.2)
•
σ = stress (MPa, Pa, or psi)
•
ε = strain (m/m, mm/mm, or in./in.)
Elastic Moduli Relevant to Polycrystalline Materials
Three elastic moduli are relevant to polycrystalline materials. These are
Young's Modulus, the Shear Modulus of Elasticity, and the Bulk Modulus
of Elasticity.
Young's Modulus or Elastic Modulus
Young's Modulus of Elasticity is the elastic modulus for tensile and
compressive stress, usually assessed by tensile tests. Important to
understanding a material's characteristics, it measures the ratio of stress to
strain, the measure of resistance to elastic deformation.
Mathematically, Young's Modulus equals stress (at any point below the
proportional limit) divided by the corresponding strain. It is also a measure
of the slope of the straight-line portion of the stress-strain curve discussed
later in this module.
𝐸 = 𝐸𝑙𝑎𝑠𝑡𝑖𝑐 𝑀𝑜𝑑𝑢𝑙𝑢𝑠 =
𝑠𝑡𝑟𝑒𝑠𝑠
𝑝𝑠𝑖
=
= 𝑝𝑠𝑖
𝑠𝑡𝑟𝑎𝑖𝑛 𝑖𝑛.⁄𝑖𝑛.
or
𝐸=
𝜎
𝜀
Young's Modulus calculations utilize data from previously performed
stress-strain tests on the subject material. Strain (ε) is a number
representing a ratio of two lengths; therefore, Young's Modulus uses the
same units as stress (σ), pounds per square inch. The following figure gives
average values of the Modulus (E) for several metals used in industrial
construction. A later part of this module provides information on yield
strength and ultimate strength of materials.
38
Rev 1
Properties of Common Structural Materials
Material
Young’s
Modulus
(E) (psi)
Yield Strength (psi)
Ultimate Strength
(psi)
Aluminum
1.0 X 107
3.5 x 104 to 4.5 x 104
5.4 x 104 to 6.5 x 104
Stainless
Steel
2.9 x 107
4.0 x 104 to 5.0 x 104
7.8 x 104 to 10 x 104
Carbon
Steel
3.0 x 107
3.0 x 104 to 4.0 x 104
5.5 x 104 to 6.5 x 104
Example:
What is the elongation of 200 in. of aluminum wire with a 0.01 square in.
area if used to lift a weight of 100 lbs?
Solution:
𝛿=
𝑃ℓ
𝐴𝐸
(100 𝑙𝑏)(200 𝑖𝑛. )
𝛿=
(0.001 𝑖𝑛.2 ) (1.0 × 107
𝑙𝑏
)
𝑖𝑛.2
𝛿 = 0.2 𝑖𝑛.
Shear Modulus of Elasticity
The Shear Modulus of Elasticity (rigidity) is the ratio of the shear stress to
the shear strain. It describes an object's tendency to shear when acted on by
opposing forces and becomes important when discussing viscosity. An
example of shear modulus of elasticity is cutting material with a dull pair of
scissors.
Rev 1
39
Figure: Bulk Modulus of Elasticity
Where:
•
F = Force
•
A = the cross-sectional area acted on by the force
•
∆X = transverse displacement
•
L = initial length
•
Θ = shear strain
Bulk Modulus of Elasticity
The Bulk Modulus of Elasticity measures the material's resistance to
uniform compression, defined as the ratio of the infinitesimal pressure
increase to the resulting relative decrease of the volume.
Figure: Bulk Modulus of Elasticity
40
Rev 1
Knowledge Check
_______________ states that in the elastic range of a
material, strain is proportional to stress.
A.
Young's Modulus
B.
Bulk Modulus
C.
Hooke's Law
D.
Polycrystalline's Law
ELO 4.2 Stress-Strain Curves
Introduction
Complete a tensile test of a sample of the material to determine the loadcarrying ability and amount of plastic deformation before fracture. This test
consists of applying a gradually increasing force of tension at one end of a
sample length of the material with the other end anchored to a rigid support.
The testing machine indicates and records the magnitude of the force
throughout the test. Simultaneous measurements are made of the increasing
length of a portion of the sample specimen, called the gauge length.
Both load and elongation measurements continue until the material fractures
or fails due to plastic deformation. This is the fracture point.
Stress-Strain Curves
We remove the specimen from the machine, then fit the fractured ends
together with measurements made of the now-extended gauge length and
average diameter of the minimum cross section (only if the specimen used
is cylindrical) after the measurements are complete.
The tabulated results consist of the following:
Rev 1
Designation of the material tested
Original cross section dimensions of the specimen within the gauge
length
Original gauge length
Frequent readings series identifying the load and the corresponding
gauge length dimension
Final average diameter of the minimum cross section
Final gauge length
Description of the fractured surface’s appearance (for example, cupcone, wolf's ear, diagonal, or start)
41
We construct a stress-strain curve to illustrate the material's properties with
the tabulated data.
Engineering Versus True Stress and Strain
As computed, stress and strain are sometimes called engineering stress and
strain. Engineering values are useful for determining the load-carrying
values of a material.
However, true stress and strain bases its calculations on the area and the
gauge length existing for each increment of load and deformation. For
example, true strain is the natural log of the elongation [ln (L/Lo)], and true
stress is P/A, where A is area. Below the elastic limit, engineering stress
and true stress are almost identical.
Ductile Material Stress-Strain Curve
The figure below shows a graphic result, or stress-strain diagram, of a
typical tension test for structural steel. The ratio of stress to strain, or the
gradient of the stress-strain graph, is the Modulus of Elasticity or Elastic
Modulus. The slope of the portion of the curve where stress is proportional
to strain (between points 1 and 2) is Young's Modulus; Hooke's Law applies
in this region.
Refer to the identified points in the figure.
42
Hooke's Law applies between points 1 and 2.
Hooke's Law becomes questionable between points 2 and 3, and
nonlinear strain increases more rapidly.
The curve between points 1 and 2 is called the elastic region. The
material returns to its original length when stress is removed.
Point 2 is the proportional limit (PL) or elastic limit, and point 3 is the
yield strength (YS) or yield point (point of beginning plastic
deformation).
The area between points 2 and 5 is known as the plastic region
because once stressed in this area, the material will not return to its
original length.
Point 4 is the point of ultimate tensile strength (maximum stress while
being stretched before failing)
Point 5 is the fracture point where separation failure of the material
occurs.
Rev 1
Figure: Typical Tension Test for Structural Steel
Knowledge Check
Point/portion on the stress-strain curve where the
material returns to its original length with stress
removed.
A.
Yield point
B.
Plastic region
C.
Elastic region
D.
Proportional
ELO 4.3 Brittle and Ductile Material Stress-Strain Curves
Introduction
Brittle and ductile material stress-strain curves are significantly different
from each other, allowing easy identification of the sample material's
properties.
Brittle and Ductile Material Stress-Strain Curves
The figure below is a stress-strain curve typical of a ductile material where
the strength is small, and the plastic region is great compared to the elastic
region. The material will bear more strain or deformation before fracturing.
Rev 1
43
Figure: Ductile Material Stress-Strain Curve
The next figure, below, is a stress-strain curve typical of a brittle material
where the plastic region is small and much nearer in strain to the elastic
region, and the strength of the material is high.
Figure: Brittle Material Stress-Strain Curve
Tensile tests supply three descriptive facts about a material. These are:
The stresses at which observable plastic deformation or yielding
begins.
The ultimate tensile strength or maximum intensity of load that can be
carried in tension.
44
Rev 1
The percent elongation (the amount the material will stretch) or strain,
and the accompanying percent reduction of the cross-sectional area
caused by stretching.
The rupture or fracture point.
Knowledge Check
A stress-strain curve for a strong brittle material has …
A.
a longer elastic region.
B.
a longer plastic region.
C.
a lower proportional limit.
D.
yield point and tensile strength point further apart.
TLO 4 Summary
Hooke's Law states that in the elastic range of a material strain is
proportional to stress. It is measured by using the following equation:
𝑃ℓ
𝛿 = 𝐴𝐸
Bulk Modulus of Elasticity measures the material's resistance to
uniform compression, and is the ratio of the infinitesimal pressure
increase to the resulting relative decrease of the volume.
Fracture point is the point where the material fractures due to plastic
deformation.
Stress-strain curves:
— Hooke's Law applies between Points 1 and 2.
— Elastic region is between Points 1 and 2.
— Plastic region is between Points 2 and 5.
— Point 3 is the yield strength (YS) or yield point.
— Point 4 is the ultimate tensile strength.
Young's Modulus (Elastic Modulus) is the ratio of stress to strain,
or the slope of the stress-strain graph. It is measured using the
following equation:
𝑠𝑡𝑟𝑒𝑠𝑠
𝑝𝑠𝑖
𝐸 = 𝐸𝑙𝑎𝑠𝑡𝑖𝑐 𝑀𝑜𝑑𝑢𝑙𝑢𝑠 = 𝑠𝑡𝑟𝑎𝑖𝑛 = 𝑖𝑛.⁄𝑖𝑛. = 𝑝𝑠𝑖
or
𝐸=
Rev 1
𝜎
𝜀
45
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Explain Hooke's Law and Young's Modulus related to stress and
elastic materials.
2. Explain the following points and in-between areas on a stress-strain
curve:
a. Proportional limit
b. Yield point
c. Ultimate strength
d. Fracture point
3. Describe the difference in the shapes of stress-strain curves for brittle
and ductile materials.
TLO 5 Physical and Chemical Properties of Metals
Overview
Material selection for various applications in power plants depends on the
physical and chemical properties associated with those materials. It is
possible to change the properties of metals by metallurgical processes such
as heat treatment and the hot and cold working of metal. Personnel need to
understand the effects of these processes on metals to recognize the
selection of materials used in industrial systems and facilities.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Describe the following terms:
a. Strength
2. Ultimate tensile strength
3. Yield strength
b. Ductility
c. Malleability
d. Toughness
e. Hardness
4. Describe the following types of treatments used on metals:
5. Heat treatment
a. Cooling (Quenching)
b. Annealing
6. Cold working
7. Hot working
46
Rev 1
ELO 5.1 Physical and Chemical Properties of Metals
Introduction
Metal properties use many terms to describe and quantify their strengths
and weakness. Previous lessons in this module gave a basic overview of
some of these. This lesson adds to that knowledge.
Strength
Strength is the ability of a material to resist deformation. The strength
requirements of a structure equal the maximum load that can be borne
before failure occurs.
Determining a Material's Strength
Permanent deformation or plastic strain generally takes place in a
component before failure when under tension. The load-carrying capacity
of the material at the instant of failure is probably less than the maximum
load the material can support at a lower strain. This failure occurs because
the load spreads over a significantly smaller cross-section of the metal as
the deformation of the material takes place.
Conversely, under compression, the load at fracture is the maximum
applicable over a significantly enlarged area due to compression of the
material compared to the cross-sectional area without a load.
This nominal stress is included in quoting the strength of a material and
qualified by the type of stress applied, such as tensile strength, compressive
strength, or shear strength. Compressive strength equals the tensile strength
for most structural materials. This is a safe assumption because the nominal
compression strength is always greater than the nominal tensile strength
because of the increase in effective cross sectioning during compression.
Strength and Slip
Grain boundaries in metals prevent slip. The smaller the grain sizes yield,
the larger the grain boundary areas. Decreasing the grain size through cold
or hot working of the metal tends to retard slip, and thereby increases the
strength of the metal.
Ultimate Tensile Strength
The ultimate tensile strength (UTS) is the maximum resistance a material
presents to fracture. It is equivalent to the maximum load capability of one
square inch of cross-sectional area with the load applied as simple tension.
𝑈𝑇𝑆 =
Rev 1
𝑚𝑎𝑥𝑖𝑚𝑢𝑚 𝑙𝑜𝑎𝑑
𝑃𝑚𝑎𝑥
=
= 𝑝𝑠𝑖
𝑎𝑟𝑒𝑎 𝑜𝑓 𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙 𝑐𝑟𝑜𝑠𝑠 𝑠𝑒𝑐𝑡𝑖𝑜𝑛
𝐴𝑜
47
The ultimate tensile strength appears as the stress coordinate value of the
highest point on the curve on a stress-strain curve shown below in the
figure.
Figure: Stress-Strain Curve
Materials that elongate greatly before breaking undergo a large reduction of
cross-sectional area so that the material carries less of the load in the final
stages of the tensile test, which accounts for the stress decrease shown on
the curve between points 4 and 5. The stress decreases since we use the
original cross-sectional area in stress calculations and the cross-sectional
area decreases.
Necking appears when large amounts of strain or instability happen in a
local cross-section of a material and the material hardens during the
deformation prior to its failure. This creates the basis for the name necking
because stress creates a narrowed part in a material, similar to a person’s
neck or to the short concave section between the capital and the shaft of a
classical Doric or Tuscan architectural column.
48
Rev 1
Figure: Doric Column
Yield Strength
Yield strength is the term for identifying the stress where plastic
deformation starts. The yield strength is the stress where a predetermined
amount of permanent deformation occurs.
Determining Yield Strength
The graphic below shows a portion of the early stages of a tension test
evaluating yield strength. The predetermined amount of permanent strain is
set along the strain axis of the graph, to the right of the origin zero (0) on
the axis, shown as Point D in the figure below, to find yield strength.
Rev 1
49
Figure: Brittle Material Stress-Strain Curve
Draw a straight line through Point D at the same slope as the initial portion
of the stress-strain curve, and extend it to meet the stress-strain curve. The
intersection of the new line and the stress-strain curve is the yield strength,
shown as Point 3 of the above figure. This method allows us to subtract the
elastic strain from the total strain, leaving the predetermined permanent
offset as a remainder. Stated yield strength includes the amount of offset.
For example, Yield strength (at 0.2 percent offset) = 51,200 psi.
Examples of Yield Strength
Yield strength varies according to the material or the metal. The below list
shows example of the yield strengths for some metals:
Aluminum: 3.5 x 104 to 4.5 x 104 psi
Stainless steel: 4.0 x 104 to 5.0 x 104 psi
Carbon steel: 3.0 x 104 to 4.0 x 104 psi
Yield Point
Yield point is the identified position in the stress-strain curve when visible
stretch and plastic deformation first occur.
Proportional Limit
The proportional limit is the stress at which the stress-strain curve first
deviates from a straight line. The ratio of stress to strain is constant, and the
material follows Hooke's Law, stress is proportional to strain, below this
limiting value of stress. Proportional limits often are not utilized in
specifications because the deviation begins so gradually that controversies
appear concerning the exact stress where the line begins to curve.
50
Rev 1
Elastic Limit
The elastic limit, previously defined, is the stress at which plastic
deformation starts. This limit cannot be accurately determined from the
stress-strain curve.
Maximum Shear Stress
Yield strength identifies the maximum allowable stress a material can
withstand. However, for components that have to withstand high pressures,
such as those used in pressurized steam generating facilities, this criterion is
not adequate. The American Society of Mechanical Engineers (ASME)
Boiler and Pressure Vessel Code incorporates these measures.
Ductility
Glossary
Ductility is the ability of a material to deform easily on
the application of a tensile force, or the ability of a
material to withstand plastic deformation without
rupturing. Ductility also considers factors such as
bendability and crushability.
Ductile materials demonstrate great deformation before
fracturing. Usually if two materials have the same
strength and hardness, the one with the higher ductility
is more desirable for engineering applications.
Ductility Determination
The percent elongation reported in a tensile test is the maximum elongation
of the gauge length divided by the original gauge length.
Rev 1
51
Figure: Elongation after Failure
𝑃𝑒𝑟𝑐𝑒𝑛𝑡 𝑒𝑙𝑜𝑛𝑔𝑎𝑡𝑖𝑜𝑛 =
=
𝑓𝑖𝑛𝑎𝑙 𝑔𝑎𝑔𝑒 𝑙𝑒𝑛𝑔𝑡ℎ − 𝑖𝑛𝑖𝑡𝑖𝑎𝑙 𝑔𝑎𝑔𝑒 𝑙𝑒𝑛𝑔𝑡ℎ
𝑖𝑛𝑖𝑡𝑖𝑎𝑙 𝑔𝑎𝑔𝑒 𝑙𝑒𝑛𝑔𝑡ℎ
𝐿𝑥 − 𝐿𝑜
= 𝑖𝑛𝑐ℎ𝑒𝑠 𝑝𝑒𝑟 𝑖𝑛𝑐ℎ × 100
𝐿𝑜
Reduction of area is the proportional reduction of the cross-sectional area of
a tensile test piece at the plane of fracture measured after fracture.
𝑃𝑒𝑟𝑐𝑒𝑛𝑡 𝑟𝑒𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑜𝑓 𝑎𝑟𝑒𝑎 (𝑅𝐴)
𝑎𝑟𝑒𝑎 𝑜𝑓 𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙 𝑐𝑟𝑜𝑠𝑠 𝑠𝑒𝑐𝑡𝑖𝑜𝑛 − 𝑚𝑖𝑛𝑖𝑚𝑢𝑚 𝑓𝑖𝑛𝑎𝑙 𝑎𝑟𝑒𝑎
=
𝑎𝑟𝑒𝑎 𝑜𝑓 𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙 𝑐𝑟𝑜𝑠𝑠 𝑠𝑒𝑐𝑡𝑖𝑜𝑛
=
𝐴𝑜 − 𝐴𝑚𝑖𝑛 𝑑𝑒𝑐𝑟𝑒𝑎𝑠𝑒 𝑖𝑛 𝑎𝑟𝑒𝑎 𝑠𝑞𝑢𝑎𝑟𝑒 𝑖𝑛𝑐ℎ𝑒𝑠
=
=
× 100
𝐴𝑜
𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙 𝑎𝑟𝑒𝑎
𝑠𝑞𝑢𝑎𝑟𝑒 𝑖𝑛𝑐ℎ𝑒𝑠
The reduction of area is additional information to the percent elongation for
the deformational characteristics of the material. These two characteristics
indicate ductility, the ability of a material to elongate in tension. Because
the elongation is not uniform over the entire gauge length and is greatest at
the center of the neck, the percent elongation is not an absolute measure of
ductility. The reduction of area, measured at the minimum diameter of the
neck, is a better indicator of ductility.
Changes in Ductility
The ductility of many metals changes with altering conditions. Increasing
temperature increases ductility. Decreasing temperature decreases ductility
and potentially changes the material to brittle behavior from ductile
52
Rev 1
behavior. Radiation, also known as neutron radiation, changes ductility.
Materials become more brittle with greater amounts of radiation exposure.
Cold working makes metals less ductile. Cold working occurs at a
particular temperature region over a particular time interval to obtain plastic
deformation without relieving strain hardening. Strain hardening, another
term for work hardening, also strengthens metal by plastic deformation.
Annealing is heating a cold worked metal to or above the temperature at
which metal atoms return to their equilibrium positions, increasing the
ductility of that metal.
Minor additions of impurities to metals markedly influence the change to
brittle behavior from ductile behavior.
Advantages of Ductile Material
Ductility is a desirable factor in high-temperature and high-pressure
industrial applications because of increased stresses on the metals. High
ductility in these applications helps prevent failure by brittle fracture. More
information about brittle fracture is included later in this module.
Malleability
Where ductility is a material's ability to deform easily on the application of
a tensile force, malleability is a metal’s ability to exhibit large deformation
or plastic response when subjected to compressive force. Uniform
compressive force causes deformation by compressive force as shown in the
figure below.
Figure: Malleable Deformation of a Cylinder under Uniform Axial
Compression
Rev 1
53
Deformation by Compression
Applying compressive force causes the material’s contraction axially with
the force and laterally as compression increases. Restraint due to friction at
the contact faces induces axial tension on the outside of the material.
Tensile forces operate around the circumference concurrent with lateral
expansion or increasing girth. Plastic flow at the center of the material also
induces tension. Because of these factors and the criterion of fracture, the
limit of plastic deformation for a ductile material depends on tensile rather
than compressive stress.
Changes In Malleability
Temperature change may modify both the plastic flow mode and the
fracture mode of a material, changing a material's malleability.
Toughness
Toughness describes the way a material reacts under sudden impacts.
Toughness is the work required to deform one cubic inch of metal until it
fractures.
Material Toughness Tests
The Charpy test and the Izod impact strength test measure toughness. Both
tests use a notched sample. The location and V-shaped notch are standard.
The points of support of the sample and the impact of the hammer must
bear a constant relationship to the location of the notch.
These tests mount metal samples in a device like the one shown below in
the figure. A pendulum of a known weight falls freely from a set height and
strikes the sample.
54
Rev 1
Figure: Charpy V-Notch Test
The maximum energy developed by the hammer is 120 ft/lb in the Izod Test
and 240 ft/lb in the Charpy Test. The energy absorbed by the specimen
limits the upward swing of the pendulum after fracturing the material
specimen. The greater the amount of energy absorbed by the specimen, the
smaller the upward swing of the pendulum and the tougher the material.
Toughness Test Results
Toughness is relative and applies only to instances involving exactly this
type of sample and method of loading. A sample of a different shape yields
an entirely different result. Notches confine the deformation to a small
volume of metal that reduces toughness. In effect, the shape of the metal
and the material composition determine the toughness of the material.
Hardness
Hardness is the property of a material enabling its resistance to plastic
deformation, penetration, indentation, and scratching. Hardness is
important from an engineering standpoint because resistance to wear by
friction or erosion from steam, oil, water flow, and so forth, generally
increases with hardness.
Hardness Test
Hardness tests serve an important need in industry even though they do not
measure a unique quality that can be termed hardness. Several methods
exist for hardness testing. Those most often used include the following:
Rev 1
Brinell Test
Rockwell Test
Vickers Test
55
Tukon Test
Sclerscope Test
Files Test
The first four tests employ indentations in the material. The Sclerscope
Test uses the rebound height of a diamond-tipped metallic hammer. The
Files Test establishes the harness of a material by determining how well a
new file of a proven hardness abrades the material’s surface.
Nickel
Nickel is an important alloying element because it increases the toughness
and ductility of steel without increasing its hardness when used in
concentration of less than 5 percent. Nickel will not increase the hardness
when added in small quantities because it does not form solid carbon
compounds (carbides).
Chromium
Chromium alloyed in steel creates carbide that hardens the metal. The
chromium atoms may also occupy locations in the metal's crystalline lattice,
increasing the metal’s hardness without affecting its ductility. A nickel and
chromium alloy intensifies the effects of chromium, resulting in steel with
increased hardness and ductility.
Stainless steels, characteristically resistant to many corrosive conditions, are
alloyed steels containing at least 12 percent chromium.
Copper
Copper’s effect on steel is similar to that of nickel. Copper does not form a
carbide; however, it increases hardness by retarding dislocation movement
within the metal's crystalline lattice.
Molybdenum
When added to steel, molybdenum forms a complex carbide. Because of
the structure of the carbide, molybdenum hardens steel substantially and
minimizes grain enlargement. Molybdenum augments the desirable
properties of both nickel and chromium when alloyed in steel.
56
Rev 1
Knowledge Check
_______________ is a material's maximum resistance
to fracture.
A.
Strength
B.
Yield Strength
C.
Ductility
D.
Ultimate tensile strength
ELO 5.2 Metal Treatments
Introduction
Heat treatment and the working of metal are metallurgical processes used to
change the properties of metals. A basic understanding of these methods
helps with understanding how metal treatments modify the properties of
some metals necessary for nuclear plant applications.
Heat Treatment
Large carbon steel components undergo heat treatment that takes advantage
of metallic crystalline structures and their effects on the metal to gain
certain desirable properties. Toughness and ductility decrease as hardness
and tensile strength increase in heat-treated steel. Heat treatment is
unsuitable for increasing the hardness and strength of type 304 stainless
steel because of its crystalline structure.
Quenching (Cooling)
Varying the rate of quenching or cooling the metal, allows control of the
grain size and grain patterns in the metal material during manufacture.
Grain characteristics produce different levels of hardness and tensile
strength. Generally, the faster a metal cools, the smaller the grain size.
Smaller grain size yields a harder metal.
The cooling rate used in quenching depends on the method of cooling and
the size of the metal. Uniform cooling is important because it prevents
distortion. Steel components typically use oil or water for quenching.
Annealing
Annealing is another common heat-treating process for carbon steel
components. The annealing process is where component heating occurs
Rev 1
57
slowly to an elevated temperature then held there for a long time and
cooled. Annealing results in the following effects:
Softens the steel and improves ductility.
Relieves internal stresses caused by previous processes such as heat
treatment, welding, or machining.
Refines the metal’s grain structure.
Cold Working
Cold working is plastic deformation in a particular temperature region and
over a specific time interval such that the strain, or work hardening, is not
relieved.
Cold working a metal decreases the metal's ductility. The decreased
ductility results from the cold working process, which repeatedly deforms
the metal. Slip occurs essentially on primary glide planes and the resulting
dislocations form coplanar arrays in the early stages of plastic deformation.
Cross slip takes place as deformation proceeds. The cold worked structure
forms high dislocation density regions that eventually develop into
networks. The grain size decreases with strain at low deformation; however
as deformation continues, the grains reach a fixed size. Altering the metal's
grain size during the cold working process causes the decrease in ductility.
Hot Working
Hot working refers to the process where metal deformation happens above
the re-crystallization temperature and prevents strain hardening from
occurring.
Hot working metals usually takes place at elevated temperatures. The
resistance of metals to plastic deformation generally becomes lower with
increasing temperature. Metals display distinctly viscous characteristics at
sufficiently high temperatures, and their resistance to flow increases at high
deforming rates. This deforming is a characteristic of viscous substances
and the slowed rate of recrystallization. Hot working larger sections of
metal by forging, rolling, or extrusion are preferred in this temperature
region.
Despite this, lead is hot-worked at room temperature because of its low
melting temperature. At the other extreme, molybdenum cold working
occurs when deformed at red-hot temperatures because of its high
recrystallization temperature.
Welding
Welding induces internal stresses that remain in the material. The crystal
lattice is face-centered cubic in austenite stainless steels, such as type 304.
Some surrounding metals may be elevated to between 260 °C and 538 °C
(500 °F and 1,000 °F) during high-temperature welding. In this temperature
58
Rev 1
region, austenite transforms into a body-centered cubic lattice structure
known as bainite.
Regions surrounding the weld contain some original austenite and some of
the newly formed bainite once the metal has cooled. A problem arises
because the packing factor (PF = volume of atoms per volume of unit cell)
is not the same for FCC crystals as for BCC crystals. Bainite’s longer
crystalline structure occupies more space than the original austenite lattice.
Elongation of the material causes residual compressive and tensile stresses.
Heat sink welding minimizes welding stresses from lower metal
temperatures. Annealing also reduces welding stress.
Knowledge Check
Varying the rate of cooling of a metal in order to
control grain size and grain patterns is
_______________.
A.
heat treating
B.
annealing
C.
cold working
D.
quenching
TLO 5 Summary
Strength is the ability of a material to resist deformation.
— An increase in slip decreases the strength of a material.
— Ultimate tensile strength (UTS) is the maximum resistance to
fracture.
— Yield strength: the stress at which a predetermined amount of
plastic deformation occurs.
Ductility is the ability of a material to deform easily on application of
a tensile force, or the ability of a material to withstand plastic
deformation without rupture.
— Increasing temperature increases ductility.
— Ductility decreases with lower temperatures, cold working, and
irradiation.
— Ductility is desirable in high-temperature and high-pressure
applications.
Malleability is the ability of a metal to exhibit large deformation or
plastic response when compressed.
Toughness describes impact and is the work required to deform one
cubic inch of metal until it fractures.
Rev 1
59
Hardness is the property of a material that enables it to resist plastic
deformation, penetration, indentation, and scratching.
Quenching is varying the rate of cooling the metal that helps control
both grain size and grain patterns.
— Controlling grain characteristics produces different levels of
hardness and tensile strength
Heat treating: hardness and tensile strength increase in heat-treated
steel; however, toughness and ductility decrease.
Annealing: slowly heating a component to an elevated temperature
and holding it there for a specified time, then cooling:
— Softens steel and improves ductility
— Relieves internal stresses caused by previous processes
— Refines grain structure
Cold working is plastic deformation in a particular temperature
region and over a specific time interval such that the strain, or work
hardening, is not relieved.
Hot working refers to the process where metal deformation happens
above the re-crystallization temperature and prevents strain hardening
from occurring.
Welding - Welding induces internal stresses that remain in the
material.
— Heat sink welding and annealing minimize stresses
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Describe the following terms:
a. Strength
b. Ultimate tensile strength
c. Yield strength
d. Ductility
e. Malleability
f. Toughness
g. Hardness
2. Describe the following types of treatments used on metals:
3. Heat treatment
a. Cooling (Quenching)
b. Annealing
4. Cold working
5. Hot working
60
Rev 1
TLO 6 Metal Corrosion
Overview
Corrosion is deterioration of a material because of interaction with its
environment. Corrosion is the process where atoms leave the metal or form
compounds in the presence of water and gases. As corrosion continues,
metal atoms leave a structural element until it fails or oxides build up and
plug a pipe. All metals and alloys can corrode, including noble metals, such
as gold, in some environments.
Corrosion of metals is a natural process. Most metals are not
thermodynamically stable in their metallic form. Corrosion allows
reversion to more stable forms, such as oxides that exist in ores. Corrosion
occurs continuously, and is a primary concern in nuclear facilities.
Corrosion control methods exist; however, it is impossible to stop.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Describe the following types of corrosion and methods for
controlling:
a. General corrosion
b. Galvanic corrosion
2. Describe the following types of localized corrosion including
prevention/control methods:
a. Stress corrosion cracking
b. Chloride stress corrosion
c. Caustic stress corrosion
3. Describe hydrogen embrittlement
ELO 6.1 General and Galvanic Corrosion
Introduction
Corrosion is a major factor when selecting material for use in industrial
systems and facilities. The material selected must resist the various types of
corrosion caused by the environment, other materials, and conditions that
the specific material undergoes at the facility.
General Corrosion
General corrosion caused by water, steel, or iron often results from a
chemical reaction where the steel surface oxidizes, forming iron oxide, or
rust. Many systems and components in industrial nuclear plants use
materials constructed from iron alloys. Standard material selection methods
to protect against general corrosion include the following:
Rev 1
Using materials with corrosion-resistant composition, such as
stainless steel, nickel, chromium, and molybdenum alloys
61
Using protective coatings, such as paints and epoxies prevents
corrosion:
— Corrosion is electrochemical by nature, and the corrosion
resistance of stainless steel results from surface oxide films that
interfere with the electrochemical process.
Applying surface metallic and nonmetallic coatings or linings protects
against corrosion and allows the material to retain its structural
strength.
— For example, a carbon steel pressure vessel lined with stainless
steel cladding.
Galvanic Corrosion
Galvanic corrosion occurs when two dissimilar metals with different
electrical potentials are in electrical contact in an electrolyte. It may also
take place within one metal with heterogeneities (dissimilarities such as
impurity inclusions, grains of different sizes, differences in grain
composition, or differences in mechanical stress).
Galvanic Corrosion Mechanism
Different electrical potential exists for each metal and serve as the driving
force for electrical current flowing through the electrolyte in galvanic
corrosion. This electrical current results in corrosion of one of the metals.
The larger the potential difference, the greater the rate of galvanic
corrosion.
Galvanic corrosion only results in deterioration of one of the metals. The
less resistant, more active metal becomes the anodic or negative corrosion
site. The stronger, nobler metal is cathodic or positive and protected. The
two metals are uniformly attacked by the corrosive medium as if there was
no electrical contact and therefore no current flow.
For any particular medium, a sequential list arranging metal from most
active, or those with the least amount of noble metals, to passive or those
with the largest amount of noble metals identifies the galvanic series. The
Chemistry Fundamentals module discusses the galvanic series for seawater.
Minimizing Galvanic Corrosion
Galvanic corrosion is a concern in both design and material selection.
Material selection is important because different metals may contact each
other and form galvanic cells. Design is important to minimize system low
flow conditions and resultant areas of corrosion buildup. Loose corrosion
products transport through systems and deposit in low-flow areas, causing
additional flow restrictions. Substances formed by corrosion and exposed
to radiation become highly radioactive, further increasing radiation levels
and contamination issues in nuclear plants.
62
Rev 1
Cathodic Protection
There are methods of reducing galvanic corrosion. For example, when
pieces of zinc are attached to the bottom of a steel water tank, the zinc
become the anode, and corrodes. The steel in the tank becomes the cathode,
remaining unaffected by the corrosion. This electrical current between the
anode and cathode causing the anode to corrode is passive galvanic cathodic
protection. The corroding anode is the sacrificial anode. The more active
metal becomes the anode or negative and the more noble metal is the
cathode or positive and protected. An external direct current (DC) electrical
power source provides sufficient current to negate the corrosion in certain
large systems in industrial applications.
Knowledge Check
_______________ is an attack on the entire surface of
a metal, where the surface of the metal oxidizes to form
rust.
A.
Chloride stress corrosion
B.
General corrosion
C.
Caustic stress corrosion
D.
Galvanic corrosion
ELO 6.2 Characteristics of Localized Corrosion
Introduction
This lesson covers various types of localized corrosions: stress corrosion
cracking, chloride stress corrosion, and caustic stress corrosion.
Localized Corrosion
Localized corrosion is the selective removal of metal by corrosion in small
areas or zones on a metal surface in contact with a corrosive environment,
usually a liquid. Corrosion attacks small local sites at a higher rate than the
rest of the metal’s surface. Localized corrosion can be especially damaging
when combined with corrosion and other destructive processes such as
stress, fatigue, erosion, and other forms of chemical attack. Localized
corrosion mechanisms often cause more damage than any individual one of
the destructive processes.
Pitting, stress corrosion cracking, chloride stress corrosion, caustic stress
corrosion, heat exchanger tube denting, wastage, and intergranular attack
corrosion are examples of localized corrosions.
Rev 1
63
Stress Corrosion Cracking
Stress corrosion cracking (SCC), a form of intergranular attack corrosion
occurring at the grain boundaries of a metal under tensile stress, is one of
the most serious metallurgical problems.
SCC propagates as stress opens cracks in metal, increasing the area subject
to corrosion. The cracks continue corroding, weakening the metal, followed
by further cracking. The cracks follow intergranular or transgranular paths,
and tendencies exist for crack branching.
The cracks form and propagate at approximately right angles to the
direction of the tensile stresses at lower stress levels than required to
fracture the material in the absence of the corrosive environment. These
cracks reduce the material’s cross-sectional area to absorb tensile stresses.
As cracking penetrates further into the material, it eventually reduces the
supporting cross section to the point of structural failure from overload.
Causes of Stress Corrosion Cracking
Stresses that cause cracking in metals happen because of residual stresses of
cold work, welding, grinding, or thermal treatment. Externally applied
stress during service is also possible. These stresses must be tensile (as
opposed to compressive) for them to propagate SCC.
SCC occurs in metals exposed to environments where if stress was not
present or was at a much lower level, no damage would result. If the same
stress was in a different environment non-corrosive to that material, there
would be no failure if the structure was subjected to the same stress. Some
examples of SCC in industry are cracks in stainless steel piping systems and
in stainless steel valve stems.
Preventing Stress Corrosion Cracking
The most effective means of preventing SCC include the following:
Designing proper systems and components
Reducing stress
Removing critical environmental factors such as hydroxides,
chlorides, and oxygen
Avoiding stagnant areas and crevices in heat exchangers where
chloride and hydroxide might become concentrated
Lower alloy steels are less susceptible than higher alloy steels and are
subject to SCC in water containing chloride ions. Chloride or hydroxide
ions do not affect nickel-based alloys. Inconel is an example of a nickelbased alloy resistant to stress-corrosion cracking. Inconel is composed of
72 percent nickel, 14 to 17 percent chromium, 6 to 10 percent iron, as well
as small amounts of manganese, carbon, and copper.
64
Rev 1
Chloride Stress Corrosion
Chloride stress corrosion, an intergranular type of corrosion in austenitic
stainless steel under tensile stress in the presence of oxygen, chloride ions,
and high temperature, is of tremendous concern to the nuclear industry.
Chloride stress corrosion starts when chromium carbide deposits along
grain boundaries allow corrosion of the original metal. Controlling chloride
stress corrosion requires low chloride ion and oxygen content in the
environment and the use of low-carbon steels.
Caustic Stress Corrosion
Carbon steels are susceptible to caustic stress corrosion. Similarly to other
types of localized corrosion, caustic steel corrosion begins when cracks
form and grow along the grain boundaries combined with extensive crack
branching. High-tensile stress external to the steel or within the steel’s
fabrication cause caustic stress corrosion.
Despite the qualification of Inconel for specific applications, some caustic
stress corrosion also occurred in Inconel tubing. Depending on prior
solution treatment temperature, heat-treating Inconel at 620 °C to 705 °C
improves its resistance to caustic stress corrosion cracking. Other possible
problems found with Inconel include wastage, tube denting, pitting, and
intergranular attack.
Knowledge Check
_______________ is a type of corrosion generally
associated with Inconel.
Rev 1
A.
Chloride stress corrosion
B.
Caustic stress corrosion
C.
Galvanic corrosion
D.
General corrosion
65
ELO 6.3 Hydrogen Embrittlement
Introduction
Personnel should be aware of conditions that cause hydrogen embrittlement
and its formation. This lesson discusses the sources of hydrogen and the
properties and causes of hydrogen embrittlement.
Hydrogen Embrittlement Details
Hydrogen embrittlement is another form of stress-corrosion cracking.
Although embrittlement of materials takes many forms, hydrogen
embrittlement in high-strength steels has the most devastating effect
because of the often-catastrophic nature of these types of fractures.
Hydrogen embrittlement is the process whereby steel loses its ductility and
strength due to tiny cracks resulting from the internal pressure of hydrogen
(H2) or methane gas (CH4) that form at the grain boundaries. Hydrogen
embrittlement is a particular concern in the nuclear industry because of the
susceptibility of zirconium alloys to this type of corrosion. Zirconium
alloys are widely used as nuclear reactor fuel cladding for compatibility,
corrosion resistance, and nuclear properties.
Sources of Hydrogen
Sources of hydrogen causing embrittlement include the following:
Steel manufacturing process
Welding
Hydrogen gas in vessels
Byproducts of general corrosion
Corrosion reactions such as rusting, cathodic protection, and
electroplating
Byproduct from industrial chemicals
Hydrogen Embrittlement of Stainless Steel
As shown below in the following figure, hydrogen diffuses along the grain
boundaries where it combines with carbon (C) alloyed with the iron, and
forms methane gas. The methane gas is not mobile and collects in small
voids along the grain boundaries where it builds up pressures that start
cracks. Hydrogen embrittlement leads to brittle fracture, a failure
mechanism, or mode with little or no plastic deformation when a high
tensile stress exists in the metal.
66
Rev 1
Figure: Hydrogen Embrittlement
The hydrogen atoms are absorbed into the metal’s lattice and diffused
through the grains, gathering at inclusions or other lattice defects at normal
room temperatures. The path is transgranular if stress induces cracking
under these conditions. Transgranular fractures, shown below in the
graphic, follow the edges of the lattices and ignore the grains.
Figure: Transgranular Cracking
Intergranular stress-induced cracking, shown below in the graphic, results
from absorbed hydrogen gathering in the grain boundaries at high
temperatures and resulting in fractures.
Stress-induced intergranular cracking follows the grain of the material. In
material with multiple lattices, when one lattice ends and other begins, the
crack changes direction to follow the new grain, resulting in a jagged
looking fracture with bumpy edges.
Rev 1
67
Figure: Intergranular Cracking
The cracking of martensitic and precipitation of hardened steel alloys is
believed to be a form of hydrogen-stress corrosion cracking that results
from the entry into the metal of a portion of the atomic hydrogen produced
in the following corrosion reaction:
3𝐹𝑒 + 4𝐻2 𝑂 → 𝐹𝑒3 𝑂4 + 4𝐻2
Hydrogen embrittlement is not a permanent condition. The hydrogen rediffuses from the steel, restoring the metal's ductility if cracking does not
occur and the environmental conditions change so that no hydrogen
generates on the metal’s surface.
Minimizing Occurrences of Hydrogen Embrittlement
The following measures address the problem of hydrogen embrittlement:
Controlling the amount of residual hydrogen in steel
Controlling the amount of hydrogen in processing
Developing alloys with improved resistance to hydrogen
embrittlement
Developing low or no embrittlement plating or coating processes
Restricting the amount of in-situ, or in position, hydrogen introduced
during a part’s service life
68
Rev 1
Knowledge Check
What two conditions are necessary for hydrogen
embrittlement to occur? ____________ and
___________
A.
Hydrogen
B.
Oxygen
C.
Carbon
D.
Elevated temperature
TLO 6 Summary
Corrosion is the natural deterioration of a metal in which metallic
atoms leave the metal or form compounds in the presence of water or
gases.
General corrosion: minimized by the use of corrosion-resistant
materials and the addition of protective coatings and liners.
Galvanic corrosion occurs when dissimilar metals exist at different
electrical potentials in the presence of an electrolyte.
— Careful design and selection of materials regarding dissimilar
metals and the use of sacrificial anodes reduce galvanic
corrosion.
• Localized corrosion can be especially damaging when combined with
corrosion and other destructive processes such as stress, fatigue,
erosion, and other forms of chemical attack.
— Localized corrosion mechanisms often cause more damage than
any individual one of the destructive processes.
Stress-corrosion cracking occurs at grain boundaries under tensile
stress and propagates as stress opens cracks, increasing the area
subject to corrosion, ultimately weakening the metal until failure.
— Effective ways of reducing SCC include the following:
o Designing proper systems and components
o Reducing stress
o Removing corrosive agents - such as hydroxides, chlorides,
and oxygen
o Avoiding areas of chloride and hydroxide ion concentration
Chloride stress corrosion occurs in austenitic stainless steels under
tensile stress in the presence of oxygen, chloride ions, and hightemperature.
— Controlling chloride stress corrosion requires low chloride ion
and oxygen content in the environment and the use of lowcarbon steels.
Possible problems with Inconel include some caustic stress corrosion
cracking, wastage, tube denting, pitting and intergranular attack.
Rev 1
69
— Inconel's resistance to caustic stress corrosion cracking is
improved by heat-treating
Hydrogen embrittlement is the process whereby steel loses its
ductility and strength due to tiny cracks resulting from the internal
pressure of hydrogen (H2) or methane gas (CH4), that form at the
grain boundaries.
Conditions required for hydrogen embrittlement in steel include some
of the following:
— The presence of hydrogen dissolved in the water
— Carbon in the steel
Hydrogen dissolved in the water comes from:
— Steel manufacturing process
— Processing parts
— Welding
— Storage or containment of hydrogen gas
— Related to hydrogen as an environmental contaminant that is
often a by-product of general corrosion
— A by-product of the chemicals used in processing
Hydrogen embrittlement in stainless steel results from hydrogen that
diffuses along the grain boundaries and combines with the carbon to
form methane gas.
— The methane gas collects in small voids along the grain
boundaries where it builds up enormous pressures that initiate
cracks and decreases the ductility.
— If the metal is under a high tensile stress, brittle fracture can
occur.
The occurrence of hydrogen embrittlement is minimized by:
— Controlling the amount of residual hydrogen in steel
— Controlling the amount of hydrogen pickup in processing
— Developing alloys with improved resistance to hydrogen
embrittlement
— Developing low or no embrittlement plating or coating processes
for metals
— Restricting the amount of in-situ, or in position, hydrogen
introduced during the service life of a part.
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Describe the following types of corrosion and methods for
controlling:
a. General corrosion
b. Galvanic corrosion
2. Describe the following types of localized corrosion including
prevention/control methods:
a. Stress corrosion cracking
b. Chloride stress corrosion
c. Caustic stress corrosion
70
Rev 1
3. Describe hydrogen embrittlement
TLO 7 Thermal Shock and Stress
Overview
Thermal stresses happen in materials during the heating and cooling phases.
Many industrial plant materials and components experience thermal stresses
during daily plant operation; the severity depends on the system’s operating
temperatures. The thermal stress received by a component or a system is of
particular concern during the heatup and cooldown operations, where rapid
component temperature changes can take place.
Additionally, pressure induced stress combined with thermal stress can
result in component failures. This lesson addresses thermal shock or stress,
pressure stresses, and their effects on plant materials, components, and
systems.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Describe the importance of thermal stresses and shock.
2. Explain why thermal stress is a major concern when rapidly heating
or cooling a thick-walled vessel and discuss methods for limiting its
severity.
3. Describe the term pressurized thermal shock including:
a. Factors that affect its severity
b. Plant transients of greatest impact
ELO 7.1 Thermal Shock and Stress
Introduction
Heatup and cooldown transients can lead to excessive thermal gradients on
materials, particularly on thick walled vessels, resulting in excessive
stresses on the material. These stresses can be tensile or compressive in
nature. Tensile stress pulls an object apart. Compressive stress compresses
or pushes an object. Thermal stresses tend to be cyclic in nature (heating
followed by cooling, followed by heating, etc.), fatiguing the materials or
components subjected to the stress.
Coefficients of Linear Thermal Expansion
Heating a material causes its molecular activity to increase as the
temperature increases. If the material is constrained at the same time,
increased activity causes the molecules to press against their constraining
boundaries, creating thermal stresses.
The material expands, changing one or more of its dimensions if that same
material is heated and not constrained. The amount of expansion a material
Rev 1
71
exhibits as it is heated is a property of that specific material. This
expansion depends on the material's coefficient of linear thermal expansion
(α). The coefficient of linear thermal expansion relates the fractional
change in length, referred to as thermal strain, to the change in temperature
(ΔT) shown in the following equations:
∆𝑙
𝛼= 𝑙
∆𝑇
∆𝑙
= 𝛼∆𝑇
𝑙
Where:
•
l = length (m or in.)
•
Δl = change in length (m or in.)
•
α = linear thermal expansion coefficient (°C-1 or °F-1)
•
ΔT = change in temperature (°C or °F)
The table below shows coefficients of linear thermal expansion for several
frequently used materials:
Coefficients of Linear Thermal Expansion
Material
Coefficients of Linear Thermal Expansion °C-1 (°F-1)
Carbon Steel
10 x 12-6 (5.8 x 10-6)
Stainless Steel
20 x 10-6 (9.6 x 10-6)
Aluminum
24 x 10-6 (13.3 x 10-6)
Copper
17 x 10-6 (9.3 x 10-6)
Lead
29 x 10-6 (16.3 x 10-6)
Calculating Thermal Stress Using Hooke's Law
In the instance where two ends of a material are constrained to prevent
∆𝑙
expansion, calculate thermal stress using Hooke's Law, and substituting 𝑙
for strain.
72
Rev 1
𝐹
𝑠𝑡𝑟𝑒𝑠𝑠
𝐸=
= 𝐴
𝑠𝑡𝑟𝑎𝑖𝑛 ∆𝑙
𝑙
or
𝐹
∆𝑙 𝐴
=
𝑙
𝐸
𝐹
𝛼∆𝑇 = 𝐴
𝐸
𝐹
= 𝐸𝛼∆𝑇
𝐴
Where:
•
𝐹
•
E = modulus of elasticity (Pa, MPa or psi)
•
α = linear thermal expansion coefficient (°C-1 or °F-1)
•
ΔT = change in temperature (°C or °F)
𝐴
= thermal stress (Pa, MPa or psi)
Example:
Given that a carbon steel bar is constrained at both ends, what is the thermal
stress when heated from 60 °F to 540 °F?
Given:
𝛼 = 5.8 × 10−6 °𝐹
𝐸 = 3.0 × 107
𝑙𝑏
𝑖𝑛.2
Solution:
𝛥𝑇 = 540 °𝐹 − 60 °𝐹 = 480 °𝐹
𝑆𝑡𝑟𝑒𝑠𝑠 =
𝐹
𝑙𝑏
= 𝐸𝛼𝛥𝑇 = (3.0 × 107 2 ) × (5.8 × 10−6 ) × 480 °𝐹
𝐴
𝑖𝑛.
𝑇ℎ𝑒𝑟𝑚𝑎𝑙 𝑠𝑡𝑟𝑒𝑠𝑠 = 8.4 × 104
𝑖𝑛.2
(higher than the yield point)
Rev 1
73
Examples of Thick-Walled Vessel Thermal Stresses
Thermal stresses are a major concern in thick-walled vessels and
components because of the magnitude of the stresses involved. A vessel is
thick-walled or thin-walled based on a comparison of the thickness of the
vessel wall to the radius of the vessel. A thin-walled vessel has a vessel
thickness of less than 1 percent of the vessel's radius. A vessel is thickwalled if the thickness is more than 5 to 10 percent of the vessel's radius.
Vessel design, construction, and application factor determine if a vessel is
thin-walled, thick-walled, or has a regular wall thickness if the thickness is
between 1 percent and 5 percent of the vessel’s radius.
When a thick-walled vessel is rapidly heated or cooled, one part of the
vessel’s wall may try to expand or contract while the adjacent wall section,
which has a delayed response to the temperature change, tries to restrain it.
Therefore, both sections of the vessel wall are stressed, compressive stress
on one side and tensile stress on the other side, illustrated below in the
graphic.
Figure: Thermal Stresses on a Thick-Walled Vessel
When cold water enters the vessel, the lower temperature causes the metal
on the inside wall (left side) to cool before the metal on the outside. Cooled
metal on the inside wall contracts, while the hot metal on the outside wall
continues expanding, causing thermal stress. The cold side of the vessel is
in tensile stress while the hot side of the vessel is in compressive stress.
Either of these stress types can cause cracks in the cold side of the wall.
The next lesson also gives more information about thermal stress.
74
Rev 1
Limiting the Severity of Thermal Stress
The heating up and cooling down of a vessel or the addition of cooler
makeup water to a system causes significant temperature changes and
induces sizable thermal stresses. Slow, controlled heating and cooling of
systems and controlled makeup water addition rates minimize cyclic
thermal stresses.
Plant operating procedure limits reduce both the magnitude as well as the
frequency of these thermal stresses. These limitations include heatup and
cooldown rate limits for components, temperature limits for placing systems
in operation, and specific pressure limits for specific temperatures during
system operation. Each of these limitations minimizes thermal stresses by
reducing thermal gradients.
Knowledge Check
Which one of the following will increase the
compressive stress on the outside surface of the reactor
vessel wall?
A.
Neutron irradiation
B.
Gamma irradiation
C.
Reactor coolant system cooldown
D.
Reactor coolant system heatup
ELO 7.2 Pressurized Thermal Shock
Introduction
Pressurized thermal shock (PTS), the trauma experienced by a thick-walled
vessel when the combined stresses cause different expansions and
contractions of rapid temperature and pressure changes for the given
conditions resulting in added stress. PTS is a safety concern caused by the
aging of nuclear facilities because neuron radiation changes the ductility of
the vessel material, making it more susceptible to embrittlement. Uneven
temperature distribution combined with compressive and tensile stresses
result in overstress conditions to the vessel and the potential for material
failure.
Evaluating Effects of Pressurized Thermal Shock
Changes from one steady-state temperature or pressure to another are of
interest in evaluating the effects of PTS on the thick-walled vessel’s
integrity. This is especially true with the changes involved in a rapid
Rev 1
75
cooldown of a thick-walled vessel. Transients are rapid temperature
changes.
The severity of thermal shock increases because of the additional stresses
associated with pressure in a pressurized system. Transients that combine
high system pressure and severe thermal stress are potentially more
dangerous due to the added effect of the tensile stresses on the inside of the
vessel wall. Additionally, a reduction in material toughness of the vessel
occurs as temperature decreases.
Thick-Walled Vessel Stress Profile
Stresses arising from system pressure exerted against the inside vessel wall
are always tensile in nature. Stresses from temperature gradients across the
vessel wall are either tensile or compressive. The amount of stress the
vessel wall experiences is a function of the wall thickness as well as the
amount and rate of the temperature change involved. Vessel walls also
stresses differently, depending on whether the vessel is experiencing heatup
or cooldown.
Heatup
During system heatup, the vessel’s outer wall temperature lags the inner
wall temperature. The stresses produced by this scenario are shown below
in the figure.
Figure: Heatup Stress Profile
During heatup, the pressure stresses are tensile. However, at the quarter
thickness location (¼ T), the temperature stresses are compressive. Thus,
the stresses at the quarter T location tend to cancel each other during system
heatup resulting in tensile stress minus compressive stress.
76
Rev 1
At the three-quarter T location, however, the stresses from both temperature
and pressure are tensile and reinforce each other during system heatup,
increasing the overall stress. For this reason, the three-quarter T location or
outer wall is limiting for a system heatup.
Cooldown
The stress profile in the profile figure below applies during system
cooldown. The outer wall lags the temperature decrease of the inner wall
and therefore is hotter than the inner wall. The stresses at the three-quarters
T location are tensile due to system pressure and compressive due to the
temperature gradient; thus, during cooldown, the stresses at the threequarters T location tend to cancel each other. The pressure and temperature
stresses are both tensile and reinforce each other resulting in a high tensile
stress on the vessel at the quarter T location. Therefore, the quarter T
location (inner wall) is limiting during system cooldown.
Overall, the plant cooldown transient is the most limiting. The reactor
coolant system cooldown has the most limiting cooldown rates in a nuclear
plant.
Figure: Cooldown Stress Profile
Transients and Pressurized Thermal Shock
Transients that have the greatest potential for causing pressurized thermal
shock include those where excessive plant cooldowns occur at or near
normal operating pressures. For example, if a steam break or loss of
coolant accident occurs in a nuclear plant, causing a rapid cooldown, high
thermal stresses occurs. If system pressure remains high, which is not so
likely, or undergoes a large increase, this too adds more stress. These two
Rev 1
77
stresses together create high tensile stresses to the vessel’s inner wall.
Damage to the vessel is a real possibility.
Pressurized thermal shock from a heatup condition is possible; however,
this development is not so likely.
Knowledge Check
A nuclear power plant is shutdown with the reactor
coolant system at 1,200 pounds per square inch
absolute (psia) and 350°F. Which one of the following
would be most likely to cause a pressurized thermal
shock to the reactor vessel?
A.
Rapid depressurization followed by a rapid heatup.
B.
Rapid depressurization followed by a rapid cooldown.
C.
Rapid cooldown followed by a rapid pressurization.
D.
Rapid heatup followed by a rapid pressurization.
TLO 7 Summary
Two types of stress that can be caused by thermal transients include
the following:
— Tensile stress
— Compressive stress
Causes of thermal stress include:
— Rapid cooldown of a thick-walled vessel
— Uneven temperature distribution
— Additional stress associated with pressure in a pressurized
system
Calculate thermal stress on a material using Hooke’s Law. Thermal
stress can lead to the failure of a vessel.
𝐹
= 𝐸𝛼𝛥𝑇
𝐴
— The more rapidly each heatup and cooldown occurs, the worse
the case
Operational limits to reduce the severity of thermal shock include:
— Heatup and cooldown rate limits
— Temperature limits for placing systems into operation
— Specific pressure limits for specific temperatures during system
operation
Pressurized Thermal Shock - Shock experienced by a thick-walled
vessel due to the combined stresses from a thermal and pressure
stresses
78
Rev 1
— Increasing pressure in closed system raises the severity of
thermal shock due to the additive effect of thermal and pressure
tensile stresses on the inside wall of the vessel.
— Plant transients with greatest potential to cause PTS include the
following:
– Excessive cooldown rates
– Reactor accidents resulting from rapid cooldowns and high
pressures
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Describe the importance of thermal stresses and shock.
2. Explain why thermal stress is a major concern when rapidly heating
or cooling a thick-walled vessel and discuss methods for limiting its
severity.
3. Describe the term pressurized thermal shock including:
a. Factors that affect its severity
b. Plant transients of greatest impact
TLO 8 Brittle Fracture
Overview
Brittle fracture describes the rapid, catastrophic failure of a metal with little
or no plastic deformation. A metal with a pre-existing flaw may break apart
without warning under the right combined conditions of temperature and
pressure or other stresses. The Liberty Ships in World War II are an
example. A number of these Liberty Ships broke apart, one even before
being completed and entering service.
The result of brittle fracture failure in a nuclear plant could present extreme
danger to plant equipment, the public, and plant personnel. Familiarity with
the mechanism, mode, characteristics, and methods of brittle fracture reduce
the likelihood of its occurrence and are important in reducing the
opportunities for it to happen.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Explain the following terms:
a. Ductile fracture
b. Brittle fracture
c. Nil-Ductility Transition (NDT) Temperature
d. Reference temperature for Nil-Ductility Transition
2. Explain the conditions necessary for brittle fracture to occur.
3. Describe the use of the following to prevent the occurrence of brittle
fracture:
Rev 1
79
a. Minimum Pressurization-Temperature (MPT) Curves
b. Heatup and cooldown limitations
ELO 8.1 Ductile and Brittle Fracture Terms
Introduction
Metals can fail by either ductile or brittle fracture. Metals that sustain
substantial plastic strain or deformation before fracturing exhibit ductile
fracture. Usually a large part of the plastic flow is concentrated near the
fracture faces, and the metal becomes visibly deformed before failure.
Metals that fracture with a relatively small or negligible amount of plastic
strain demonstrate brittle fracture. Cracks propagate rapidly in brittle
fracture. The failure results from cleavage, the splitting along definite
planes. With brittle fracture, there is little or no plastic deformation prior to
the metal suddenly failing.
Ductile and Brittle Fracture Terms
Ductile fracture is preferable to brittle fracture. Ductile fracture occurs over
time, providing some chance to discover symptoms of impending failure
before the failure happens. Brittle fracture happens quickly, without
warning, and occurs, in the presence of pre-existing flaws, at much lower
stress levels than a ductile fracture.
The next figure shows the basic types of metallic fracture, brittle with little
elongation and no necking at failure, as well as ductile with large elongation
and significant necking at failure.
Figure: Metal Fracture Modes
80
Rev 1
Nil-Ductility Transition Temperature
Many metals that are ductile under some conditions become brittle if the
conditions change. The effect of temperature on the type fracture is of key
importance. Many steels exhibit ductile fracture at elevated temperatures
and brittle fracture at low temperatures. Nuclear reactor vessels are in this
category.
The temperature above which a material is ductile and below which it is
brittle is the Nil-Ductility Transition (NDT) temperature. This temperature
is not precise. The NDT temperature varies according to prior mechanical
and heat treatment and the nature and amounts of impurity elements present
in the metal alloy. NDT values are determined using drop-weight tests,
some examples include the Izod or Charpy tests.
Ductility is an essential requirement for steels used in constructing thickwalled vessels; therefore, the NDT temperature is of major significance in
the operation of these vessels. Small grain size increases ductility and
results in a decreased NDT temperature. Heat treatment in the
manufacturing process controls grain size, according to specifications for
manufacturing thick-walled vessels. Selected alloying using nickel and
manganese within low-carbon steel also provides a reduction in the NDT
temperature.
Neutron Embrittlement and Copper Content
Two other factors affect the Nil-Ductility Transition Temperature: fast
neutron embrittlement, and copper content in the reactor vessel material.
Neutron Embrittlement
Glossary
Through the life of the reactor plant, as the hours of
neutron radiation exposure to the reactor vessel increase
through numerous refueling processes, the reactor vessel
becomes increasingly less ductile, increasing the NDT
temperature. Vessel material test samples placed inside
the vessel are withdrawn at prescribed intervals during
the reactor’s lifetime, and then subjected to impact tests
to determine the new NDT temperatures.
Copper Content
Glossary
Certain impurities in the reactor vessel material affect
NDT. Studies have shown that residual copper,
phosphorous (P), and nickel content in the reactor vessel
steel accelerates the rate of neutron embrittlement.
The effect of neutron embrittlement is that pressure limit heatup and
cooldown curves become more restrictive over the life of the plant. Many
Rev 1
81
research studies exist for gaining more understanding of predicting metal
embrittlement. A later section of your training includes more information
on how to predict embrittlement. The table below illustrates material
property changes that take place with fast neutron irradiation.
General Effects of Fast Neutron Irradiation on Metals
Property Increases
Property Decreases
Yield Strength
Ductility
Tensile Strength
Stress-Rupture Strength
NTD Temperature
Density
Hardness
Impact Strength
High-Temperature Creep Rate
Thermal Conductivity
Cyclic Stresses
Pressure vessels are also subject to cyclic stress. Cyclic stress arises from
pressure and/or temperature cycles on the metal and can lead to fatigue
failure. Fatigue failure, discussed in more detail later in this lesson, results
from microscopic cracks and notches and even from grinding and
machining marks on the surface. The same or similar defects also occur
with brittle fracture.
Reference Temperature for Nil-Ductility Transition (RTNDT)
Brittle failure generally occurs because a flaw or crack propagates
throughout the material. The metal mass surrounding the crack supports the
stress to prevent further crack propagation if a plastic flaw exists at the tip
of a crack. A higher stress is required for a crack to propagate as the
temperature increases. The relationship between the temperature and the
stress required for a crack to propagate is the crack arrest curve shown in
Curve D on the next figure. Crack propagation occurs at temperatures
above that indicated on this curve.
The intersection of the crack arrest curve with the yield curve (Curve B)
identifies the fracture transition elastic (FTE) point. This temperature is
normally about 60 °F above the NDT temperature; also known as the
Reference Temperature for Nil-Ductility Transition (RTNDT). This is
determined in accordance with American Society of Mechanical Engineers
(ASME) Boiler and Pressure Vessel Code, Sections III and XI. The RTNDT
is the temperature above which plastic deformation accompanies all
82
Rev 1
fractures or the highest temperature that fracture propagation can occur
under purely elastic loads.
The next session of this module includes more information on this topic.
Figure: Stress-Temperature Diagram for Crack Initiation and Arrest
Knowledge Check
Brittle fracture is the fragmentation of metal resulting
from the application of __________ stress at relatively
__________ temperatures.
Rev 1
A.
compressive; high
B.
compressive; low
C.
tensile; high
D.
tensile; low
83
ELO 8.2 Brittle Fracture
Introduction
A concern with brittle fracture is that it can occur at stresses well below the
yield strength (stress corresponding to the transition from elastic to plastic
behavior) of the material, provided certain conditions are present.
The conditions necessary for brittle fracture to occur are:
A flaw such as a crack
A stress of sufficient intensity to develop a small deformation at the
crack tip
A temperature low enough to promote brittle fracture
Brittle Fracture Details
A generalized stress-temperature diagram for crack initiation and arrest
curve illustrates the relationship between these three conditions as shown
below in the figure:
Figure: Stress-Temperature Diagram for Crack Initiation and Arrest
This above figure illustrates that as the temperature decreases, the tensile
strength shown on Curve A and the yield strength illustrated by curve B,
increase. The increase in tensile strength, or ultimate strength, is less than
the increase in the yield point of Curve B, which shows the beginning of
plastic deformation. The yield strength and tensile strength coincide at
some low temperature, approximately 10 °F for carbon steel. There is no
yielding when a failure occurs at this temperature and below.
Consequently, the failure is brittle. The NDT temperature is the metal’s
yield and tensile strength coinciding.
84
Rev 1
The tensile strength follows the dashed line of Curve C where a flaw is
present. Curves A and C are identical at elevated temperatures. The tensile
strength curve drops to the yield curve and then follows the yield curve to
lower temperatures, approximately 50 °F above the NDT temperature for
material with no flaws. A new NDT temperature develops at the point
where curves C and B meet. Therefore, any failure at a temperature equal
to or below the NDT temperature for flawed material will be brittle if a flaw
exists.
Crack Initiation and Propagation
Brittle failure generally occurs because a flaw or crack propagates
throughout the material. The start of a fracture at low stresses occurs by the
cracking tendencies at the tip of the crack. The metal mass surrounding the
crack supports the stress to prevent further crack propagation if a plastic
flaw exists at the tip. The crack initiates and propagates through the
material rapidly at the speed of sound if a brittle fracture happens. The
smaller the grain size, the higher the temperature, and the lower the stress
tend to mitigate crack initiation. Factors such as larger grain size, lower
temperatures, and higher stress favor crack propagation.
Lower Fracture Propagation Stress
There is a minimum stress level to propagate a crack, regardless of the
temperature called the lower fracture propagation stress. A higher stress is
required for a crack to propagate as temperature increases. The crack arrest
curve plots the relationship between the temperature and the stress required
for a crack’s propagation. Look again at Curve D in the previous figure.
Crack propagation does not occur at temperatures above those indicated on
this curve.
Fracture Toughness
Fracture toughness is an indication of the amount of stress required to
propagate a pre-existing flaw. The fracture toughness of a metal depends
on the following factors:
Metal composition
Metal temperature
Extent of deformations to the crystal structure
Metal grain size
Metal crystalline form
Fracture Transition Elastic (FTE) Point
The intersection of the crack arrest curve with the yield curve shown in
Curve B of the previous figure identifies the fracture transition elastic (FTE)
point. This temperature, normally about 60 °F above the NDT temperature
and also known as the Reference Temperature for Nil-Ductility Transition
(RTNDT), determined by the American Society of Mechanical Engineers
Rev 1
85
(ASME) in the group’s Boiler and Pressure Vessel Code. The RTNDT is the
temperature above which plastic deformation accompanies all fractures or
the highest temperature that fracture propagation can occur under purely
elastic loads.
Fracture Transition Plastic (FTP) Point
The fracture transition plastic (FTP) point is the intersection of the crack
arrest curve, shown in Curve D of the previous figure, and the tensile
strength curve, also demonstrated in Curve A of the previous figure. The
temperature corresponding with this point is usually about 120 °F above the
NDT temperature. Only ductile fractures occur above this temperature.
The figure below is a graph of stress versus temperature, showing fracture
initiation curves for various flaw sizes.
Figure: Fracture Diagram
Conclusion
Thick-walled vessels and components require operation above the NDT
temperature make certain no brittle fracture occurs. Operation should be
limited to above RTNDT (NDT + 60 °F) for additional margin; in these
conditions, no brittle fracture can occur for purely elastic loads.
86
Rev 1
Knowledge Check
Which one of the following statements describes the
relationship between brittle fracture and the nilductility transition temperature?
A.
Operation below the nil-ductility transition temperature
will result in brittle fracture.
B.
Operation above the nil-ductility transition temperature
will result in brittle fracture.
C.
Operation below the nil-ductility transition temperature
will increase the probability of brittle fracture.
D.
Operation above the nil-ductility transition temperature
will increase the probability of brittle fracture.
ELO 8.3 Brittle Fracture Prevention
Introduction
Industrial facilities and processes equipped with thick-walled vessels and
components impose operational limits on the pressures and on the heatup
and the cooldown rates of these components. These limits minimize the
potential for brittle fracture.
Minimum Pressurization-Temperature Curves
Minimum pressurization-temperature (MPT) curves specify the temperature
and pressure limitations for thick-walled vessel operation. Created for the
most limiting conditions or component, MPT curves show that when the
temperature and pressure limitations for the most limiting component is
observed, then all other components in the system or facility are also
protected from brittle fracture.
The nuclear power industry strives to prevent brittle fraction because the
vessel containing the nuclear fuel assemblies is a thick-walled vessel often
constructed of low-carbon steel. These vessels are susceptible to brittle
fracture under the right combination of conditions such as temperature and
pressure.
Furthermore, introducing the containment vessel to ongoing nuclear fission
from the fast-neutron process lowers the vessel’s fracture toughness.
Therefore, strict temperature and pressure operational limits ensure that
brittle fracture does not happen. The figure below shows an example of
pressure-temperature operating curves for a pressurized water reactor
(PWR).
Rev 1
87
Figure: Example Pressurized Water Reactor (PWR) Minimum
Pressurization Temperature Curve
The safe operating region is located to the right of the reactor vessel MPT
curve. The reactor vessel MPT curve helps keep the operating margin from
brittle fracture. These curves incorporate instrument error to guarantee
adequate safety margin. The MPT curve shifts to the right over facility life,
and accounts for the increased brittleness or decreased ductility or shift of
NDT, because of embrittlement effects from neutron irradiation. The figure
above also includes operating curves for other components associated with
the plant, such as the pressurizer and the steam generator.
Exceeding MPT Limits During Operations
Take immediate action to bring plant pressure and temperature parameters
within the limitations provided by the MPT curves if the limits of the MPT
curve exceed during plant operation. Additionally, conducting an
engineering evaluation ensures identification of significant damage to the
affected system or component occurs prior to further plant operation.
Reports to the Nuclear Regulatory Commission may also be required.
MPT Limits During Hydrostatic Testing
Hydrostatic testing involves raising the pressure of a system or component
to a specified test pressure and holding that pressure for a specified time to
make certain that the system or component does not leak or is able to
88
Rev 1
withstand its rated pressure. Even stricter pressure and temperature
limitations are required during these tests.
Heatup and Cooldown Rate Limitations
A primary means to minimize the occurrence of brittle fracture and
minimize other stresses placed on plant components is the control of heatup
and cooldown rates. Plant operating, maintenance procedures, etc., impose
operational limits on heating and cooling rates. The figure below shows an
example of heatup and/or cooldown rate limit curves associated with a
nuclear power plant. Notice the temperature and pressure coordinates
because faster cooldown rates require more limiting pressure-temperature
conditions. Thermal stresses are higher with faster cooldown or heatup
rates. The opposite also hold true.
Figure: Example Heatup and Cooldown Rate Limits Versus PressureTemperature
Basis of Heatup and Cooldown Limits
Heatup and cooldown rate limits consider the impact of temperature
changes on the plant’s future fatigue life. Heatup and cooldown limits
ensure that the plant's fatigue life equals or is greater than the plant's
operational life. Large thick-walled components are the limiting
components.
Soak Times
Soak times may be required when large limiting components are involved in
the temperature change. Soak times minimize thermal stresses. An
example of soak time is heating the system to a specified temperature then
staying at that temperature for a specific time. Soaking allows the metal in
Rev 1
89
a large component to more evenly heat from the hot side to the cold side
and limits the thermal stress across the component. Soak time becomes
significant when the system or component is at room temperature or below
and close to its RTNDT temperature limitations.
Knowledge Check
Which one of the following reduces the probability of
brittle fracture of the reactor vessel?
A.
The presence of a preexisting flaw
B.
The presence of a tensile stress
C.
Operation at low temperatures
D.
Small heatup and cooldown rates
TLO 8 Summary
Ductile fracture: displayed when metals sustain substantial plastic
strain or deformation before fracturing or breaking
Brittle fracture: demonstrated when metals fracture with a relatively
small or negligible amount of plastic strain.
Nil-Ductility Transition (NDT) Temperature is the temperature
above which a material is ductile and below which it is brittle.
— Changes made to decrease NDT include the following:
o Use of smaller grain size in metals
o Small additions of selected alloying elements such as nickel
and manganese to low-carbon steels
o NDT decreases due to smaller grain size
RTNDT is the temperature above which plastic deformation
accompanies all fractures or the highest temperature that fracture
propagation can occur under purely elastic loads.
Brittle fracture requires three conditions including the following:
— A flaw such as a crack
— Stress sufficient to develop a small deformation at the crack tip
— Temperature low enough to promote brittle fracture
Conditions to mitigate crack initiation:
— Smaller grain size
— Higher temperatures
— Lower stress levels
Factors determining fracture toughness of a metal include:
— Metal composition
— Metal temperature
— Extent of deformations to the crystal structure
— Metal grain size
— Metal crystalline form
90
Rev 1
Minimum Pressurization-Temperature curves specify the temperature
and pressure limitations for thick-walled vessel operation.
— MPT Curves based on the limits associated with the most
limiting component.
— Then, all other components in the system or facility also
protected from brittle fracture.
If MPT curve exceeded during plant operation, response is to take
immediate action to bring plant parameters within the limitations
provided by the MPT curves.
— An engineering evaluation to ensure no significant damage to the
affected system or component prior to further plant operation
during hydrostatic testing, impose stricter pressure and
temperature limitations.
Heatup and cooldown rate limitations placed on components will limit
the occurrence of brittle fracture.
— Limitations based upon impact on the future fatigue life of the
plant.
— Large components are limiting for heatup and cooldown
— Usually exceeding the heatup or cooldown rate limits requires
only an assessment of the impact on the future fatigue life of the
plant.
Soak times may be required with large limiting components.
— Soak times minimize thermal stresses.
— Soak time becomes very significant when the system or
component is at room temperature or below and close to its RT
temperature limitations.
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Explain the following terms:
a. Ductile fracture
b. Brittle fracture
c. Nil-Ductility Transition (NDT) Temperature
d. Reference temperature for Nil-Ductility Transition
2. Explain the conditions necessary for brittle fracture to occur.
3. Describe the use of the following to prevent the occurrence of brittle
fracture:
a. Minimum Pressurization-Temperature (MPT) Curves
b. Heatup and cooldown limitations
TLO 9 Material Selection
Overview
Constructing an industrial facility requires many different kinds of
materials. Once constructed, exposure of these materials to different
environments and operating conditions may lead to material problems.
Rev 1
91
Many different material properties and factors for the selection and
application of these materials are considered. This lessons discusses some
of the considerations used in the selection process for industrial plant
materials.
Objectives
Upon completion of this lesson, you will be able to do the following:
1. Describe commonly used considerations when selecting materials for
use in industrial plants.
2. Describe the following material failure mechanisms:
a. Fatigue failure
b. Work hardening
c. Creep
ELO 9.1 Material Selection Considerations
Introduction
This lesson describes properties considered for selecting materials used in
constructing industrial facilities.
Machinability
Machining components occurs by removing metal chips with a cutting tool
in a precisely controlled manner. Machinability describes the way a metal
reacts to mechanical cutting considering the amount of metal effectively
removed and the surface finish attainable. The metal’s mechanical
properties influence factors such as the machinability of a metal, the ease of
cutting, the life of the cutter, and the finished cut surface.
Many if not most components found in industrial application use machined
parts that require close tolerances and smooth surfaces. Consequently,
machinability becomes an important consideration when choosing materials
for manufacturing these parts.
Formability
Other methods of forming components include processes such as rolling or
bending. These methods may cause uneven expansion in some parts of the
metal. A material’s formability is its ability to withstand peripheral
expansion without failure or to allow rolling or bending into the final
required shape. This is important when selecting materials requiring rolling
or bending while retaining their required strength.
Ductility
Ductility is the plastic response to tensile force. Plastic response, or
plasticity, is important when a material must flow during its manufacturing
process. Plasticity is important in components subject to tension and
92
Rev 1
compression at every temperature between the lowest and highest service
temperature.
Ductility is essential for steels used in construction of pressure vessels. The
large thermal and pressure stresses required of a pressure vessel need a
certain amount of material ductility.
Stability
Stability of a material refers to its mechanical and chemical inertness within
its respective environment. Materials in industrial facilities exist within a
variety of environments. Some of these environments, such as hightemperatures, high-acid level, high-radiation, and high-pressure, are
extreme and harsh; therefore, the stability of the materials selected for
service in these areas is a major consideration.
Corrosion Resistance
Corrosion mechanisms damage materials if left uncontrolled. High
corrosion resistance is desirable in many applications frequently in
industrial systems. Low-corrosion resistant materials can produce excessive
amounts of corrosion products that result in system flow restrictions and the
fouling of heat transfer surfaces.
Availability
Certain materials sometimes are difficult or costly to obtain. Material
availability refers to the ease in obtaining or purchasing a material. Some
materials are high in demand and require lead-time for availability; some
are easy to obtain. The cost of a material is one factor used to determine its
availability.
Fabricability
Metal fabrication is construction of metal structures by cutting, bending,
and assembling processes. Fabricability measures the ease of transforming
a material into a desirable shape, or form. Many components of an
industrial facility have complicated shapes and forms and require very close
tolerances. Therefore, fabrication is an important consideration in the
manufacturing of those components.
Heat Transfer Capability
Good heat transfer properties are necessary for systems and components
where transferring heat is important for functionality. For a constant
amount of heat transfer, a degraded heat transfer characteristic requires
higher system temperatures, which usually is not desirable. Therefore,
desirable heat transfer properties are a major consideration in the selection
of industrial facility materials, especially those used as heat exchanger
components.
Rev 1
93
Cost
Capital costs, including land purchase, buildings, and construction and
equipment for building a typical industrial facility range to millions of
dollars. A major portion of this cost is for plant material; therefore, cost is
an important factor in the selection of plant materials.
Mechanical Strength
Preventing the release of hazardous materials into the environment is a
major concern in the design, construction, and operation of an industrial
facility. Materials must be strong enough to perform their design functions.
Mechanical strength plays an important role in selecting plant materials.
Knowledge Check
_______________ is the ability of a metal to react to
mechanical deformation by removing chips, with
respect to the amount of metal effectively removed and
the surface finish attainable.
94
A.
Formability
B.
Machinability
C.
Fabricability
D.
Stability
Rev 1
ELO 9.2 Material Failure Mechanisms
Introduction
Material failures in industrial facilities are not limited only to ductile
fracture or to brittle fracture. Other failure mechanisms exist, such as
fatigue failure, work hardening, and creep, which in time lead to mechanical
component failures.
Fatigue Failure
Fatigue causes the majority of engineering failures. Fatigue failure is a
material’s the tendency of a material to fracture by means of progressive
brittle cracking under repeated alternating or cyclic stresses at levels
considerably below the normal strength. Although characterized as brittle,
this type of failure may take some time for a fracture to propagate,
depending on both the intensity and frequency of the stress cycles.
Unfortunately, there is little, if any, warning before the failure occurs.
The number of cycles required to cause fatigue failure at a particular peak
stress is generally quite large; however, it decreases as the stress levels
increase. For some mild steels, an infinite number of cyclical stresses may
continue provided the peak stress, sometimes called fatigue strength, is
below the endurance limit value.
Breaking a thin steel rod or wire with your hands after bending it back and
forth a number of times in the same place is an example of fatigue failure.
Another example is an unbalanced pump impeller resulting in vibrations
that can cause fatigue failure.
The most common type of fatigue in industrial facilities is thermal fatigue.
Thermal fatigue arises from thermal stresses produced by cyclic changes in
temperature. Large thick-walled components, such as steam piping, are
subject to cyclic stresses caused by temperature variations during facility
startup, normal operation, and shutdown.
Fatigue Failure Mechanism
The primary cause of the phenomenon of fatigue failure is unknown.
Fatigue failure apparently arises from the initial formation of a small crack
resulting from a defect or microscopic slip in the metal grains. The crack
propagates slowly at first and then more rapidly when the local stress
increases due to a decrease in the load-bearing cross section. The metal
fractures when the local stress in the intact cross-section exceeds the
fracture strength.
Microscopic cracks and notches in the metal’s surface indicate fatigue
failure; these include factors such as grinding and machining marks on the
surface. As a result, avoid materials that display defects subjected to cyclic
stresses (or strains). These types of defects also favor brittle fracture.
Rev 1
95
Avoiding Fatigue Failure
Fundamental requirements during the design and manufacturing stage for
avoiding fatigue failure vary for different components, depending on the
types of subjected stresses. For components with low load variations and a
high cycle frequency, steel of high-fatigue strength and high-ultimate
tensile strength is desirable. High ductility is the main requirement for the
steel used in components with large load variations and low cycle
frequencies.
Plant operations performed in a controlled manner mitigate the effects of
cyclic stress by minimizing it by using heatup and cooldown limitations,
pressure limitations, and pump operating curves. Proper record keeping
includes maintaining cycle logs on equipment. Keeping cycle log records
on equipment allows identification of the need for replacement prior to
fatigue failure. Installed thermal sleeves minimize thermal stresses in high
thermal-stress piping systems.
Work (Strain) Hardening
Work hardening occurs when straining a metal beyond the yield point in the
ductile region. Increasing stress produces additional plastic deformation
and causes the metal to become stronger and more difficult to deform. True
stress plotted against true strain shows that the rate of strain hardening tends
to become almost uniform; the curve becomes almost a straight line as
shown below in the figure below.
Figure: Nominal versus True Stress-Strain Curve
96
Rev 1
Factors Affecting Work Hardening
The slope of the straight part of the line above the nominal maximum stress
line shown in the previous figure is the strain-hardening coefficient or
work-hardening coefficient, and closely relates to the shear modulus
(approximately proportional). Therefore, a metal with a high shear modulus
has a high strain or work hardening coefficient (for example, molybdenum).
Grain size also influences strain hardening. A material with small grain size
strain hardens more rapidly than the same material with a larger grain size.
However, the effect only applies in the early stages of plastic deformation,
and the influence disappears as the structure deforms and grain structure
breaks down.
Work Hardening Mechanism
Work hardening closely relates to fatigue. Bending the thin steel rod
becomes more difficult the more the rod is bent, shown in the previous
example. This is the result of work or strain hardening. Work hardening
reduces ductility, which further increases the chances of brittle failure.
Work Hardening as a Material Treatment
Work hardening is useful for treating metal. Prior work hardening by cold
working causes the treated metal to have an apparently higher yield stress,
yielding strengthened metal.
Creep
Structural materials develop the full strain they will exhibit as soon as a
load is applied at room temperature. This is not necessarily the case at high
temperatures (for example, stainless steel above 1,000 °F). Many materials
continue to deform at a slow rate at elevated temperatures and constant
stress or load, which demonstrates creep behavior.
The Mechanism of Creep
The rate of creep is approximately constant for a long period at a constant
stress and temperature. After this time and after a certain amount of
deformation, the rate of creep increases, and fracture soon follows, as
shown below in the figure.
Initially, primary or transient creep occurs in Stage I. The creep rate, slope
of the curve, is high at first, but it soon decreases. Secondary or steady state
creep in Stage II follows this, when the creep rate is small and the strain
increases linearly and slowly with time. Eventually, in Stage III, known as
tertiary or accelerating creep, the creep rate increases more rapidly and the
strain may become so large that it results in failure.
Rev 1
97
Figure: Successive Stages of Creep with Increasing Time
The rate of creep depends on both stress and temperature. With most of the
industrial alloys used in construction at room temperature or lower, ignoring
the small amount of creep strain is permissible. Creep does not become
significant until the stress intensity approaches the fracture failure strength.
However, as temperature rises, creep becomes progressively more important
and eventually supersedes fatigue as the likely criterion for failure. The
temperature where creep becomes important varies with the material
involved.
Limiting Creep
The total deformation due to creep must be well below the strain where
failure occurs for safe operation, which can be done by staying well below
the creep limit.
Creep Limit
Glossary
The stress to which a material can be subjected without
the creep exceeding a specified amount after a given
time at the operating temperature (for example, a creep
rate of 0.01 in 100,000 hours at operating temperature).
The creep limit generally does not pose a limitation at the temperature at
which high-pressure vessels and piping operate in most industrial
applications; however, creep may become a concern when extremely high
temperatures and pressures are involved in the industrial process.
98
Rev 1
Knowledge Check
Work hardening __________ the ductility of a metal.
A.
raises
B.
has no effect on
C.
lowers
D.
insufficient information to answer
TLO 9 Summary
Machinability is the ability of a metal to react to mechanical shaping
by removing chips, with respect to the amount of metal effectively
removed and the surface finish attainable.
Formability is the metal’s ability to withstand peripheral expansion
without failure or the capacity of the material to be manufactured into
specific shapes by such means as rolling or bending and retain the
required strength.
Stability of a material refers to a material's mechanical and chemical
inertness when subjected to its in-service conditions. Stability is
important for use in environments such as high-temperature, high
acid, high radiation, and high-pressure environments.
Fabricability is the ease with which a material can be worked and
made into desirable shapes and forms. Fabricability is important for
complicated shapes or forms and requires close tolerances.
Ductility is essential for materials that are subject to tensile and
compressive stresses. Ductility is important in the construction of
thick-walled vessels.
Availability is the ease of obtaining material, including cost.
Good heat transfer properties are desirable for process applications
requiring heat transfer. These properties are desirable for heat
exchanger tubes, etc.
Cost is an important factor in selecting plant materials.
Mechanical strength is an important factor considered for preventing
the release of hazardous materials from an industrial facility because
materials must withstand the stresses of use.
Fatigue failure is the tendency of a material to fracture by means of
progressive brittle cracking under repeated alternating or cyclic
stresses considerably below the normal strength.
— Thermal fatigue is the fatigue type of the most concern because
of cyclic changes in temperature.
— Fundamental requirements during design and manufacturing
help avoid fatigue failure.
— Controlling plant operations reduces cyclic stress.
Rev 1
99
— Heatup and cooldown limitations, pressure limitations, and
pump operating curves help curb fatigue failure.
Work hardening takes place when strain in a metal goes beyond the
yield point.
— Work hardening reduces ductility, increasing the chances of
brittle fracture.
— Prior work hardening causes the treated material to have an
apparently higher yield stress; therefore, strengthening the metal.
Creep refers to materials deforming at elevated temperatures and
constant stress over time.
— Creep becomes a problem if the stress intensity approaches
fracture failure strength.
— If creep rate increases rapidly, the strain becomes so large it
could result in failure.
— Minimizing the stress and temperature of a material controls the
creep rate.
Objectives
Now that you have completed this lesson, you should be able to do the
following:
1. Describe commonly used considerations when selecting materials for
use in industrial plants.
2. Describe the following material failure mechanisms:
a. Fatigue failure
b. Work hardening
c. Creep
Brittle Fracture Module Summary
The effects and characteristics of brittle fracture on thick walled vessels, as
well as the operating requirements associated with heat-up and cooldown
are important for the reactor operator to understand, and adhere to.
Now that you have completed this module, you should be able to
demonstrate mastery of this topic by passing a written exam with a grade of
80 percent or higher on the following TLOs:
1. Describe the bonding, structures, and imperfections found in solid
materials.
2. Describe the basic microstructure and characteristics of metallic
alloys
3. Describe stress and strain and their metallurgical affects.
4. Explain stress-strain curves points and differences between brittle and
ductile materials.
5. Describe physical and chemical properties of metals and methods
used to modify these properties.
6. Describe the importance of thermal stresses and shock.
100
Rev 1
7. Describe the causes, consequences, and methods of preventing brittle
fracture.
8. Describe the considerations commonly used when selecting material
for use in an industrial facility and common material failure
mechanisms.
9. Describe the considerations commonly used when selecting material
for use in an industrial facility and common material failure
mechanisms.
Rev 1
101