1103018
advertisement

1
POTENTIAL OF VEGETABLE TANNING MATERIALS AND BASIC
2
ALUMINUM SULPHATE IN SUDANESE LEATHER INDUSTRY
3
(PART II)
4
5
Mahdi, H.1*, Palmina, K.2, Gurshi, A.1 and Anthony D.Covington3
6
7
1-Bahri University, Industries Dept. P.O. Box 12327, Khartoum-Sudan
8
2- People’s Hall 11113, P.O.Box 6272, Khartoum, Sudan. E-mail: Mahdikotsh@gmail.com
9
3- University College Northampton, Northampton, UK, Fax- 01604711183
10
*Corresponding author
11
12
Abstract
13
Ecological pressures on chromium have now forced the leather industry to look for
14
possible alternatives. A vegetable- aluminum combination tannage has been studied,
15
with special attention being given to intended final product. Aluminum is mineral
16
tanning agents that are widely used to stabilize collagens in the leather industry. In
17
this study, stabilization of skin collagen by cross linking agent vegetable and
18
aluminum has been explored. This kind of chrome free tannage give us leathers with
19
shrinkage temperature around 125oC, elongation at break 65.6%, Tensile strength 38
20
N/mm2, and tear strength, 98 N/mm. The chemical properties of the combination
21
tanned leathers offer product with reduced water soluble and comparable free fats
22
and oil content. A vegetable pretanning followed by basic aluminum sulphate
23
retanning was found to produce stronger leather with the durable characteristics. In
24
contrast, pre-tanning with aluminum sulphate possibly tightens the collagen fiber
25
network, preventing high molecular weight vegetable tannins from interacting with
26
collagen fibres. Optimal results were obtained when 20%(w/w) vegetable tannins
27
Acacia nilotica pods (garad) and 5% Aluminum sulphate was used.
28
29
30
Keywords: vegetable, aluminum sulphate, combination tanning, collagen, shrinkage
temperature
31
32
Introduction
33
Leather making is a very long process and consists of many different chemical and
34
mechanical process steps. The most important tanning method is chrome tanning
35
(approximately 85% of world heavy leather making). There are many factors governing the
36
tanning effect: the type of the compound; its basicity, concentration, pH value and neutral
37
salt content; the temperature of the tanning bath; and the time of interaction, which is long.
38
The previous history of the skin material is also important. Many of these factors are
39
interdependent and difficult to consider separately. The basic chrome tanning chemistry is
40
well explained by (Gustafson, 1956; Mintysalo et al., 1997).
41
Most attempts to find suitable alternatives for chrome tanning have been undertaken
42
primarily in order to reduce the pollution due to tannery effluents. In certain cases, such
43
efforts were aimed at cost-reduction (Adewoye and Bangaruswamy, 2000).
2
44
As regards Sudan, any attempt to reduce the use of chrome has multiple advantages.
45
In the first instance, the Sudanese chrome ores have not yet been confirmed as being
46
commercially exploitable so that the chrome requirements of tanneries are met through
47
imports. The effluents from some of the Sudanese tanneries contain high amounts of
48
chrome exceeding the standards set for discharges into streams/sewers system (Aloy et al.,
49
1976; Lawal, and Singh, 1981).
50
The availability of imported chrome tanning agents is also irregular and costly.
51
Mainly for purposes of import-substitution, but also for reasons of environmental pollution,
52
studies were conducted towards finding suitable alternative tanning systems to replace or
53
reduce the use of chrome in Sudanese tanneries.
54
Aluminum has been used in preservation of skins for centuries. In the form of alum,
55
it was used in the tawing of skins and furs, in admixture with flour, egg yolk and salt.
56
Although this helped in the preservation, the skin still lacked resistance to water. The
57
ingredients used i.e. flour, egg yolk, salt and alum can be washed out, as they did not
58
chemically combine with the pelt (collagen of the skin).
59
Current studies on the use of aluminum in the leather industry were motivated by
60
demands for a white leather as a substrate for dyeing, to reduce environmental impact by
61
replacing chrome and also strategic concern over chrome supplies (Covington and Sykes,
62
1984).
63
The research and development work since the latter half of his century was oriented
64
towards developing a tanning agent based on aluminum that is stable in solution and will
65
form cross-links with collagen in such a way that real leather, resistant to water and with
66
adequate hydrothermal stability is produced. Once such stable aluminum tanning agent is
3
67
the basic aluminum sulphate wherein the aluminum is complexes with citrate anions
68
(Adewoye and Bangaruswamy, 2000). Using this basic aluminum sulphate, in combination
69
with vegetable tannins, other mineral tanning agents, and syntans, almost all types of
70
leathers, which were previously tanned with chrome combination systems, could be
71
produced (Adewoye and Bangaruswamy, 2000). Aluminum sulphate is indigenously
72
produced on a commercial scale from certain clay deposits in Sudan. So this study provides
73
systematic research on potential of the combination tannages involving the locally available
74
Acacia nilotica ssp tomentosa pods (garad) and aluminum sulphate with objective of
75
producing real leather, resistant to water and with adequate hydrothermal stability.
76
77
78
Materials and Methods
79
Preparation of Vegetable Tannin Extracts
80
The weighed quantity of crushed Acacia nilotica (garad) pods (5 kg) containing the
81
required amount of tannins was soaked overnight in 300% of water (relative to garad mass);
82
the whole infusion was used in the next day.
83
84
Preparation of Basic Aluminum Sulphate
85
Aluminum sulphate (Al(SO4)3.18H2O) was dissolved in an equal volume of water
86
was masked with sodium citrate (8% on the weight of aluminum sulphate) and then basified
87
carefully with soda ash (17.5% on the weight of aluminum sulphate) as a 10% solution. The
4
88
resultant liquor was approximately 33% basic with 2% Al2O3 {i.e. the basicity of (Al
89
(SO4)3.18H2O) should be 33%}. It was used after ageing for 48 h.
90
91
Tanning Processes
92
The process was carried out using laboratory drums (is small drum used in the lab
93
for tanning purposes) 150 mm wide and 300 mm diameter (height). The industrial
94
chemicals typical of those used in tanneries were used. Four batches of combination
95
tannage process were arranged for these tanning processes:
96
The first batch (B1) consists of Acacia nilotica (garad) pretannage (Veg) and
97
aluminum sulphate retannage (Al). In this batch 20 pieces of pickled sheep skins of fairly
98
similar size and backbone length and free from physical defects were used (Pickled process
99
is process by which skins were first treated with 8%salt and100%water at 25◦C (on pelt
100
weight) for 10 min, and then with 1.2% H2SO4 for 2 h in a drum, rotating at 12 rpm)
101
(Adewoye and Bangaruswamy, 2000). The skins were thoroughly washed and the pH was
102
adjusted to 4.2 prior to treatment with 20% (on pickled weight) of Acacia nilotica (garad)
103
extract. After drumming for three hours with Acacia nilotica (garad) extract the bath was
104
drained and the skins were left overnight on a horse (means stands for holding skins for
105
drying). The skins were then given a retannage with basic aluminum sulphate offers (5%
106
Al2O3) this percentage based on pickled weight. Thereafter the skins were drummed for 4 h
107
with successive adjustments of pH to 3.9. These adjustments should be made very slowly
108
and carefully to avoid aluminum precipitation. Finally neutralization to pH 4.5 was carried
109
out in a fresh float in order to attain resistant of the tanned skins to boiling water. Then the
5
110
leathers were piled and dried. The dried leathers were subjected to physical and chemical
111
tests (Adewoye and Bangaruswamy, 2000). The control (20 pieces) was not tanned (native)
112
and then dried and subjected to physical and chemical tests as for the B1 (Adewoye and
113
Bangaruswamy, 2000).
114
The 2nd batch (B2) consists of aluminum sulphate pretannage (Al) and Acacia
115
nilotica (garad) retannage (Veg) compared to straight native or un tanned skin (control). In
116
this batch 20 pieces of pickled sheep skins were then processed; the skins were pretanned
117
with basic aluminum sulphate (5% Al2O3), basified to pH 3.8, piled, neutralized, fatliqured
118
and then retanned with 20% Acacia nilotica pods extract using the garad infusion already
119
prepared in section 2.1. This percentage based on pickled weight, and then the leathers
120
were piled, neutralized, and dried. The dried leather subjected to physical and mechanical
121
operations as in the first batch.
122
The 3rd and 4th batch were done on the same ways as 1st and 2nd with exception that
123
we used 10% Aluminum salts instead of 5%, and then the leathers were piled, neutralized,
124
and dried. The dried leather subjected to physical and mechanical operations as in B1 and
125
B2.
126
127
Chemical Analysis
128
Preparation of Sample
129
Leather was cut into small pieces, to pass through a screen with circular perforations
130
of 4 mm. The pieces were thoroughly mixed and brought to a state of homogeneity by
6
131
keeping them in a closed container for at least overnight. After determining their moisture
132
content, they were stored in a jar for further analysis (Borasky and Nutting, 1949).
133
134
Determination of Aluminum Sulphate Content
135
1 g of aluminum sulphate tanned leather sample was weight into a 500 ml conical
136
flask. 5 ml of concentrated nitric acid followed by 20 ml of oxidizing mixture (perchloric
137
acid/sulphuric acid, 2:1) were added. The mixture was heated in fume cupboard with the
138
fan on until it turned orange and the heating was continued for 1 minute more. After
139
cooling, approximately 15 ml of cold distilled water and a few anti bumping granules were
140
added, and then the solution was heated to boiling for 10 min, to remove any free chlorine.
141
The solution was allowed to cool and diluted to 250 ml with distilled water in a volumetric
142
flask.100 ml of the solution were pipettes into two conical flasks and 10 ml of 10%
143
potassium iodide solution were added to each flask, using a measuring cylinder, then the
144
flasks were stoppered and placed in the dark for 10 min. Starch indicator, 1 ml was added
145
to each flask and they were titrated with 0.1 mol dm-3 sodium thiosulphate solution to a
146
pale violet colour (SLTC, 1996).
147
Calculations
Aluminumoxide(Al
149
where,
150
T1 ≡ volume of sodium thiosulphate that used in the titration.
151
1 ml 0.1 N titrant = 0.00173g Al or 0.00253 g Al2O3
152
M0 ≡ mass of oven dry sample of Aluminum sulphate leather.
2
O 3 ), %
T1 0.0025 100
M0
148
7
153
Determination of Hide Substances by Total Kjeldahl Method
154
After determination of total matter soluble in water, the leather sample was
155
completely dried, and 0.6 g were taken and placed into a dry 250 ml kjeldhal flask with 15
156
to 20 ml of concentrated sulphuric acid, as well as some glass beads. The flask was heated
157
gently in the inclined position. The flask was equipped with a small funnel to prevent loss
158
of acid during hide destruction. 5 g of potassium sulphate and 5 g of copper sulphate was
159
added to the flask, and heated up to boiling until the solution became clear and the colour
160
stopped changing. This procedure took about 30 min. After cooling, the solution was
161
quantitatively transferred into ammonia distillatory (Distillation Apparatus) (SLTC, 1996).
162
Through a dropping funnel, sodium hydroxide solution (0.05 M) was added until the
163
solution colour became black. During the distillation, the quantity of ammonia was reduced
164
to one third. The ammonia was distilled into 100 ml of sulphuric acid (0.05 M) in the
165
presence of methyl orange as indicator. Usually, after obtaining about 150 ml distillate it
166
can be considered that all ammonia has been distilled and this procedure takes about 40
167
min. The excess acid was back titrated with 0.05 M NaOH (SLTC, 1996).
168
Calculations
A 100
B
169
Hide substance,%
170
where,
171
A ≡ hide substance weight, g
172
B ≡ leather sample weight, g
173
174
8
175
Determination of Fat Content
176
A portion of the sample (20 g) was placed into a Soxhlet apparatus to be extracted
177
by petroleum ether (boiling point 40-60oC) for 5 h, at least 30 siphons. After extraction, the
178
solvent was concentrated under vacuum to thick syrup in a tared round bottom flask and
179
then dried in an oven at 103±3oC (SLTC, 1996).
180
Calculations
100 - a
b
181
Fat content,%
182
where,
183
a ≡ combined fat weight, g
184
b ≡ weight of leather sample, g
185
186
Determination of Total Matter soluble in Water
187
The leather samples were used after determination of the fat content, dried from the
188
solvent and placed into conical flask of a shaking apparatus, then water was added to cover
189
the sample and it was shaken for 4 hours, then it was left at room temperature (30-36oC)
190
overnight. The extract was then collected in a liter volumetric flask and made up to volume
191
with water. 50 ml of the extract was pipette into a tarred porcelain dish, evaporated on a
192
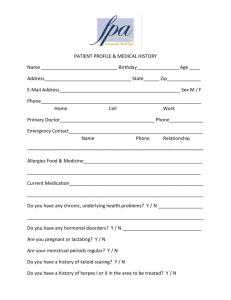
water bath, then dried in an oven at 100 ± 2oC to constant weight (SLTC, 1996).
193
194
Calculations
Totalmatter solublein water,%
100 20 t 2
t1
195
9
196
where,
197
t2 ≡ residue after drying of 50 ml water extract, g
198
t1 ≡ weight of oven dry leather sample, g
199
200
Determination of Ash Content
201
Portion of prepared sample (5 g) were placed in porcelain crucible of determined
202
constant weight. First, the sample was carbonized on a hot plate under a fume cupboard and
203
then placed in a furnace at about 800oC until constant weight was achieved. If it was
204
difficult to burn off all carbon, concentrated ammonium nitrate solution was added to the
205
residue and it was heated again. If, even after this step, complete burning off was not
206
achieved, hot water was added to the residue, the solution was filtered and the residue, on
207
ashless filter paper was washed. Then it was placed in the same crucible, and then dried to
208
constant weight (SLTC, 1996).
209
210
Calculations
Ash,%
100 - t 2
t1
211
212
where,
213
t1 ≡ sample weight, g
214
t2 ≡ ash weight,g
215
216
217
10
218
219
Physical Analysis
220
Conditioning
221
The specimens for physical testing were kept in a standard atmosphere of
222
temperature 20 ± 2oC and relative humidity 65% ± 2% during the 48 h immediately
223
preceding its use in a test (Adewoye and Bangaruswamy, 2000).
224
Measurement of tensile Strength and Percent Elongation
225
Tensile Strength
226
The samples were cut parallel and perpendicular to the backbone using a dumbbell
227
shape. The thickness and width of the specimen were measured in the same position using
228
standard thickness gauge and vernier calipers respectively i.e. measured one at the mid
229
point and the other two midway. The width must be measured on the flesh and grain side,
230
and then the mean thickness (mm) and width (cm) are calculated. The area of cross section
231
of each specimen was calculated by multiplying its width by its thickness (SLTC, 1996).
232
The jaws of the tensile machine (Instron 1026) were set 50 mm apart, and then the sample
233
was clamped in the jaws, so that the edges of the jaws lie along the mid line. The machine
234
was run until the specimen was broken and the highest load reached was taken as the
235
breaking load. Tensile strength load is in Newtons (SLTC, 1996).
236
237
Calculation
238
Tensilestrength
Maximunbreakingload
Cross sectionalarea
239
11
240
Percent Elongation at Break
241
The initial free length between the clamps before and after final free length at the
242
instant of break was measured. The initial free length was set at 5 cm and the elongation
243
calculated from graphical read out (SLTC, 1996).
244
245
Calculation
Elongation, %
Final free length- Initial free length
Initial free length
246
247
248
Hydrothermal Tension Determination
249
Hydrothermal tension experiments were carried out in an Instron testing machine
250
model 1112. Using appropriate load cells in the range of 0.1 - 500 kg could be measured.
251
The sensitivity of the load cells was 2% at the maximum range. A liquid cell container was
252
kept on the heater whose input supply voltage was adjusted to get a required heating rate of
253
3oC/min. The fibers were immersed in the respective solutions in the liquid cell with one
254
end attached to the frame and the other end attached to the load cell. The shrinkage
255
temperature and tension were continuously recorded. As the fiber is held at constant length
256
during the experiment, the temperature at which the tension begins to increase is recorded
257
as the shrinkage temperature (Ts). The temperature at which the tension (which increases
258
progressively with shrinkage) reaches the maximum is the temperature at maximum tension
259
(Tt) The corresponding tension is defined as the isometric tension (It) (ALCA, 1957;
260
Ramamoorthy et al., 1999).
261
12
262
263
264
Differential scanning calorimetry studies for thermal properties
The thermal shrinkage temperature of native, Acacia nilotica, and aluminum
265
sulphate tanned RTT fibers were studied by using a differential scanning calorimeter (DSC
266
7, PerkinElmer). The temperature of the instrument was calibrated using indium as the
267
standard. The range of heating of the sample from 30 to 100 oC. The samples were first air
268
dried at ambient temperature and the weights recorded. 1–2 mg of RTT were cross linked in
269
Acacia nilotica (20 and 12%) solution at pH 5 and 8 and aluminum sulphate (5 and 10%)
270
solution at pH 2.5 for 24 h, then Acacia nilotica and aluminum sulphate tanned RTT fibers
271
were swollen in water and 6M urea solution for a period of 24 h.
272
The samples were sealed in a DSC cell and heated at a constant rate of 5 oC/min. The peak
273
temperature Tp and the onset temperature Ts (in oC), and the enthalpy changes ΔH (in
274
Jg−1) associated with the phase change for the shrinkage process for native, Acacia
275
nilotica, and aluminum sulphate tanned RTT fibers before and after urea treatment were
276
determined (R. Usha and T. Ramasami, 2000). After the DSC curve has been obtained, it
277
was fitted to the following equation:
278
D/dT = βk0 e−Ea/RT (1 − ˛)n
279
Where α is the degree of chemical reaction, n the order of the reaction, k the reaction rate,
280
and β is the proportionality constant. Ea is the activation energy for the phase transition.
281
This equation represents the theoretical shape of the DSC curve that is determined in PC
282
series, DSC standard program. The resultant values of k0 , Ea and n are calculated (R. Usha
283
and T. Ramasami, 1999).
284
285
13
286
Measurement of Tear Strength
287
This method is intended for use with any types of leather. The specimens were cut
288
as a rectangle 50 mm long and 25 mm wide by use of a press knife which cuts out the
289
specimen and slot in one operation (Template machine) parallel and perpendicular at each
290
position. Instron 1026 having a uniform speed of separation of the jaws of 100±20 mm per
291
minute was used, and the readings of load fall in that part of the scale which has been
292
shown by calibration to be correct within 1%. The machine was run until the specimen was
293
torn apart and the highest load reached during tearing was recorded as the tearing load.
294
Tearing load is in Newtons or kilograms (SLTC, 1996).
295
296
Assessment of Softness
297
The leather sample was placed in the tester (ST-300 softness tester) so that it
298
covered the bottom clamp completely. The top arm was lowered by pressing down; the
299
leather was now clamped in the tester. The load plunger deflects the leather and this
300
deflection is measured and displayed on the dial. Then the top arm released button is
301
pressed and top arm lifts, allowing the leather to be removed; the actual measurement was
302
obtained by taking the mean value in mm (SLTC, 1996).
303
304
Results and Discussions
305
Tanning is a chemical process by which additional crosslinks are introduced into collagen,
306
binding active groups of tanning agents to functional groups of protein (Bienkiewicz,
307
1983). So, the tanning effect mainly depends on the extent of cross-linking between
14
308
collagen molecules and the thermodynamic stability of the cross-linking bonds. Animal
309
skins or hides generally have a substantial thickness, thus penetration of tanning agents is
310
also very important for characterizing the tanning process. Only complete penetration and
311
uniform distribution of tanning materials along the hide cross-section will lead to a
312
satisfactory tanning effect.
313
All the parameters of the physical and chemical properties were determined and
314
used to describe the tanning effects in this work. As we know, animal hides are not
315
uniform, which means there are big differences in thickness and type of fibril weaving
316
existing in the different areas of a hide or skin. So, skin pieces from adjacent positions were
317
chosen in each sampling group, one of which served as the control, for every experiment.
318
Results within experiments are comparable (due to samples being adjacent), but results
319
between experiments are not easily comparable, due to in homogeneities between
320
samplings (Bienkiewicz, 1983).
321
The introduction of basic aluminum sulphate into the tanning system as a retannage
322
agent produces a definitive improvement in the strength properties of the leather compared
323
to the one that used as pretanning agent. The high values for shrinkage temperature, tensile
324
strength, elongation at break, tear strength, and softness in respect of Acacia nilotica-
325
aluminum combination tanned leathers, were obtained when using 20% vegetable tannins
326
offer as pretannage with 5% offer of Aluminum sulphate as retannage compared to 20%
327
and 10% offer respectively (Table 1).
328
The combination tanned leathers were found to be soft, full and possessed tight
329
grain compared to native or un tanned skin fiber; these leathers, having better hydrothermal
330
stability, strength properties and porosity lend themselves to being dyed and fatliqured at
15
331
higher temperatures to produce different types of leathers intended for varied uses (Table 1)
332
(Thomas and Foster, 1926; Burton et al., 1953; Gustavson, 1956; Selvarangan and
333
Nayudamma, 1965; Metz et al., 2004). On the other hand 20% offer Acacia nilotica
334
pretannage and 5% offer aluminum retannage also yielded leathers with greater porosity (as
335
evidence by the increased values for water vapor permeability and water intake) (Table 1) .
336
Hydrothermal stability or shrinkage temperature of the collagen fibers is a measure
337
of the stability of the matrix as a whole, which arises due to the long range ordering of the
338
matrix. The shrinkage temperatures and the temperature at maximum tension of the native
339
skin and combination tanning using Acacia nilotica ssp tomentosa pods (vegetable tannins)
340
(20%) and Aluminum salts (5%, 10%) were measured using a differential scanning
341
calorimeter (DSC 7, Perkin-Elmer). The shrinkage temperature for native skin fiber was
342
found to be 65oC (Table 2).
343
The skin fibers treated with vegetable as pretanning agents exhibited stability
344
against wet heat and the shrinkage temperature for 20% Acacia nilotica pretanning with
345
different aluminum retanning percentages was found to be 128 and 115oC respectively.
346
This due to the increased formation of cross-links and the effects of aluminum, as one of
347
the vegetable –aluminum combination tanning systems, on the stability of the complexes
348
and bond formation thus increasing the hydrothermal stability of the resultant leathers
349
(Burton et al., 1953; Gustavson, 1956; Selvarangan and Nayudamma, 1965).
350
On the other hand the skin fibers treated with aluminum as pretanning agent
351
produced shrinkage temperature of 85 and 80oC respectively (Table 2). Therefore, it can be
352
concluded from Table 2 that vegetable pretanning exhibit an increase in the shrinkage
353
temperature when compared to both native skin and aluminum pretanning. This enhanced
16
354
hydrothermal stability of vegetable pretanning is due to new crosslinks formed and
355
consequent changes in the tertiary structure of skin collagen.
356
In case of aluminum retanning an increase in the shrinkage temperature were
357
observed when compared to native skin only. This may be due to a net increase in the
358
number of intermolecular crosslink arising from electrostatic and co-ordinate covalent
359
interactions between the aluminum complexes and skin collagen.
360
On the other hand the hydrothermal stability of the leather was not improved by
361
using aluminum as pretanning agent this because the synergistic interaction between the
362
polyphenol and the aluminum may arise from the fact that, the cross linking polyphenol on
363
collagen is itself crosslinked, to form a matrix within the collagen matrix, to stabilize the
364
collagen by multiplicity of connected hydrogen bonds in the new macromolecule)
365
(Covington and Sykes, 1984; Santanu et al., 2006).
366
Tensile strength and percentage elongation of native skin and combination tanning
367
using Acacia nilotica ssp tomentosa pods (vegetable tannins) (20%) and Aluminum salts
368
(5%, 10%) are given in Table 3. On using vegetable pretanning and aluminum retannage,
369
tensile strength increases significantly, until a critical concentration of aluminum as
370
retanning is reached. Vegetable pretanning is capable of diffusing into the molecular pore
371
dimensions. Increase in tensile strength can be interpreted in terms of the number of
372
covalent crosslinks formed during the tanning processes. However, a decrease in tensile
373
strength at higher concentration of aluminum retanning (10%) may be due to the increase
374
stiffness (shown by the decreasing elongation) results in a brittle fiber consequently it
375
breaks more easily at reduced load. The bound volume measurements of vegetable
17
376
pretanning and aluminum retannage skin collagen provide an explanation of increased
377
tensile strength of vegetable pretanning and aluminum retannage skin fiber.
378
On the other hand the strength properties of native skin fiber and aluminum
379
pretanning and vegetable retanning under the same conditions of temperature varying in the
380
range of 15±4, 25±3, and 20±2 MPa, respectively (Table 3). This value of native skin fiber
381
is nearly the same as those observed for aluminum pretanning and vegetable retanninge
382
fiber within experimental errors. In generals, aluminum pretanning and vegetable
383
retanninge does not seem to change the tensile strength of skin fibers significantly in wet
384
condition as well as vegetable pretanning and aluminum retannage, this due to the fact that
385
deposition of material with a hardness higher than that of collagen fibers may well reduce
386
thermo mechanical properties (Heinemann, 1993).
387
Tear strength of vegetable pretanning followed by aluminum retanning showed
388
higher values compared to aluminum pretanning and vegetable retanning, and native skin
389
(Figure 1). And this due to the fact that the fiber bundles are well separated in the case of
390
Al-Veg tanned leather; while Veg-Al tanned leather shows cemented fibers bundles. This
391
would lead to the conclusion; Veg-Al tanned leather would exhibit high tear strength with
392
low softness where as Al-Veg tanned leather would exhibit low strength with high softness
393
(Figure 1). Whilst Al- Vegetable tanned leather would show high elongation (Table 3).
394
The chemical characteristics of the combination tanned leathers are found to be
395
quite normal. The total metal oxide content satisfies the leather requirement compared to
396
the native or un tanned skin which has lowest value (0.5%) (Table 4). The free oils and fats
397
present in Veg-Al tanned leather {(4.2%) for 20% Veg-5%Al and (7.3%) for 20% Veg-
398
10% Al combination} are comparable to those of {Al- Veg (10%) for 10%Al- 20% Veg
18
399
and (15%) for 5% Al-20% Veg combination} and native leather (Table 4). The reduced
400
water soluble (5%) indicates that the aluminum tannages using basic aluminum sulphate
401
ensure better water resistance compared to the native leather (7%) (Table 4) (ALCA, 1957).
402
The studies thus indicate that vegetable-mineral combination tannages using
403
indigenous Acacia nilotica ssp tomentose pods and aluminum sulphate can be easily
404
adopted in the tanneries in Sudan and those in the sub-region. Their use will reduce imports
405
of chrome and will lessen the attendant pollution. Cost-benefit studies may also show
406
considerable benefits for non-Sudanese users of Acacia nilotica ssp tomentose pods who
407
may not have access to indigenous aluminum tanning agent. Depending on the particular
408
quality needed in the final leathers, aluminum can either be used as a pretanning or
409
retanning agent.
410
411
Conclusions
412
The potential of vegetable tanning materials and basic aluminum sulphate in Sudanese
413
leather industry was investigated. Instron testing machine model 1112 has been used for
414
assessing the thermal stability of collagen. A combination tannage involving a vegetable
415
retanning and aluminum retanning has been found to increase the hydrothermal stability of
416
the producing leather to about 128◦C. The sequence of addition of the tanning agents was
417
shown to be important with best results from samples tanned first with vegetable tanning
418
agents then re-tanned with aluminum. In contrast, pre-tanning with aluminum does not
419
improved the hydrothermal stability of the leather because aluminum pretanning tightens
420
the collagen fiber network, preventing high molecular weight vegetable tannins from
19
421
interacting with collagen fibres. Another possibility is that the free amino acid side chains
422
of collagens are exhausted on pre-tanning with aluminum, reducing the number of
423
collagen– aluminum –vegetable tannin cross-links when vegetable tannins are introduced.
424
Optimal results were obtained when 20%(w/w) vegetable tannins and 5% aluminum
425
sulphate was used. In conclusion, we have presented evidence for the possible chemical
426
modifications of collagen brought about by vegetable aluminum combination tanning. This
427
will further add to our understanding of tanning of leather that might confirm the
428
mechanism of Aluminum tanning as postulated by (DasGupta, 1977).
429
430
Acknowledgements
431
The authors wish like to express their appreciation to University of Juba, Khartoum, Sudan
432
for their financial support of this research.
433
434
References
435
Adewoye, R.O. and Bangaruswamy, S. (2000). Acacia nilotica (bagaruwa)-chromium
436
combination tannage-aboon to the leather industry. J. Soc. Leather Technol. Chem.,
437
73:141-143.
438
439
440
441
Aloy, M., Folachier, A., and Vulliermet, B. (1976). Tannery and Pollution. 1st ed. Centre
Technique Du Cuir, Lyon, France, 100p.
American Leather Chemists Association (ALCA) (1957). Methods of Sampling and
Analysis. ALCA., NY, 85p.
442
20
443
444
445
446
447
448
Bienkiewicz, K. (1983). Physical Chemistry of Leather Making. Robert E. Krieger
Publishing Company, Melbourne, FL, USA, 541p.
Borasky, R. and Nutting, G.C. (1949). Microscopic method for determining shrinkage
temperature of collagen and leather. J. Amer. Leather Chem. Assoc., 44:830–41.
Burton, D., Danby, J.P., and Sykes, R.L. (1953). Hydrothermal stability of combination
tannage. J. Soc. Leather Technol. Chem. 37:229-237.
449
Choudhury, S.D., DasGupta, S., and Norris, G.E. (2007). Unravelling the mechanism of
450
the interactions of oxazolidine A and E with collagens in ovine skin. Int. J. Biol.
451
Macromol. 40(4):351-361.
452
453
454
455
456
457
458
459
Covington, A.D. and Sykes, R.L. (1984). Effect of Aluminum (III) on leather making. J.
Amer. Leather Chem. Assoc., (3):72-79.
DasGupta, S. (1977). New postualion for Vegetable Aluminum combination tanning. J.
Soc. Leather Technol. Chem., (3):91-97.
Gustavson, K.H. (1956). The Chemistry of Tanning Processes. 2nd ed. Academic Press,
NY., 150p.
Heinemann, E. (1993). Practical and theoretical aspects of tanning. In: Fundamentals of
Leather manufacture, Eduard Roether, K.G., Germany, p. 269-294.
460
Lawal, F.A. and Singh, K. (1981). Analytical Studies of Wastes Water Effluents on some
461
Tanneries of Kano and Sokoto States for possible Environmental Pollution. Bull.
462
Chem. Soc. Nigeria. 6:68-75.
463
Metz, B., Kersten, G.F.A., Hoogerhout, P., Brugghe, H.F., Timmermans, H.A.M., deJong,
464
A., Meiring, H., Ken Hove, H., Henninks, W.E., Crommelin, D.J.A., and Jiskoot,
21
465
W. (2004). Factors affecting the reaction of Amino groups with Formaldehyde. J.
466
Biol. Chem., 279(8):6235-6243.
467
468
Mintysalo, E., Marjoniemi, M., and Kilpelfiinen, M. (1997). Chrome tannage using highintensity ultrasonic field. Ultrasonics Sonochemistry, 4:141-144.
469
Ramamoorthy, U., Subramanian, V., and Ramasami, T. (1999). Viscoelastic behavior of
470
formaldehyde and basic chromium sulfate crosslinked rat tail tendon (RTT)
471
collagen. J. Appl. Polym. Sci., 71:2245-2252.
472
R. Usha, T. Ramasami, Influence of hydrogen bond, hydrophobic and electrovalent salt
473
linkages on the transition temperature, enthalpy and activation energy in rat tail
474
tendon (RTT) collagen fibre, Thermochim. Acta 338 (1999) 17–25.
475
476
R. Usha, T. Ramasami, Thermochim. Acta 356 (2000) 59–66.
477
478
479
480
481
482
483
Selvarangan, T. and Nayudamma, A. (1965). Chrome and vegetable tanning combination
leather Sci., 12, 249.
Society of Leather Technologist and Chemists, (SLTC). (1996). Official Methods of
Analysis. 3rd ed. SLTC. Redbourne, 250p.
Thomas, A.W. and Foster, S.B. (1926). Basic principles for tanning leather with chromium
sulphate. J. Am. Chem. Soc., p. 480 -489.
484
485
22
486
120
100
Tear Strenght, N/mm
80
60
40
20
0
487
20% Veg Pret, 5% Al Ret
20% Veg Pret, 10% Al Ret
5% Al Pret, 20% Veg Ret
10% Al Pret, 20% Veg Ret
488
Figure 1. Tear strength of combination tanning using Acacia nilotica ssp tomentosa
489
pods (vegetable tannins) (20%) and Aluminum salts (5%, 10%)
490
23
491
Table 1.
Physical and Mechanical Properties of Native skin and combination of
492
Acacia nilotica ssp
tomentosa pods (veg) (20%) and 5%, 10% Aluminum salts
Characteristi
Native skin
20%Veg
5%Al pre
20%Veg
10%Al
cs
(un tanned)
pre+5%Al
+20%Veg
pre+10%Al re
pre+20%Ve
control
re
re
30.9
70
75.5
20.0
40.0
Softness, mm
1.0
2.9
4.0
2.0
3.0
Water vapour
5.0
7.2
8.0
6.0
3.9
100
155.0
140.5
145.0
130.5
Elongation at
g re
break, %
permeability
mg/cm2/hr
Water uptake
during
water
vapour
permeability
mg/cm2/hr
493
Pre= pre tanning, Re= retanning, Veg= vegetable tannin
494
495
496
24
497
Table 2. Values of shrinkage temperature and temperature at maximum tension on
498
native, and combination tanning using A. nilotica pods (Veg) (20%) and
499
Aluminum salts (Al) (5%. 10%)
500
Specification
Shrinkage
Temperature at
Temperature (Ts), oC
max. tension (Tt) oC
65
68
20% Veg Pretannings+ 5% Al retanning
128±4
>98
20% Veg Pretannings+ 10% Al retanning
115±2
>98
5% Al Pretanning+20% Veg Rretanning
85±3
>94
10% Al Pretanning+ 20% Veg Rretanning
80±2
>94
Native skin
501
Note: The values are mean ± S.D. of three values.
502
503
504
505
25
506
Table 3.
Tensile Strength and Elongation, % of native skin and combination
507
tanning using A. nilotica ssp tomentosa pods (Veg) (20%) and Aluminum salts
508
(Al) (5%, 10%)
509
Characterization
Tensile
Elongation, %
Strength (Mpa)
510
Native skin
15±4
30±4
20% Veg Pretannings+ 5% Al retanning
45±4
65±3
20%Veg Pretannings+ 10% Al retanning
35±2
60±5
5% Al Pretanning+20% Veg Rretanning
25±3
55±4
10%AlPretanning+ 20% Veg Rretanning
20±2
40±4
Note: The values are mean ± S.D. of three values.
511
512
26
513
Table 4. Chemical Properties of combination tanninge using 20 % offer A. nilotica ssp
514
tomentosa pods and 5%, 10 %Aluminum salts (Al)
515
Characteristics
516
Native skin
20%Veg
5%Al pre
20%Veg
(un tanned)
pre+5%Al
+20%Veg
re
re
re
10%Al
pre+10%Al pre+20%
Veg re
Moisture, %
12.0
12.0
10.5
18.0
16.0
Fat content, %
15.5
4.2
15.0
7.3
10.5
Insoluble ash, %
30.0
1.0
3.0
75.0
59.0
Hide substances, %
65.0
78.0
68.0
70.0
67.0
Al2O3-content, %
0.5
1.8
1.5
1.7
1.5
Water soluble,%
7.0
4.0
5.0
3.0
5.0
Pre= pretanning, Re= retanning, Veg= vegetable tannins
517
518
519
27