as a PDF
advertisement

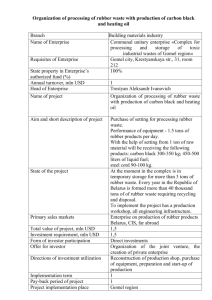
BATCH FABRICATION OF FIBER-REINFORCED ELASTOMER PREPREG ties from the tests are being used to calibrate a modified nonlinear laminated plate model. Complete test results and nonlinear predictions are being reported separately. Larry D. Peel and David W. Jensen Center for Advanced Structural Composites, Brigham Young University Koichi Suzumori Toshiba Corporation INTRODUCTION Non-tire fiber-reinforced elastomers show promise for use in a broad range of applications, including safer flywheels, flexible underwater vehicles, variable camber wings, “rubber muscle” ABSTRACT actuators, inflatable aerospace structures, flexible robotic “skeletons” that mimic the human body, Heightened interest in flexible (elastomeric) composite applications such as bio-mechanical and numerous bio-mechanical applications. Advantages that fiber-reinforced elastomers have devices, flexible underwater vehicles, and inflatable space structures highlight the need of over conventional “stiff” materials such as metals and advanced composites include increased improved fabrication techniques for fiber-reinforced elastomeric materials (FRE). Previous damping and the ability to tailor physical characteristics such as elongation, nonlinearity and stiffmethods have generally been limited to a fairly low percentage of fibers in an elastomeric matrix, ness over a much broader range. This enhanced tailoring ability is able to provide increased capaor used calendering manufacturing methods that are not generally suitable for non-tire fiber-reinbility to adaptive structures. Fabrication techniques, however, have not been adequate to reach forced elastomeric composites applications. Other researchers have noted problems with fiberthe full potential range of applications and physical characteristics. elastomer adhesion. The current work demonstrates a method for making small batches of high Typical cord-rubber composites, (e.g., tire and belting) are fabricated by a process called calquality fiber-reinforced elastomer pre-preg. Strengths of the current work include excellent fiber endering. In this process raw gum rubber is masticated in a huge vat, additives are mixed in, and adhesion, medium to high fiber volume fractions, highly parallel fibers, use of traditional the resulting thick, viscous slab is flattened and compressed by passing it through a series of rolladvanced composites fabrication methodologies, and reproducible ply thicknesses. The method ers. As the slab becomes thinner, fibers are fed in and embedded in the rubbery sheet. The fibercombines standard techniques of filament winding, wet lay-up techniques, and autoclave curing reinforced sheets can then be cut, stacked (laid up at desired angles) and calendered again to form with pertinent knowledge of elastomers to produce fiber-reinforced elastomer prepreg. Fiberthe reinforced part of a tire. Belting is fabricated in a similar manner, except that the fibers are elastomer adhesion was enhanced by the proper choice of fibers, autoclave pressure, and the uni-directional. The flexible composite applications listed above could use two-part liquid elasapplication of a primer. Fiber parallelism and straightness were accomplished by use of a filatomers that are cured through chemical reactions and heat. Such elastomer matrices do not lend ment winder. Fiber-reinforced elastomer prepreg and laminated specimens with fiber volume themselves to the calendering/masticating process. In addition the size and cost of mixing and fractions of 12% to 62% were fabricated using fiberglass and cotton fibers, respectively. Manucalendering equipment make it prohibitive for most firms and universities to consider such profacturing quality was verified by tensile tests on fabricated specimens. Nonlinear material propercesses. The pressure applied to the rubber/fiber combination by the rollers, however, aids in rub- Accepted for publication in the Journal of Advanced Materials, Sept. 5, 1998 1 2 ber-fiber adhesion and should be included in a fabrication method for fiber-reinforced elastomer ous types of elastomers. Their primary purpose was to explore the feasibility of using and curing composites. urethane rubber in situ. Krey and Kuo fabricated their specimens such that there were no or few The cords (fiber groups) in tire composites are twisted to improve fatigue resistance and cut fibers along the specimen longitudinal edges. This introduced additional nonlinearity due to change transverse or three-dimensional properties. Such twisting, however, reduces the effective fiber rotation relative to the longitudinal axis of the specimen. strength and stiffness of the composite; hence, the current method does not employ twisted cords. SCOPE OF CURRENT WORK Since fiber reinforced elastomers/flexible composites are extensions of typical advanced composRelatively little has been published on the fabrication of fiber-reinforced elastomers speciites, the use of standard composites manufacturing methods, where possible, is desirable. mens and applications. The intent of this work is to present, in a concise manner, sufficient information for one to make small batches of high-quality fiber-reinforced elastomer prepreg. The OVERVIEW OF THE STATE OF THE ART Suzumori, et al. [1-4], have fabricated several types of “flexible micro-actuators” at Toshiba, improved method demonstrates excellent fiber adhesion, simplicity, the ability to vary fiber vol- that use fiber-reinforced elastomers. Some examples are shown in Figure 1. To produce the actu- ume fractions, use of typical advanced composite fabrication methodologies, highly parallel ating tube, fibers were wound circumferentially around a three-chambered rubber cylinder. Sili- fibers, and reproducible ply thicknesses. A filament winder can be used to lay down fibers in a highly parallel manner using circumfer- cone rubber and polymer fibers were used, with a primer on the fiber and adjoining non-rubber surfaces to improve rubber adhesion. Similarly fabricated single-chambered “rubber fingers” ential windings. Once a prepreg is made and an inter-ply adhesive is selected, hand lay-up, vac- were fabricated at Okayama University [5] and at Okayama Science University (more informa- uum bagging, and autoclave curing are the obvious choices to produce high quality specimens. tion about the FRE-related work in Japan has been reported in Reference 6). Krey and Shonaike The present work used these techniques, coupled with understanding of fiber sizings and fiber- [7,8] created low fiber-volume fraction specimens where the fibers were laid in a zig-zag pattern rubber adhesion to produce high quality specimens with fiber-volume fractions varying from 12 around nails or rubber pegs in a mold and liquid elastomer was poured over the fibers to form to 62%. Initial limited-success efforts to fabricate FRE specimens using a vacuum-assisted resin angle-ply specimens. When tested, the fibers tended to tear through the matrix. Kuo, et al. [9,10], transfer molding (RTM) process will be mentioned since the information may be useful to other fastened fibers to a frame and immersed the fibers in a tray of liquid silicone rubber. They also researchers. arranged fibers in sinusoidal patterns and poured elastomer over them. Fiber-volume fractions CONSTITUENT MATERIALS AND CHARACTERISTICS were on the order of one to two percent. At low fiber volume fractions, the combination may not Materials used in this study included cotton and fiberglass reinforcement, urethane rubber, silact as a continuum, as needed to analyze the FRE material using a modified form of classical lamicone rubber, and a primer for the silicone rubber. The rubber materials were selected for their inated plate theory. Philpot, et al. [11], discuss filament winding of fibers impregnated with varinonlinear stress-strain characteristics and for their low pre-cured viscosities, which would have 3 4 aided the vacuum-assisted RTM method. The advantages and disadvantages of each fiber and elastic modulus is still several orders of magnitude higher than either silicone or urethane rubber. rubber (elastomer) are discussed briefly. Testing showed that cotton fiber strength and stiffness from roll to roll were consistent. Urethane Rubber: Ciba RP 6410-1 two-part urethane rubber was chosen for its low pre- Fiberglass: PP&G 1062 fiberglass was chosen because of its widespread use in industry, its cured viscosity, high elongation (330%), and nonlinear-softening (stress-vs.-strain) characteris- high strength and stiffness relative to the cotton fibers. The silane sizing on the fiberglass is tics. This rubber has a usable pot life of approximately forty minutes, and curing can be acceler- intended for typical epoxy resins, and showed good adhesion to the urethane. Very poor adhesion, ated by the addition of heat. Typically this rubber is used in medium-temperature (75-100° C) however, was initially noted to the silicone rubber. The application of an appropriate primer alle- mold-making applications. The low viscosity aided mixing and wet-out of fibers. The RP 6410 viated this problem. rubber is a light yellow color when cured. Primer: Discussions with representatives from PP&G and Dow Corning led to the use of a Silicone Rubber: A two-part Dow-Corning Silastic S room-temperature vulcanizing (RTV) primer on the fiberglass, which enabled excellent adhesion to the silicone rubber. The original mold-making rubber was chosen as a contrasting elastomer matrix. This silicone RTV was cho- sizing was stripped from the fiberglass by running the fibers through a bath of commercial grade sen because of its extremely high elongation (700%), low uncured viscosity, and nonlinear stiffen- acetone and winding the fibers on a spindle, using a filament winding machine. This process was ing (stress-vs.-strain) characteristics. The rubber has a usable pot life of approximately one hour repeated to ensure a clean fiber. Dow-Corning 1200 primer was diluted with hexane reagent to and, like the urethane, curing can be accelerated by the addition of heat. This and similar silicone approximately 1% (by weight) active ingredient. Fiberglass was pulled through the primer bath, rubbers are typically used in high-temperature (175° C) composite molds. The cured rubber is wound on a spindle and allowed to dry. Because of the moisture-sensitive nature of the primer, green in color. the treated fibers were used within 24 hours of primer application (if humidity is high, the treated Cotton: Cotton was chosen for its good adhesion characteristics and availability. Researchers in Okayama, Japan indicated success in using cotton fiber as reinforcement for some of their fiber should be used as soon as it is dry). Both the Dow-Corning and PP&G representatives emphasized that less primer is better; since too much primer can actually hinder adhesion. “grasping fingers”. Cotton has long been used as a belting reinforcement. The advantages of cotRubber-to-Rubber Adhesion ton fibers include widespread availability and good adhesion to the rubber matrix because of the Some types of rubber do not adhere well to themselves or other materials such as plastics or hairs or fibrils on the cotton strands. Some disadvantages include lower strengths and stiffnesses than typical composite fibers and a potential difficulty in reproducing results because of variation in twine properties. For this research large rolls of cotton twine (Wellington construction twine) metal. To test the selected rubbers, specimens of cured silicone and urethane rubber were placed in separate containers. Liquid urethane and silicone rubber were poured over the respective samples and allowed to cure. The bond lines between the old and new silicones, and old and new ure- were obtained, and only fiber from the same roll was used with a particular rubber matrix. thanes were examined. For both rubbers, the bond lines were virtually imperceptible. Simple pull Although the cotton fibers are lower in stiffness and strength than fiberglass or graphite, their 5 6 tests also indicated good rubber-to-rubber adhesion. These observations demonstrated that the impregnated fibers onto a rectangular mandrel, curing the assembly in an autoclave under high respective liquid rubbers could be used as an adhesive between layers of fiber/rubber “prepreg”. pressure, and laminating the resulting uni-directional “prepreg” in a manner similar to traditional advanced composites fabrication techniques. Fabrication steps were similar for all elastomers and VACUUM-ASSISTED RESIN TRANSFER MOLDING PROCESS fibers employed in this study, with the addition of a primer on the fiberglass when used with siliVacuum-assisted resin transfer molding involves aiding resin flow through a mold by pulling cone rubber. a vacuum at an outlet point as the resin is inserted. For this process a three-part mold was To begin, a rectangular aluminum mandrel with dimensions 35.6 by 17.8 by 12.7 cm (17 by 7 machined from plexiglass. The mold employed top and bottom plates which encapsulated a center by 5 in) was coated with a wax-like release agent (unlike most epoxies, the rubbers for this work section with dog-bone shaped openings (see photograph of mold in Figure 2). All plates were do not adhere well to aluminum, but this procedure protects the relatively fragile “pre-preg” from aligned, clamped together, and sealant applied at possible leaking points. The mold was attached tearing). Then, in preparation for winding, a thin layer of elastomer is applied to the mandrel. As by hoses to a vacuum pump. At the mold inlet, hoses were attached to a container of liquid elasshown in Figure 3, two tows of reinforcing fibers are wrapped circumferentially around the mantomer. Air bubbles had already been removed from the elastomer, using vacuum. At this point drel. The lead or advancement of the fiber placement head is such that consecutive tows were clamps were removed from exit hoses to enable the vacuum to draw the elastomer into the mold. placed side-by-side. The cotton fiber stayed essentially round, but the fiberglass tows spread or The vacuum enhanced the flow of the elastomer through an inserted fiber preform, and out a tube flattened considerably, so the lead or movement of the fiber placement head relative to mandrel at the other end of the mold. This process had the potential to make very high quality, reproducrotation was increased until no tow overlap was observed. Tension of the cotton tows as they ible specimens, but was set aside due to challenging complications. The flowing elastomer were wound around the mandrel was accomplished by passing the fibers through a series of guide caused the fiber preforms to move, and bunch up against the mold outlet. Increasing the preform rings. The friction generated about 9 N (2 lbs.) of tensile force on each tow. The fiberglass tows density decreased fiber movement but impeded flow of the highly viscous elastomers. Additionlaid down better with 22 N (5 lbs.) tensile force. Additional tension was obtained by increasing ally, it was virtually impossible, using the present configuration, to eliminate all voids and bubthe pressure of a plate on the end of the creel on which the fiberglass was stored. bles from the specimens. Since this process is commonly used to make high-quality traditional The elastomer resins were too viscous to use in a regular filament-winding bath, so the resin composite components, these problems are clearly not insurmountable, but the following method was applied to the fibers using a plastic scraper, until all were covered and all crevices were is simpler and better suited to small batch fabrication of fiber-reinforced elastomer. filled. A sheet of teflon-coated porous peel-ply was tightly wrapped around the mandrel and fibers. The teflon-coated cloth does not adhere to the rubber and aids in separation of subsequent FILAMENT WINDING AND LAMINATION PROCESS A more reliable method of making specimens was developed, which can also be used to fabricate fiber-reinforced elastomer applications. The fabrication process involves winding elastomer7 layers. Fibers were again wound circumferentially around the mandrel to form a second layer. This process was repeated until four or five layers of fiber-reinforced elastomeric “prepreg” were 8 completed with each layer only one tow thick. A final sheet of non-porous peel-ply was applied thickness) and measured laminate thickness for each type of specimens, with standard deviations, prior to removal of the mandrel from the filament winder. are presented. Autoclave cure pressure for each material system is also presented, as is a percent Bleeder cloth was wrapped around the mandrel and four flat caul plates, matching the dimen- difference between nominal and measured laminate thicknesses. The actual laminate thickness sions of the mandrel, were placed on the sides. The assembly was vacuum bagged, and a full vac- for the cotton/urethane rubber system, 6.02 mm (0.237 in), is less than the cotton/silicone rubber uum was drawn to remove air bubbles, and to provide pressure that would hold the caul plates in laminate thickness, and is also less than 6.88 mm (0.237 in), the nominal laminate thickness. This place. A representative assembly is shown in Figure 4. difference was partly due to an increase of the autoclave pressure, 345 MPa (50 psi), during the The filament-wound material was cured in an autoclave at 276 MPa (40 psi) and 71° C (160° cure cycle of the cotton/urethane laminate. The twenty five percent higher pressure relative to the F). Pressure and temperature were allowed to ramp up from ambient during the first fifteen min- other laminates, squeezed out excess resin and compressed the somewhat cured (but still soft) utes, held constant for thirty minutes and then returned to ambient levels. Although the silicone prepreg. As the laminate cured, it remained in the thinner state. For the other laminates, differ- and urethane rubbers cure at slightly different rates, the combination of pressure and temperature ences between nominal laminate thickness (four times the prepreg thickness) and the measured during the cure cycle was sufficient to cure both elastomers to a point that the uni-directional laminate thickness were due to liquid rubber being used as an adhesive. The slightly greater “prepreg” could be cut off the mandrel. The added pressure of the autoclave was very beneficial prepreg thickness of the urethane rubber prepregs relative to the silicone rubber prepreg may be in forcing out trapped air and increasing adhesion between fibers and elastomer. Additionally, the due to the higher initial modulus of the urethane rubber matrix. Other factors such as the cured caul plate, under outside pressure, “flattens” the laminae and ensures more uniform layer thick- stage of the elastomer when it is vacuum bagged and autoclaved, and vacuum pump pressure, ness by forcing excess resin to the corners of the mandrel. Examples of resulting unidirectional could also affect the final thickness of the laminate. Standard deviations in thickness of the lami- “prepreg” are shown in Figure 5. nates for each material system were typically less than 10%. Such thickness variations are com- To form a fiber-reinforced elastomer laminate the uni-directional sheets were laid up in the parable to standard composites cured using vacuum bagging. orientation desired, with additional liquid elastomer used as the adhesive between layers. The SPECIMEN PREPARATION laminates were vacuum-bagged and cured in the autoclave using the same cure cycle as used for Dog-bone shaped specimens were cut from the cured FRE laminates. Experimentation the prepreg. In this study all specimens had an angle-ply or (+θ/-θ)2 lay-up, where θ is the ply showed that cutting of the elastomer composites was easier with a sharp utility knife than with a orientation angle and each laminate consisted of four layers. machine, such as a band saw. The soft elastomer tends to deform, producing a jagged edge when A review of lamina and total laminate thicknesses is illustrative of the importance of processing parameters, such as autoclave pressure. In Table 1 prepreg, nominal (four times the prepreg cut with a band saw. Cutting the specimens with a knife, however, entails applying considerable pressure to the laminate. The pressure causes the oriented layers to deform in different directions 9 10 and after a specimen is cut and released, the layers contract differentially to form a non-uniform allowing overlap of adjacent tows by decreasing the filament winder head advancement relative edge. Specimen edges with this problem are shown in Figure 6. This problem was solved by to mandrel rotation. using a water-jet process to cut all specimens into a dog-bone shape. The resulting specimens Because some angle-ply specimens failed by scissoring (shear) along lamina bond-lines, have a very smooth edge in the dog-boned or test region. prepreg layers should be roughened before lamination. Bond-line strength could be further After water-jet cutting, all specimens were post-cured in an oven at 60° C (140° F) for six increased by: 1) reducing the autoclave cure time of the filament wound prepreg for the urethane hours and allowed to cool to room temperature. composites; and, 2) increasing cure cycle times for the silicone prepreg. Inadequate mixing or Representative samples of the test results, including urethane/fiberglass at 45° and silicone/ incomplete curing of the silicone rubber may prevent total polymerization of the rubber constitu- cotton at 60°, are shown in Figure 7. The complete test results are quite extensive and are pre- ents. The oils or constituents left can actually hinder rubber adhesion; hence, new-to-old silicone sented in a separate paper [13]. rubber adhesion is best when the old rubber is fully cured. New-to-old urethane rubber adhesion, on the other hand, is best when the old rubber is not fully cured. A final lesson learned is that the DISCUSSION OF THE FABRICATION PROCESS water-jet process is the preferred procedure for cutting the whole dog-bone specimen from a lamRaw test results from laminated specimens fabricated with the same materials and with the inate. same off-axis angles were consistent, indicating high quality fabrication. The cotton-reinforced Although thickness variations of the prepregs and laminates were acceptable, and comparable silicone and urethane elastomer specimens were fabricated with fiber volume fractions of 52% to typical advanced composite laminates, further improvement is still possible. Thickness variaand 62%, respectively. The fiberglass-reinforced silicone and urethane specimens were fabricated tions could be further reduced by using thicker caul plates, using higher autoclave pressures, and with 12% and 18% fiber volume fractions, respectively. Fiber volume fractions of the cottonmetering the elastomer resin onto the mandrel. reinforced specimens were obtained by counting the number of cotton fiber ends shown, and comparing cotton cross-section area with total cross-section area. Fiber volume fractions of the fiberglass-reinforced specimens were found using the immersion method. Care was taken to avoid air CONCLUSIONS A non-calendering method for fabricating high quality, medium to high fiber volume fraction fiber-reinforced elastomer (FRE) specimens has been demonstrated. Fiber-reinforced elastomer bubbles, which could change volumetric measurements. specimens with fiber volume fractions of 12% to 62% have been fabricated. The manufacturing The lower fiberglass/elastomer fiber volume fractions were due to a decision to not overlap the fiberglass tows, rather than limitations in the fabrication process. Higher fiberglass fiber vol- quality has been verified by prepreg uniformity and tensile tests on fabricated specimens with rep- ume fractions can be obtained by increasing tow tension, which decreases tow spreading, and resentative test results shown. The fabrication method uses a combination of filament winding, standard lamination techniques, autoclave curing, and a knowledge of elastomer cure parameters 11 12 to produce high quality parts. The challenge of fiber-to-elastomer adhesion was overcome by a implied, of the Air Force Office of Scientific Research or the U.S. Government. Distribution State A. Approved for public release. careful choice of fibers and resins, selection of autoclave cure cycle parameters, and application THE AUTHORS of a primer on the fiberglass to aid adhesion to the silicone rubber. Fiber parallelism and straightLarry D. Peel is a Ph.D. candidate in the Mechanical Engineering Department at Brigham Young University with an expected completion date of October 1998. He received his MS in Engineering Mechanics from Virginia Tech in 1991, and a BS in Mechanical Engineering from Utah State University in 1989. He has worked as a structural engineer and is currently a liaison engineer for the Orbital Sciene Corporation on the X-34 Reusuable Launch Vehicle. ness were accomplished by using circumferential windings on a filament winder. The present approach allows any researcher with a working knowledge of advanced composites fabrication skills and common composites fabrication equipment to fabricate FRE specimens and applica- David W. Jensen is the Director of the Center for Advanced Structural Composites, and is an Associate Professor of Civil Engineering at BYU. He received a Ph.D. in Aeronautics and Austronautics Engineering from MIT in 1986. tions. Processing parameters such as autoclave pressure, vacuum pressure, cure stage of the elastomer matrix, and elastomer stiffness also affect adhesion, prepreg thickness, and laminate thickness. Fabricated prepreg and laminate thicknesses were consistent, with variations similar to Koichi Suzumori received an M.S. degree in 1984, and a Ph.D. in 1990, from Yokohama National University in Mechanical Engineering. Since 1984 he has been employed by the Toshiba Corporation. Currently he is a Senior Research Scientist at the Mechanical Systems Laboratory, Research and Development Center, Toshiba Corporation. REFERENCES those observed in typical advanced composite material manufacturing processes. Fiber volume [1] Suzumori, K., “Elastic Materials Producing Compliant Robots,” Robots and Autonomous Systems, 18, 135, (1996). fractions can be adjusted by changing filament winder parameters. Nonlinear material properties from the tests are being used to validate a modified nonlinear [2] Suzumori, K. and Abe, A., “Applying Flexible Micro-actuators to Pipeline Inspection Robots,” Transactions of the IMACS/SICE International Symposium on Robotics, Mechatronics and Manufacturing Systems, Kobe, Japan, 515, (1992). laminated plate model. The complete test results and comparison with the enhanced theory are being reported elsewhere [12-14]. Applications that will be fabricated using the current process are currently under development. [3] Suzumori, K., Iikura, S., Tanaka, H., “Applying a Flexible Microactuator to Robotic Mechanisms,” 1992 IEEE Control Systems, 21, (1992) [4] Suzumori, K., Asaad, S. “A Novel Pneumatic Rubber Actuator for Mobile Robot Bases” IEEE/RSJ International Conference on Intelligent Robots and Systems, 2, 1001, (1996). ACKNOWLEDGMENTS This effort has been sponsored in part by the Air Force Office of Scientific Research, Air Force Materiel Command, USAF, under grant number F49620-95-1-0052, US-Japan Center of Utah. The U.S. Government is authorized to reproduce and distribute reprints for Governmental purposes notwithstanding any copyright notation thereon. The authors also wish to express appreciation for materials and expertise contributed by Dow-Corning, Krayden Incorporated, PPG Industries Incorporated, and Brigham Young University. DISCLAIMER [5] Dohta, Shujiro Kameda, Masakazu Matsushita, Hisashi, “Study on a Pneumatic Rubber Hand with Flexible Strain Sensors”, Fifth Triennial International Symposium on Fluid Control, Measurement and Visualization, Hayama, Japan, 509, (1997). [6] Peel, L.D. and Jensen, D.W., “Fiber-Reinforced Elastomers - Flexible Composites in Japan,” Asian Technical Information Program ATIP 98-001, http:/www.atip.or.jp/, (1998). [7] Krey, J. and Friedrich, K., “Variably Flexible Aramid Fibre Composites with Elastomeric Matrices,” Plastics and Rubber Processing and Applications, 11 (2), (1989). [8] Shonaike, G.O. and Matsuo, T., “Fabrication and Mechanical Properties of Glass Fibre Reinforced Thermoplastic Elastomer Composite,” Composite Structures, 32 (1-4), 445, (1995). The views and conclusions contained herein are those of the authors and should not be interpreted as necessarily representing the official policies or endorsements, either expressed or 13 [9] Kuo, C.-M., Takahashi, K. and Chou T.-W., “Effect of Fiber Waviness on the Nonlinear Elastic Behavior of Flexible Composites,” Journal of Composite Materials, 22, 1004, (1988). 14 [10] Luo, Shen-Yi, Chou and Tsu-Wei, “Finite Deformation and Nonlinear Elastic Behavior of Flexible Composites,” ASME Winter Annual Meeting, Chicago IL, (1988). TABLE 1. Prepreg and laminate thicknesses (± one standard deviation) [11] Philpot, R.J., Buckmiller, D.K. and Barber, R.T., “Filament Winding of Thermoplastic Fibers With an Elastomeric Resin Matrix,” SAMPE Journal, 25 (5), 9, (1989). Material [12] Peel, L.D. and Jensen, D.W., “On the Fabrication of Fiber-Reinforced Elastomers,” Fifth International Conference on Composites Engineering, Las Vegas, Nevada, (1998). Autoclave Cure Pressure [MPa (psi)] Measured Prepreg Thicknessa [mm. (in)] Nominal Laminate Measured Laminate Thickness Difference Thicknessb Thicknessc (%) [mm. (in)] [mm. (in)] Cotton / 345 1.72 ± 0.0389 6.88 6.02 ± 0.277 [13] Peel, L.D. and Jensen, D.W., “The Response of Fiber-Reinforced Elastomers Under Simple Tension,” Center for Advanced Structural Composites, Brigham Young University, submitted to the Journal of Composite Materials, (1998). Urethane (50) (0.0677 ± 0.00153) (0.271) (0.237 ± 0.0109) Cotton / 276 1.63 ± 0.0213 6.53 7.24 ± 0.891 Silicone (40) (0.0642 ± 0.00084) (0.257) (0.285 ± 0.0351 [14] Peel, L.D., Fabrication and Mechanics of Fiber-Reinforced Elastomers, Ph.D. dissertation, Mechanical Engineering Dept., Brigham Young University, in preparation, (1998). Fiberglass / 276 0.859 ± 0.0973 3.43 3.99 ± 0.366 Urethane (40) (0.0338 ± 0.00383) (0.135) (0.157 ± 0.0144) Fiberglass / 276 0.787 ± 0.0594 3.15 4.01 ± 0.315 Silicone (40) (0.0310 ± 0.00234) (0.124) (0.158 ± 0.0124) -14.3 +9.8 +14.0 +21.4 a Average of five thickness measurements of each prepreg, except the cotton/urethane prepreg, which consists of an average of three thickness measurements. b Based on four times measured prepreg thickness. c Twenty-eight thickness measurements of each laminated FRE material system were taken. 15 16 Figure 1. Examples of flexible micro-actuators (Reprinted with permission from Toshiba Corp). Figure 2. Initial fiber-reinforced elastomer mold for the vacuum-assisted RTM process. Figure 3. Filament winding of fiber-reinforced elastomer onto a rectangular mandrel. Figure 4. Schematic of a vacuum-bagged mandrel assembly. Figure 5. Samples of fiber-elastomer “prepreg”. Figure 6. Specimens with jagged edges after being cut with a utility knife. Figure 7. Raw test results for urethane/fiberglass at 45° and silicone/cotton at 60°. 17 18 19 20 VACUUM BAGGING BLEEDER CLOTH PEEL-PLY RIGID CAUL PLATES RECTANGULAR MANDREL FRE FILAMENT WINDINGS (MULTIPLE LAYERS OF FIBER-REINFORCED ELASTOMER SEPARATED BY PEEL-PLY) 21 22 9000 1200 8000 Urethane/Glass 45 7000 Silicone/Cotton 60 1000 800 5000 600 4000 3000 Stress (psi) Stress (kPa) 6000 400 2000 200 1000 0 0.00 0.50 1.00 0 1.50 Strain (mm/mm) 23 24