413ch6
advertisement

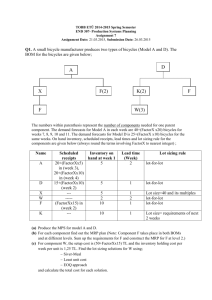
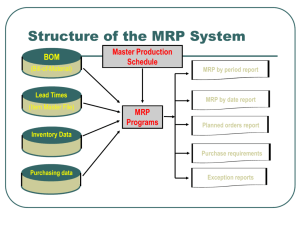
6. Material Requirements Planning (MRP) Homework problems: 2,6,7,8,9,13. 1. MRP Foundation Material requirements planning (MRP): A computer-based information system that translates master schedule requirements for end items into time-phased requirements for subassemblies, components, and raw materials. The MRP is designed to answer three questions: 1. 2. 3. What is needed? How much is needed? When is it needed? 1. MRP Foundation Dependent demand Demand for items that are subassemblies or component parts to be used in the production of finished goods. Dependent demand tends to be sporadic or “lumpy” Large quantities are used at specific points in time with little or no usage at other times 1. MRP Foundation What went wrong when EOQ is used to manage a dependent demand item ? Incorrect assumption of uniform, continuous demand Incorrect assumption on item independence Lack of Forward visibility Overview of MRP 6 MPR Inputs Master Production Schedule (MPS) Bill of Materials (BOM) Inventory Records 7 Product structure tree example 8 MRP Inputs: Inventory Records Inventory records/status data Includes information on the status of each item by time period, called time buckets Information about Gross requirements Scheduled receipts Expected amount on hand Other details for each item such as Supplier Lead time Lot size Changes due to stock receipts and withdrawals Canceled orders and similar events 9 MRP Record Week 1 2 3 4 5 6 Gross Requirements Scheduled Receipts Projected on hand Net requirements Planned-order-receipt Planned-order release Gross requirements • Total expected demand Scheduled receipts • Open orders scheduled to arrive Projected Available • Expected inventory on hand at the beginning of each time period 10 MRP Record Week Number 1 2 3 4 5 6 Gross Requirements Scheduled Receipts Projected on hand Net requirements Planned-order-receipt Planned-order release Net requirements • Actual amount needed in each time period Planned-order receipts • Quantity expected to received at the beginning of the period offset by lead time Planned-order releases • Planned amount to order in each time period 11 Manufacturing Planning and Control System Sales and operations planning Master production scheduling Routing file Bills of material Detailed capacity planning Detailed material planning Demand management Front End Inventory status data Time-phased requirement (MRP) records Engine Material and capacity plans Shop-floor systems Supplier systems Enterprise Resource Planning (ERP) System Resource planning Back End 6-12 MPR: Development The MRP is based on the product structure tree diagram Requirements are determined level by level, beginning with the end item and working down the tree The timing and quantity of each “parent” becomes the basis for determining the timing and quantity of the children items directly below it. The “children” items then become the “parent” items for the next level, and so on 13 MRP: Updating PAB PABt=PABt-1 + SRt + PRt - GRt PAB: projected available balance SR: scheduled receipts PR: planned order receipts GR: gross requirements 14 Basic MRP Record A previously released order due in period 1 Requirements from all sources On hand 1 Gross requirements 3 10 Scheduled receipts Projected available balance (PAB) 2 Period 4 5 40 10 4 44 50 4 54 44 44 Net requirements 6 Planned order receipts 50 Planned order releases Lead time = 1 period Lot size = 50 50 A unreleased order due in period 5 6-15 Bill of Materials The BOM shows the components and subassemblies required to produce one unit of product Indented Bill of Materials Finished item is not indented Level 2 sub-assemblies Level 1 sub-assemblies Level 1 components Components and sub-assemblies are indented relative to their order of usage Indented BOM example Finished product is located at the top, components below Sub-assemblies are represented by separate levels MRP Explosion • Explosion–the process of translating product requirements into component part requirements – Considers existing inventories and scheduled receipts • Calculating the quantities of all components needed to satisfy requirements for any given part. – Continued until all parts have been considered, leading to exact requirements for all purchased and/or raw material parts Gross and Net Requirements • Gross requirements represent the total planned 100 req’d – usage for the part 25 inventory = 75 net • Net requirements account for existing req’d inventory and/or scheduled receipts Net req’d for assembly becomes gross req’d for component 75 req’d – 22 inventory – 25 sched. rec. = 28 net req’d Product Structure Tree & Low level coding 21 Low-Level Coding Low-level coding Restructuring the bill of material so that multiple occurrences of a component all coincide with the lowest level at which the component occurs X Level 0 Level 1 B(2) Level 2 D(3) Level 3 E(4) C F(2) E E(2) 22 Low Level Coding Level 0 Level 1 Level 2 Level 3 14127 Rivet is a common part. It belongs to Level 2, not 1. MPR Lot Sizing Rules (L4L) Lot-for-Lot (L4L) ordering The order or run size is set equal to the demand for that period Minimizes investment in inventory It results in variable order quantities A new setup is required for each run 24 MPR Lot Sizing Rules (EOQ) Economic Order Quantity (EOQ) Also called fixed order quantity (FOQ) Can lead to minimum costs if usage of item is fairly uniform This may be the case for some lower-level items that are common to different ‘parents’ Less appropriate for ‘lumpy demand’ items because inventory remnants often result 25 MPR Lot Sizing Rules (POQ) Fixed Period Ordering (POQ) Provides coverage for some predetermined number of periods When an order is planned (i.e., planned order receipts), it should be sufficient to cover the next P periods (e.g., p=3) 26 Example MRP 27 Example MRP: L-4-L ordering 28 Example MRP: EOQ 29 Lead Time Offsetting • Gross to net explosion shows how much of each part is required, but not when • Timing requires consideration of two factors – Lead times–how long does it take to obtain the component or sub-assembly – Precedent relationships–the order in which parts must be assembled • MRP considers both factors when developing the plan Scheduling Logic • Two common approaches to scheduling exist – Front schedule–schedule each step as early as possible. This approach is simple, but parts are scheduled (and finished) earlier than need be, thus increasing WIP inventory. – Back schedule–schedule each step as late as possible. This approach will reduce WIP, minimize storage (and time) of completed parts, reserve flexibility (postpone the commitment or raw materials to specific products), but it requires accurate BOM data and lead time estimation. Scheduling Logic and MRP • MRP combines back scheduling and performs the gross requirements to net requirements explosion. – Reduced inventories – Minimized storage time Back Scheduling Top handle assembly has the longest duration of any subassembly Scoop assembly must be complete before final assembly can begin Only when all subassemblies and components are available can final assembly begin MRP Records Planned order release for top handle assembly becomes gross requirement for top handle component and nail (note 2 nails required per assembly) Lot-for-lot order policy exactly matches supply to net requirements Fixed lot size order policy requires orders in multiples of lot size MRP Technical Issues • Processing frequency–recalculating all records and requirements is called regeneration – This is a computationally intensive process so it is often run in the background and during periods of low system demand • Net change approach only recalculates those records that have experienced changes • Less frequent processing results in an out-of-date picture • More frequent processing increases computer costs and may lead to system nervousness Safety Stock & Safety Lead Time Theoretically, MRP systems should not require safety stock Variability may necessitate the strategic use of safety stock A bottleneck process or one with varying scrap rates may cause shortages in downstream operations Shortages may occur if orders are late or fabrication or assembly times are longer than expected When lead times are variable, the concept of safety lead time is often used Safety Lead Time (see Fig. 6.9) – Scheduling orders for arrival or completion sufficiently ahead of their need that the probability of shortage is eliminated or significantly reduced Safety Stock & Safety Lead Time • Safety stock is buffer stock over and above the quantity needed to satisfy gross requirements – Used when quantity uncertainty is the issue • Safety lead time changes both the release and due date of shop and/or purchase orders to provide a margin for error – Used when timing of orders is the issue – Safety lead time is not just an inflated lead time Pegging • Pegging provides a link between demand (order releases, customer orders, etc.) and the gross requirements for parts – Pegging records include the specific part numbers associated with a gross requirement – Pegging information can track the impact of a problem (e.g. material shortage) back to the order(s) it will affect Firm Planned Orders • Regeneration of the MRP records can lead to large numbers of planned order changes • To avoid this, a planned order can be converted to a firm planned order (FPO) – An FPO is not the same as a scheduled delivery, but can’t be changed by the MRP system – Temporarily overrides the MRP system to provide stability or to solve problems Planning Horizon • Total amount of time included in MRP calculations – Longer planning horizon increases computational requirements – Shorter planning horizon may result in lesseffective plans if significant future demand is not visible – At a minimum, should cover the cumulative lead time for all finished goods items Scheduled Receipts vs. Planned Order Releases • Scheduled receipts represent an actual commitment (purchase order, production order, etc.) • Planned orders are only the current plan and can be changed more easily • Scheduled receipts for production orders already have component materials assigned – Scheduled receipts do not impact gross requirements • Planned order releases do not have component materials assigned – Planned order releases do impact gross requirements MRP Processing Example Note: Component D is required by two parents. MRP Processing Example MRP Planner Tasks Release Reschedule Analyze and Update Reconcile Identify Problems Solve Shortages Enhance • Purchase orders • Shop floor (production) orders • Change due dates of existing orders (when desirable) • Set lot sizes and lead times • Adjust scrap allowances and safety stocks • Identify errors and inconsistencies and eliminate their root causes • Take action now to prevent future crises • Adjust records and system parameters to prevent recurrence • Identify system enhancements to improve performance Exception Codes Separating the vital few from the trivial many Part numbers with planned orders in the immediate period Requirements that cannot be Orders with satisfied within unsatisfactory system timing or parameters quantity (management input needed) Bottom-Up Replanning • Using pegging data to guide efforts to solve material shortages – Pegging data allows the planner to take action only when actual customer orders are impacted MRP System Output Part number and description MRP system data MRP planning data Exception messages MRP System Dynamics MRP System Issues Transactions during a period– unexpected changes Procedural Rescheduling– Complex inadequacies– transactions– moving the situations the due date of inventory system an order to adjustments, wasn’t an earlier or service parts, designed to later date etc. handle System Dynamics An MRP is not a static document As time goes by Some orders get completed Other orders are near completion New orders will have been entered Existing orders will have been altered Quantity changes Delays Missed deliveries – See Figure 6.11,6.12,6.13 Principles • Effective use of an MRP system allows development of a forward-looking approach to managing material flows. • The MRP system provides a coordinated set of linked product relationships, which permits decentralized decision making for individual part numbers. • All decisions made to solve problems must be implemented within the system, and transactions must be processed to reflect the resultant changes. • Effective use of exception messages allows attention to be focused on the “vital few” rather than the “trivial many.” 10. XYZ Company Item A; Lot Size = 150; LT = 1, SS = 0. Average Inventory = ? Period 1 2 3 4 5 6 7 8 9 10 Gross Requirements 71 46 49 55 52 47 51 48 56 51 Scheduled Receipts Proj. Available Bal. 150 Planned Order Rel. Item B; Lot Size = 150; LT = 1, SS = 0. Average Inventory = ? Period 1 2 3 4 5 6 7 8 9 10 Gross Requirements 77 83 90 22 10 10 16 19 27 79 Scheduled Receipts Proj. Available Bal. Planned Order Rel. 150 10. XYZ Company Item A; Lot Size = 3 weeks supply (P=3); LT = 1, SS = 0. Average Inventory = ? Period 1 2 3 4 5 6 7 8 9 10 Gross Requirements 71 46 49 55 52 47 51 48 56 51 Scheduled Receipts Proj. Available Bal. 150 Planned Order Rel. Item B; Lot Size = 3 weeks supply (P=3); LT = 1, SS = 0. Average Inventory = ? Period 1 2 3 4 5 6 7 8 9 10 Gross Requirements 77 83 90 22 10 10 16 19 27 79 Scheduled Receipts Proj. Available Bal. Planned Order Rel. 150 14. ABC Manufacturing Company a. Component C (Q=40, LT=2, SS=0) 1 2 3 4 5 6 1 2 3 4 5 6 Gross Requirements Scheduled Receipts Projected Available Balance Planned Order Release b. Component C (Q=40, LT=2, SS=0) Gross Requirements Scheduled Receipts Projected Available Balance Planned Order Release