obsolete cyclo.1003 17-5 process chemistry description
advertisement

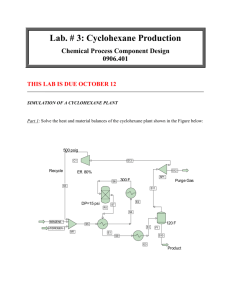
PROCESS DESCRIPTION – 17-5 Cyclohexane The purpose of the 17-5 Cyclohexane Unit is to convert benzene, which is produced in the 17-2 UDEX unit, to Cyclohexane. Cyclohexane is a major component in the manufacture of Nylon. It is produced by reaction of benzene with hydrogen gas over multiple fixed beds of platinum containing catalyst. Benzene from storage and off-test Cyclohexane are the two sources of feed to the 17-5 Cyclohexane Unit. Benzene is normally charged from TK-618 or TK-619. Benzene can also be charged from TK-609. The benzene is charged through the Cyclohexane Feed Pumps, P-53 A/B. Off-test Cyclohexane is charged from TK-613 through the Cyclohexane Off-test Pumps, P50 A/B, which are located east of the 17-1 Red Water Cooler. The benzene and off-test cylclohexane streams combine to charge the reactor section on flow control. Charge is pumped by the Cyclohexane Charge Pumps, P-501 A/B, to the reactor section. The discharge from P-501 A/B, divides into three separate streams to charge R-501, R-502 and R503 in parallel. Each reactor receives 33 % of the charged benzene. A low flow minimum bypass (spillback) regulator, FCV-7500, has been provided to protect the charge pumps during periods of low charge rate. The spillback liquid is cooled through the Charge Pump Minimum Bypass Cooler, E-514, through exchange with cooling water, and returned to the suction line. A minimum rate of 35 bph (F-7500) allows the pump to run on circulation without overheating. PREHEAT AND REACTION SYSTEM Recycle hydrogen from the Hydrogen Recycle Compressor, C-501, and Cyclohexane recycle from the Product Separator, V-506, combine with the charge stream to R-501. The charge to R-501 is preheated in the shell side of the Combined Feed Exchangers, E-501 A-E, through heat exchange with R-504 effluent. During start up periods, when the reactor effluent will not provide enough heat to preheat the R-501 charge, E-502, the Start Up Heater is used in addition to the Combined Feed Exchangers. E-502 utilizes 450# steam. Temperature controller TC-7517 monitors the inlet temperature to the first reactor, R-501, to maintain the target inlet temperature. TC-7517 controls the reactor effluent flow through or around the E-501's. TC-7517 also controls the condensate flow from the Start Up Heater, E-502, to maintain the reactor inlet target temperature. The heated feed stream enters the top of the first reactor, R-501, and passes through a bed of Platinum catalyst before exiting through the bottom. Virtually all of the benzene entering the first reactor is converted to Cyclohexane. This reaction is highly exothermic. The cyclohexane recycle is added to the R-501 charge to act as quench to control the amount of reaction. The . Page 1 of 7 temperature increase across each of the first three reactors, R-501, R-502 and R-503, is between 200-250°F. The effluent gas from R-501 is fed to the tube side of an Effluent Steam Generator, E-503. E-503 converts boiler feed water to 150# steam while it reduces the temperature of the reactor effluent from 600 – 650°F to 350°F before it is charged to the second reactor, R-502. The target inlet temperature of 350°F to R-502 is maintained by TCV-7527. TCV-7527 is a two way temperature control valve that controls the flow of R-501 effluent through and/or around the Effluent Steam Generator, E-503. The action of this valve is controlled by TC-7527, the inlet temperature to the second reactor, R-502. A level of boiler feed water is maintained on the shell side of E-503. It is controlled by LC-7502 acting on Boiler Feed Water control valve FV-7507. The hot R-501 effluent, passing through the tube side of E-503, will generate 150# steam at a rate of 6900 lb/hr. The cooled effluent stream from R-501, mixes with 33% of the fresh benzene charge, and enters the second reactor, R-502. The effluent stream acts to quench the exothermic reaction similar to the recycle Cyclohexane in the first reactor. R-502 converts virtually all the incremental benzene to Cyclohexane with an accompanying temperature rise of 200-250°F. The benzene charge to R-502 is controlled by FC-7506 acting on FV-7506. The combined feed enters the top of R-502 and flows downward over a second platinum catalyst bed. The stream exiting the bottom of R-502 passes through a two way valve, TV-7537, that directs the effluent to flow through and/or bypasses the second Effluent Stream Generator, E-504. E-504 converts boiler feed water to 150# steam while it reduces the temperature of the reactor effluent from 600 – 650°F to 350°F before it is charged to the third reactor, R-503. The target inlet temperature of 350°F to R-503 is maintained by the action of TV-7537. TV-7537 is controlled by TC-7537, the inlet temperature controller to the third reactor, R-503. The boiler feed water level on the shell side is maintained by LC-7507 acting on FV-7511, the Boiler Feed Water to E-504. The cooled effluent stream from R-502, mixes with 33% of the fresh benzene charge, and enters the top of the third reactor, R-503. The benzene charge to R-503 is controlled by FC-7510, which regulates FV-7510. The reactor charge passes over a third platinum catalyst bed to the tube side of a Final Effluent Steam Generator, E-505. E-505 converts boiler feed water to 150# steam while it reduces the temperature of the reactor effluent from 600 – 650°F to 350°F before it is charged to the fourth reactor, R-504. The stream exiting the bottom of R-503 passes through a two way valve, TV-7547 that directs the effluent to flow through and/or bypasses the Final Effluent Stream Generator, E-505. The action of TV-7547 is controlled by TC-7547, the inlet temperature to the final reactor, R-504. Boiler feed water level on the shell side of the E505 is controlled by LC-7512 acting on FV-7514, Boiler Feed Water to E-505. The cooled effluent stream from R-503, now enters the forth and final reactor, R-504. In the final reactor, which contains 25% of the total reactor catalyst volume, fractional quantities of benzene are hydrogenated to permit a final product which will contain a minimum of 99.93% Cyclohexane and a maximum of 20 PPM of benzene. The fourth reactor is essentially a benzene . Page 2 of 7 guard reactor. The temperature rise in the final reactor, R-504, should be approximately 20-30°F over inlet temperature. Due to the exothermic (heat releasing) nature of the reaction, each reactor's outlet temperature is closely monitored. In case of a run-away reaction, a high-high temperature alarm on the outlets of the reactors (TAHH-7519, 7529, 7539, and 7549) will trip the benzene charge valves to the first three reactors closed, thereby stopping the reaction. The hydrogen and Cyclohexane recycle will continue through the system removing heat from the reactor catalyst beds. Catalyst bed thermocouples are also provided to monitor bed temperature profiles. The Cyclohexane product from R-504 is cooled by a series of heat exchangers. The first five bundles are the combined feed/effluent heat exchangers, E-501 A-E. The product is passed through/ or around the tube side of E-501 A-E by TV-7517, which reduces the product temperature to just below 200°F, while preheating the combined hydrogen, benzene feed, and recycle Cyclohexane R-501 reactor charge. TV-7517 is controlled by TC-7517, which monitors the inlet temperature to the first reactor, R-501, to maintain the target inlet temperature. The reactor effluent is then cooled to 100°F by Fin Fan Cooler, E-507. The Fin Fan Cooler, E507, is equipped with 2 fans, both with variable pitch blades. The cooler outlet temperature controller, TC-7559, adjusts the pitch. The temperature inside the enclosure is controlled by adjustments to the re-circulation louver via TC-7556 and adjustments to the manually operated louvers. Because Cyclohexane freezes at 43°F a steam coil is provided for cold weather use. The effluent proceeds through the shell side of the Product Trim Condenser, E-508, where it is cooled by cooling water, before entering the Product Separator, V-506. GAS SEPARATION AND PRODUCT STABILIZATION Cooled reactor effluent enters the Product Separator, V-506. In V-506, hydrogen containing gas (70% hydrogen) flashes, leaving an almost equal mass flow of liquid. A fixed amount of flashed gas leaving V-506, mixes with make-up hydrogen gas, and is fed to the recycle compressor either directly or through a Benzene wash tower system. Hydrogen make-up gas comes from the HRI unit at the EC complex and/or the 17-2A Reformer. The flashed gas from the Product Separator, V-506, can also be off gassed to the refinery fuel gas system. An in-line gas chromatograph, AIT-7510, monitors the recycle hydrogen gas purity. The purity reading is used in determining the off gas flow from V-506 to the fuel gas system. The hydrogen off gas flow is controlled by FCV-7517 manually. FCV-7517 is set by the board operator per operating guidelines. The hydrogen off-gas flow is adjusted to maintain a 70 - 90 % hydrogen purity on the hydrogen recycle stream. As the purity drops, more gas is vented to the fuel gas system causing the Product Separator pressure to drop. The falling separator pressure allows hydrogen makeup from HRI to be added via PC-7500. The hydrogen from the HRI unit has a purity of +97% hydrogen. The combined hydrogen stream is mixed by a static mixer, M-501, then fed to the Benzene Wash Tower, T-501. . Page 3 of 7 FLASHED GAS TO THE BENZENE WASH SYSTEM The Benzene Wash Tower, T-501, absorbs trace quantities of toluene and C7 saturates, i.e. isomers of heptane or any hydrocarbons which boil in close proximity to Cyclohexane, which would otherwise appear in the final Cyclohexane product and affect its quality. These trace materials are carried into the unit with the HRI hydrogen. T-501 is a 42 ft. column. It is divided into two sections separated by a sealed trapout tray. An independent level of benzene is maintained in each section. Benzene is supplied to the tower as a slipstream from the discharge of the Reactor Charge Pumps, P-501 A/B. The hydrogen flows up through a level of benzene, which absorbs the product contaminants, through the Recycle Gas Compressor Suction Knock Out Drum, S-501, to the Recycle Compressor, C-501. C-501 compresses the “clean” hydrogen, and recycles it to combine with the benzene charge to the first reactor, R-501. “Rich” benzene from T-501 bottoms, is combined with fresh benzene charge from P-501 A/B, and is refluxed back to the tower by P-504 A/B. “Rich” benzene is also excessed to 17-2A. COMPRESSOR DETAILS C-501 is a motor driven, 2 stage, constant speed centrifugal compressor manufactured by Atlas Copco. The compressor package consists of a 2300 volt driving motor, a centrifugal compressor, a lube oil system, a dry seal system and a control panel all located on a single, covered concrete slab. A unitized fabricated steel base supports the driver, gear casing and compressor housing. It also forms the oil sump and contains the lubrication system for the compressor. The compressor is supplied with an electric/pneumatic control system that monitors all critical parameters and provides permissive circuits along with alarm and shutdown circuitry for safe operation of the equipment. The compressor lube system is wholly contained on the compressor skid and supplies lubrication to the bearings and gears. The oil reservoir is fabricated as part of the compressor base with baffling to prevent foaming and is of sufficient size for a minimum of five minutes retention time. The bottom is sloped toward the drain at the edge of the base. The tank is equipped with a breather fill pipe, cleanout cover, and oil level sight glass with dial thermometer. The main and auxiliary oil pumps are both positive displacement pumps. The main oil pump is driven by the main drive motor. The auxiliary oil pump is driven by a separate electric motor that assures full system lubrication oil pressure during initial start up and maintains oil pressure until the main oil pump is operable. If system oil pressure drops to 20 psig, the auxiliary pump is activated automatically and will stay running until the system pressure reaches 34 psig. Check valves are provided to prevent flow reversal through either the main or auxiliary oil pumps. The lubrication system provides temperature controlled, filtered light oil to the bearings and the gear mesh through a spray tube. Oil pressure to the bearings and gears is normally maintained by a piston type pressure relief valve which returns the surplus flow to oil sump. The oil returns by gravity to the main sump in the base. The pressurized oil from the oil pump discharge is circulated through a pair of coolers, E-115 A/B, and oil filters before entering the supply . Page 4 of 7 manifold. A thermostatic mixing valve, TCV-7553, will mix the oil from the pump and the coolers to maintain oil temperature. During cold weather operations this valve restricts oil flow through the oil coolers allowing for faster warm up of the machine and the oil. As the oil temperature rises, the valve will open and allow hot oil to circulate through the coolers. A pair of electric heaters, H-501 A/B, thermostatically controlled by TSL-7555, will maintain the oil sump temperature between 100’F and 140’F. As the sump temperature drops below 100°F the heaters will cycle on to reheat the sump oil. An oil temperature of < 90°F will prevent the operation of the auxiliary lube oil pumps during compressor start up. The oil heaters will not operate if the oil level is too low. The oil is filtered through cartridges made of corrugated cellulose and are the throw away type. An oil strainer located on the suction side of oil sump protects against entry or coarse material. Pressure indicators are provided to monitor pressure differential, PDI-7558, across the oil filter and help indicate when filter cartridges need replacement. The filters should be replaced when the D/P reaches 15 psi. The seal system featured in this compressor incorporates a set of labyrinth seals followed by a single dry face seal, which is then followed by a back up labyrinth and an oil seal. Each seal is equipped with a series of instruments that measure temperature, nitrogen seal gas flow and differential pressure to monitor the condition of each seal. A complete and in depth description of the system can be found in the manufactures manual supplied with the compressor. V-506 LIQUID The liquid that remains, after the gas is flashed in the Product Separator, V-506, is cyclohexane containing 8% butane and lighter hydrocarbons. A portion of the liquid leaving the separator is pumped back as recycle Cyclohexane to combine with the benzene charge to the first reactor, R501. The Recycle Pumps, P-506 A/B, pump the liquid from V-506 on flow control (FC-7502) to the Feed/Effluent Exchangers, E-501 A-E. A water boot is provided on the Product Separator, V-506, to trap and remove any water that accumulates in the separator. Material in the water boot is pressured to the unit Sump Tank, V-508, through LV-7515, which is controlled by LC-7515 (V-506 water to disposal level controller). The net liquid that is not recycled from the Product Separator is pressured through LV-7518 to the shell side of the Feed/Bottoms Exchanger, E-509, where it is heated to approximately 280°F. Flow to the Feed/Bottoms Exchanger is controlled by LC-7518 (level in the Product Separator). This stream charges the Stabilizer Tower, T-502, where the light hydrocarbons are stripped from the Cyclohexane product. THE STABILIZER TOWER, T-502 The Stabilizer Tower, T-502, is seventy five feet high, three feet in diameter and contains 30 valve trays. Feed enters the tower at tray 22. A 450 # steam driven reboiler, E-511, provides the driving force for T-502. Condensate flow from E-511 is controlled through FCV-7531 to V-12 in the 17-FP area. Condensate flow is adjusted to maintain T-502 tower bottoms temperature. . Page 5 of 7 The overhead gases from the stabilizer contain about 0.61 vol % Cyclohexane. The overhead is sent through the shell side of the overhead condenser, E-510, where it is condensed by cooling water. E-510 condenses most of the Cyclohexane in the Stabilizer Receiver, V-507. It is then refluxed through FV-7535 by P-507 A/B back to the tower. Reflux flow through FV-7535 is controlled by the level in the Stabilizer Receiver, LC-7535. T-502 normally runs on total reflux, with overhead liquid periodically sent to the 15 Gas Plant. Tower pressure is controlled by venting overhead gas through PV-7511 to the refinery fuel gas system from the Stabilizer Receiver, V-507. Cyclohexane product is withdrawn from the base of the Stabilizer, T-502. It is then cooled by exchange with unstripped feed entering the tower in the tube side of the Stabilizer-Feed Bottoms Exchangers, E-509 A/B. It is then trim cooled in the shell side of the Stabilizer Bottoms Coolers, E-512 A/B, by exchange with cooling water to less then 100’F before entering storage vessels, through LV-7528, under pressure from the tower. The flow to storage is controlled by LC-7528, Stabilizer Bottoms Level Controller, acting on LV-7528. On test Cyclohexane is sent to the Cyclohexane Rundown Tanks, Tk-634 and Tk-635, located in the 15 Plant tank area. Off test cyclohexane is sent to Tk-613. Tower bottoms can also be circulated back to the front-end charge pumps, P-501 A/B, through the 3" start-up line during unit start-ups. An on-line Cyclohexane product analyzer on the bottoms stream continuously monitors product purity. SEWER / SUMP SYSTEM The Cyclohexane unit contains two sewer systems: A storm water sewer system collects all rain and clean run off from the general unit area and channels it into the refinery oily water sewer system and a closed sump system for all process drainage. The sump system consists of an underground fiberglass tank, V-508, that receives liquids drained from several process points, and the Cyclohexane Sump Pumps, P-508 A/B, that pump accumulated liquids in V-508 to the Cyclohexane off test tank, Tk-613. The liquid level is automatically controlled by a level switch, LS-7548, that operates P-508 A/B to maintain a set level. Tank pressure, approximately 1 psig, is controlled by split range pressure controller, PC7526, that controls PV-7526A and PV-7526B. PV-7526A controls the flow of nitrogen repressuring gas to V-508. PV-7526B controls vent gas flow to the atmosphere through a purifying carbon filter, FS-501. A hydrocarbon detector is located at the outlet of the carbon filters in order to determine when a filter needs to be changed. Process liquids flow into the sump tank through a double walled pipe system. Clean outs and test ports have been provided to check for leaks between the inner and outer piping. . Page 6 of 7 PROCESS CHEMISTRY – 17-5 Cyclohexane Unit The purpose of the 17-5 Cyclohexane Unit is to convert Udex benzene to Cyclohexane, a major component in the manufacture of Nylon. Cyclohexane is produced by reaction of benzene with hydrogen gas over multiple fixed beds of platinum containing catalyst. The key to this reaction is the hydrogen purity, with a desired hydrogen purity level of 95-99 %. If this purity level is not achieved, off-test Cyclohexane would result as per the customer's specifications. The primary reactions are that of hydrogenation: Benzene + 3H2 ----> Cyclohexane Toluene + 3H2 ----> Methylcyclohexane Two reactions could occur because toluene is listed in the benzene feed specifications as 0.05 maximum weight % of the feed. The reaction of hydrogen gas with toluene is the only side reaction of concern. Because the first primary reaction is exothermic (heat releasing), a stream of Cyclohexane recycle is added to the benzene feed and recycle hydrogen gas at the first reactor. This recycle Cyclohexane acts as a quench to control the amount of the reaction. In addition to the two primary reactions, the following secondary reactions of Isomerization occur. They are stimulated by sources of acidity, i.e., chlorides. Cyclohexane ----> Methylcyclopentane N-Hexane ----> 2-Methylpentane One barrel of benzene will react with 4514.5 standard cubic feet of pure hydrogen to produce 1.216 barrels of Cyclohexane. The reaction takes place when benzene and hydrogen are thoroughly mixed in the presence of platinum catalyst, and the mixtures' temperature is approximately 400 F. Every barrel of benzene, which reacts, will evolve 369,000 BTU's of heat. This evolution of heat will be noticed through the increase in temperature across the reactors. There is a concern of sulfur poisoning the platinum containing catalyst, however, it is not a permanent poison. . Page 7 of 7