Teodorescu COMEC_2005
advertisement

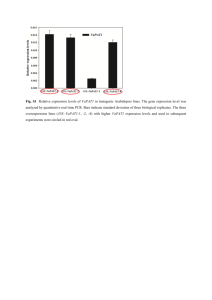
1st International Conference Computational Mechanics and Virtual Engineering COMEC 2005 20 – 22 October 2005, Brasov, Romania EXPERIMENTAL METHOD TO DETERMINE RESIDUAL INTERNAL STRESSES IN TUBULAR COMPOSITE STRUCTURES H. Teodorescu1 , S. Vlase2., D. Cotoros3. 1 Transilvania University of Brasov, ROMANIA, e-mail: hteodorescu@yahoo.com 2 Transilvania University of Brasov, ROMANIA, e-mail: svlase@unitbv.ro 3 Transilvania University of Brasov, ROMANIA, e-mail: dcotoros@unitbv.ro Abstract: The paper presents an experimental destructive method to determine residual internal stresses introduced in tubular polymer matrix composite structures during their manufacturing process. According to this method the shape variations of a tubular structure resulted from the destructive process will be considered as a measure of residual internal stresses. Various specimens were manufactured at COMPOZITE Ltd Braşov. The distribution of residual internal stresses along the length of specimens is presented. Keywords: residual internal stresses, radial cut method, tubular composite structure 1. INTRODUCTION A trustworthy and complete calculus to determine residual internal stresses introduced in tubular polymer matrix composite structures during their manufacturing process is very difficult to accomplish. The mathematical description must consider various factors of influence and material values which depend on temperature and time. Therefore, experimental methods to determine residual internal stresses are still used. These methods are divided in destructive and non-destructive ones. All destructive methods to determine residual internal stresses are based on the determination of shape changes of a composite structure, changes caused by the balance state disturbance. This balance state is disturbed since the forces flux included at the inner of the composite structure is interrupted by the destructive process. Structure’s shape changes (strains) resulted from the destructive process will be interpreted as a measure of residual internal stresses. Determining the composite structure’s shape changes, the values of these internal stresses can be computed. The most known destructive methods to measure residual internal stresses introduced in the manufacturing process of a composite tubular structure are presented in the papers [1]. 2. MATERIAL AND METHOD Regarding the experimental determination of residual internal stresses introduced in the manufacturing process of a composite tubular structure, a method partial similar to that described by Aleong [2] has been used. The experiments were accomplished on specimens made at COMPOZITE Ltd. Braşov. The tubes material used during tests is a compound based on glass-fabric reinforced polyester resin. The tube wall structure was manufactured very accurate in the fabric winding process. Fabric strips (dimensions: 2000 x 250 mm) used in the winding process were cut in length and at 45° from the production direction (fig. 1). The geometrical elements and wall structure of the specimens are presented in table 1. Rings (25 mm length) have been cut from the left end (L), from middle (M) and from the right end (R) of the specimens used in tests (fig. 2). In principle, the method of determination residual internal stresses consists in the disturbance of rings’ balance state by cutting them on the generator, on radial direction and the determination of external surface strains resulted from the cutting process [3]. Regarding the specimens made in the fabric winding process (pure circumferential winding), the highest residual internal stresses take form on circumferential direction. The axial residual internal stresses may be neglected since they are insignificant in comparison with the circumferential ones and does not act on main stress direction. 1 Winding mandrel Fabric roll Fabric roll width Fabric strip Fabric roll length Figure 1: Cutting method of fabric strips [4] Table 1: Geometrical elements and wall structure of the specimens Specimen Specimen type 1 type 2 1 1 Unsaturated Polyester resin EWR-500 EWR-500 80+0,4 80+0,4 100 100 3,1 – 4 3,7 – 4 8 8 0,38 – 0,5 0,45 – 0,62 Characteristics Number of specimens Type of matrix Type of fabric Tube diameter [mm] Length of the tube [mm] Wall thickness [mm] Number of plies Plies thickness [mm] Strip cutting angle to production direction [°] Fabric winding angle to mandrel [°] Fibers volume fraction [%] Weight of specimen [kg] 0 (in length) 45 0 35 160 · 10-3 0 35 150 · 10-3 25 M Φ 80 L R 100 Figure 2: Rings cutting scheme to determine residual internal stresses in tubular composite structures 2 Thus, a uniaxial distribution of internal stresses is determined. The maximum value of this distribution of residual internal stresses can be found in the outer surface ply of the ring, value which decreases in neutral fiber direction [5]. In case of ring’s radial cut, the balance state of residual internal stresses is disturbed, stresses become free and deform the ring. A ring’s widening means the existence in the ring before cutting, of tensile (compression) residual internal stresses at the inner (outer) surface of the ring. A decrease of ring diameter after the cutting process signify the initial existence of compression (tensile) residual internal stresses at the inner (outer) surface of the ring. Because of small differences regarding the diameters ratio (d e/di ≈ 1), the residual internal stresses at the inner of a tubular specimen present close values with those existent of its outer surface since a symmetric distribution of stresses occurs. A method to compute the stresses σe existent at the outer surface of the ring, is the string measure method [6]. According to this method, the residual internal stresses can be computed after, beforehand, the string length sn, formed as a result of its radial cut, has been measured (fig. 3). h rn re αs sn Figure 3: Scheme of string measure method Thus: s n bn 360 360 s 2 rn e E sin s , 2 (1) 360 s h t 1 360 1 arcsin s 2 rn 180 2 re 2 re . (2) where: bn [mm] – the circumference of neutral fiber; sn [mm] – string length between the cutting edges of the neutral fiber; αs [°] – string angle of neutral fiber between both ends of the ring; σe [MPa] – residual internal stress at ring’s outer surface; E [MPa] – Young modulus; re [mm] – ring’s outer surface radius; rn [mm] – ring’s neutral fiber radius; h [mm] – tube specimen wall thickness; ts [mm] – cutting width. 3. EXPERIMENTAL RESULTS The experimental determinations of residual internal stresses introduced in tubular polymer matrix composite specimens during their manufacturing process, according to the above mentioned method, are presented in table 2 and fig. 4. 3 Table 2: Experimental determination of residual internal stresses introduced in the manufacturing process of tube specimens type 1 and 2 Specimen type 1 Specimen type 2 Tube specimen wall thickness, h [mm] 3,6 4 Ring’s outer surface radius, re [mm] 44 44,5 Ring’s neutral fiber radius, rn [mm] 42,2 42,5 Cutting width, ts [mm] 2 2 String angle of neutral fiber between both 3,39 3,5 ends of the ring, αs [°] Circumference of neutral fiber, bn [mm] 265 267 String length between the cutting edges of 2,5 2,6 the neutral fiber, sn [mm] Young modulus, E [MPa] 25000 14000 Residual internal stress, σe [MPa] - 1,93 - 1,41 Specimen type 1 Specimen type 2 -0.5 -1 -2 -1.41 -1.5 -1.93 Residual internal stresses [MPa] 0 -2.5 Figure 4: Distributions of residual internal stresses σe introduced in the manufacturing process of two types of tube specimens 4. CONCLUSIONS As a result of experimental determinations of residual internal stresses introduced in specimens manufacturing process, the following conclusions can be drawn: the maximum value of residual internal stresses can be found in the outer plies of the tube specimens; the residual internal stresses decrease in neutral fiber direction; there were no differences between the residual internal stresses determined in left, middle and right rings of the specimens; the residual internal stresses can be influenced by temperature and humidity variations. REFERENCES [1]. Elfinger, F., Peiter, A., Theiner, W., Stücker, E.: Verfahren zur Messung von Eigenspannungen, VDIBericht no. 439 (1982), p. 71 – 84. [2]. Aleong, C., Munro, M.: Evaluation of the Radial-Cut Methodnfor Determining Residual Strains in Fiber Composite Rings, Experimental Techniques (1991), p. 55 – 58. [3]. Scharr, G., Funck, R.: Optimieren des Berstdrucks faservestärkter Kunststoffbehälter durch Beeinflussung des Eigenspannungszustands, Messtechnische Briefe 30 (1994) 1, p. 11 – 14. [4]. Teodorescu, H. – Contribuţii la creşterea capacităţii de încărcare a tuburilor din materiale compozite plastice armate cu fibre prin introducerea de tensiuni interne suplimentare, PhD thesis, Transilv. Univ. of Braşov, 2001. [5]. Tzeng, J., Pipes, R. – Thermal residual stress analysis for in-situ and postconsolidated composite rings, Composites Manufacturing, vol. 3, no. 4 (1992), p. 273 – 279. [6]. Willems, G.: Einfl. der Verarb. Par. auf die Baut. beim Thermopl, IVW-Bericht 93-25 (1993), p. 69 – 106. 4