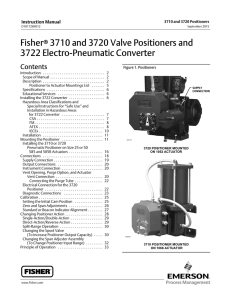
Feed Reg Valve Positioner Replacement
advertisement

South Texas Project Feed Reg Valve Positioner Replacement 2008 User Conference& Technology Fair Process Automation Systems Integration Summary 10 Years of Integration and Still Growing PAS ValVue 2 ValVue FF Fault Models FVP ESD/PST ValVue ESD/PST DTM eDDL FDT/DTM Honeywell Experion (AM) Yes Pending 10 Yes Yes Yes Pending Yes Yes Yes N/A N/A Yes Pending Yes Yes Yes No No No Pending No No No No No Pending 10 No Yes No No No No Yes No Yes No No No No No No Yes * * ONLINE VALVE DIAGNOSTICS Page.3 MAIN PURPOSE FOR REPLACEMENT • Obsolescence of remote mount Hall Effect Westlock Model IcoT 4300. • One spare positioner. • No spare parts. • No vendor/mfgr support. • Remaining spares were refurbished. • Existing Valve-Copes Vulcan 16x12x16 with D100-160 Actuator 4 PREFERENCES • • • • Positioner with a long manufacturing life Repeatable, accurate calibrations. User friendly software, setup, & tuning. Reliable,solid position feedback & linkage for Direct Mount. • Good industry history. • Excellent Viper20 test results. • Laptop communications. 5 MODELS EVALUATED AND TESTED • Fisher DVC6000 – Industry standard. • Westlock ICoT 5300 – Direct replacement for obsolete Model ICoT 4300. • Masoneilan SVI II AP – Good industry feedback. 6 MASONEILAN SELECTED 7 MASONEILAN SELECTED 8 MASONEILAN SELECTED • Very positive Industry feedback. • Ease of installation, setup, tuning, software. • Consistent, accurate and expected response. • Ruggedness of design for direct mount and reliable history of hall effect design. • No need for redundant positioners based on industry OE of Feed Reg Digital Positioner Failures. 9 INSTALLATION PLANS • 100 hour burn-in of all for-use and spare positioners. • Full set up and testing on mockup of all for-use and spare positioners. • Setup, calibration, and tuning techniques developed before installation. • New cal procedure incorporated into installation work package. • Management focus briefing held • Liberal use of vendor experts. 10 CONTINGENCIES • Replace positioners if individually fail. • Replace with original Westlock positioners if generic issue. • Scheduled on-line tuning. 11 ON-LINE TUNING CONTINGENCY • Tuning contingencies scheduled • Work packages developed • JIT conducted - tuning changes practiced • Operating procedures developed and tested • 2 sets of tuning parameters developed for overshoot or oscillation issues 12 ISSUES • Different firmware version than was tested on mockup. • Caused unexpected testing results during 0.5% Step Test. • Vendor flashed EPROM to preferred version – problem solved. • Site error in not ordering specific version. 13 SUCCESSES • No positioner failures. • No un-expected test results (after firmware flashed) . • Modification invisible to Operations. • Utilized PID parameters determined by auto-tune feature. • Fast setup and testing-30 minutes. • No on-line tuning required. • No oscillations or overshoot. 14 SUCCESSES • No conflict with Westinghouse 7300 • Stable valve control. • PMT automatically conducted by the plant (secondary upset). • Valve gagging technique developed. • Installed in Both Units 1 & 2. • Thermal Aging testing by Masoneilan and monitoring of on-board temperature will determine future PMs. 15 SUCCESSES Crane Viper Testing-The step changes are 5%, 2%, 1%, and 1/2% from left to right, centered for the valve at normal operating position for 100% power. At ½%, the valve is responding with 0.015inch changes. Live Data shows tighter control but outside test criteria. 16 South Texas Project Feedwater Heater Level Control Upgrades A Low Cost Approach to Reduce High Cycling •Mr. JR Price, STP •Mr. Kurt Christianson, Enertech Background • South Texas Project is a 2 unit 1350MW Westinghouse 4 Loop PWR. • A power uprate of 1.5% was made to each plant. – This caused the control valves for 2 medium pressure feedwater heaters to go full open. – A subsequent trim upgrade allowed the valves to start controlling, but the feedwater heater levels and control valves also started cycling. • Level control valves and feedwater heater levels cycled more than 10 million times a year, oscillating every 3 seconds – Pneumatic controllers do not have many options for fine tuning, and the cycling could not be tuned out. – Due to 250ft of pneumatic signal tubing, a control delay contributed to high cycling. Problem • Valve internals and actuators were failing every 6-9 months. – Unscheduled on-line rework was required. – The plant suffered MW losses while on the high level condenser dump valves. – Failures during the summer challenged the maintenance personnel due to extreme heat. – Valve locations in a hot environment that required extensive scaffolding. • Valve actuators were modified to obtain more life by installing high temperature soft goods and high cycle parts. • After modifications, life was extended but full rebuilds were required every outage to prevent failure mid-cycle. System Overview Solution • Replace pneumatic positioners and controllers with digital positioners and controllers. • Utilize standard 4-20ma loops for simplicity and diversity • Install redundant power supplies. • Use HART® communications for user interface. Equipment In each control loop: – 2 Masoneilan SVI® IIAP double acting positioners with non-contact hall effect position feedback mounted on Valtek piston operated valves. – 1 Masoneilan 12300 level controllers mounted on existing FWH level controller cage. – 2 Phoenix Contact QUINT-PS-100-240AC/48DC/5 power supplies wired in redundant (parallel) configuration DIN rail mounted – 2 blocking diodes per power supply Laptop for positioner and controller communications with ValVue software Testing and Training • Extensive testing in the I&C lab with a mockup that includes the level controller and cage, two Valtek actuators, and redundant power supplies. • Testing included: – Positioner and level controller setup, selection of initial operating parameters, positioner mounting, controller mounting and connection, loop control and valve response, trouble shooting. • Training with the Masoneilan representative on site. • Certification on the mockup. Mockup of Controller Power Supplies (2) Level Controller Cage Mockup for Positioner (Mounting Kit) Masoneilan SVI II AP Positioner Implementation Masoneilan representative assisted during installation. Initial selected tuning settings were not effective. High FWH and control valve cycling during initial startup because of insufficient and unstable flow through control valves at lower power. Conditions became more favorable above 50% power. Auto-tune was utilized at a hold point of 77% power. Auto-tune in conjunction with higher flow rates stabilized the valves and level completely. Fisher Level-Trol Pneumatic Controller Masoneilan 12300 Digital Level Controller Masoneilan SVI-II Digital Positioner Before Auto-Tune (controller) After Auto-Tune (controller) After Auto-Tune at Power (controller) Results • Elimination of FW Heater level and valve cycling. • Significant reduction in maintenance costs. • Low cost solution compared to stand alone control system such as a PLC. • Increased morale of technicians & system engineer. Additional unmeasured: • Recovery of some lost MW due to improved level control. • Improved life of feedwater heaters Keys to Success Solid management support of project Extensive testing in I&C lab Vendor support Auto-tune and filtering on controller Keys to Success Solid management support of project Simplified installation of digital controller on existing displacer cage Hall effect sensor and rugged mounting of positioner Digital Instrumentation compatible with future DCS system upgrades