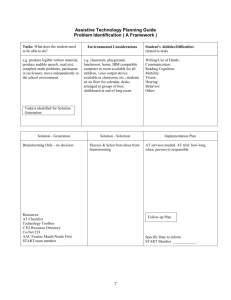
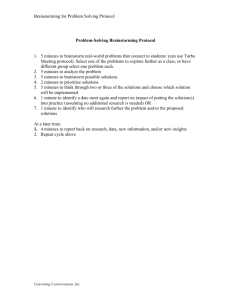
Productivity Management 23 jan 2015
advertisement

Productivity Management
Semester VI
K.J. Somaiya Institute of Management Studies and
Research (SIMSR)
By
Dr J S Lamba
1
Why “Productivity”?
2
Course overview
Productivity
techniques
• Concept of
productivity
• Application in
manufacturing
and service
industries
• Application in
different
functional areas
3
Measurement
of
productivity
Approach to
Productivity
improvement
• Partial, multi• Classic ILO
factor and total
approach
factor models
• Modern TQC
• Sumath’s total
approach
productivity
• Sumanth’s five
model
pronged approach
• Sink’s multi-factor – product,
model
technology,
people, material
• Productivity by
and task based
objectives
techniques
• Americal
productivity
centre models
• Value analysis and
Value engineering
Quality
Circles
• Relationship with
total quality
management
• Seven QC tools
• Organizing for
quality circles
• Structure &
method of
implementation
of quality circles
Creativity
based
techniques
• Brainstorming
• Whole brain
thinking
• Nominal group
techniques
Live examples all through and caselets for application of knowledge
Your expectations
CASE TUDIES
NEUMERICALS
TOOLS OF PRODUCTIVITY
REAL LIFE EXMPLES
HOW TO INCREASE PRODUCTIVITY
4
Productivity is a vast subject
Started in 1800s with global industrial revolution
Measure of operational, organizational, industrial and
national competitiveness
Spread across Economics, Finance & Accounting,
Management, Psychology, Human Resource Management,
and Industrial Engineering
5
Productivity Concept, Measurement
and Improvement
What is Productivity?
ILO defines Productivity as the ratio between “Output of
Work” and “Input of Resources.
Productivity= Output Input
Process
Input
Output
Waste
6
This definition applies to an enterprise, an industry or an
economy as a whole.
Productivity is simply the ratio between the amount
produced and amount of resources used in the course of
production.
These resources can be: (Unit of resources is in brackets.)
1. Land (Hectares)
2. Material (Metric Tons)
3. Plant and Machinery (Machine Hours)
4. People (Man Hour)
5. Capital (Rupees)
7
Units of productivity
Quantity per person
Revenue productivity: Revenue (in $) per person
Value added (in $) per full-time employee
Value added (in $) per machinery value (in $)
Value added (in $) per sq.ft (or hectare)
8
Better productivity means…
Lower operating cost
Improved competitiveness
9
Is Productivity different from
Performance?
Productivity takes into account output in relation to input.
Performance takes into account output alone.
Productivity = Output÷ Input
In performance, we consider only the output and not the input.
A performance index becomes comparison of actual output
with some standard or expected output.
Performance Index = Actual work done÷ Ideal or standard
expected work.
10
→Case: It takes 3 Mtrs. of cloth to make a coat. In a day Prashant is
expected to make 50 coats. He makes 40 coats from 111 Mtrs. Of
cloth.
What is Prashant’s Performance ?
- 40 coats
Performance Index ?
- {40 ÷ 50} x100= 80%
What is Prashant’s cloth productivity index?
11
- Normally Prashant should have consumed 120 Mtrs. of cloth.
However he managed to make 40 coats in 111 Mtrs. Of cloth.
- Cloth Productivity Index = {120÷ 111} x 100= 108%
What is productivity of cloth?
- Cloth productivity= 40/ 111 = 0.36 Coats/Mtr.
12
Case: Shalini was busy going through the production and machine
hour consumption report of the past three months.
MONTH
INPUT
(Machine Hours)
OUTPUT
(No. of Units)
September
90,000
99,000
October
1,00,000
1,00,000
November
1,50,000
1,35,000
The reports clearly showed that there had been an increase in production
with a simultaneous increase in machine hour consumption.
Shalini was not sure whether it really indicated a rise in productivity or merely
increase in production. How should she get an answer to this?
13
Solution:
- Productivity per Machine Hour= Production Units÷ Machine
Hours
- Productivity for September= 99,000÷ 90,000= 1.1
- Productivity for October= 1,00,000÷ 1,00,000= 1.0
- Productivity for November = 1,35,000÷ 1,50,000= 0.9
14
MONTH
INPUT
(Machine Hours)
OUTPUT
(No. of Units)
PRODUCTIVITY
September
90,000
99,000
1.1
October
1,00,000
1,00,000
1.0
November
1,50,000
1,35,000
0.9
We can see from the table that while production is rising from September
to November; productivity is falling.
15
Typically when markets are booming it is worth increasing
production so as to capture market-share even if productivity does
not increase.
Conversely, during the lean periods when selling becomes difficult,
increasing production will only result in increasing unsold
inventory stocks.
It is, therefore, important to focus on increase in productivity as it
helps in maintaining profitability.
Today’s organizations are looking at Productivity improvements by
cost reduction thereby protecting their profit margins.
16
Application of Productivity
Finance
…
…
…
…
…
…
List of functions
Manufacturing
Service
Industries
17
Partial Productivity
Definition
Ratio of output to one class of input.
At a given time it considers only one input and ignores all
other inputs.
Its significance lies in its focus on utilization of one resource.
For instance, labour productivity is measured using
utilization of labour hours; whereas capital productivity is
measured in Rupees.
18
→Case:
- As a part of new assignment, Parag of Pop-Corn Products was asked to
identify areas for productivity improvements. He collected data on all
inputs and outputs of previous year’s operations being transferred into
equivalent of money units. The table below gives details with all figures in
lakh rupees.
OUTPUT
1000
INPUT
Human
300
Material
200
Capital
300
Energy
100
Other Expenses
50
Parag plans to calculate values of partial productivity to aid in his study. Please
help him in his endevour.
19
→Solution:
- Partial productivity of various inputs is as follows:
Human productivity= 1000/300= 3.3
Material Productivity= 1000/200=5.0
Capital Productivity= 1000/300 =3.3
Energy Productivity= 1000/ 100= 10.0
Productivity of other expenses= 1000/50=20.0
20
Advantages
Disadvantages
Easy to understand
Misleading if used alone.
Easy to obtain data
Cannot explain overall cost
increase
Diagnostic tool to pinpoint
areas of improvement
Profit control is not precise
21
Total Factor Productivity
In an effort to improve productivity of labour, company may
install more machinery.
Then productivity of labour will go up bringing down the
capital productivity.
Partial productivity that typically uses only one resource at a
time fails to grasp this paradox.
Historically labour and capital were considered to be the
most significant in contribution in the process of production.
22
Therefore, in The Total Factor Productivity model developed by
John W. Kendrick in 1951, he has taken only labour and capital as
only two input factors.
→ For instance, Products worth Rs 100 lakhs were manufactured
and sold in a month. It consumed Rs 20 lakhs worth labour hours
and Rs 55 lakhs worth capital.
- The Factor Productivity = 100÷ (20+55)= 1.33
23
Advantage
Disadvantage
Data is easy to obtain
Does not consider impact of
material and energy inputs, though
material typically forms 60% of the
product cost.
Appealing from the viewpoint of
the corporate and the National
economist.
24
Multi-factor Model of Productivity
Developed by Scott D. Sink Multi-factor Productivity
Measurement Model considered Labour, Material and
Energy as major inputs.
Capital was deliberately left out as it is most difficult to
estimate how much capital is being consumed per unit/ time.
The concept of depreciation used by accountants make it
further difficult to estimate actual capital being consumed.
25
Total Productivity Model
Total Productivity Model developed by David J. Sumanth in
1979 considered 5 items as inputs.
These are Human, Material, Capital, Energy and other
expenses.
This model can be applied in any manufacturing or service
organization.
Total Productivity= Total Tangible Output÷ Total
Tangible Input.
26
Total tangible output= Value of finished units produced +
partial units produced + Dividends from securities +
Interests from bonds +Other incomes.
Total tangible inputs= Value of human inputs+ capital
inputs+ materials purchased+ energy inputs + other
expenses (taxes, transport, office expenses etc.)
Advantages
Disadvantages
All quantifiable inputs are considered.
Data is difficult to compute.
Sensitivity analysis can be done.
Does not consider intangible factors of input
and output.
Provides both firm level and operational unit
level productivity.
27
American Productivity Centre (APC)
Model
American Productivity Centre has been advocating a
28
productivity measure that relates profitability with
productivity and price recovery factor.
Profitability= Sales Costs
{Output Quantities x Prices} {Input Quantities x Unit
Costs}
Productivity x Price Recovery Factor.
The APC model is different from other models in its
treatment, by inclusion of Price Recovery Factor.
What is price recovery factor?
It is a factor that captures the effect of inflation.
The changes in this factor over time indicate whether changes
in input costs are absorbed, passed on, or overcompensated
for, in the price of the firm’s output.
Thus inclusion of this factor will show whether gains or
losses of a firm are due to changes in productivity or it
merely indicates the fluctuations in the prices of material
consumed and sold.
29
Sumanth’s Five Pronged Model
All efforts towards productivity improvement have always been
30
focused on the resources i.e. men, material, money, time,
machinery, etc and the processes through they undergo to give
output.
In 1982, Sumanth and Omachanu proposed Five Pronged
Approach, classifying different techniques based on the five basic
types:
Technology
Employee
Product
Process, and
Material
In the areas of product and process improvement: value analysis
aids in eliminating non-value adding function i.e. those function
resulting in low performance at high costs from the product and
processes.
On the technology front, extremely precise and accurate highspeed machines and systems like CAD,CAM,CIM,FMS etc have
drastically reduced the processing time.
On the human front, incentive plans, job enrichment, fringe
benefits etc are used to encourage value-adding inputs from
people.
31
Inventory control, MRP, material handling systems etc. reduce
the time, space, effort and money involved in making material
available for its time and place utility.
Techniques like work-study, ergonomics, etc eliminate motions
that are non-productive or make them easy to perform are
included in the human factor.
Today, Lean Production System approach is a holistic one, which
covers all areas of productivity improvement.
32
In order to sustain, a few other techniques like JIT, TPM, TQC,
KAIZEN, Quality Circles etc can be applied simultaneously.
Summary
A. Technology Based
- CAD, CAM, Integrated CAM, Robotics, Laser Beam Technology,
Energy Technology, Group Technology, Computer Graphics,
Simulation, Maintenance Management, Rebuilding Old
Machinery, Energy Conservation.
33
B. Employee Based
- Financial Incentives, Group Incentives, Fringe Benefits,
Promotions, Job Enrichment, Job Enlargement, Job Rotation,
Worker Participation, MBO, Skill Enhancement, Learning Curve,
Working Condition Improvement, Communication, Zero Defects,
Punishment, Recognition, Quality Circles, Training, Education,
Role Perception, Supervision Quality.
34
C. Product Based
- Value Engineering, Product Diversification, Product
Simplification, R&D, Product Standardization, Reliability
Improvement, Advertising & Promotion.
D.Task Based
- Method Engineering, Work Measurement, Job Design, Job
Evaluation, Job Safety Design, Ergonomics, Production
Scheduling, Computer Aided Data Processing.
E. Material Based
- Inventory Control, Material Requirement Planning, Materials
Management, Quality Control, Material Handling and
Recycling.
35
ILO Approach to Productivity
Improvement
The classic ILO approach is Task Based.
It breaks manufacturing time into basic work content, added
work content, and ineffective time.
The main focus is on reducing inefficient time in the total
work content.
The Basic Work Content
The amount of work “contained” in a given product or
process measured in man-hours or machine hours.
36
- The basic work content is the irreducible minimum time
theoretically required to produce one unit of output.
B.AddedWork Content
Work content added by defects in the design or specification of the
product. It may be due to lack of standardization and/or
incorrect quality standards.
- This additional work content is the time taken over and above the
time of the basic work content due to features inherent in the product
which could be eliminated.
37
(2) Work content added by inefficient methods of production or
operation.
- This is the time taken over and above the basic work content plus
(1), due to inefficiencies inherent in the process or method of
manufacture or operation.
- This includes wrong machine used, processes operated in bad
conditions, wrong tools used, bad layout, operator’s bad working
methods etc.
38
C. Ineffective time
- All interruptions which cause the worker or machine or both to
cease producing or carrying out the operations on which they are
supposed to be engaged.
- Irrespective of the cause, these must be regarded as ineffective time
because no work towards completing the operation in hand is
being done during the period of the interruption.
39
(1) Ineffective time due to shortcomings on the part of the
management.
- Time during which man or machine or both are idle because
management failed to plan, direct, coordinate or control efficiently.
(2) Ineffective time within the control of the worker.
- Time during which man or machine or both are idle for the reasons
within the control of the worker himself.
40
Focus on reducing added work content
& inefficient time in the total work
content
Following are the methods by which added work content &
41
inefficient time can be reduced.
→By reducing
Poor design and frequent design changes
Waste of materials
Incorrect quality standards
Poor layout and poor utilization of space
Inadequate material handling
Frequent stoppage in production
Ineffective method of work
Poor planning of work
Frequent breakdowns
Absenteeism & late coming
Poor workmanship
Accidents and occupational hazards.
42
Quality Circles
Quality Circles were the logical consequence of the various
waste elimination programmes that were run in many
Japanese corporations in early fifties.
It provided a platform for the workers to get together and
use techniques for their quest for continuous selfdevelopment and organizational improvement.
In 1980, the first Quality Circle was launched in Hyderabad
plant of Bharat Heavy Electricals Limited.
43
Definition and Meaning
Quality Circle is a small group of employees in the same
work area or doing a similar type of work who voluntarily
meet regularly for about an hour every week to identify,
analyze and resolve work related problems, leading to
improvement in their total performance ad enrichment of
their work life.
This definition is quite comprehensive and most commonly
accepted.
Every part of the definition is significant.
44
→Why small group of employees?
- Experience indicates that the optimum number of a Q.C. is about
eight to ten.
- If a circle is formed with less than five members, one can imagine
the strength of the group when absenteeism is high.
- Interaction and participation becomes more pronounced when
group members are more than say, six.
45
→Why in the same work area or doing similar type of work?
- This ensures Q.C. to be a homogeneous and cohesive group
- The discussion that takes place remains interesting to everyone only
if members are from the same background.
- It also helps the members to understand the intricacies of the
problem.
- Also the application of QC tools that are recommended require the
expertise in the field.
46
→Why is participation voluntary?
- ‘Voluntary’ in the Japanese context has a different
interpretation as compared to
what is normally
understood in the Indian context.
- To the Japanese , the very word ‘voluntary’ implies 100%
participation.
- Hence, when a company in Japan decides to implement
Quality Circle, every body has to enroll as a member.
- Japanese have refrained from using from using the word
‘compulsory’ as it indicates not just 100% participation
but achievement of targets as well.
47
Quality circle requires some amount of creativity
that is not
under control, therefore, the word voluntary is used to indicate
that achieving targets is not mandatory, but participation is
compulsory.
In India the term ‘voluntary’ has been used to circumvent the
possible opposition from the trade unions.
→Why to meet regularly for an hour every week?
Meeting regularly is absolutely essential for the success of Q.C.
48
If the meetings are kept at longer intervals then cancellation of
one or two meetings will further lengthen the interval leading to
complete stoppage of work.
→ Why to analyze and resolve work related problems?
As employees know more about their own work area than any
body else, they are in a better position to solve problems
occurring there.
49
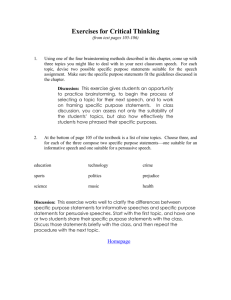
Structure of Quality Circle
Steering Committee/
Departmental Committee
Top Management
Coordinating centre
TM
Steering Committee
Facilitator
Leader/Deputy Leader
Member
Non Member
50
Role of Each Element
1. Non-Members
Initially, all the employees in a particular work area may not
volunteer in joining QC activity.
Some others may not be interested in activity but prefer not
to get directly into it.
QC members must understand that solutions they find
cannot be implemented without the cooperation of these
non-members.
Members must encourage non-members to participate in
activities so that they change their attitudes and form circle
on their own.
51
2. Members
- Members must be restricted to grass root level persons.
- If membership is kept open only to officers and executive, the very
purpose of QC gets defeated.
- Members actively participate in selecting problems of their
concern, analyzing it, finding solution to it and finally making
presentation to the management.
52
3. Leader/Dy. Leader
- In Japan, first line supervisors are nominated as leaders.
- However, in India, it is advisable to make members choose their
own leader.
- Earlier there used to be only one person as leader.
- But considering heavy absenteeism that prevails in our country,
there can be one deputy leader who will take charge in absence of
leader.
53
The leader or the deputy leader’s endeavour is
- To maintain cohesiveness of the team.
- To plan agenda for meetings.
- To ensure participation from every member by assigning them
work.
- To encourage consensus decision making process.
4. Facilitator
- Facilitator is the senior officer of the department where QC is
working and is nominated by management.
54
The facilitator
- Can facilitate more than one QC.
- Is responsible for success of QC’s operating in his area.
- Ensures necessary facilities are available to the team for
operation.
- Joins Steering Committee meetings and gives results of activities
of QC.
55
5.
-
56
Steering Committee
The committee comprises of heads of major functions as members
and chief executive as the chairman.
The committee makes top management’s support visible.
Steering committee
Meets regularly once in two months.
Takes overview of QC activity in entire organization.
Gives policy guidelines fr the propagation of movement
6. Coordinating Agency
- The job of coordinating agency is similar to facilitator but on a large
scale.
- It coordinates QC activities throughout the organization.
- Steering committee decides the composition of coordinating agency.
Coordinating agency
- Organizes a training programme for members when QC is formed.
- Evolves norms to assess performance of different QCs.
57
- Prepares budget for QC activity.
- Arranges guest speaker or library facility for members.
7. Top Management
- Top Management does not fall within the formal structure of
QC.
- Its main job is to
Convey its commitment to all employees
Extend necessary support by attending conventions and
sanctioning funds.
Form quality council and establish a conducive atmosphere.
58
Quality Control Tools
Quality circles use certain basic tools to identify, analyze,
and resolve their problems, called QC tools.
A. Stratification
Stratification refers to segregation of problem area into
smaller units so that each can be taken more effectively.
What appears to be a single problem may actually consist
of a set of problems, each with a different root cause.
59
For instance, the problem of ‘Low output during the day’
may have different set of causes during the first and second
shift.
There is no way of knowing the correct way of stratifying
the problem but when faced with a problem, one needs to
use his skills and expertise to be able to do good
stratification.
The underlying principle is that when you find a problem,
break into sub problems and find out the root cause of each.
This procedure becomes faster and simpler.
60
Examples of Stratification
Operation Wise
Skill, Experience, Years in job, Gender, individual, Union,
Educational qualification.
Machinery
Type of machine, Machine number, order new, structure, functions, moulds,
jigs etc.
Material Wise
Maker, lot, date of arrival, date of use, Type, constituents, storage period,
storage place, production place.
Method Wise
Operation method, place of operation, Temperature, Humidity, Pressure,
No. of revolutions, speed, sampling etc.
Time Wise
Day, day and night, shift (in case of shifts), days of the week, month, normal
day and the day after holiday, immediately after commencement, right
before end, hour, around machine adjustment.
Product Wise
Lot, vendor, New & old products, standards, special products. Etc.
Inspection,
calibration
Inspector, Testing machine, Gauge, person in charge of calibration, place of
calibration.
61
B. Check Sheet or Tally Table
A data-recording tool where the frequencies of each type
are marked against it.
The frequencies against each will indicate its relative
importance and subsequently help in drawing pareto
diagramme.
62
Sr. No.
Cause
Tally Marks
Frequency
Remarks
1.
Broken Pin
//// //
7
-
2
Broken Link
///
3
-
3
Loose contact
//// //// //
12
-
4
No Power
//
2
Known Before
C. Pareto Analysis
This technique was developed by Italian economist Pareto
which showed that 20% population of a country controls
80% wealth and vice versa.
This is applicable in most cases and is called 80-20
principle.
Along these lines, Pareto diagramme can be drawn by
finding out which 20% causes create 80% problems.
63
Pareto’s Analysis- A Case Study- Cause of decline in production
in Rubber component manufacturing company.
64
Code
Item
Causes
Time (Min)
Time
(Min)/Case
A
Rubber Recovering
16
145
9.1
B
Repair Delays
3
255
85.0
C
Repairs
5
344
68.8
D
Adjustments
12
206
17.2
E
Preparations
48
232
4.8
F
Component Search
5
137
27.4
G
Component
Replacement
9
110
12.2
H
Raw Material Delay
2
780
390
I
Miscellaneous
17
303
17.8
117
2512
21.5
Total
It can be seen problem H consumes most of the time.
If we take care of this problem then there will be a dramatic
increase in productivity as compared to taking other
problems in the beginning.
Thus the important problems need to be tackled on top
priority.
65
D. Histogram
Histogram is also called frequency distribution chart and
represents the condition of variance through the chart .
It is a visual presentation of the spread on distribution of
data to monitor a process and determine its consistency in
meeting customers’ requirements.
The population in the data is classified on the basis of their
similarity into different groups or classes.
66
Each class or group is classified on the basis of their
similarity into different groups or classes.
Each class or group is represented by a rectangle or a bar.
The class interval or causes of the problem or defects are
placed on x-axis and frequencies or the number of defects
is placed on the y-axis.
The height of each bar is proportional to the number of
frequency of its class interval and each bar should be of
same width.
67
68
Uses of Histogram
The shape of the diagramme reveals the mean value
variance.
By frequency distribution chart the standard deviation and
mean deviation can be calculated.
By comparing with rated value, the process efficiency and
rate of defective goods could be calculated.
By visualizing variances, abnormalities come to light.
69
E. Ishikawa or Fish Bone Diagramme (Cause and Effect
Diagramme)
Investigative tool developed by Dr. Ishikawa of Japan.
This diagramme is arrangement of all possible causes, which
give rise to the effect or problem in hand.
Prior to plotting this diagramme, it is necessary to list down
all possible causes by brain storming, so that no important
cause is missed.
They are segmented broadly into four ‘M’s viz Men,
Machine, Method, and Material.
70
Machines
Men
Sub cause
Sub cause
Final Effect
Sub cause
Sub cause
Method
Materials
71
F. Control Charts
Control charts
are used to investigate whether the
manufacturing process is in stable condition or not and is
used to maintain the manufacturing process in stable
condition.
Central line (CL), upper control line (UCL), and lower
control limit (LCL) are the main three lines which
constitute a control chart.
UCL
CL
LCL
72
→X (bar) Charts
Central Line =Grand Mean
UCL= Grand Mean + A2 x Mean Range
LCL= Grand Mean - A2 x Mean Range
→R (bar) Charts
Central Line= Mean Range
UCL= D4 x Mean Range
LCL= D3 x Mean Range
73
A case of a Vending Machine
Shalini is a vending machine operator at a coffee shop. The
machine at her shop gives 50 ml of coffee at a time. Lately
Shalini has noticed that machine never fills the glass exact
ml but it either under fills or over fills. She complained to
the manufacturer who sent Sachin, the service engineer to
her shop. After inspecting the machine, Sachin said “I think
we must test this machine fr precision and accuracy.”
“How do we do that?” asked Shalini
74
“Let us take five samples of four readings each of this
machine and then we can plot control chart and know
answers to our questions.”
Following is the chart that shows the readings recorded by
Sachin and Shalini.
Sample No.
X1
X2
X3
X4
Mean
Range
1
49
50
50
49
49.5
1
2
49
49
49
50
49.25
1
3
48
48
50
49
48.75
2
4
48
48
48
49
48.25
1
5
50
49
51
48
49.25
3
Grand Mean
75Mean Range
49.05
1.6
Looking at both the graphs, Sachin told Shalini, “ Your
machine is perfectly all right. And whatever variations
you are getting is the inherent variation of the
machine.”
→ Thus control charts help workers monitor the quality
of their work, doing away with inspection.
G. Scatter Diagrammes
It is a graphical technique for studying relationships
between two variables (which occur in pairs) to figure
out if there is a connection between the variables and
how strong this relationship is.
The density and the direction of the cloud indicates
how the two variables influence each other.
76
A positive relationship between two variables means that
increasing values of one variable are associated with
increasing values of the other.
A negative relationship means that increasing values of one
variable are associated with decreasing values of the other.
→A scatter diagramme is used after a cause and effect
analysis to determine what will happen to the one variable
if the other is changed.
69
Benchmarking
Benchmarking is the systematic and continuous process of
determining what the best performances and underlying skills of
leading organizations are in their strive for excellence.
And based on above, stimulate the organization’s own strive for
excellent performances at all organizational levels.
It is a strategy to stimulate changes and optimize performances.
78
The Benchmark Process
1. What is to be
benchmarked
8. Implementation &
Monitoring
3. Gather data
4. Analyze the data
7. Develop action
plans
6. Formulate the
functional goals
79
2. Identify the
benchmark
partners
5. Determine the
performance gap
When do you use Benchmarking?
Benchmarking is mostly used to compare processes and
performances against those of recognized leaders.
Based on this, the performance gap between the organization
and the best competitor is evaluated.
Organizational processes usually used for benchmarking are:
(a) Marketing,
(b) Sales,
(c) Purchasing,
(d) Technology development,
(e) Product development, and
(f) Logistics
80
Types of Benchmarking
1.
-
81
Internal Benchmarking
Internal benchmarking involves comparison of internal activities
and processes within own company.
Usually of interest to large organizations where it is determined
as to how far other departments and divisions execute similar
activities within their own organizations more efficiently and
effectively.
2. Competitive Benchmarking
- A comparison is made with direct competitors.
- Operations processes of these competitors are measured and
compared against its own situation.
- Based on what is done by the competitor and what is lacking
within the own organization, the own processes can be
adjusted to improve efficiency and produce a better and
cheaper product.
- For example, a software producer who wants to improve his
competitive position can try to figure out what Microsoft has
done to become the market leader.
82
3. Process Benchmarking
- Involves search for the best in class of a certain process,
regardless if it is a competitor or not and in which industrial
branch it is applicable.
- For example, the logistical activities of a chemical company
can be compared with an electronics company with an
excellent logistical process.
4. Strategic Benchmarking
- Used to obtain sweeping breakthroughs in the areas of
productivity in order to strengthen its competitive position.
- This type of benchmarking helps determining the relative
competitive position of all business activities and suggests the
best course to follow.
83
This can be done in several ways such as
- Comparing your own strategy and financial performance against
those of competitors.
- Determining from the strengths and weaknesses of the competitors
in which areas your organization can outdo these competitors, and
- Which improvements are best contributed to its own core
competencies.
84
Steps to execute Benchmarking Process
1.
-
-
85
Determine what should be benchmarked.
It is determined which functions, tasks, processes, or activities
within the own organization will be subjected to benchmarking.
Based on the critical success factors, one or more of processes
will be selected for benchmarking.
Appoint a team that will map these processes in detail.
- The team will identify process stages and determine the process
flow, the procedure for each process stage, relevance performance
indicators, inputs and outputs of the process and customer
requirement.
2. Identify the benchmark partners.
- Important criterion for the selection of benchmark partners
should be outstanding regarding the competitiveness of activities,
availability of reliable information about the partners.
86
- Identifying benchmark partners requires consultation of sources
such as databases, professional magazines, newspapers, bank
reports, annual report of competitors, seminars, consultancy
bureaus, universities etc.
- Also, interviews with customers, suppliers, employees and
bankers.
3. Gather Data about the performances of partners.
- Through interviews, surveys, consultation and technical magazines.
87
- Process and working methods of partners are examined
thoroughly.
- Performance indicators are measured and qualitative and
quantitative data is gathered.
4. Analyze the data.
5. Determine the gap between the performance level of organization
and that of its benchmark partner.
- Differences in working methods and causes of the differences in
performance is documented.
- The main question to be asked is “why is the efficiency and
effectiveness of the own process lagging behind that of the best in
class?”
88
6. Based on the results of the benchmark study, new functional goals
are established to close the performance gap.
7.The goals are now transformed into concrete action plans.
8. Implement specific actions and monitor the progress.
- Verify whether actions are executed as planned, whether the
process is changing, and if the benchmark goals are being met.
- If required, possible adjustments are made.
89
9. Start again
- Benchmarking is a process of continuous improvement.
- There are always better and improved methods.
- Competition is not standing idle.
- In due course of time, new best practices are developed.
90
Example from Rank Xerox, Netherlands
“In the past, the order processing department of Rank Xerox
had 20 employees, wherein the throughput time of an invoice
was 5 to 8 days. After a benchmark study, the activities within
the department were divided into four segments based on the
invoice amount. Finally, the number of persons in the
department was reduced and an invoice was sent within 24
hours in respect of 95% orders.”
The reason for the benchmark study was that customers were
displeased about long delivery time.
A shorter delivery time also resulted in an accelerated
invoicing, a smaller department, a higher customer satisfaction
and improved liquidity.
91
Creativity Based Techniques
Innovators have known since long that the process of
generating ideas is not logical or analytical process; it is a
creative process.
Some of the commonly used creativity techniques are:
(1) Brainstorming
Brainstorming is defined as a means of getting large
number of ideas from a group of people in a short time
by following certain rules.
92
The definition focuses on three aspects:
(a) Large number of ideas
-
93
Brainstorming is a tool to generate a large number of
ideas.
There is no guarantee that the ideas will be practicable.
There is no guarantee that the ideas will be best.
The hypothesis underlying the efficacy of brainstorming is
that the quantity leads to quality.
- Often good ideas are under the bad ones in the brain
94
and unless the bad ideas are permitted to exit, the good
ones do not surface.
(b) A group of people
- Brainstorming is a group process.
- The optimum size of a group is about twelve; but it can
vary between six to twenty.
- Ideally the group should be heterogeneous, with as
much diversity in gender, age, qualifications and
experience, as possible.
- Such heterogeneity permits observation of problem
from different view points, which is the crux of the
brainstorming process.
(c) In a short time
- This refers to the rate of flow of ideas.
- This rate can be as high as one hundred ideas in a period
of ten minutes.
- Once again, the emphasis is on quantity.
→ The success of Brainstorming
- Following four basic guidelines can ensure the success
of a brainstorming process.
(a) Suspend judgment
- Just listen and list the ideas.
- Do not try to judge or evaluate any idea till you finish
the session
95
(b) Encourage free-wheeling of ideas
- Permit wild ideas; encourage dreaming, and thinking
around the problem.
(c)Quantity
- Go for quantity i.e. number of ideas.
- Do not examine quality or feasibility of idea at this
stage.
(d) Cross fertilization of ideas
- Encourage members of the brainstorming group to hitch
hike on each other’s ideas.
- Show no interest in identification of ownership of each
idea.
96
The Stages of Brainstorming
The process of brainstorming consists of six stages
(1) Stating the problem
All the participants of brainstorming sessions must know
some details of the problem.
Therefore, in the first stage, we need to state the problem
and try to provide some information about it.
(2) Re-stating the problem
-
97
- Ask the participants to look at the problem in a different
ways and identify as many facets of it as they can.
- Participants restate the same problem depending on the
way they look at it.
- If the problem is looked at from many angles, it becomes
easy to generate a large number of solutions.
(3) Select a basic re-statement
- After listing down all the re-statements, select one or two of
these as a lead to brainstorming session.
98
- This selection is done by the leader alone.
- This stage must be closed with a clear definition of the
objective of the brainstorming session i.e. expected
outcome.
- If this is not done, the session could easily turn into a
‘gossip’ session.
(4) Warm up
- In this stage participants do free-wheeling for the purpose
of actual generation of ideas.
- Some participants observe silence for a few minutes.
99
- Silent meditation can be a great tool for use in this stage.
(5) Idea generation
- Generally participants sit in circle.
- The leader displays the selected statement and invites ideas.
- People are encouraged to speak out the moment they get an
idea.
- The leader notes down each and every idea, without
evaluation or judgment.
- The process goes on till the ideation dries up.
100
(6) Wildest idea
- In this final stage, the group takes up the wildest of the
ideas and attempts to turn into something useful for further
brainstorming.
- After this, the session is ended.
→Dos and Don'ts of Brainstorming
101
Do’s
Don'ts
Suspend judgment
Spend too long on initial discussion
Allow wild and silly ideas
Allow observers
Have a warm up session
Tape record the proceedings
Encourage noise and laughter
Accept interruptions
Take more than one statement of the problem
Drag a session that has dried up.
(2) Nominal Group Technique
- In the Nominal Group Technique, a group of qualified
individuals come together to present their ideas and then
vote for the most favoured one.
- This idea is taken up as the decision of the group.
- The group is referred to as ‘nominal’ since the group
members do not directly interact with each other.
- Every member works on the solution independently.
102
Steps of Nominal Group Technique
1. A small group gathers around a table, receives
2.
3.
4.
5.
6.
103
instructions, and identifies the problem.
Participants silently write down ideas about problem
solving.
Each participant presents ideas one at a time; leader
writes them on the chart.
Group discusses, clarifies and finally evaluates each
idea.
Participants privately rank ideas in order of their
preference.
The highest ranking idea is taken as group decision.
Advantages & Disadvantages
It allows formation of an informed opinion.
Ranking of ideas by the group members is facilitated by
supplying information held by each member to all other
members.
Fairly rapid process, permitting objective exchange of
ideas.
Requires a trained facilitator to run the session.
→ As it is important to remove the element of personal
bias and prejudices, it is advisable to record the ideas
without mentioning the name of the person giving it.
104
Lateral Thinking
→“You are on the terrace of a ten storied building.” Prashant
was posing a riddle before his friends, “and suddenly you
hear a fire alarm. Hw will you reach the ground floor?”
→ “Very simple” exclaimed Shalini, “ I will rush down the
staircase. Don’t tell me there is no staircase.”
→ “I’ll use the elevator”, Sachin joined in, “a ten storied
building is bound to have an elevator. It will be faster.”
105
→ “I have a faster way” said Prashant, “I can jump down
from the terrace”
→ “Talk sense” Sachin said, “You will not reach in one
piece.”
Sachin and Shalini’s reactions are quite expected because
Prashant’s solution sounds illogical.
But it is certainly not impossible.
Our resistance to change makes us reluctant to accept
something new or different.
106
When we have a couple of standard, tried and tested
solutions in hand, we stop looking further.
We fall into the syndrome of ‘the good being the enemy of
the better.’
Having something good, we cease our search for the better.
To be more innovative, we must learn to think in radically
different ways, away from conventional patterns of
thinking.
107
Definition and Meaning
Lateral Thinking is defined as a thinking process in which
we make deliberate attempts to generate new ideas by
introducing a discontinuity in our thought process.
Lateral thinking implies considering a problem from fresh
perspective, a point o view which is different from the
norm, the obvious.
The change in perspective can be relaxing as well as
productive.
108
Some examples are:
(a) Visualizing the extreme opposite of the situation or
-
-
109
reversing the objective.
Suppose you want to bring down your high inventory
levels, try thinking “what can be done to increase
inventory?”
This might bring to light some inherent weaknesses in the
system.
Even if you don’t strike the solution, you will at least
know what Not to do.
(b) Looking at the surroundings of the problem rather than the
problem itself.
- Suppose you have a machine that breaks down frequently.
- Is it a machine designed for air-conditioned room but kept
at room temperature.
(c) Challenging the assumption
- Believe that your information is wrong.
- Try something that goes against the assumption.
- It may turn out that that some of the old ways can be
improved or replaced.
110
The Principles of Lateral Thinking
(a) Background
-
-
111
The need for Lateral Thinking arises from the fact that
dominance of an idea or concept suppresses other useful
and efficient ideas stopping the progress.
Dominance blocks the way to explore continuously more
and more useful and efficient ideas stopping the progress.
(b) Escape
- This principle suggests recognition of the dominant idea
and deliberate search for alternate ways of doing things.
- The search has to be for alternate ways and not for the
best way.
(c) Provocation
- This assumes that it may be necessary to be wrong at
some stage in order to reach the final right solution.
- Therefore, we use one idea to provoke or generate
another set of ideas, rather than checking its individual
correctness.
112
Difference Between Conventional Thinking
and Lateral Thinking
Conventional (Vertical) Thinking
Lateral Thinking
Conventionally we think to chose and prove
something.
Here we think to generate and explore ideas.
It is in search of answers.
It is in search of questions.
Uses information in its meaning.
Uses information for its effect.
Seeks continuity i.e. expects one thing to follow
another.
Seeks discontinuity.
Concentrates only on relevant facts eliminating
irrelevant facts.
Doesn’t consider anything as irrelevant.
It is a close ended procedure aimed at result.
It is an open ended process giving maximum
results, but makes no promise.
113
Whole Brain Thinking
→ “Reaching Somaiya Campus……..Visiting SIMSR, the
canteen…. …The first day of the class…..new faces, new
ways of learning……..”
→“Hey, where are you,” said Shalini, snapping her finger in
front of Vaibhavi’s face.
→ Suddenly, coming back to reality, Vaibhavi shook her face
and said smilingly, ‘just moved from my right brain to the
left.’
→What did she mean?
→ She was referring to the split-brain theory.
114
The Split-Brain Theory
The theory proposed by neurosurgeon Rober Sperry says
that our abilities, skills and personality traits are strongly
influenced by our habit of using one side of the brain more
than the other.
The two hemispheres of our brain have distinct thinking
processes.
Visualization, emotions, intuition, and motor skills are
housed in the right brain.
115
Logic and communication are functions of the left brain.
Our genes and the way we have been brought up or trained
often determines which hemisphere of our brain we prefer to
use and in turn that determines the way we function.
We could be right dominated or left and accordingly our
interests or abilities would emerge.
Artists or sportspersons are right dominated while those
excelling at maths or language would be left dominated.
116
Whatever our dominance or preference be, we do make
automatic shifts as per the occasion.
When Vaibhavi was daydreaming, her right brain was at
work.
And then she experienced a shift as she used her left brain
to analyze what she had been doing.
Typically, we use our right brain while listening to music or
while painting and the left brain while speaking or solving
a puzzle.
117
Examples of your Hemispherical
Dominance
→ How would you go about solving a problem?
Would you follow an organized approach like defining
the problem and breaking into parts, conducting
research and recording possible solutions, eliminating
the non-viable solutions and then selecting the best of
the rest?
If yes, then you are probably a left dominant.
A right dominant person would try to see the picture as
a whole, get a feel of what will work and place his trust
in hunches or gut feeling.
118
→ How would you guide a person to a particular place if
asked to give directions.
A left dominant person would be precise and say something
like “take the second left and then the first right.”
Right dominant go for visuals cues, say “Turn left when you
come across this tall green building with a dome-shaped
structure at the top.”
119
Why Whole Brain Thinking?
Ever tried giving a speech?
The best of the words and impeccable grammar wouldn’t
be sufficient to deliver an effective rhetoric.
In terms of public speaking, we would say that speech
needs to come from the heart to make an impact.
If we use the terms of split brain theory, we would say that
in order to speak well, we must use both sides of the brain.
120
Left brain skill to form thoughts into words and the right
brain ability to give the speech an emotional touch, thus
making it more absorbing.
Learning to use both sides of brain would help unleash a
little more of the enormous amount of brain power we have.
We would be able to take better control of situations if we
consciously selected the task-appropriate hemisphere to
meet each demand.
If we think in terms of management functions: planning,
organizing, communicating etc these are all left brain skills.
121
Increasingly, managers are recognizing that problems
cannot be solved by logic, discipline, and detailed analysis.
To arrive at better solutions, free-spirited innovation and
comprehension of overall picture is equally important.
Hence, we must learn to draw from both the left side of the
brain, home of logic and efficiency and the right side of
brain, home of creativity, intuition and inspiration.
122
Delphi Technique in Creativity
A method of pooling a large number of expert judgments
through a series of increasingly refined questionnaires i.e.
gathering the judgments of experts for use in decision
making.
Used for complex, unstructured problems, to develop the
strong pros and cons for alternative solutions.
Based on generation of suggestions and arguments and
clustering on most favoured and least favoured alternatives.
123
→ The stages are:
(1) Generation of individual opinions on the nature of
problem and possible solutions.
(2) Tabulate results and show them to the group, preserving
anonymity.
(3) The most and least favoured opinions must be restated,
preserving anonymity.
(4) The group members read the list of opinions and,
individually, re-state their opinions.
(5) Results are re-tabulated and shown to the group.
124
Track suggested solutions.
Vote on alternatives, their desirability.
Vote on arguments, their importance and validity.
→ Delphi is based on anonymity of the grop members.
→Oriented towards avoiding any direct confrontation.
→ Decisions with Delphi express opinions rather than facts
which require group members to be experts.
→ Delphi does not require physical presence.
125
Total Quality management
Total Quality management is defined as an integrated approach in
delighting customer –both internal and external- by meeting their
expectations on continuous basis, through everyone involved with
the organization, working on continuous improvement along with
proper problem solving methodology.
The term ‘customer’ refers to all those to whom we supply a
product or a service or information.
126
Thus, apart from the ultimate users, the retailers and stockists
become the external customers to the company while the
transporters become the suppliers to the company.
Departments within the company become internal customers to
each other.
Thus, the Production department is a customer to the purchase
department and supplier to the sales and dispatch department.
127
Definition of Quality
1.
-
-
128
Quality is fitness for use.
Definition put forth by Juran represents the customers’ point of
view.
Customers are usually multiple, and they may put the product
or service to such multiple uses, which the manufacturers may
not have intended.
In any case, customer’s viewpoint is most important as it is he
who uses the product.
2. Quality is establishing standards and specifications.
- If the customer’s voice in terms of ‘fitness for use’ is to be
incorporated into the product or service, it can be done only
by laying down standards or specifications for the product or
service.
- Various agencies such as BIS (Bureau of Indian Standards),
United States Pharmacopeia (USP), Japanese Industrial
Standards (JIS), International Standards Organization (ISO)
establish a list of standards, specifications and tolerances to
facilitate manufacture of products of good quality.
129
3. Quality is conformance to standards
- Standards are meaningless unless they are conformed to.
- Statistical Process Control (SPC), Poka Yoke (Mistake Proofing),
and many Q.C. tools, focus on conformance to standards.
Very peculiarly if 99.9% conformance to standards is maintained
in the product, the customer satisfaction does not rise
proportionately .
130
When the conformance to standards reaches 100%, the customer
satisfaction jumps to 100%.
Customer delight, is all about gaining customer satisfaction in
excess of 100%.
Attempting customer delight before customer satisfaction is
impossible.
► A significant view of Total Quality Management.
Meeting the agreed requirements of the customer, at the
lower cost, first time and every time.
131
The standards and specifications provided by the customer
constitute the agreed requirements of the customer.
First time every time means without rework or rejection.
TQM is not one time activity but has to be pursued by all the
employees of the organization continuously.
132
Deming’s 14 points of Management
1.
133
Create constancy of purpose for the improvement of product and
service.
Establishing constancy of purpose means
Innovation
Put resources into research and education
Continuously improve in product and service
Invest in the maintenance of equipment, furniture and fixtures.
2. Adopt the new philosophy
- Don’t ask your customers to pay for your defects and delays.
3. Cease dependency on Mass Inspection
- Quality comes not from inspection but from improvement of
the process.
- If products are of high quality then there should not be any
need for inspection.
- Inspection of finished product would mean just a rework.
- If the problem can be eliminated at first stage then it is possible
that the final product will be defect free.
134
4. End the practice of awarding business on price tag alone.
- Price has no meaning without a measure of the quality being
purchased.
5. Improve constantly and forever the system of production and
service.
- Improvement is not a one-time process.
- To ensure whether a firm is improving or not ask the following
questions
Is the firm doing better than a year ago?
Is marketing more effective?
135
Whether customer satisfaction has increased?
Whether pride and performance of empolyees has improved?
6. Institute Training and Retraining
- Employees should be trained different set of skills for different jobs.
7. Institute Leadership
- Leadership is the job of management.
- Leadership has to help people do their jobs better and also to take
responsibility for their success and failure.
136
8. Drive out fear
- People are afraid of
Losing their raises and promotions.
New assignments
Superior’s threats
Admitting mistakes, etc
- Therefore, workers should feel secure so that they will come up
with innovative ideas, suggestions and improvements over existing
systems.
137
9. Breakdown barriers between staff areas
- It is management job to help the staff areas work together to
promote teamwork because people work in systems which
management has created.
10. Eliminate the slogans, exhortations and targets for the workforce
- Due to slogans, employees feel offended instead of being inspired.
- A goal without a method for reaching it is useless.
138
11. Eliminate numerical quotas
- It turns out to be numbers rather than quality.
12. Remove barriers to Pride ofWorkmanship
Management should listen and watch workers voicing their
frustrations at being unable to perform their jobs the way they
should like to.
13. Institute a vigorous programme of Education and Retraining
It is not enough to have good people in the organization.
They must be continually acquiring the new knowledge and new
skills.
139
- Education and retraining – an investment in people- are required
for long term planning.
14.Take action to accomplish the transformation
- Every employee of the company, including the manager should
acquire a precise idea of how to improve quality continuously.
- The initiative must come from the management.
140
PDCA Cycle
Plan
4. Study the results.
What did we learn?
Do
Act
3. Observe the effects of
the change or test
Check
141
1. What could be the most
important accomplishments
of this team? What changes
might be desirable? What
data is available? Are the
observations needed?
2. Search for data on hand
that can answer the question
propounded in step 1. Or carry
out
the changes or tests
decided upon.
Step 1.
- Study the process, decide what changes might improve it.
- Organize appropriate teams.
- The team to comprise of people from engineering, purchase,
production etc.
- Find what data are necessary.
- Do the data already exists or is it necessary to carry out a change
and observe it?
142
Step 2.
- Carry out tests or make the change, preferably on a small scale.
Step 3.
- Observe the effects
Step 4.
- Understand the outcome of the test.
- Repeat the test if necessary, preferably in a different environment.
143
Traditional Management Vs TQM Approach
Parameters
Traditional Management
TQM Approach
Organization structure
Is hierarchical and has rigid
lines of authority and
responsibility.
Becomes flatter and more
flexible and less hierarchical.
Focus
On maintaining the Status Quo
and operating efficiency.
On continuous improvement in
the system.
Relations between workers and
supervisor
Dependence, fear and control.
Workers perceive supervisors
as coaches and facilitators.
Management Perspective
Labour and training as cost.
Labour as asset and training as
investment.
Primary basis for decision
Gut feel and instinct.
Shifts to facts and systems.
Purpose
To control
To monitor and improve.
144
Deming’s Chain Reaction in TQM
Improve Quality
Provide jobs
more jobs
145
and
Cost Decreases
Stay in business
Productivity
improve
Capture market with
better quality and lower
prices
Quality Trilogy in TQM-Juran
Juran defines quality as fitness fr use in terms of design,
conformance, availability, safety, and field use.
Juran introduced the managerial dimensions of planning, organzing,
and controlling and focused on the responsibility of management
to achieve quality and need for setting goals.
Juran was less concerned with detailed techniques of quality
control and much more centered on the idea of management
responsibility.
146
Juran emphasized that quality issue need to be addressed
through management action in the same way as strategic
issues, financial issues or other similar concerns.
He suggested the use of cyclical process of quality
management , linking quality planning, quality control and
quality improvement termed as ‘Quality Trilogy’
‘Juran Trilogy’ approach explains three managerial processes
used in managing quality, as shown below.
Quality Planning
Quality Control
Quality Improvement
Leading to not just quality control but success
147
►Quality Planning
Objective: To achieve a process capable of meeting quality
goals.
- Identify customer needs (internal and external)
- Identify customer needs
- Develop features that satisfy customer needs
- Establish quality goods
- Process capability.
►Quality control
Objective: To achieve conduct of operations according to
quality plans.
148
- Choose units of measurement
- Establish how to measure
- Establish standards of performance
- Measure actual performance
- Interpret difference (Standard v/s actual)
- Take actions on the difference
► Quality improvement
Objective: To achieve conduct of operations at levels of
quality distinctly superior to planned performance.
149
- Prove the need for improvement
- Build awareness of opportunities to improve
- Organize for diagnosis
- Provide remedies
- Prove remedies are effective
150
Value Analysis and Value Engineering
Value Analysis is a technique that allows to increase the value
of a product or a service systematically, eliminating all the
functions that do not add any value or benefit to the product.
A product or process exists to fulfill a need.
This need or set of needs is termed as a function, that the
product or process satisfies.
For instance, knife exists to fulfill the need of cutting and
hence to cut is the function of knife.
151
What is meant by term Value?
Value is a function of ‘Desired Performance’ and ‘Cost’.
Expressed as Desired Performance (P) ÷ Overall Costs (C)
Desired performance is expressed by the term worth which is
defined as the lowest cost to achieve the Use (work) function and
Aesthetic (sell) function.
152
How do define VA & VE
Very often the two terms Value Analysis and Value Engineering
are used synonymously.
However, difference between them will be clear from the way
they originated.
How VA originated?
During the Second World War, U.S. government reserved
certain materials from armament industry.
Therefore, General Electric Company found itself in fix as many
of their regularly used materials suddenly became unavailable
due to reservation.
153
A purchase executive of the company, Lawrence D. Miles made
many substitutions in place of original materials.
Surprisingly, the results showed that substituted materials did
not affect the quality but brought costs down.
Later Larry developed a step by step approach for this exercise
and named the technique as Value Analysis.
Thus it is a step by step approach to identify the functions of a
product, process, system or service; to establish a monetary
value for that function and then provide the desired function at
an overall minimum cost without affecting any of the existing
parameters like Quality, Maintainability, Productivity, Safety
and other Performance Characteristics.
154
In the year 1954, U.S. Navy Bureau of Ships adopted same
technique in their effort at ‘cost avoidance’ during the design
stage and saved million of dollars .
They named this technique as Value Engineering.
Value Engineering is where the value of all components used
in construction of a product from design to final delivery
stage are completely analyzed and pursued.
Thus, Value Engineering indicates application at design stage
whereas Value Analysis is the application on the product that
is into manufacturing.
155
Difference between Value Analysis and
Value Engineering
156
Value Analysis
Value Engineering
Indicates application on the product that is
into manufacturing.
Indicates application on the product at its
design stage
Workers, subcontractors and engineers
come together to make a team with
experience and knowledge
Done by a specific product design team
(Engineers)
May change the present stage of the
product or operation
Changes are executed at the initial stages
only.
Worked out mostly with the help of
knowledge and experience
Requires specific technical knowledge
What is the meaning of overall costs?
For a manufacturer/ producer
Overall cost is summation of all elements of the costs required to
produce or service such as labour, material, overhead etc.
For a consumer
Overall cost is the monetary sum (price) for which the product or
service is purchased in the market.
157
The Value of the a function V= P/C can be increased by four
methods.
(1) Decrease the cost while ensuring the same level of
performance.
Reduce the thickness of wooden drums in case of packing of
telephone cables.
Earlier CDs and DVDs were sold at above Rs 100/- Moser
Baer introduced the same at almost half the price.
(2) Enhance the performance at the same cost
Providing a supplement of Mumbai Mirror along with the
copy of The Times of India at no extra cost.
158
(3) Decrease the cost and increase the performance
Intel’s Pentium chip is cheaper and has much more processing
power than all its earlier chips.
(4) Increase both performance and cost ensuring that
performance increases more than the increase in cost.
American cola giant increased quantity of soft drink from 250
ml to 300 ml (20% more) but increased price just by 10%
In all the above cases ‘cost’ is viewed at from customer’s
point of view.
159
Value Analysis Tests
►Each product or component is subjected to the following tests:
Does its use contribute value?
Is its cost proportional to its usefulness?
Does it need all its features?
Is there anything better for the intended use?
Can a usable part be made by lower cost method?
Can a standard product be found which will be usable?
Is it made on proper tooling, considering quantities used?
Do materials, reasonable labour, overhead, and profit total its cost?
Will another dependable supplier provide it for less?
Is anyone buying it for less?
160
Functions-Use and Aesthetics
Use function
Prashant wants to go for a trek to a place 15 kms from Karjat. He wants
to purchase shoes that will protect his feet from stones and thorns etc.
Therefore he opts for ‘Hunter shoes’.
To protect feet is called as the Use Function of the shoes.
B. Aesthetic function
Parag is preparing for prize distribution ceremony of his college. Dressed
in blazer he will be putting on black leather shoes with good appearance.
To give good appearance is called as the Aesthetic Function of shoes.
Use and Aesthetic functions are always present in all the products.
Depending on the user and the need, one function assumes
predominance over other.
A.
161
Primary Function & Secondary Function
AR Dairies is a Mumbai based milk and dairy products company. They
used to supply milk (cow and buffalo) in 500 ml glass bottles. Lately they
have introduced Masala Milk in 200 ml bottles, which became an instant
success. While Masala Milk is supplied throughout the day, other type of
milk is supplied only in the morning. While going through the audit
reports, Shalini found that there is a transit loss of 2% due to breakage of
bottles. To overcome that Shalini introduced polythene bags in place of
500 ml bottles. However Masala Milk continued to be sold in glass
bottles.
Why did Shalini not introduce polythene bags for Masala Milk?
162
The Primary Function of bottle is ‘to hold the liquid’ and
Secondary Function is ‘to facilitate drinking’.
In this case, shape of the bottle facilitates drinking; however
when primary function is achieved by some other means i.e.
polyethylene bag then secondary function ceases to exist.
As a consumer drinks Masala Milk on the spot, secondary
function of facilitation of drinking is very important whereas
cow milk or buffalo milk is never drunk without heating it.
Therefore Shalini could sacrifice secondary function in case
of cow & buffalo milk but not in case of Masala Milk.
163
Higher Order & Lower Order Function
The basic function of a Torch is ‘To Give Light’
Let us analyze order of functions.
Give Light (why) Facilitates Viewing (How) Light the Bulb (How)
164
Supply Current (How) Insert Battery
When we ask question ‘Why’ to the basic function; then the answer we
get is called as ‘Higher Order function’.
And when we put question ‘How’ to the Higher Order Function we get
‘Lower Order Function’.
Thus ‘Facilitate Viewing’ is higher order function and ‘Light the Bulb’ is a
lower order function.
As we continue asking questions ‘How’ we will get functions still lower in
order.
Therefore ‘Insert Battery’ is lower than ‘Supply Current’ which in turn is
lower than ‘Light the Bulb’.
Incidentally if we take any part or function and put the question
‘Why’ , then we will get functions higher in order.
Insert Battery (Why)Supply Current (Why)Light the Bulb
(Why)FacilitateViewing.
165
Summary of Functions
Type of Function
Meaning
Use Function
Perform some action, expresses in active
tone.
Aesthetic Function
Pleases customer, expressed in passive or
non-measurable tone.
Primary Function
Basic purpose for which a product exists
Secondary Function
Arises out of specific design chosen to
fulfill the Primary Function.
Higher Order Needs
Reasons of satisfying the Basic Function
Lower Order Needs
Means of achieving the Basic Function.
166
A product can have more than one primary function
For example, LPG cylinder apart from holding the LPG must
also withstand high pressure and must prevent leakage of gas.
Therefore any cylinder design must address all these factors.
Many times some of the secondary functions are unnecessary
or even undesirable.
For example, Lamp used for producing image in OHP also
produces heat that calls for fan. The fan is quite unnecessary
but with present level of technology we have not been able to
produce light without heat.
Therefore, a customer has to pay for fan even though it does
not add any direct value to him.
167
Function Analysis System Technique
Helps in a thorough understanding of the scope and
intricacies of the problem under study.
Provides a determinate logic for testing the functions.
Assists in identifying the basic, required secondary and
unwanted functions, and establishes their inter-linking in a
logical sequence.
Highlights the missing links or functions which might have
been overlooked.
Demonstrates that the problem has been thoroughly analyzed
by the team and helps in persuading the decision makers to
accept the VE team recommendations
168
FAST Diagram for Pen
169
Part
Function
Head
Position Refill
Locate Refill
Cylinder
Provide Grip
Protect Refill
Improve Aesthetic
Show ink-level
Tail
Support Refill
Rings (Front & Back)
Help Location
Cap
Protect Tip
Facilitate Carrying
Refill
Contain Ink
Control Flow
Ink in Refill
Make Marks
Remark
Serration on cylinder
Carry Name & Logo
Transparency
Projection on the Cap
The alternatives can be
(1) Eliminate head and make it part of Cylinder
(2) Eliminate Tail and make it part of Cylinder
(3) Eliminate Rings
Financials & Operational Report
(1) Design change suggested
(2) Reason for change
(3) Additional expenditure required for new die, advertising expenses
etc.
(4) Savings (cost of rings, elimination of one process etc.)
170
Principles of Value Analysis
Do not use a part that does not contribute to the value of the product.
Do not use a part whose cost is not proportional to its function/
171
usefulness.
Do not provide any features to the component or finished product that
are not absolutely required.
Accept change if part of required quality is made by a process costing less
than the alternative process.
Use standardized parts wherever possible.
Use proper manufacturing methods taking into account the quantities.
Use the material best suited for the purpose.
Purchase the part instead of in-house manufacturing if suitable supplier
can provide the part of good quality at a reasonable price.
When to Apply Value Analysis?
Products are losing their market share and there is a decline in
sales.
Products are priced higher than competition in a price sensitive
market or product cost is > sales price of competition.
New designs to be undertaken.
Rising manufacturing costs.
172
Reasons for Unnecessary Costs
Lack of relevant information leads to wrong decisions which
increase costs.
Wrong beliefs in accepting opinions.
Lack of ideas.
173
Strategic Steps In Value Analysis
Determine function and cost of each element in finished product.
Consider alternatives that fulfill functions.
Select best alternative which includes standardized materials and
standardized dimensions.
Strategic choice of make products or subcontract.
Modify design to reduce costs.
174
Value Analysis Procedure
Identify items to be analyzed.
Differentiate whether item or process.
Identify internal and external customers.
Identify basic functions.
Identify secondary functions which support basic.
To prioritize determine value or importance to customer of
each function.
Break item/process into constituent components by using flow
chart.
Associate components with functions.
Look for components which can be modified or eliminated.
175
Options in Value Analyses/Value
Engineering
Modify
Integrate
Substitute
Simplify
176
When to Use Value Analysis/Value
Engineering
Aim is to evaluate real value of Product/process
Focus is on saving costs
Aim is on increasing value of process/product.
177
Benefits of Value Engineering
Cost reduction /elimination techniques.
Balances costs and performance
Prevents overdesign of product (Customer Function
Deployment)
Increases profits and reduces costs.
Increases customer satisfaction
178
Examples of Value Analysis
Modify-Motor car engines have been modified to run on LPG/CNG
Integrate-Air conditioner and heater integrated into one unit.
Substitute-In-house wiring has been changed from copper to
aluminum or coke bottles changed from Glass to Plastic.
Simplify-Application software simplified by being made modular.
Earlier all modules were bundled or an equipment made modular
which simplifies transportation and maintenance
179