Development and Application of an Automated Materials
advertisement
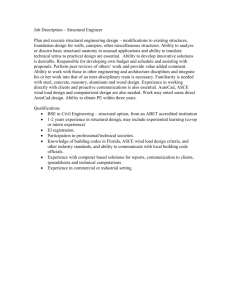
AUTOMATED MATERIALS MANAGEMENT AND CONTROL MODEL R. Navon1 and O. Berkovich2 ABSTRACT Building materials account for a high percentage of a project's total cost and therefore are an important and attractive resource to control. A model based on automated data collection for materials management and control was developed. Based on project plans, the model manages and initiates the ordering of materials automatically, the actual flow of materials and the current stock at the construction site. The model operates in a realtime mode enabling corrective actions to be taken in time. In this manner costs and unnecessary handling of materials are reduced. In addition, up-to-date information regarding materials flow is available and different statistical analyses are enabled. The information generated by the model enables the updating of a historical database, which can be used for planning of future projects. KEYWORDS Automation; Data collection; Feedback control; Control methods; Materials; Monitoring INTRODUCTION The problem with materials management is the lack of up-to-date relevant information, hence the importance of monitoring the flow of materials and the data associated with them (Chai and Yitzchakov 1995). The authors point out that a computer integrated materials management system can help in data collection, their organization, their analysis and their presentation to support real-time decision making. A recent workshop sponsored by the National Institute of Standards and Technology (NIST) came to a conclusion that “material tracking is still a very big problem on the current construction job site” (Saidi et al. 2003). The main benefits of an efficient Materials Management and Control System are (Akintoye 1995; Choo et al. 1998; Formoso and Revelo 1999; Formoso et al. 2002; Poon et al. 2004; Thomas and Sanvido 2000): Increased productivity and avoidance of delays, mainly due to the availability of the right materials prior to work commencement – Choo et al.(Choo et al. 1998) assert that the biggest problem field workers face is coping with discrepancies between anticipated, actually needed, and available resources (materials included); Reduction in man-hours needed for materials management – craft foremen can spend up to 20% of their time hunting for materials, and another 10% tracking purchase orders (PO) and expediting (Bell and Stukhart 1987); and Reduction in the cost of materials due to reduction in waste caused by manual and inefficient materials management and control (Li et al. 2003; Poon et al. 2004). 1 2 Associate Professor, M. ASCE, Head, Construction Engineering & Management; and Head, Construction Automation Laboratory – Faculty of Civil Engineering, Technion City, 32000 Haifa, Israel. E-mail: ronie@technion.ac.il Development Engineer Elbit Ltd. – Formerly M.Sc. Candidate – oferberk@elbit.co.il The literature reports attempts to automate materials management and control (Chen et al. 2002; Cheng and Chen 2002; Echeverry and Beltran 1997; Jaselskis et al. 1995; Jaselskis and El-Misalami 2003; Li et al. 2003; Saidi et al. 2002; Williams 2003) using automated data collection (ADC) technologies. The proposed technologies included Barcode, RFID, GPS and Handheld Computers. All of the above have the potential to reduce manual involvement in the process, but they mostly relate to certain segments of the entire process. The present paper describes the development of an automated model for the management and control of materials ordering, purchasing, supply and use. MATERIALS MANAGEMENT PROBLEMS A field study was conducted to learn the state of practice of materials management in construction projects in Israel. The study was conducted among 15 professionals including company presidents, purchasing managers and project and construction managers. The study together with the literature survey were conducted to identify the major problems and needs of materials management and control – these problems served as guidelines to the development of the model described in the next Section. The major problems identified at this stage were: materials arriving to the site at the wrong time, or the wrong quantity; materials that do not match the purchase-order; forgetting to order materials; information regarding the status of the orders is not available; lack of complete and up-to-date information regarding arrival of materials to the site and, or, regarding on site stocks; surplus of, or missing, materials; and waste of man-hours searching for materials and tracking them. Based on the finding of the above surveys, an integrative model for materials purchasing, supply and use, as well as the control of the entire process, was developed. MODEL DEVELOPMENT PRINCIPLES The Model deals with materials purchasing, their delivery to the site, and their dispatching for use in the building. The model uses Decision Rules (DR) to determine which materials to order and when. The rules relate to: (1) Lead times for supply. (2) Minimal inventory for the various types of materials. (3) Minimal quantity per PO to avoid ordering small batches, which can increase transportation costs. (4) Maximal time between arrival of the material to the site and its dispatch for use – this rule is used to determine Dead Inventory. The model records historical data regarding suppliers, incoming materials and actual quantities, as follows: All problems with the suppliers, such as late supply, or deviations in quantities or quality are logged in the historical database. The project manager, or person in charge of materials ordering, can consult this database before issuing a new PO. Thus, suppliers with a bad record would not continue working with the project, or the company altogether. All the data regarding incoming materials including the specifications of the materials, the actual date of arrival to the site, the quantity, the name of the supplier, and where the materials are stored on site, as well as the actual consumption of materials. The actual quantities of materials, and the materials waste, in each project, broken down to activities, are indispensable for future cost estimating. SCHEMATIC MODEL The model has five Units: Input, Purchasing, Analysis, Tracking as well as Alerts and Reports. The model follows up the progress as reflected in the up-to-date Schedule, which is part of the project model PM. Based on this the model determines the activities to be done during the next days (pending activities – PA). These PA include all the activities whose predecessors are completed and the ones whose early start falls within the specified time duration. The Input Unit also calculates, for each PA, the quantities of the required materials. These data are transferred to the Purchasing Unit, which determines the materials needed to be ordered on the strength of the following information: PA, the quantities of materials needed for each of the pending activities, the availability of materials on site, and the decision rules. Based on this, a purchase order (PO) is issued. The purchase order is manually checked and approved by the project management. To do this, the project manager consults the Historical Database, which gives information regarding previous performance of suppliers, past rates of materials consumption and, or, waste, etc. Once a PO is approved by the project management and sent to a supplier, the model awaits a confirmation from the supplier. This confirmation means that the supplier received the PO, understood it and is able to supply the order in time. If the supplier does not confirm, the reason for not confirming is verified with the supplier, as a result of which the PO may be re-issued. This is an important feedback to avoid problems of late supply. The model records the incoming materials and the ones which are dispatched for use in the building. The data relating to the arrival of materials and their dispatch are collected with ADC techniques – all incoming materials are recorded upon their arrival and the ones dispatched for use in the building are also recorded. Thus the model follows up the rolling and the dead inventories. As soon as materials arrive to the site, their quantity, specification and planned date of arrival, are compared to the relevant data in the PO. If all of these meet the specifications in the PO, the materials are accepted and the data are recorded. If they do not meet the specifications, a decision is made whether to accept the materials. If the materials are different from the ones that were ordered, or they arrive too early, they can be returned. If, on the other hand, the quantity is lower than the one in the PO, the materials can be accepted and immediate corrective action be taken (e.g. re-order). All accepted materials are added to the Inventory file. The Model logs problems arising from the above, such as late supply, mismatch between specifications in the PO and the ones of the actually supplied materials – these problems are logged in the Historical Database. Materials that are dispatched for use in the building, either upon their arrival or later, are also registered and their quantity subtracted from the inventory. The model also compares the planned and actual consumption of materials for each activity and logs the data. The model also generates reports and alerts. The reports include a comprehensive list of all the materials needed in the project, a list of materials to be ordered, and a cumulative list of materials flow – Discussed in Section "Reports" below. The alerts include PO not confirmed by supplier, a list of materials that should have been ordered, but were not, a list of materials that were expected and did not arrive, materials arriving to the site which are incompatible with the PO, and the deviation between planned and actual quantities. Input Determine PA Calculate quantity and desired date of arrival for each PA History DR Purchasing Determine "Materials to be Ordered" Issue PO Approve PO (manual) Send PO to supplier If not confirmed by supplier, notify management Re-issue PO (management decision) PM Tracking Record incoming mat. Record dispatched mat. (The above with ADC tech.) Calculate inventory Compare planned to actual consumption Analysis Compare quantities, specifications and dates of incoming materials to corresponding data in PO Inventory If OK, accept material and record data If not OK, notify management for corrective actions and record Alerts and Reports Alerts PO not confirmed by supplier Materials not ordered Materials not supplied Incoming materials not compatible with PO Planned vs. actual consumption Reports List of materials Materials to be ordered Materials flow Figure 1: Materials Management and Control Schematic Model MODEL IMPLEMENTATION PRINCIPLES Most of the components of the model were implemented in a prototype system. The databases and the algorithm were built with Microsoft Access and for the ADC the prototype used a handheld computer (IPAQ). The model simplifies customary work procedures and saves time and work. An effort was made to make the reports accurate and error free. The following are the main guidelines for the development of the model: Data entry is done via structured forms, which are easy and fast to use. The model has numerous forms therefore navigating among them is done in a structured way. Automatic completion of data. Once a material is selected (by its catalogue number or name) the rest of the relevant data is retrieved from the database and filled in the form. This saves in data entry time. All data entered to the system is checked before they enter the databases. Thus the structure of the catalogue number field and the existence of important fields (e.g. quantity) are checked. The system uses generic databases, which have to be built only once. All subsequent use of the data is done by selecting the items using Combo Boxes. This is important for integrity and consistency in data entry. INPUT Most of the input to the system is done using the Access forms, the main ones are: Entry – all navigation to the major components of the model can be done from this form (Figure 2). Materials Definition (Figure 3), including fields like material name and catalogue number, its description (text and picture), lead time to order, etc. Materials Flow – the form includes a copy of the PO and all relevant data regarding the arrival of the materials to the site and their distribution for use in the building. Orders Form – for each PO it lists all the ordered materials, including their quantity, the activity and the work section they are designated for as well as when the materials are expected to be needed. The designated activity and work area are optional fields enabling reports to be broken down in many different ways. Figure 2: Materials Management Entry Form Figure 3: Materials Definition Form The data entry can be done directly in the desktop computer, or using the handheld computer. In both cases data synchronization can be done automatically at any time. REPORTS The output of the system is mainly in the form of reports, generated either automatically, or tailored by the user. The following are the main reports and alerts: Purchase Orders, including Materials to Order Outgoing PO Unconfirmed POs (listing all the POs which have been sent to the supplier but not confirmed yet) Materials Flow – this report details, for each material, the incoming quantity, the outgoing (dispatched for use) quantity, the existing stock, the planned quantity to date, and the deviation between the planned and the actual (here, the dispatched) quantities. PO Deviations – a comparison between the incoming materials and the PO – an example of this output is shown in Figure 4. Dead Inventory Actual vs. Planned quantities. The prototype system is open and flexible – it can generate additional reports and alerts, as required by the project, or company, management. SUMMARY AND DISCUSSION An automated model was developed to improve materials management and control. The model's approach is holistic – it automates the entire process from purchasing the materials, to their arrival to the site and movement around it. The model reports the status of materials, compares the planned usage of materials to the actual and alerts when (a) suppliers do not confirm the PO, (b) the supplied shipments differ from the PO. Figure 4: Orders Deviation Output The main benefits of using the model are: Materials availability. The model initiates materials ordering and alerts when they do not arrive, or if the shipment is incomplete. This minimizes the probability of missing materials. Reduced delays. Due to the availability of the right materials, at the correct quantity, at the right time, using the model minimizes unnecessary delays. Additionally, the time spent searching for materials, assessing inventory levels and tracking purchase orders is meaningfully reduced. Suppliers' timeliness. The model alerts when suppliers have not confirmed the PO – a confirmation means that the supplier has received the PO, understood it and is able to supply the materials in time and according to the specifications. This automatic procedure reduces the probability of suppliers not supplying on time. Materials receipt problems. The availability of all the up-to-date information in real-time when receiving the materials reduces the likelihood of receiving the wrong materials, or receiving incomplete shipments without knowing it immediately. Procurement lead time, or forgetting to order materials. The model initiates the issuing of the PO taking into account lead times. The PO is automatically generated according to the up-to-date schedule. If the PO is not sent, or confirmed, on time, a warning is issued. This procedure reduces the possibility of the PO not being sent on time. Inventory accuracy. The inventory is continuously calculated by the model providing accurate and up-to-date information regarding inventory levels. Total surplus. The Model prevents ordering materials when they already exist on site. Additionally, the Model automatically reduces inventory levels towards the completion of an activity. Actual vs. planned quantities. The Model permits performing this comparison in realtime. This is a vast improvement compared to current practice, where data is collected once a month and processed during the following two weeks. The latter procedure is inefficient in an industry where a typical activity takes days, or very few weeks. As a result taking corrective measures on time is difficult. REFERENCES Akintoye, A. (1995). "Just-in-time Application for Building Material Management." Construction Management and Economics, 13(2), 105-113. Bell, L. C., and Stukhart, G. (1987). "Costs and Benefits of Materials Management Systems." J. of Constr. Engrg. and Mgmt.,, ASCE, 113(2), 222-234. Chai, S., and Yitzchakov, E. (1995). Business Logistics: an Integrated Approach to Materials Acquisition and Inventory, The Israel Institute of Productivity, School of Management, Tel Aviv. (in Hebrew). Chen, Z., Li, H., and Wong, C. T. C. (2002). "An application of bar-code system for reducing construction wastes." Automation in Construction, 11(5), 521-533. Cheng, M.-Y., and Chen, J.-C. (2002). "Integrating Barcode and GIS for Monitoring Construction Progress." Automation in Construction, 11(1), 23-33. Choo, H. J., Tommelein, I. D., Ballard, G., and Zabelle, T. R. (1998). "WorkPlan: Constraint-Based Database for Work Package Scheduling." Journal of Construction Engineering and Management, ASCE, 125(3), 151-160. Echeverry, D., and Beltran, A. (1997). "Bar-Code Control of Construction Field Personnel and Construction Materials." 4th Congress on Computing in Civil Engineering, Philadelphia, Pennsylvania (USA), 341-347. Formoso, C. T., and Revelo, V. H. (1999). "Improving the materials supply system in small-sized building firms." Automation in Construction, 8(6), 663-670. Formoso, C. T., Soibelman, L., Cesare, C. D., and Isatto, E. L. (2002). "Material Waste in Building Industry: Main Causes and Prevention." Journal of Construction Engineering and Management, ASCE, 128(4), 316-325. Jaselskis, E. J., Anderson, M. R., Jahren, C. T., Rodriguez, Y., and Njos, S. (1995). "Radio-Frequency Identification Applications in Construction Industry." J. of Construction Engineering and Management, ASCE, 121(2), 189-196. Jaselskis, E. J., and El-Misalami, T. (2003). "Implementing Radio Frequency Identification in the Construction Process." Journal of Construction Engineering and Management, ASCE, 129(6), 680-688. Li, H., Kong, C. W., Pang, Y. C., Shi, W. Z., and Yu, L. (2003). "Internet-Based Geographical Information Systems System for E-Commerce Application in Construction Material Procurement." Journal of Construction Engineering and Management, ASCE, 129(6), 689-697. Poon, C.S., Yu, A.T.W., and Jaillon, L. (2004). "Reducing Building Waste at Construction Sites in Hong Kong." Constr. Mgmt. and Econ., 22(5), 461-470. Saidi, K. S., Haas, C., and Balli, N. (2002). "The Value of Handheld Computers in Construction." Nineteenth International Symposium on Automation and Robotics in Construction (ISARC), Gaithersburg Maryland, 557-562. Saidi, K. S., Lytle, A. M., and Stone, W. C. (2003). "Report of the NIST Workshop on Data Exchange Standards at the Construction Job Site." ISARC 2003 The Future Site, Eindhoven, The Netherlands, 617-622. Thomas, H. R., and Sanvido, V. E. (2000). "Role of Fabricator in Labor Productivity." J. of Constr. Engineering and Management, ASCE, 126(5), 358-365. Williams, T. P. (2003). "Applying Handheld Computers in the Construction Industry." Practice Periodical on Structural Design and Constr., ASCE, 8(4), 226-231.
 0
0
advertisement




Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users