Supply Chain Management Challenge
advertisement

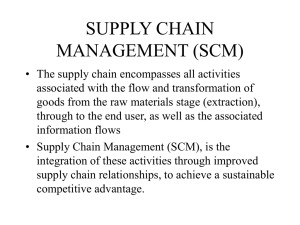
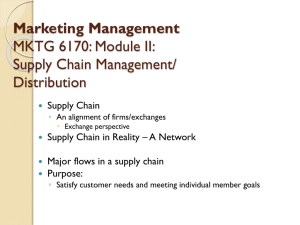
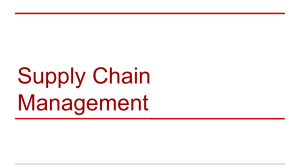
PT 172 RESEARCH REPORT: IMPROVING CONSTRUCTION SUPPLY CHAIN PERFORMANCE Iris D. Tommelein Kenneth D. Walsh James C. Hershauer Professor Construction Engineering and Management Program University of California at Berkeley Associate Professor Del E. Webb School of Construction Arizona State University Professor and Acting Chair Ford Honors Fellow Department of Management Arizona State University PT172 Research Report – 7/5/02 EXECUTIVE SUMMARY Supply-chain Management (SCM) is recognized as a leading process improvement, cost saving, and revenue-enhancing business strategy. It applies to all businesses involved in the delivery of capital facilities. SCM requires a corporate initiative, supported by strategic and tactical planning, to instill systems thinking and promote a new discipline that companies must master. Examples of SCM tools and techniques are presented in this document. SCM requires a good understanding of production management, planning and design, and business incentives. Like other disciplines within an organization, such as structural-, mechanical-, electrical-, or process engineering, accounting, and materials management, SCM must have a champion who can drive the ideas across disciplines within the organization as well as across organizational boundaries. SCM may be practiced on a single project, but it results in the greatest benefits when it is practiced at the enterprise level, when it involves multiple companies, and when it gets applied to multiple projects over an extended period of time. Successful application of SCM to the delivery of capital projects therefore requires a major shift in mindset from all participants involved in the delivery of capital projects. Companies not engaging in SCM may find themselves falling rapidly behind in performance relative to their supplychain conscious competitors. i PT172 Research Report – 7/5/02 SUPPLY CHAIN MANAGEMENT CHALLENGE Managing a supply chain requires adopting a global systems perspective, rather than the traditional, often short-sighted view of a single stakeholder. In the construction industry, traditional managerial approaches emphasize: management of individual projects; separation of design, installation, and operation functions; uniquely engineered facilities and components; competitive bidding; early delivery of all materials at construction sites; and information hoarding. These practices characteristically result in late payments and retainers, negative incentives (e.g., liquidated damages), and long and uncertain lead times with extensive use of expediting. With the application of SCM to the delivery of capital projects, managerial approaches will emphasize: supply-based management; life-cycle costing; assembly of unique facilities from standardized modules and components; problem solving through strategic partnering; emphasis on long-term working relationships; extensive use of communication and information technology so that the value chain supports the supply chain; short and reliable cycle times from raw materials to site (and/or strategic placement of inventory in critical material supply chains); phased delivery of materials to the construction site to match installation rates; and information visibility that allows efficiencies such as risk pooling, logistics optimization, and Supplier Managed Inventory. Industry leaders will effectively manage their supply chains and thereby gain significant competitive advantage. All key stakeholders in the construction supply chain must understand the opportunities offered by SCM and jointly take advantage of them, or those left behind will be unable to compete in the long term. It is necessary to reconfigure supply chain power through strategic innovation and alignment. Existing boundaries of firms need to become relatively porous and flexible. Capital-projects markets require a focus on building collaboration in relationships within and across key industry players. Application of supply chain concepts and practices in the construction industry can lead to: ii PT172 Research Report – 7/5/02 Cost 1. Compression of payment times to supply chain members and thus reduction in the cost of capital for project delivery. 2. Reduction of negative incentive payments and premium charges for extra services, such as rush orders. 3. Increased net present value (NPV) due to saving in maintenance, repair, and operation of facilities (MRO). 4. Additional income to all stakeholders from earlier turnover, startup, and full commercial operation. Time 5. Compression in the longest paths of a supply chain by a factor ten or more, suggesting that project delivery schedules can be dramatically compressed. 6. Compression in supply chain length for single projects by strategic ownership of materials and information. Quality (reliability) 7. Compression in variability of lead times, 8. Elimination of communication errors, delays, and rework, 9. Reduction in wastes caused by inefficiencies in material and labor. Safety 10. Reduction in near misses and in recordables. iii PT172 Research Report – 7/5/02 TABLE OF CONTENTS TABLE OF FIGURES TABLE OF TABLES ACKNOWLEDGMENTS CII PT172 Companies that provided input into the case studies, several of which were not CII members. Last but not least, our students. iv PT172 Research Report – 7/5/02 1 INTRODUCTION 1.1 Research Motivation SCM is new, exciting, breakthrough, revolutionary, unavoidable, and … unstoppable. Major drivers in the global emergence of SC analyses are: 1. Emphasis on industry-level optimization through collaboration and integration. 2. Effective use of power in supply chains through rapid formation of alliances and interfirm relationships. 3. Emphasis on global environmental concerns and sustainability 4. Acceptance of the need for concurrent engineering and cross-functional team work to avoid sub-optimization and to compete in a global marketplace. 5. Visibility of information across processes that span internal and external organizational boundaries (enabled by “standard” ERP systems). 6. Information and communication technology developments that have enabled eCommerce/e-Business. 7. Development of life-cycle analysis and costing. 8. Explicit consideration of risks and potential reallocations of the costs and benefits of shared risks. SCM equally applies to the delivery of capital projects as it applies to any other industry. The research team therefore set out to explain the underlying concepts and principles that drive SCM practices today, then to investigate and document current understanding and practices of SCM in the delivery of capital projects. The purpose of this document is to introduce Supply Chain Management (SCM) concepts to owners, engineers, contractors, and suppliers to the construction industry, and to assist them in using proven supply chain management tools and techniques to improve the performance of the delivery of capital projects (CP). In addition, this document is to help motivate the industry, including owners, engineers, contractors, and suppliers, to fully exploit the potential of SCM for improving the delivery of capital facilities. Especially engineering-procurement-construction (EPC) firms may find themselves increasingly under pressure both from their customers—the owners and operators of capital facilities (the demand side)—as well as from their suppliers (the supply side) to improve their SC skills and capabilities. 1 PT172 Research Report – 7/5/02 This Research Report of CII Project Team 172 “Improving Construction Supply Chain Performance” explains how supply chain management is practiced in the engineering and construction industry today, identifies tools and techniques for improving capital-projects SCM, and describes what may be expected of highperformance construction supply chains tomorrow. It includes detailed case studies from the capital projects industry, illustrating the concepts presented here. It also includes a brief supply chain implementation guide, a set of definitions, and references on supply chain management. 1.2 Capital Projects Supply Chain Management (CPs SCM) What is Supply Chain Management? What is Capital Projects Supply Chain Management? Supply Chain Management (SCM) is the practice of a group of companies and individuals working collaboratively in a network of interrelated processes structured to best satisfy end-customer needs while rewarding all members of the chain. While SCM may be practiced on a single project, its greatest potential benefits come when it is practiced at the enterprise level, when it involves multiple companies, and when it gets applied to multiple projects over an extended period of time. Note therefore the consistent use of the plural ‘projects’ in this research on Capital Projects Supply Chain Management (CPs SCM). CPs SCM is recognized as a leading process improvement, cost saving, and revenueenhancing business strategy practiced in today’s business world. All disciplines within a business (conceptual design, engineering, procurement, fabrication, logistics, construction, accounting, and legal council, to name but a few) can be, and most often are, involved in CPs SCM. What is the challenge? Managing a supply chain is difficult because it involves managing a complex and dynamic network of organizations that operate to meet numerous different, conflicting business objectives. Managing not only the processes within individual organizations, but also considering the chain of processes while aiming for global system optimization is what is known as supply chain management. The key to success in SCM is aligning the objectives and the corresponding production systems of all organizations in the supply chain to the fullest extent possible. 2 PT172 Research Report – 7/5/02 Why is SCM important? Effective integration and optimization of supply chains can have a tremendous, positive impact on project schedules, delivery time from concept development to turn-over, costs, customer satisfaction, and, ultimately, the bottom-line success of each project as well as the long-term success of every participant in the supply chain. Companies not engaging in SCM may find themselves falling rapidly behind in performance relative to their supply-chain conscious competitors. While supply-chain managers aim to reward all members of the chain, they do not guarantee that all of today’s players to be in the game. 1.3 Illustrative Case Studies While CPs SCM may be new to the reader, it is already being successfully practiced to various degrees in the engineering and construction industry today. A survey of owners, contractors, and suppliers conducted by PT-172 members showed that few are aware of CPs SCM opportunities in the delivery of capital projects, and the implementation of CPs SCM practices varies widely. To document the range of practices and potential opportunities, the research team conducted eight case studies, namely: 1. Preferred Supplier for Electrical Bulks and Commodities - Indy Electric Case 2. Supplier Managed Inventories for an Owner Organization - US Steel case 3. Supplier Performance Evaluation - Intel Case 4. Web-based Project Management eBuild - Intel 2 Case 5. Owner-acquired Raw Materials - Light Industrial Case 6. Owner vs. Contractor Alliance for Engineered Materials - Transformer Case 7. Engineered Materials at the Interface between Disciplines - Pipe Hanger Case 8. Lean Production ‘Flow’ in a Vertically Integrated Organization - Preengineered Metal Buildings Case These cases are presented in detail respectively in Chapters 3 through 10 of this Report. They span a range of SCM practices with improvements already achieved or being achieved in the engineering and construction industry today. Nevertheless, the list is by no means exhaustive or even representative of all initiatives undertaken by engineering and construction practitioners at large. Rather, the cases were chosen because PT172 team members thought they would be interesting to document and their companies were 3 PT172 Research Report – 7/5/02 willing to support the data collection, interpretation, and reporting efforts. Each case thus mentions the name of the sponsoring company unless the company requested to remain anonymous. The researchers investigates each of these cases by applying the following methodology: 1. Identification of case-study opportunities 2. Mapping and Data Collection 3. Metrics 4. Detailed data collection 5. Assessment 6. Modeling and suggestions for improvement 7. Implementation 1.4 SCM as a Business Driver SCM covers an extremely broad set of business issues. Figure 1 shows SCM as a central driver to many business decisions and methods. SCM is shown as the integration of operations management, logistics, procurement, and information technology and includes links to corporate strategy and customer relationships. Much of the prior research at CII has dealt with elements of SCM. The unique aspect of SCM as a whole is the emphasis on synthesis across all of the areas shown. 4 PT172 Research Report – 7/5/02 Customer Relationships Management (CRM) Enterprise Resource Planning (ERP) Corporate Strategy Project Management Multi-project Strategy e.g., make or buy (outsourcing) Internet-based Systems e-Business Systems Standardization of Products and Processes DFX Design Management Modularization Databases Operations Management Construction Management Simulation PEpC Mapping Tools Process Mapping Organizational Mapping Information Technology SCM Logistics Transportation Decision-support Systems Expediting Procurement Customs Clearance Optimization Warehousing Materials Management Sourcing NOTES: Blue denotes original basis on which SCM has historically built Supplier Managed Inventory Purchasing Figure 1: Corporate Systems View of SCM: Multi-project and Enterprise-wide 1.5 Who is the Customer? Who Benefits from SCM? Gains are systemic for entire supply chains. It is not clear up front how a particular company will gain. It depends on what they do and how it relates to what others in the SC and industry at large do, plus how successful they are. SCM is all about business opportunities to deliver customer value, but who is the customer? From the perspective of an EPC firm, for example, is the customer the producer of pharmaceutical products, the doctor prescribing them, or the person taking medication? Clearly, the immediate customers for EPC firms are owner-operator organizations, but these organizations themselves are increasingly focusing on delivering value to their own customers. The owner-operator thus receives value from construction supply chains based on the ultimate value delivered to the consumer of products and services. Today’s owner-operator organizations are changing rapidly in order to remain competitive in the new economy. They are, accordingly, reshaping their own supply chains. Change often happens out of necessity, when an organization faces a crisis. It is 5 PT172 Research Report – 7/5/02 understandable that successful businesses prefer a status quo over a change. Change is always perceived as risky and maintaining a status quo may not be perceived as such. Nevertheless, there always are some companies within any industry that have to face change, be it out of necessity or opportunity, and their industry as a whole will therefore be subject to change. Rules of thumb that were appropriate in the old economy, such as “if it ain’t broke, don’t fix it”, therefore, may cause more harm than good in the new economy. To illustrate the dramatic changes owner-operator organizations may encounter, consider the case of the London Underground. Bouverie-Brine and Macbeth (1995) described the change in thinking and the resulting realignment within their organization as well as the realignment of their organization’s supply chain over a 10-year period. Figures 2 through 6 depict these changes cogently. Their organization continues to undergo change in order to better meet customer demand. Supply chain relationships are seldom constant as needs, responsibilities and power in the chain instigate reconfiguration. Traditional domination of the construction supply chain by engineering. Suppliers are kept at an arm’s length. Figure 2: London Underground’s Supply Chain pre 1988 (Figure 7.1 in Lamming and Cox 1995) Shared responsibility by engineering and operations. Note the continued exclusion of suppliers but some direct linkage of engineering with ultimate customers. Figure 3: London Underground’s Supply Chain post Kings Cross (Figure 7.2 in Lamming and Cox 1995) 6 PT172 Research Report – 7/5/02 Primary authority shifted to operations with links to all supply chain members. Procurement role shifts to coordinating engineering with operations and suppliers. Engineering interface with customers is eliminated once again. Figure 4: London Underground’s Supply Chain Post Company Plan (Figure 7.3 in Lamming and Cox 1995) Customers become a dominant force with operations linking suppliers, procurement, and engineering. Procurement continues to coordinate engineering with operations and suppliers. Figure 5: London Underground’s Supply Chain Post Introduction of Supplier Managers (Figure 7.5 in Lamming and Cox 1995) Domination by overlap of direct supply chain of customers/operations/suppliers. Engineering and procurement move to support roles and minimal direct interface. Figure 6: London Underground’s Supply Chain of the Future (Figure 7.8 in Lamming and Cox 1995) Other cases, including the 8 conducted by this research team, illustrate that revolutionary changes are taking place in the EPC industry. The case of Butler (case 8) and Shaw (described in some detail in case 7, the pipe support case study) illustrates that the drivers for change need not necessarily be owner-operators. Organizational change takes place over an extended period of time – adoption of SCM techniques also is done in phases. 7 PT172 Research Report – 7/5/02 2 LITERATURE REVIEW 2.1 Different Views on SCM Figure 1 illustrated the view that SCM is the combination of the traditional functions of operations, logistics, and purchasing with information technology. Operations has traditionally focused on inventories, logistics, on transportation of materials, and purchasing on managing first-tier suppliers. Integrating these three views only tells part of the SCM story. Incorporating information technology provides a more complete picture; however other views must also be accommodated in our understanding of supply chains. The traditional areas are reviewed briefly and then the related concepts of lean supply chains, power in chains, mass customization, alliances, and market structures are reviewed. One must consider all these views when evaluating supply chain management in construction. 2.1.1 Inventories If one views supply chains as a collection of related inventories, then the analysis of a supply chain focuses on inventory location and optimization of quantities and tradeoffs to achieve desired supply chain delivery and cost. The six types of supply chain inventory are (1) cycle inventory, (2) safety stock inventory, (3) market inventory, (4) pipeline or systemic inventory, (5) anticipation inventory, and (6) coordination inventory. Historically, the emphasis has been on minimizing cycle, safety, coordination, and anticipation inventory. A supply chain perspective changes the focus to eliminating market inventory and drastically reducing pipeline inventory. For example, reducing the total supply chain length from 500 to 50 days reduces total inventory by 90% and makes an obvious reduction in response time. Eliminating market inventory completely by direct shipment from the first-tier supplier may revolutionize an entire supply chain (personal computers for example). Figure 7 depicts the typical supply chain used for analyzing inventories. 8 PT172 Research Report – 7/5/02 Raw Material 1 Supplier 1 Market Research: Surveys, Focus Groups, etc. Raw Material 3 Manufacturer Distributer Retailer Supplier 2 Customer Raw Material 2 Supplier 3 Figure 7: Typical Retail Supply Chain 2.1.2 Global Logistics and Management: Location and Movement (www.ipsera.org) If one views supply chains as the “movement” of physical goods, then the analysis of a supply chain can focus primarily on the logistics of getting goods to the ultimate consumer. There has been a strong focus on customer service in the logistics literature for many years. The emphasis in this view is on determining where actual “consumption” of the good occurs and then figuring out the optimal configuration of the network of transport arrows and transformation nodes to move raw material from the source location to the sink location of consumption. Obviously, there are usually multiple source locations and multiple (sometimes almost infinite) consumption points. Algorithmic methods are often applied to relatively small and simple networks with limited sources, intermediate nodes, and a few consumption points. Approximation and simulation models are often applied to explore strategic decisions in more realistic and complex networks. Supply chain issues to explore can involve a very complex global environment dealing with multiple issues such as tax, duty, tariff, exchange rate, law, belief, culture, climate, politics, and so forth. As a simple example, if you have a product that contains a high amount of stainless steel, do you locate the transformation facilities near the mills to reduce the transport time and cost from the mill? If mills are not located near actual use of the final product, do you instead locate transformation facilities near 9 PT172 Research Report – 7/5/02 the user nodes? The supply networks and costs will differ dramatically between these two approaches. 2.1.3 Buyer/Supplier Dyadic Management This is a key carryover from years of North American research in purchasing on managing first tier suppliers (www.ISM.ws and www.capsresearch.org). The emphasis is on supplier qualification, reduction in the supplier base, managing the buyer/supplier interaction, supplier development, and long-term supplier alliances. Supply chain implications focus on the move to single sourcing, supplier pre-qualification, and specific programs by buyers to develop the capabilities of suppliers for high quality at low cost. The use of just-in-time (JIT) deliveries and vendor- or supplier managed inventory (VMI or SMI) in the USA have developed in relation of this movement. JIT requires that suppliers provide non-inspected components that work just as they are needed. Time and costs are compressed for the buyer and the supplier has a regular customer at a fair price. Supplier managed inventories place the emphasis on savings and efficiency for the supplier. The supplier recruits many customers to serve using SMI. This allows the supplier to optimize logistics costs and to have full visibility to all demand. By pooling variability across buyers, stable production and minimal inventories can be maintained while minimizing transportation costs for the supplier. Buyers do not have to manage the component in any manner; the component is always available at minimal inventory costs and unit price. Research has now moved toward the issues surrounding triad relationships at the first tier level and extension of first tier relationships to second and third tier suppliers. 2.1.4 Communication and the Internet Under this view, supply chains are simply about communication among all of the stakeholders in a supply chain. Many of the traditional problems in supply chains are the direct result of lack of a common information base and lack of timely delivery of information. The Internet has created a revolution in the reach and richness of information (Evans and Wurster 2000). Historically, one could have richness in communication with one other member of the supply chain or one could have reach to 10 PT172 Research Report – 7/5/02 many with broadcasted impersonal communication. The Internet has provided the medium with minimal barrier to entry for accomplishing both richness and reach. Thus it is possible for 3,000 retail outlets, 50 retail distributors, 10 manufacturers, 100 commodity distributors, and 5 mills to all have access to exactly the same information on material and product movement and demand concurrently. The implications for managing the supply chain are enormous. This is especially true in industries that have traditionally seen every member of the chain hold information very tightly. 2.1.5 Lean Supply Chains The emphasis in lean supply chain practice (www.cf.ac.uk/carbs/lom/lerc, www.ame.org, and www.lean.org) is on extending lean manufacturing practices (Ohno ##, Shingo ##, Womack et al. 1991, Womack and Jones 1996, Rother and Shook 1998, Rother and Harris 2000) to first-tier suppliers and other SC participants (Jones and Womack 2002). With an emphasis on elimination of wastes and managing the value stream, the main objective is working upstream with first tier suppliers and beyond to compress lead time by eliminating “flat spots.” Flat spots refer to time periods with no value-adding activity. For example, Peter Summerfield (2001), Rolls-Royce Managing Director – Transmissions & Structures, recently explained the efforts at Rolls Royce to compress total cycle time (including time to receive all materials and components, manufacture, and assemble) to produce an engine to 40 days. Rolls-Royce is compressing supplier lead time from 138 days to 40 days, manufacturing time from 54 days to 30 days, and assembly time from 42 days to 10 days. The 40, 30, and 10 day lead times are overlapped by making processes completely transparent using e-commerce, so that the total cycle time is 40 days. Using similar concepts, the time from idea acceptance to first unit has been reduced to 24 months (including a maximum of 8 months for any new manufacturing facility). Suppliers are guaranteed a viable margin and prompt payment and involvement in the next jet or engine is assumed. Figure 8 depicts a supply chain for the aircraft industry. 11 PT172 Research Report – 7/5/02 Internal Business Unit Owner Aircraft $ Requirements Aircraft Supplier Design Division Supplier a Manufacturing Division Supplier b $ Supplier c Figure 8: Typical Aircraft Supply Chain 2.1.6 Power and Relationships Working from basic economic theory, Andrew Cox, Professor and Director, CSPM, University of Birmingham (www.business.bham.ac.uk/business/page539.htm), evaluates supply chains through the lens of market maturity and power. The focus moves from leveraging existing suppliers to building trust and collaboration to evaluating critical assets and who has power over supply chain resources to reconfiguring supply chain power through strategic innovation and realignment. Under this view, the primary analytical component is at the strategic level for a specific market or industry (www.m4i.org.uk/). Existing boundaries of firms may become relatively porous and flexible before strategic realignment resulting from disintermediation and deconstruction. 2.1.7 Mass Customization Another way to view developments in supply chains (or demand chains) is through the lens of mass customization (www.mass-customisation.org). The basic concept in mass customization is to produce and deliver products and services with the same speed and efficiency as mass-produced standard products. Marketing and advertising as they are known today could die completely if this model dominates since there would be no standard product to market (no one really expects this to happen completely). 12 PT172 Research Report – 7/5/02 By focusing on ultimate consumer or customer specifications to meet need, by focusing on order fulfillment in a pull structure, and by having flexible and agile operations and logistics, the emphasis is on delivering quality at low cost in a rapid response environment. This requires full transparency upstream from the ultimate customer through the supply chain and short response times. Often, emphasis is placed on postponement of customer-specific modifications as far downstream as possible so that standardization can be accomplished upstream. Concurrent engineering is a must in this environment. Even the customer is involved in new product idea generation. 2.1.8 Relationships and Alliances Under this view, the emphasis is on gathering the right group of players together to strike out on new approaches to a demand- or supply chain using e-business. Virtual networks and supply chains can be formed and reformed at a rapid rate to find new markets or revolutionize old markets or become a new supply chain alternative to a traditional market. The emphasis is on strategic partnering and working relationships rather than obsessive concern for merger, acquisition, or other traditional forms of reconfiguration. According to Segil (2001 p.23) “the trend is toward large numbers of alliances that are nonexclusive rather than small numbers of alliances that are exclusive.” Internal alliances may be just as important as external ones in many large corporations. Informal cooperation and consortium arrangements may be more prevalent. For example, an intermediate manufacturer and a software company may join together to develop collaboration tools for a particular supply chain. This may involve sharing employees whether or not equity positions are established. An intriguing approach to creating new relationships is the private finance initiative in the UK concerning highway construction. By changing to purchasing a flow of services from capital assets rather than the capital asset itself, alliances of suppliers have formed into DBFO companies to design, build, finance, and operate the highways. “Where previously suppliers’ attention was paid to claims positioning and the potential for leveraging profit through the identification of liabilities, under the DBFO problemsolving attitudes overrode those of problem avoidance.” (Hall et al. 2000 p. 227). Figure 9 displays a similar set of complex relationships in the marine industry. 13 PT172 Research Report – 7/5/02 Internal Business Unit Owner Internal Programming Unit Vessel $ Requirements: Performance Characteristics, Conceptual Design Supplier a1 Shipyard Supplier a Design Yard Production Division Supplier a2 Supplier b Marine Architecture Supplier a3 $ Supplier c Figure 9: Typical Marine Supply Chain 2.1.9 Information Access, Market Structures, and Control Looking at market structures for supply chains from roots in economic and organization theories, one can envision different substructures for physical transactions and information transactions as (1) hierarchical structures, (2) centralized markets, (3) decentralized markets, and (4) hybrid structures. Changes are the result of greater access to complete information and use of information brokers for control and efficiency of the market. Hybrid structures are enabled by information technology and can be understood through the lens of coordination theory (Lewis and Talalayevsky 1997). Hybrid structures tend to use third-party information brokers, exchanges, auctions, and so forth to move markets to commodity relationships where possible and to very specialized hierarchical markets with dynamic fast alliances for unique needs. 2.2 Evolution of SCM in Construction SCM has been practiced widely in the manufacturing industry since the mid-1980s. It has resulted in major performance improvements, such as reduced product cycle time (time to 14 PT172 Research Report – 7/5/02 market), more reliable product quality and dependability, reduced inventory, less waste, increased throughput, and it has generally driven down costs. In some markets, manufacturing is now moving from mass production (one size fits all) to masscustomization of goods to better meet the buyer’s specific expectations. This new manufacturing model in many ways resembles the customized nature of individual capital projects. Figure 10 shows the added complexity of the supply chain model for the construction industry. The active role of the owner in managing the entire supply chain is different than the typical retail supply chain as shown in Figure 7. In the retail supply chain, thousands of customers initiate the demand chain pull in an indirect manner. While the demand for products or services from the retail unit to be built comes from thousands of customers, the immediate demand for a capital facility generally comes from a single owner firm. This single customer has a significant role to play in the entire supply chain as shown in Figure 10. Internal Business Unit Requirements Internal Facilities Unit Facility $ Sub Designer Bids, Specs, Pay Requests, ... Owner $ Design Docs Contractor $ Sub Designer Designer RFI Sub Designer Submittals Supplier 1 Sub Contractor Sub Contractor Sub Contractor $ Supplier a Supplier b Supplier 2 Supplier c Supplier 3 Figure 10: Typical Construction Supply Chain Several decades ago, most procurement for capital projects was achieved through a traditional purchasing process: a series of one- off, one-to-one transactions between a 15 PT172 Research Report – 7/5/02 buyer and a seller in order to meet individual project needs. A broader view on purchasing responsibility and value emerged in the 1970s and the concept of Materials Management evolved in the 1980s. Studies in the construction industry in the 1980s and 1990s (BRT 1982, CII 1986, 1988, 1999) have shown the practical value of materials management as an approach to reduce the total installed cost of capital facilities in a number of ways, including increased field productivity. CII’s Implementation Resource 7-3 on ‘Procurement and Materials Management: A Guide to Effective Project Execution’ (CII 1999 p. 1-6) concluded that, among other benefits of materials management, “A basic materials management system can be expected to produce a six percent improvement in craft labor productivity. When sophisticated computer controls are implemented and the crafts use the system to plan their work around material availability, an additional four to six percent in craft labor savings can be expected.” Materials management includes the functions of identifying, acquiring, distributing, and disposing of equipment and materials needed on a construction project. Just as sound purchasing practices are integral to effective materials management, the implementation of sound materials management practices is are integral to effective SCM. Specialization drove performance improvement in the early part of the 1900s but it also resulted in industry fragmentation and longer, more complex supply chains. The integration efforts that started in the 1970s, including materials management, reflected an increase in awareness of, and reaction against the detrimental impact of fragmentation inhouse (functional stove-piping) and across organizational boundaries. Owners increasingly focused on Total Cost of Ownership of their capital facilities. Companies had long tried to increase performance by pursuing a divide-and-conquer approach, assuming that they could break down a problem into pieces, develop a solution for each piece, then put together the piecemeal solutions to result in a solution for the problem as a whole. This is more easily said than done. They further optimized these piecemeal solutions (e.g., by improving direct work) but thereby inadvertently caused the combination of pieces to be less optimal (e.g., by increasing the amount of indirect work). In doing so, they overlooked the flows of resources in-between project participants and organizations, and sometimes lost sight of what was really valued by the customer in the 16 PT172 Research Report – 7/5/02 process overall. In order to continue to improve performance, a paradigm shift is necessary from a pure divide-and-conquer, transformation view, to a more holistic view that balances transformation, flow, and value generation (Koskela 2000). SCM adopts such a holistic view. Companies have traditionally focused their materials management efforts on in-house resources and processes, creating internal organizational boundaries based on functional specialization. This has resulted in stove-piped disciplines such as project acquisition, engineering (mechanical, electrical, process, structural, etc.), estimating, purchasing, construction, legal council, and accounting, with poor communication channels and coordination processes among them. In the 1990s, construction companies began to implement integrated materials management practices inside their companies in order to achieve internal integration. Likewise, engineering and construction firms integrated their materials management practices with their direct suppliers’ in order to achieve external integration. It is now recognized that individuals firms and all companies involved in capital projects delivery—the entire enterprise—must be involved for SCM to achieve success. SCM offers a dramatically different and broader set of opportunities for improvement, as compared to materials management, because it simultaneously considers multiple projects and multiple organizations. SCM manages all flows of resources, namely information, materials and services including craft labor, and capital services. Figure 11 illustrates these flows by straight arrows. Even though they rarely are linear, these flows of demand, supply, information, materials and services, and capital interact as they drive the myriad of construction supply chains. The delaying and detrimental effects of non-linear flows of capital are well-known and common in the construction industry. Systems, such as new electronic payment methods, that improve the speed and reliability of these flows can have dramatic effects on the entire supply chain. 17 PT172 Research Report – 7/5/02 MA ND OWNER DE EPC FIRM ARCHITECT/ ENGINEER ER VIC E S specialists dS PIT AL an CA RIA LS TE MA INF SUBCONTRACTOR tier 1 tier 2 tier 3 tier ... SUPPLIER tier 1 tier 2 tier ... OR MA T ION GENERAL CONTRACTOR SU PP LY ... tier ... RAW MATERIALS PROVIDER Figure 11: Flows of Information, Materials and Services, and Capital in the Supply Chain for the Delivery of Capital Projects SCM focuses on the management of external resources as well as the linkages to and across internal work processes, capitalizing on the opportunities provided by managing across companies. SCM considers multi-project and pre-project agreements as well as project-specific agreements to support a company’s core competencies. Areas for improvement also span all resources and link to the long-term use of the capital facility. Areas for improvement are as extensive as the myriad of supply chains involved. Symptoms of the need for improvement in construction supply chains include common issues such as: payment timing, excessive engineering change orders, expediting, liquidated damages, surcharges, shortages, unavailability, excessive lead times, communication errors and delays, and unnecessary engineering specifications length and complexity. Table 1 provides a comprehensive set of measures that must be considered in construction supply chains and further demonstrates the systemic nature of SCM. 18 PT172 Research Report – 7/5/02 Table 1: Family of Measures for Construction Supply Chains 1. Elapsed time from funding through facility start up (lost sales for lateness) 2. Elapsed time from start up to uninterrupted full production (market share implications) 3. Capability of facility (throughput rate, quality, and cost) 4. Total cost of materials and equipment (total purchase price) 5. Total cost of services (architects, engineers, construction management, etc.) 6. Total cost of construction equipment use (cranes, earth moving equipment, etc.) 7. Total cost of trades and labor (electrical, welding, plumbing, mechanical, etc.) 8. Total cost of inventory and storage (all locations in the chain to raw material) 9. Total cost of transportation (all movements to and at site) 10. Total capital burden (credit, cash flow, taxes, insurance, bonds, etc.) 11. Environmental costs (permitting, compliance, design, liability, cleanup, etc.) 12. Safety (recordables, lost days, prevention, training, design) 2.3 Related CII Research Figure 12 repeats the four principal areas on which SCM builds, namely operations management, logistics, procurement, and information technology, as were shown in Figure 1. However, this new figure augments Figure 1: it also shows CII’s knowledge areas (green text) and selected ‘best practices’ (blue text) within those. 19 PT172 Research Report – 7/5/02 Safety, Health, and Environment KA 11 People KA 6 Contracts KA 10 Pre-Project Planning - KA3.1 Organization KA 7 Alignment - KA3.2 Corporate Strategy Customer Relationships Management (CRM) Internet-based Systems e-Business Systems Standardization of Products and Processes Early Estimating - KA3.3 Scope Definition and Control Multi-project Strategy e.g., make or buy (outsourcing) Front-end Planning KA1 2.4 Design Standards Enterprise Resource Planning (ERP) Project Processes KA 8 Project Controls KA 9 International Standards KA 13.1 Design KA 2 Globalization Issues KA 13 Planning for Startup KA 5.1 DFX: Design for - Maintainability KA 5.2 - Safety KA 11.3 Modularization 2.1 Construction KA 4 Manufacturing Fabrication Constructability Operations Management Startup and Operations KA 5 Databases PEpC Information/Technology Systems KA 12 Simulation SCM Logistics Mapping Tools Process Mapping Organizational Mapping Transportation 3rd Party Logistics Providers Procurement KA 3 Decision-support Systems Expediting Warehousing Optimization Materials Management KA 3.1: RS7-1, RS7-2, IR73 NOTES: Blue boxes denote original basis on which SCM has historically built Green text denotes CII knowledge area (not all subareas are shown) Customs Clearance Sourcing Supplier Managed Inventory Supplier Relationships KA 3.2 Purchasing Figure 12: Corporate Systems View of SCM as Related to CII Knowledge Areas This makes it clear that many if not all CII research findings can be leveraged in one way or another by the adoption of comprehensive SCM practices. 2.4 Supply Chain Operations Reference (SCOR) Model 2.4.1 Learning from Other Industries Companies involved in the delivery of capital facilities trying the gauge the benefits and costs of implementing SCM may want to be aware of the lessons learned by practitioners in other industries. Understanding the SC practices in other industries is valuable for several reasons. First, many if not all SC lessons learned by others apply equally in the delivery of capital projects. Second, many owner organizations already practice SCM in the delivery of their manufactured products and services, so they may have in-house SCM staff (possibly members of SCOR) that can serve as a resource to those delivering capital projects. Third, as companies that deliver capital facilities expand their SC practices beyond first-tier suppliers and customers, sooner or later they will have to reach 20 PT172 Research Report – 7/5/02 into manufacturing and other industry supply chains, and optimize SC practices in alignment with those. 2.4.2 SCOR Model Description and Objectives The Supply-Chain Council (SCC) is a non-profit organization comprising more than 700 member companies including manufacturers, distributors, and retailers. It was created to promote the best practices in SCM. SCC has developed and endorsed the Supply Chain Operations Reference-model (SCOR) as the cross-industry standard for supply-chain management. The SCOR model includes several levels, as documented in Figure 13. Figure 13: Supply Chain Operations Reference (SCOR) Model (Supply Chain Council http://www.supply-chain.org/) The SCOR model presently applies to sourcing, making, and delivering products but it does not include the processes pertaining to product and process design and development, sales administration, technology development, or post-delivery customer support operations including technical support. It thus supports a narrow view on SCM. In contrast, Project Team 172 saw the application of SCM to the engineering and construction industry more broadly. The Team included product and process design of 21 PT172 Research Report – 7/5/02 facilities and the corresponding development processes in its scope because these are an integral part of the project delivery process. Organizations in the SCC are seeking to improve supply chain performance in terms of speed, increased reliability, lower operating cost, and lower inventories. Their investments are expected to realize a return in terms of revenue, profit margin, and cash flow. Table 3 quantifies some of these benefits. It is likely that gains similar to—if not greater than—these obtained in manufacturing are achievable in the engineering and construction (E&C) industry. The E&C industry is more fragmented and therefore more prone to local sub-optimization leading to waste. By including design in E&C SCM, a broader view is taken on project delivery, which makes it possible to achieve more global performance optimization than may be achievable in manufacturing. Table 3: Typical Quantified Benefits from Integrating Supply Chains (1997 PRTM ISC Benchmark Study) Benefit Improvement Delivery Performance 16% – 28% Inventory Reduction 25% – 60% Fulfillment Cycle Time 30% – 50% Forecast Accuracy 25% – 80% Overall Productivity 10% – 16% Lower Supply-Chain Costs 25% – 50% Fill Rates 20% – 30% Improved Capacity Realization 10% – 20% Figure 14 presents SCOR process steps for implementation of SCM. They apply equally to the engineering and construction industry. These steps are mainly strategic and tactical; they do not detail the execution level of SCM. 22 PT172 Research Report – 7/5/02 Develop Enterprise Supply Chain Scorecard Identify Business Improvement Targets SCOR and Tool Training Identify team , Baseline Existing Baseline charter, mission and scope Processes Define Scorecard Identify Performance Improvements Develop AS IS model Identify metrics and gaps Review models for supply chain optimization Refine AS IS Model Gather Data for AS IS /TO BE Develop TO BE models and identify gaps Plan supply chain optimization strategies Figure14: SCOR Process Model (Supply Chain Council) 2.5 SUPPLY CHAIN LEADERSHIP As a final commentary on the literature and its application by organizations, Table 4 highlights the phases of maturity in the application of supply chain concepts. Most firms in the construction industry fit into the ‘pretender’ category. Many of the firms involved in the case studies in this research fit into the ‘follower’ category. One or two are close to the ‘thinker’ category. There are probably no construction industry firms in the ‘leader’ category at this time. Table 4: Categories of Supply Chain Leadership After Cox, A. (1997), Business Success: A Way of Thinking About Strategy, Critical Supply Chain Assets and Operational Best Practice, Earlsgate Press: Bath, U.K. Supply Chain Level 0: Pretender Key Operational Characteristics Treatment of Corporate Boundaries 1. You have renamed your procurement function “Supply Chain Management” 2. You have a formal definition of SCM Existing corporate boundaries are fixed. Relations with others are kept at arms-length. Punitive 23 PT172 Research Report – 7/5/02 Supply Chain Level 1: Follower 2: Thinker Key Operational Characteristics 3. Your definition is the same as materials management 4. Your purchasing objective is lowest price 5. You cannot assume functional integration within projects will exist 1. SCM is a strategic initiative in your company 2. The SCM initiative has a formal owner with authority and accountability 3. Your definition of SCM includes supplier and customer relations 4. You view SCM as a competitive weapon 5. You have a good understanding of your core competencies 6. You have specific SCM goals, but they change frequently 7. Your purchasing objective is cost, but other factors are considered 8. You are very concerned with improving margins for existing products and services 9. You are engaged in SCM pilots 10. You have mapped some supply chains, and you have a process for mapping them. 11. You have functional integration within a project environment 12. You align value and process goal measurements with strategic suppliers and customers 1. You have efforts underway to outsource noncore activities 2. You have specific SCM goals, which are stable 3. You have a technology strategy to enable SCM activities 4. Your purchasing objective is best overall value to the customer 5. You have alliance guidelines to determine and define supplier relationships and status 6. You have linked information/collaboration systems with strategic suppliers and customers. 7. You receive forecast demand data from your customers, and analyze and provide to your key suppliers 8. You have functional integration across multiple projects 9. You have well-defined maps of your supply chains 10. You benchmark SCM performance 11. You have a formal supplier assessment and development process to determine and improve supplier capabilities 24 Treatment of Corporate Boundaries actions are taken in response to performance below expectations. Existing corporate boundaries are fixed. Relations with others are closer. Punitive actions are rare, and trust is developing with key suppliers. Corporate boundaries are flexible and relatively porous. Relations with others are collaborative. Performance below expectations is met with development activities in an environment of trust. PT172 Research Report – 7/5/02 Supply Chain Level 3: Industry Leader Key Operational Characteristics Treatment of Corporate Boundaries 1. You have supply chain activities not billed to a specific project 2. Your purchasing objective is best overall value to the entire supply chain 3. Functional groups are not siloed, and chain relationships are integrated 4. You have well-defined maps of an integrated supply chain 5. You recognize the critical assets in your supply chain 6. Power relationships are reconfigured dynamically to create needed functionality Corporate boundaries are malleable, and determined by entrepreneurial action. Equity positions may be shared, and/or subsidiaries created for key supply chain purposes of competencies. 25