Technical Paper - EDGE - Rochester Institute of Technology

Multidisciplinary Senior Design Conference
Kate Gleason College of Engineering
Rochester Institute of Technology
Rochester, New York 14623
Project Number: P13621
CHEMICAL ENGINEERING LABORATORY HARDWARE EQUIPMENT
Piotr Radziszowski
Mechanical Engineering
Shayne Barry
Mechanical Engineering
Shannon McCormick
Chemical Engineering
Meka Iheme
Chemical Engineering
Tatiana Stein
Chemical Engineering
Rushil Rane
Industrial & Systems Engineering
Jordan Hill
Electrical Engineering
ABSTRACT
The purpose of this laboratory experiment is to provide the tools so that students can learn via a hands-on approach, the fundamentals of conductive heat transfer. The transfer of heat through a material in any state is the process of heat transfer. Conductive heat transfer is thus the transfer of heat through a solid. The material’s ability to transfer heat is a measurable quantity called thermal conductivity. The experiment setup is designed in a manner that renders other heat transfer factors besides one dimensional conduction to be negligible through solids. Upon completion of the lab, students should have a firm grasp of the concepts of conduction, thermal conductivity, and the difference between transient and steady state heat transfer. The students will be able to compare their experimental results with the published data. When conducting the experiment, using the apparatus built, the thermal conductivity of all four specimens, aluminum, stainless steel, cold rolled steel, and brass reached 80-99% accuracy, when compared with the published thermal conductivity values found in the literature: 214.4 W/m*K, 19.6 W/m*K, 59.6
W/m*K, and 123.4 W/m*K, respectively.
Proceedings of the Multidisciplinary Senior Design Conference Page 2
INTRODUCTION
The Chemical Engineering Department at Rochester Institute of Technology is looking for ways to allow students to gain a full understanding, theoretically as well as experimentally, of conductive heat transfer. With this goal in mind, a laboratory experiment was created for observing steady state conductive heat transfer and measuring thermal conductivity of multiple materials. The equipment designed will yield experimental results comparable to the current published data as well as provide the students with a comprehensive understanding of the core heat transfer topics. In the laboratory, students will be asked to assemble the apparatus, and learn to use LabVIEW (a visual programming language) to review and collect data from the various thermocouples in the experiment.
The client has asked for a product that will measure conductive heat transfer in a safe and educational manner so that students could learn the governing equations associated with thermal conductivity. The apparatus must be small enough to fit on already existing lab carts as well as being mobile. The equipment must also be assembled and disassembled by the students in a timely manner (3 hour lab, twice a week). The apparatus must also demonstrate steady state thermal conductivity and allow for data to be collected manually.
The governing equation for this experiment is Fourier’s Law. 𝑞 = −𝑘𝐴( 𝑑𝑇 𝑑𝑥
)
Where k is the thermal conductivity in W/m*K, A is the area of the specimen in meters, and dT/dx is the temperature distribution across the specimen.
NOMENCLATURE
DAQ- [Data Acquisition] Captures signals from sensors and convert to digital values for computer use.
LabVIEW- Computer interface that processes data collected through a DAQ.
DESIGN PROCESS
Laboratory Experiment Flow Diagram
The Chemical Engineering Department has created two laboratory courses that are exclusive to the Chemical
Engineering curriculum. These courses are the Chemical Principles Lab and the Unit Operations Lab and are designed for chemical engineering students to fully understand the conduction and convection of heat transfer at steady state as well as exposing them to advanced chemical engineering equipment. The students will work in teams of 3-4 to construct a simple apparatus and obtain specific experimental goals in a three hour period. The class will meet twice a week, exposing the students to six hours reviewing and understanding the key principles to heat transfer.
The students will have four different samples to measure and analyze their thermal conductivities: 304 Stainless
Steel, 1018 Cold Rolled Mild Steel, 2024 Aluminum and Brass. For each sample, the students will add some thermal grease at the boundary between the copper heating block and the given sample. They will then insert the sample into the equipment and heat one of the surfaces through the power source, while the opposite side is being cooled. At this point, the students will observe the heat transfer through the use of TCO1 single channel DAQ’s. Once the students have observed the temperature changes, they will open LabVIEW and obtain two temperature readings from the hot and cold sides of the sample. They will do this once again from the heating source. Once all the data has been calculated, the students will be able to calculate the thermal conductivity and compare it to the literature thermal conductivity for each sample.
The Design
There are some key assumptions that must be made so that the system and set of equations can be used correctly. Firstly, it is assumed that there is one dimensional heat transfer within the system. Analysis begins once the system is at steady state, thus allowing the use of Fourier’s Law. The next assumption is applied by designing the heating block and specimen to have the same cross-sectional area. By making these areas equal and applying the law of conservation of energy, it can be assumed that all heat leaving the copper block is equal to the heat entering the specimen minus any losses to convection or radiation. Radiation losses are then neglected due to the negligible effects at such a low power rating; convective losses were also neglected based on the thermal conductivity properties of free moving air acting as an insulator for all materials chosen. Since the thermal conductivity of all specimens chosen has a far higher thermal conductivity than air and the heat flux acting as a current choosing the path of least resistance, this assumption is valid. The use of thermal grease was also used between the specimen and heating block as well as surrounding the cartridge heater that is embedded into the copper heating block to reduce any losses from contact resistance, therefore deeming them negligible.
Project P13621
Proceedings of the Multi-Disciplinary Senior Design Conference Page 3
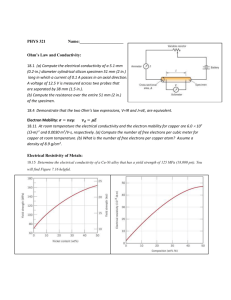
Figure 1: Our experimental design
Figure 2: Thermal stickers on aluminum specimen representing change in temperature
Temperature measurement of specimen 1
Temperature measurement of specimen 2
Temperature measurement of heating block 1
Temperature measurement of heating block 2
Design of Equipment
The experimental apparatus developed consists of a heating element, refrigeration cycle and a removable specimen, all contained in a confined structure. As heat is transferred through the specimen from the heating block to the cold plate, the material can act as a resistor. The material undergoing conductive heat transfer has resistive properties, the temperatures taken at any point through the material act as node voltages, and the heat flux through the material is treated as the current, therefore creating a one-dimensional thermal circuit at steady state.
The design of the different samples was also a key part to obtaining accurate thermal conductivity values.
By using a systematically numerical approach, with the knowledge of what the thermal conductivity values should be, the appropriate lengths of each specimen were determined as well as the hole location throughout the sample to produce a proper temperature distribution. The aluminum sample has a total length of 6.774 inches with a 2.136 inch distance between each of the thermocouple holes. The brass sample was created at 2.85 inches in length with
2.45 inches between the thermocouple holes. In both cases these holes are 0.5 inches deep. The stainless steel sample has a length of 0.5 inches with a distance of 0.25 inches between the thermocouple holes. Lastly, the cold rolled steel sample has a length of 1.34 inches with a delta x of 0.98 inches.
At the beginning of testing, all samples had a length of 6.774 inches, however, based on the power of the heat source and the resulting heat flux generated, the length of samples with lower thermal conductivities needed to be reduced to achieve greater accuracy.
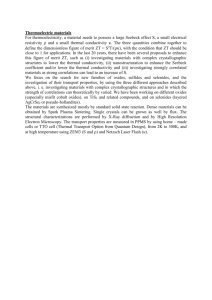
The assembly drawing, seen in Figure 1, describes the experimental set up with the cartridge heated embedded into a copper block. The heat from the cartridge heater can easily be transferred through the copper block since the thermal conductivity of copper is approximately 401 W/m-K. The copper block is in contact with the specimen with the same dimensions (surface area contact). Therefore, all the heat this is traveling out of the copper block is ensured to be traveling into the specimen ensuring the assumption of a linear profile. Figure 3 visually describes the heat flow through the specimen as it heats up from one end in contact with the copper heating block. At the ‘tip’ of the heating block, there are three small holes drilled to the center for thermocouple probes to calculate a q” (heat flux) value leaving the heating block and entering the sample. Thermocouples then read temperatures at the hole locations previously described throughout the specimen to ensure this linear profile and thus, obtain a dT/dx at any given time. By using Fourier’s Law, k can thus be calculated for each specimen.
On the other side of the sample a cold plate with ethylene glycol running through the tubing attached to a refrigeration unit to ensure a constant temperature at the boundary and help remove heat from the system.
Figure 3 was generated in ANSYS and represents our current system showing the temperature gradient through the sample with a heat flux of 140 W/m^2 and a convection coefficient of 5 W/m^2*K. This finite element analysis validates the model designed and the essentially linear profile created through the sample by the system.
Proceedings of the Multidisciplinary Senior Design Conference Page 4
Figure 4: Final Apparatus Design
Figure 3: Temperature gradient throughout sample
Specimen
Copper Heating Block
Cartridge Heater
Data Collection
The majority of time was spent measuring the temperature difference between two points on the specimen, one on the upper part and one on the lower part of the specimen. The cartridge heater, in the copper block, is maintained at a temperature that is controlled. Once the cooling unit has reached 0°C (or the desired temperature) and the cartridge heater is at its set point, the temperature of the two points on the specimen can be measured, using thermocouples and DAQ (this can be done using LabVIEW and the multi-channel DAQ from National Instruments or the TCO1 single channel DAQ). Once the system is at steady state, average time of 30-45 minutes, depending on the specimen, the temperatures can be measured and thus can be plugged into Fourier’s Law to determine the thermal conductivity, K, of the specimen.
The customer desires an 85% accuracy, which was obtained in testing by all samples with the exception of the stainless steel, which has the lowest thermal conductivity of all the samples created. All four samples were tested using the equipment produced by our group. Temperatures were obtained from the three holes in the heating block and Fourier’s Law was used in conjunction with a backward Taylor Series expansion for dt/dx and a known thermal conductivity of copper to generate the heat flux leaving the copper block and therefore entering the sample.
Additionally it was noted that the power can be calculated by knowing the current and voltage of the system. P=I*V.
Since the resistance in the power cords are extremely low it could be assumed that all of the power generated in the power supply was entering and leaving the heating block. Thus, the q value (in Watts) can be calculated for test and the thermal conductivity can be calculated using Fourier’s Law a second time for each sample to be compared to the published thermal conductivity.
RESULTS DISCUSSION AND CONCLUSION
Throughout the experimental process, no thermal grease was used throughout the boundaries. The thermal grease can minimize heat losses and produce better thermal conductivity results; however, our group didn’t obtain the thermal grease until testing was half way over, and to ensure consistency in testing, the group decided to continue without it (even though this meant that the assumption of negligible contact resistance could be incorrect).
Without the use of thermal grease, thermal conductivity values reached 80-99% accuracy compared with thermal conductivity values found in the literature. Each experiment was conducted two times to produce accurate and consistent results.
Table 1
Specimen
Aluminum
Stainless Steel
Rolled Steel
Brass
K experimental (W/m*K)
214.4
19.6
59.6
123.4
K published (W/m*K)
215
16
54
109
% Accuracy
99.7
82
90.1
88
Project P13621
Proceedings of the Multi-Disciplinary Senior Design Conference Page 5
There were some other issues that occurred during testing increasing to the error in results. In the system, it was noted that the temperature profile through the heating block was not linear. Due to this nonlinear profile obtaining a proper heat flux value leaving the heating block was difficult and surely created some error. It could have occurred because of effects at the boundary between heating block and specimen. Since this effect was magnified in testing of samples with much lower thermal conductivities than copper, it would seem that the heat travelled differently across such a drastic boundary. Just as light would reflect differently through glass of different thicknesses the heat could refract or reflect due to the drastic resistivity changes in the materials. This is currently being studied by engineers on the nano level as the photon reflection creates a rectification effect which is also temperature dependent. However, this is only one possibility as to why the results are non-linear. Regardless of reason, this issue caused the use of the equation P=V*I to obtain the heat flux through the heating block potentially creating another source of error in our accuracy calculations for thermal conductivities.
Also, all of the numerical analysis for our system was done for 100 W power through the system when in actuality our power supply was limited to only 55W. Due to this factor the lower k value materials could not achieve a great enough delta temperature in the length of sample originally designed. This allowed us to determine that the accuracy of our k value was a function of the length of the sample created and the distance of the temperature probes in the sample. With continual analysis and testing the accuracy for the brass, cold rolled steel and stainless steel could be greater.
The graphs below show that both, the heating block and specimen (aluminum as an example), are producing linear temperature distributions and thus are representing a one dimensional, steady state heat convection with minimal heat losses. Graph 1 has an R-squared value of 0.9946 while Graph 2 has an R- squared of 0.999. Both of these R-squared values represent that the line fitted is the best fit and thus, showing a linear model.
Overall, time was the largest factor working against accuracy and obtaining more accuracy in the system designed. Due to the insulation absorbing more heat and creating a larger heat loss of the system and the power supply not being powerful enough some of the assumptions did not hold. Proper adjustments for these issues were made and resolved during the testing phase, but took too much time. With no insulation a safety issue was created that we overcame by creating a see through enclosure which also took time away from obtaining accurate results. A list of lessons learned through the process and a direction for future development of the system was created to ensure the success of the experiment as follows in the next section.
Graph 1 Graph 2
RECOMMENDATIONS
Recommendations have been provided for apparatus and experimental design in hopes to obtain a better, more efficient system. Although the experiment did provide accurate results (85% or higher), it is important to achieve optimization. With the recommendations below, it is believed that better results could be obtained.
1.
If the design was modified to accept a shorter cartridge heater (less than the standard drill length ~ 4”) then creating the copper block may have been slightly easier. It could end up costing more money to outsource the manufacturing of this part, however.
2.
Since the last ¼” to ½” of the cartridge heater has no heating elements and is more insulation for the connecting wires than anything else, it is a good idea to keep them outside of the copper heating block.
This means that the cartridge heater is the piece connecting to the base plate in the design and therefore
Proceedings of the Multidisciplinary Senior Design Conference Page 6 designing a fixture to take the pressure off of the cartridge heater is a good idea. We used hose clamps for now, which seem to work, however are not aesthetically pleasing or practical for continued use.
3.
Controlling the temperature at the boundary between the heating block and the specimen could reduce time to steady state and possibly create more accurate results. This could be done by having a thermocouple lead between them attached to a temperature controller which controls the voltage to the cartridge heater instead of the current way it is done manually through a power supply. Doing this may cost slightly more, but could make troubleshooting the unit easier.
4.
Having a 200W capacity cartridge heater with a power supply only outputting 50-55W does not allow the cartridge heater to work at full capacity and we cannot get a delta T of what we want for any such samples because of that restriction. A better power supply may be necessary.
5.
Stagnant air is the best insulator. Therefore we decided to forego the previously agreed upon insulator. The acrylic insulation worked within acceptable parameters but air worked much better since significantly less heat was lost into the air than into the acrylic.
6.
In order to achieve a higher delta T, it is better to heat up the sample without a cooling plate attached. After the sample reaches about 100 Degrees C, then attach the cooling plate, which should already be cooled down to the operating temperature.
7.
While the sample is being heated without the cooling plate, maintaining pressure between the heating block and sample will allow the sample to heat up much faster. Therefore by adding a low-thermal conductive spacer between the sample and the cooling plate will allow pressure to be placed on the sample. This configuration will: Allow the sample to heat up while the cooling plate cools down simultaneously;
Pressure to be placed on the sample and heating block to minimize the time for the heating block to reach operating temperature.
8.
It’s better to have the cooling temperature set to around 5C such that the temperature can be altered by changing the wattage on the power supply. This will allow the user to play around with the wattage until the temperature readings reach a steady state. It takes longer to see the effects from the cooling unit than the heating units.
9.
Although it is possible that low K value specimens take prohibitively long to reach steady state with the current power source. Using High K value specimens can reduce the time it takes for the experiment to be done.
10.
Several thermal strips of a single temperature should be placed on points to illustrate the temperature rising on the specimen as opposed to the long strip with several temperatures on the apparatus.
11.
Using the 9211 DAQ and 2 TC01 1-Channel DAQ’s, 7 thermocouples will be able to consistently record the heat in the system as well as the change in temperature across the sample. Using LabVIEW, a program was created that calculates all the required information. The difficulty with this program currently lies with the need to reset all DAQ channels on the block diagram before each use. Additionally, all necessary drivers are needed for the software to work. The latest LabVIEW must be installed as well as the drivers for the 9211 DAQ. At the time of creating this program, LabVIEW 2011 was used with DAQ.mx version
9.5.5.
12.
Do to time and cost, we were unable to complete Test “Minimizing Thermal Resistance at Surface
Testing”, EM7. The results obtained have reached an 85% accuracy, however, if you are interested in obtaining better accuracy, run this test with thermal grease. Warning: make sure to buy the proper thermal grease and work it within your budget. Thermal grease can be bought at any department store, such as
Radio Shack, “Thermal Compound” for $13.
ACKNOWLEDGMENTS
The team would like to thank Neal Eckhaus,Steve Possanza, Dr Koppula, Paul Gregorius and Chimney Patil for their time, support and guidance throughout this process,
Project P13621