Product Development in Off-Site Construction: DFM & DFA

Product Development in Off-
Site Construction
By Dr Mohammed Arif – licensed under the Creative Commons
Attribution – Non-Commercial – Share Alike License
http://creativecommons.org/licenses/by-nc-sa/2.5/
Product Development in Off-Site Construction
By
Dr.Mohammed Arif
School of the Built Environment
University of Salford
Contents
Product Development in Off-Site Construction
(DESIGN FOR MANUFACTURING)
Introduction:
Design for manufacture (DFM) represents a new awareness of the importance of design as the first manufacturing step. It recognises that a company cannot meet quality and cost objectives with isolated design and manufacturing engineering operations. To be competitive in today’s marketplace requires a single engineering effort from concept to production. The essence of the DFM approach is therefore the integration of product design and process planning into one common activity, Kuo, et.al, (2001).
The DFM approach embodies certain underlying imperatives that help maintain communication between all components of the manufacturing system and permit flexibility to adapt and to modify the design during each stage of the product’s realisation. Chief among these is the team approach or simultaneous engineering, in which all relevant components of the manufacturing system including outside suppliers are made active participants in the design effort from the start. The team approach helps ensure that total product knowledge is as complete as possible at the time each design decision is made. Other imperatives include a general attitude that resists making irreversible design decisions before they absolutely must be made and a commitment to continuous optimisation of product and process.
The Design for Manufacture (DFM) process:
The DFM process begins with a proposed product concept, a proposed process concept, and a set of design goals. All three of these inputs would be generated by a thorough product plan developed using the team approach. Design goals would include both manufacturing and product goals.
Each of the activities within the DFM process addresses a particular aspect of the design.
Optimisation of the product/process concept is concerned with integrating the proposed product and process plan to ensure inherent ease of manufacture. The simplification activity focuses on component design for ease of assembly and handling. This activity can often be rapidly effective because the integrated product and process requirements and constraints help identify problem areas. The third activity ensures conformance of the design to processing needs. For example, if an assembly is to be built on a particular flexible assembly
(FAS), it is important that the assembly be designed in such a way that it can be assembled using the programmable gripper engines, flexible fixtures, and assembly operations available within the FAS. Finally, functional optimisation considers appropriateness of material selection and parameter specification that maximise the design objectives.
By reversing the process, this DFM approach helps ensure that all of the design constraints, including assembly, material transformation processes, and material handling requirements are included as part of the functional optimisation of the design. In this way, the DFM process enables the designer or design team to consider all aspects of the product’s design and manufacture in the early stages of the design cycle, so that design iteration and accompanying engineering changes can be made easily and cost effectively. Finally, by integrating the product and process design, it is possible to include manufacturing recommendations and a process plan as part of the engineering release package.
This has great advantages because it leads to few, or no, manufacturing surprises. Also, both manufacturing and engineering share equally in ownership of and ultimate commitment to design.
DFM objectives:
The objectives of the design for manufacture approach are to:
1Identify product concepts that are inherently easy to manufacture.
2Focus on component design for ease of manufacture and assembly.
3Integrate manufacturing process design and product design to ensure the best matching of needs and requirements.
Meeting these objectives requires the integration of an immense amount of diverse and complex information. This information includes not only considerations of product from, function, and fabrication, but also the organisational and administrative procedures that underline the design process and the human psychology and cognitive processes that make it possible.
Versions of the DFM:
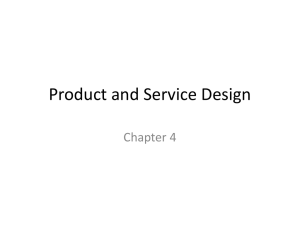
Many different versions of the DFM process have been proposed. Each version is likely to be similar in the issues addresses and the concepts embodied. One proposed version of the DFM process is shown in Figure (1), (Stoll, 1988). The four activities comprising this process are arranged in a circular fashion to emphasise the iterative nature of the process. Traditionally, many products have been designed by starting with functional optimisation of the product design itself, followed by detail design of each part to be made by a particular process, then simplification, and finally design of a process to manufacture and assemble the product. As shown by the arrows, the progression of steps in the proposed DFM process is just the reverse of the more traditional design approach.
Proposed product concept
Proposed process plan
Design goals
Simplify
Product
Design
Optimise
Product/Process
Concept
Imperatives:
Team Approach
Least Commitment
Continuous
Optimisation
Of Product and Process
Ensure
Product/Process
Conformance
Engineering Release
Package:
Part Drawings
Part List
Assembly Drawings
Process Plan
-
Optimise
Product
Function
Figure (1) Typical DFM Process (Stoll, 1988)
DFM Methodology:
The development and use of design methodologies that help the design team achieve an optimised design solution is an important part of the DFM approach (Boothroyd, et.al. 2002).
DFM is a relatively new way of looking at a very old problem. To appreciate the problem and
to understand where DFM is today and what needs to be done in the future, it is necessary to look briefly at traditional practice and at some of the organisational issues which are involved in the DFM approach. The importance of manufacturability in product design has been recognised for years. For its importance, is illustrated by the well-known fact that up to 80% or more of production decisions are directly determined by the product design (Ertas & Jones,
1993), which leaves very little freedom of choice for process planning.
The concept of design for manufacture is predicted on the recognition that: iDesign is the first step in product manufacture. iiEvery design decision, if not carefully considered, can cost extra manufacturing effort and productivity loss. iiiThe product design must be carefully matched to advanced flexible manufacturing, assembly, quality control and material-handling technologies in order to fully realise the productivity improvements promised by these technologies.
To maximise the quality of early design decisions and thereby minimise the amount of engineering change, the DFM approach seeks to involve input from as many manufacturing system activities as possible as early as possible. Ideally, convergence to ‘globally optimal’ product and process decisions should occur at the early, low-cost stages of the project. This approach requires the simultaneous engineering model depicted in Figure (2).
In a study addressing integration of design and manufacturing during deployment of advance manufacturing technology, Corbett et al., (1991) identified five mechanisms which illustrate trends in administrative innovation:
1Design-manufacturing team;
2Common CAD systems for design and tooling;
3Common reporting position for computerisation;
4Philosophical shift to DFM;
5Development and promotion of the engineering generalist.
Market analysis
Product
Design
Sales and distribution
Production
System design
Manufacturing
Figure (2) Simultaneous engineering model (Corbett, J. 1991)
Basic principles of designing for economical production:
The following principles, applicable to virtually all manufacturing processes, will aid designers in specifying components and products that can be manufactured at minimum cost;
1Simplicity:
Other factors being equal, the product with the fewest parts, the least intricate shape, the fewest precision adjustments, and the shortest manufacturing sequences will be the least costly to produce. Additionally, it usually will be the most reliable and the easiest to service.
2Standard materials and components:
Use of widely available materials and off-the-shelf parts enables the benefits of mass production to be realised by even low-unit-quantity products. Use of such standard components also simplifies inventory management, eases purchasing, avoids tooling and equipment investments, and speeds the manufacturing cycle.
3Standardised design of the product itself:
When several similar products are to be produced, specify the same materials, parts, and subassemblies for each as much as possible. This procedure will provide economies of scale for component production, simplify process control and operator training, and reduce the investment required for tooling and equipment.
4Liberal tolerances:
Although the extra cost of producing too tight tolerances has been well documented, this fact is often not appreciated well enough by product designers. The higher costs of tight tolerances stem from factors such as;
(a) extra operations such as grinding, honing, or lapping after primary machining operations,
(b) higher tooling costs from the greater precision needed initially when the tools are made and the more frequent and more careful maintenance needed as they wear,
(c) longer operating cycles,
(d) higher scrap and rework costs,
(e) the need for more skilled and highly trained workers,
(f) higher materials costs, and
(g) more sizable investments for precision equipment.
5Use of the most processible materials:
Use the most processible materials available as long as their functional characteristics and cost are suitable. There are often significant differences in processibility (cycle time, optimal cutting speed, flowability, etc.) between conventional material grades and those developed for easy processibility. However, in the long run, the most economical material is the one with the lowest combined cost of materials, processing, and warranty and service changes over the designed life of the product.
6Teamwork with manufacturing personnel:
The most producible designs are provided when the designer and manufacturing personnel, particularly manufacturing engineers, work closely together as a team or otherwise collaborate from the outset.
7Avoidance of secondary operations:
Consider the cost of operations, and design in order to eliminate or simplify them whenever possible. Such operations as deburring, inspection, plating and painting, heat treating, material handling, and others may prove to be as expensive as the primary manufacturing operation and should be considered as the design is developed. For example, firm, non-ambiguous gauging points should be provided; shapes that require special protective trays for handling should be avoided.
8Design appropriate to the expected level of production:
The design should be suitable for a production method that is economical for the quantity forecast. For example, a product should not be designed to utilise a thin-walled die casting if anticipated production quantities are so low that the cost of the die cannot be amortised. Conversely, it also may be incorrect to specify sand-mould aluminium casting for a mass-produced part because this may fail to take advantage of the labour and materials savings possible with die castings.
9Utilising special process characteristics:
Wise designers will learn special capabilities of the manufacturing processes that are applicable to their products and take advantage of them. For example, they will know that injection-moulded plastic parts can have colour and surface texture incorporated in them as they come from the mould, that some plastics can provide “living hinges” that powdermetal parts normally have a porous nature that allows lubrication retention and obviates the need for separate bushing inserts, etc. utilising these special capabilities can eliminate many operations and the need for separate, costly components.
10Avoiding process restrictiveness:
On parts drawings, specify only the final characteristics needed; do not specify the process to be used. Allow manufacturing engineers as much latitude as possible in choosing a process that produces the needed dimensions, surface finish, or other characteristics required.
Product design principles for efficient manufacturing:
The following DFM principles are discussed to illustrate their global nature and to provide insight into how such principles can be used to aid the product-development team. i) Minimise total number of parts:
Fewer parts mean less of everything that is needed to manufacture a product. This includes engineering time, drawings and part numbers; production control records and inventory; number of purchase orders, vendors, etc; number of bins, containers, stock locations, buffers, etc; amount of material-handling equipment, containers, number of moves, etc; amount of accounting details and calculations; service parts and catalogues; number of items to inspect and type of inspections required; and amount and complexity of part production equipment, and facilities, assembly and training. Put another way, a part that is eliminated costs nothing to make, assemble, move, handle, orient, store, purchase, clean, inspect, rework, service. It never jams or interferes with automation. It never fails, malfunctions, or needs adjustment. A part is a good candidate for elimination if there is: aNo need for relative motion; bNo need for subsequent adjustment between parts;
cNo need for service or repair ability; dNo need for materials to be different.
However, part reduction should not exceed the point of diminishing return where further part elimination adds cost and complexity because the remaining parts are too heavy, or too complicated to make and assemble, or are too unmanageable in other ways.
Perhaps the best way to eliminate parts is to identify a design concept which requires few parts. Integral design, or the combining of two or more parts into one, is another approach
(Fisher, 1993). Besides the advantages given above, integral design reduces the amount of interfacing information required, and decreases weight and complexity. One-piece structures have no fasteners or joints, and fewer points of stress concentration. Conversely, structural continuity leads to high strength and light weight.
Plastic is a major key to integral design. Plastic is available for making springs, bearings, cam and gears, fasteners, hinges and optical elements. Powder metallurgy (P/M) is a good alternative if plastic parts do not have adequate strength, heat resistance or cannot be held to the tolerance needed (Boothroyd, & Alting, 1992).
Although switching to a different manufacturing process may lead to a more costly part, experience with part integration has shown that a more costly part often turns out to be more economical when assembly costs are considered (Precision Metal, 1975). ii) Develop a modular design:
A module is a self-contained component with a standard interface to other components of a system (Chow, 1978). Modular design offers the ability to standardize diversity because it allows a product to be customized by using different combinations of standard components.
Modular design resists obsolescence and shortens the redesign cycle. A new generation product can realize most of the old modules. Change is provided via a few, new, or improved modules. Cost and ease of service and repair are enhanced because a defective module can be quickly replaced by a good one. Most importantly, modular design simplifies final assembly because there are fewer parts to downside, modular design can add cost and complexity because of extra fittings and interconnections required. Therefore, modular design should not be used unless its advantages are needed. iii) Use standard components:
A stock item is always less expensive than a custom-made item. Standard components require little or no lead time and are more reliable because characteristics and weaknesses are well known. They can be ordered in any quantity at any time. They are usually easier to repair and replacements are easier to find. Use of standardized components puts the burden on the supplier and makes the supplier do more. iv) Design parts to be multi-functional:
Combine function wherever possible. For example, design a part to act both as a spring and a structural member, or to act both as an electrical conductor and a structural member. An electronic chassis can be made to act as an electrical ground, a heat sink and a structural member. Less obvious combinations of functions might involve guiding, aligning and/or selffixturing features to a part to aid in assembly, or providing a reflective surface or recognizable feature to facilitate vision inspection. These latter examples illustrate inclusion of functions which are only needed during manufacture. Such function combinations are often the result of DFM awareness.
v) Design parts for multi-use:
Many parts can be designed for multi-use. For example, the same mounting plate can be designed to mount a variety of components, (Stoll, 1986). One approach involves sorting all parts (or a statistical sample) manufactured or purchased by the company into two groups consisting of:
1.
Parts which are unique to a particular product or model.
2.
Parts which are generally needed in all products and/ or models
Each group is then divided into categories of similar parts (part families). Multi-use parts are then created by standardizing similar parts. In standardizing, the designer should sequentially seek to:
(1) Minimize the number of part categories;
(2) Minimize the number of variations within each category;
(3) Minimize the number of design features within each variation.
Once developed, the family of standard parts should be used wherever possible in existing products and used exclusively in new product designs. Also, manufacturing processes and tooling based on a composite part containing all design features found in a particular part family should developed. Individual parts can then be obtained by skipping some steps and features in the manufacturing process (Chow, 1978).
1Design parts for ease of fabrication:
This principle requires that individual parts be designed using the least costly material that just satisfies functional requirements (including style and appearance) and such that both material waste and cycle time are minimized. This in turn requires that the most suitable fabrication process available be used to make each part and that the part be properly designed for the chosen process. Use of near-net shape processes is preferred whenever possible.
Likewise, secondary processing (finish machining, painting, etc.) should be avoided whenever possible. Secondary processing can be avoided by specifying tolerances and surface finish carefully and then selecting primary processes (precision casting, P/M, etc.) which meet requirements. Also, material alternatives which avoid painting, plating, buffing, etc., should be considered. This principle is based upon the recognition that higher material and/or unit process cost can be accepted if it leads to lower overall production cost.
2Minimize handling:
Position is the sum of location (x, y, z) and orientation (α, β, ɣ). Position costs money.
Therefore, parts should be designed to make position easy to achieve and the production process should maintain position once it is achieved. Design in features which facilitate product and component packing. Use standard outer package dimensions for machine feeding and strong, design packaging adequately to protect and ensure quality at all stages of handling, and design packing for easy handling. Consider material flows within the production facility including product flow, workplace flow, supply flow, hardware flow, bulk material flow, container flow and fixture flow. For each flow, consider how the product, subassembly, component or part can be designed to simplify or eliminate the flow (Stoll,
1986).
Design for Assembly (DFA):
The ability to quickly develop, produce and distribute new products and processes, i.e. timebased competition, has become increasingly important as a strategic means of competition, as well as progressive development and diversification to meet customer needs. Rapid changes in markets and technology tend to bring shorter product life cycles, (Boothroyd, 2005).
Product development includes all the activities that take place from an interpretation of market needs and technical possibilities to finished production designs, i.e. drawings, specifications, tools fixtures and production programs. Also included in product development are prototype production and test activities.
Product development is part of the technical innovation process. The innovation process includes all activities from the generation of idea to first commercial production.
Approaches to Design for Assembly:
Design for assembly (DFA) as a central element of the design for manufacture (DFM), has one important characteristic; it addresses product structure simplification, since the total number of parts in a product is a key indicator of product assembly quality.
A number of different DFA methodologies have been developed. What properties should these DFA methods have that are of interest to designers? They need to be:
1Complete - the DFA method should have two complementary parts; i) Objectivity, ii)
Creativity.
The majority of DFA methods only have a strong objective part. For a designer it is important to know how to change or influence factors since knowing that things are wrong does not naturally lead to things that are right.
2Systematic – this characteristic indicates that the methodology involves systematic, step-by-step procedure, which helps to ensure that all relevant issues are considered, i.e. the organization of objective and creative parts of DFA methods.
3Measurable – cost information is the most objective measure of product assembly quality. The accuracy of cost estimation is an indicator of the quality of the DFA method.
4User-friendly – the user-friendliness of any DFA methodology is critically important as regards implementation cost and designer effort. A very fine balance is necessary between the ease of use and the quality of the design exercises.
A major barrier to DFA is usually the time. To reduce training and evaluation time, the DFA method must be presented in an effective form. Design and manufacturing engineers are typically operating to very tight schedules and are, therefore, reluctant to spend time learning a DFA method. DFA methods are presented as handbooks, monographs, evaluation procedures with spreadsheets or as computer-aided systems.
Bearing in mind the above-defined requirement, current DFA methodologies can be classified as being one of four basic types:
1Those that have design principles and design rules.
2Those that employ quantitative evaluation procedures.
3Those that use a knowledge-based approach.
4 Those that use computer-aided methods.
These techniques attempt to simplify products to ease the assembly process, without compromising functionality of the product. First, consider the basic steps involved in assembly;
1a. parts are purchased, and put into inventory, or storage bins.
1b. parts are manufactured, and put into inventory, or storage bins.
2. batches of parts are often inspected for quality.
3. the batches are moved to the work station.
4. the partially completed assembly may be already at the work station, or the operator may accept it from another source (e.g., a belt on an assembly line)
5. the part base will be set in position.
6. the operator will pick a part from the parts bin.
7. the operators will (if not already) position the part correctly in their hand, and prepare to insert it into the work.
8. the operator will guide the part into the final position.
9. the operator will move the two parts so that they fit together
10. the operator will perform any fastening operations required.
11. additional alignment or quality inspection steps may sometimes be included.
Each one of these steps has potential for problems, or improvement. For example, if one part can be modified to match another, we cut the need to perform steps 1 to 5 in half. For each part that can be eliminated we reduce steps 1-11.
Design considerations:
Product designers, when designing parts for assembly, should visualise how the parts are put together. This in itself will help ensure that they consider design alternatives that facilitate assembly. The designer should understand the assembly method to be used and know what tools, fixtures, and gauges will be used during assembly.
Designers should look on the assembly or subassembly as a means to reduce the cost of production. An assembly should be used when the desired results and cost (including tooling investment) can be achieved better with a grouping of parts than with a more complex individual part. Each component of assembly should be designed to reduce the number of manufacturing and assembly operations to a minimum.
The best assembly is usually the one that has fewest parts and the least costly type of fastening (consistent, of course, with the functional requirements of the product). In the long run, the lowest-cost assembly is the one that minimises the total costs for parts, assembly labour, finishing, tool amortisation, and product service and warranties. Most of the design suggestions that follow are applicable to assemblies fastened by the purely mechanical methods mentioned above and to those welded, soldered, brazes, and bonded as well.
General design rules:
1.
First in importance, simplify the design. Reduce the number of parts required. This can be done most often by combining parts, designing one part so that it performs several functions.
2.
Design for low-labour-cost operations whenever possible. For example, a punch press pierced hole can be made more quickly than a hole can be drilled. Drilling, in turn, is quicker than boring. Tumble deburring requires less labour than hand deburring.
3.
Avoid generalised statements on drawings that may be difficult for manufacturing personnel to interpret. Examples are “Polish this surface….. Corners must be square,”
“Tool marks are not permitted.” And “Assemblies must exhibit good workmanship.”
Notes must be more specific than these.
4.
Dimensions should be made not from points in space but from specific surfaces or points on the part itself if at all possible. This facilitates fixtures and gauge making and helps avoid tooling, gauge, and measurement errors, see figure (3).
2.00
A 0.10
B
1.00 1.10
2.00 2.00
0.90
1.00
1.50 1.50
3.00 3.00
Figure (3) Base as many dimensions as possible from the same datum line,
A: not good, B: good (Boothroyd, 2005)
5Dimensions should all be from one datum line rather than from a variety of points to simplify tooling and gauging and avoid overlap of tolerance, see figure (3).
6Once functional requirements have been fulfilled, the lighter the part, the lower its cost is apt to be. Designers should strive for minimum weight consistent with strength and stiffness requirements. Along with a reduction in materials costs, there usually will be a reduction in labour and tooling costs when less material is used.
7Whenever possible, design to use general-purpose tooling rather than special tooling
(dies, form cutters, etc.). The well-equipped shop often has a large collection of standard tooling that is usable for a variety of parts. Except for the highest levels of production, where the labour and materials savings of special tooling enable their cost to be amortized, designers should become familiar with the general-purpose and standard tooling that is available and make use of it.
8Avoid sharp corners; use generous fillets and radii. This is a universal rule applicable to casting and moulded, formed, and machined parts. Generously rounded corners provide a number of advantages. There is less stress concentration on the part and on the tool; both will last longer. Material will flow better during manufacture. There may be fewer operational steps. Scrap rates will be reduced.
There are some exceptions to this “no sharp corner” rule, however. Two intersecting machined surfaces will leave a sharp external corner, and there no cost advantage in trying to prevent it. The external corners of a powder-metal part, where surfaces formed by punch face intersect surfaces formed by the die walls, will be sharp. For other corners, however, generous radii and fillets are greatly preferable.
9Design a part so that as many manufacturing operations as possible can be performed without repositioning it. This handling and the number of operations but, equally important, promotes accuracy, since the needed precision can be built into the tooling and equipment.
10Whenever possible, cast, moulded, or powder-metal parts should be designed so that stepped parting lines are avoided. These increase mould and pattern complexity and cost.
11With all casting and moulding processes, it is a good idea to design work pieces so that wall thicknesses are as uniform as possible. With high-shrinkage materials (e.g., plastics and aluminium). The need is greater.
12Space holes in machined, cast, moulded, or stamped parts so that they can be made in one operation without tooling weakness. Most processes have limitations on the closeness with which holes can be made simultaneously because of the lack of strength of thin die sections, material-flow problems in moulds, or the difficulty in putting multiple machining spindles together.
Design for Manufacture / Assembly Systems (DFM/A):
While the currently available DFM/A methodologies are widely used by industry and provide higher benefits when used in a Concurrent Engineering (CE) team environment, it is possible to outline where improvements can be offered by more advanced IT-based analysis systems.
Some of the areas for potential improvements are:
1Direct analysis of designs, through improved CAD interfaces, thereby not relying on all designers to answer all questions all the time in a consistent manner.
2Customisation of the analysis done on the product design to reflect the actual manufacturing concerns of the user, and to produce different results for different configurations of processes or equipment.
3More specific analysis of product designs, through relation of design features to manufacturing features and processes.
4There is no mechanism for incremental capture of manufacturing rules and decisions.
Figure (6) summarises the steps taken when using DFM/A during design. The DFA analysis is first conducted leading to a simplification of the product structure (Boothroyd, et al. 2002).
Then, using DFM, early cost estimates for the parts are obtained for both the original design and the new design in order to make trade-off decisions. During this process the best materials and processes to be used for the various parts are considered.
Design Concept
Design for assembly (DFA
Suggestion for simplification of product structure
Selection of materials & processes and early DFA cost estimates
Best design concept
Suggestion for more economic materials and processes
Design for Manufacture
Detail design for minimum manufacturing costs
Prototype
Production
Figure (6) Typical steps taken in a DFM/A study using DFM/A software
Knowledge based approaches to DFM/A:
Design for Manufacture/Assembly systems which could deliver these functionalities would achieve a higher level of integration into the design and manufacturing functions of the company. In attempts to provide viable commercial solutions, research in DFM/A today is focusing on a knowledge-based approach to the design of DFM/A expert systems.
The problem of DFM/A is amenable to solution using expert systems: it necessitates the systematic application of large amounts of knowledge, which is normally only acquired over long periods of time. The solutions to the problems of knowledge elicitation and acquisition have yet to be formalised into a generic approach and are usually separated from the knowledge modelling problem. According to Chang (1990), an expert system is a tool which has the capability to understand problem-specific knowledge and use the domain knowledge intelligently to suggest alternative paths of action. A typical expert system, refer to Figure
(7), consists of (1) a knowledge-base of domain-specific information, (2) some form of rule structure for inference and (3) an inference mechanism which acts upon the rule base.
Working
Memory
User
Engine
User interface
And Support
Knowledge
Base
Domain Expert Knowledge Engineer
Figure (7) Generic Expert System Model
Interfacing Design (CAD) and DFM/A Systems:
The goal of many DFM/A systems is to provide direct interfaces with CAD tools. Modern
CAD systems vary from 2D draughting type systems to full 3D capabilities, up to parametric feature-based design systems. The differences in the geometric modelling capabilities of the different systems are reflected in their applications: 2D systems are well suited to sheet-metal design and nesting problems, while for complex assemblies the interference checking ability of 3D solid modelling is essential. A prototype design rule checker for sheet-metal, which extracts feature information from the 2D CAD system, is presented by Terry etal. (1990), where a 2D CAD system is used to produce a tool model from user specifications, which is then checked for design faults. The computer-aided DFM/A systems reported in research tend to be specific to particular domains. The importance of the generic system is that it aims to provide a single environment for DFM/A analysis over a number of domains, such as electronic and mechanical assembly, and machining.
Clearly the earlier in the design process that DFM/A can be implemented the better. Many companies operate a “gated” or phased product development review process, with particular criteria to be met before the end of each phase is agreed. Therefore in reality, companies may
also desire different levels of DFM/A capability corresponding to the different design phases.
Companies may have different names and particular definitions for these phases but in general designers are dealing with varying levels of functional, qualitative and quantitative information.
Case studies:
The savings in manufacturing costs obtained by many companies who have implemented
DFM/A are outstanding, (Boothroyd, et al., 2002). Several case studies are cited below;
1) Over the last several years, Ford Motors Company has used DFM/A extensively. More than 7,000 engineers have been trained to use Boothroyd Dewhurst DFM/A software.
While precise figure are not available, officials at Ford say they have been able save close to $1 billion using DFM/A.
2) IBM used DFM/A to design its successful Pro-printer. The printer they were remarking from Japan had 152 parts while the Pro-printer has just 61. Their previous printer took one half hour to assemble, the new Pro-printer takes just three minutes. In addition, it is now completely manufactured and assembled in the United States.
3) Brown and Sharp Manufacturing Companies, a well known tool company, used
DFM/A to help design their Micro Val Coordinate Measuring Machine. As originally planned, the Z rail assembly required nine machined parts, 48 fasteners and a complicated aligning process. The Boothroyd Dewhurst based design reduced the number of total parts from 57 to four. Similar reductions were made in other areas of the design. As a result, the company has been able to competitively sell its product at half the cost of the competition and market it successfully overseas.
4) The Engineering and Manufacturing Group of NCR designed a terminal using the
Boothroyd Dewhurst DFM/A system. They were able to achieve 80 % less assembly parts, 75% less assembly time and 65% fewer suppliers. At the same time, it totally eliminated the need for screws and assembly tools. The estimated total lifetime manufacturing labor cost of the new design has saved the company $1.1 million over their previous product.
Other considerations in DFM/A:
When developing a product there are variables that could have an impact on the decision making process adopted. Below are some of these variables;
Check lists:
These are useful for the evaluation of the conceptual designs when dealing with manufacturability and/or assemblability; the following are some examples of these check lists:
1How could design efficiency be defined?
2Is it possible to consider modular design?
3Has the principal parts in the structure been known?
4Is standardisation been planned?
5Is it possible to use simple and inexpensive techniques?
Differentiation:
This is an essential part which is believed to have an impact on the development stage of any product. There are only four areas for differentiation: iProduct: When price is not a major concern, (i.e. Ferrari, Longines, etc...) iiProcess: when a reliable product is delivered on time, which is to do with reputation. iiiPrice: when cheapest items can be slugged easily in the marketplace. ivMarketing: to do with what customers want and how it could be available for them.
Commercial Strategies:
The strategy for any company, in general, will depend on its existing position in the spectrum of organisation types, its financial assets, credit, its people & skills, and the soundness of vision of its strategic management team. Engineering and construction organisations when leading construction projects, and in order to maintain year-on-year profitability, should adopt one of four basic strategies; aSuper Companies: those companies, who own a well known brand name, have the complete spectrum of resources and skills which allow bidding for finance, develop and manage the most difficult and challenging projects. bService centre: those can be regarded as companies who operate in limited construction market sectors and are usually target a specific sector of the volume market so that their product or their performance is world class. cNiche market: those are specialised companies in specific sectors of the market where their speciality (skills, equipment, etc.) differentiate them from other companies. dLow capital companies: those companies usually of low overheads but can adapt quickly to the market conditions by hiring sub-contractors and directly employ operatives. The type of work involved are, excavations, structural framing, etc.
CASE STUDY
You are the new Chief Design Officer (CDO) of a company engaged in manufactured construction. Your company has had a reputation of producing NOT SO GOOD quality products. One of the biggest problems faced by your company is that your designs are so inefficient that you end up producing products that are difficult to assemble. Using the knowledge covered in this package and applying the principles of Design for Assembly, modify the design of one product and justify why the new design is more easy to assemble.
References:
Boothroyd, G. (2005), “Assembly Automation and Product Design, 2nd Edition”, Taylor and Francis, Boca Raton, Florida,
Boothroyd, G., Dewhurst, P. and Knight, W., (2002), “Product Design for Manufacture and
Assembly, 2nd Edition”, Marcel Dekker, New York,
Boothroyd, G., and Alting, L. (1992), “Design for assembly and Disassembly”. Keynote paper, Annals of CIRP, 41 (2), 625-636.CII (1986) “Constructability: A primer.”
Publication3-1. Construction Industry Institute, University of Texas, Austin.
Chow, W. W. C. (1978). “Cost Reduction in product Design”. New York: Van Nostrand
Reinhold.
Corbett, J., Dooner,M., Meleka, J. And Pym, C., (1991), “Design for Manufacture”,
Strategies, Principles and Techniques, Addison-Weskey Publishers Ltd.
Ertas, A., & Jones, J. C. (1993), “The engineering design process”, New York: Wiley.
Fisher, M. (1993),“Automating Constructability Reasoning with a Geometrical and topological project Model.” Computing Systems in Engineering, 4 (2-3), 179-192.
Kuo, T.C, Huang, S.H. and Zhang, H. C., (2001), “ Design for manufacture and design for
X”, Computers & Industrial Engineering 41, PP. 241-260.
Precision Metal, (1975), “Design for assembly”, July, 8-26.
Stoll, H.W., (1988), “Design for Manufacture”, ME, PP. 23-29.
Stoll, H.W., (1986), “Product design for efficient manufacture”. Industrial Tech. Inst., Ann
Arbor, MI.
Terry, W. R., Karni, ., and Richards, C.W. (1990) ” A knowledge based system for the integrated design and manufacture of round broach tools”, journal of Intelligent
Manufacturing, 1, 77-91.