ANSI/AGMA 2009- B01
December 1998
Revised (Errata) October 2001
Bevel Gear Classification, Tolerances, and
Measuring Methods
Bevel Gear Classification, Tolerances, and Measuring Methods
ANSI/AGMA 2009--B01
(Revision of ANSI/AGMA 2009--A98)
Approval of an American National Standard requires verification by ANSI that the requirements for due process, consensus, and other criteria for approval have been met by the
standards developer.
Consensus is established when, in the judgment of the ANSI Board of Standards Review,
substantial agreement has been reached by directly and materially affected interests.
Substantial agreement means much more than a simple majority, but not necessarily unanimity. Consensus requires that all views and objections be considered, and that a
concerted effort be made toward their resolution.
The use of American National Standards is completely voluntary; their existence does not
in any respect preclude anyone, whether he has approved the standards or not, from
manufacturing, marketing, purchasing, or using products, processes, or procedures not
conforming to the standards.
The American National Standards Institute does not develop standards and will in no
circumstances give an interpretation of any American National Standard. Moreover, no
person shall have the right or authority to issue an interpretation of an American National
Standard in the name of the American National Standards Institute. Requests for interpretation of this standard should be addressed to the American Gear Manufacturers
Association.
CAUTION NOTICE: AGMA technical publications are subject to constant improvement,
revision, or withdrawal as dictated by experience. Any person who refers to any AGMA
technical publication should be sure that the publication is the latest available from the Association on the subject matter.
[Tables or other self--supporting sections may be quoted or extracted. Credit lines should
read: Extracted from ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and
Measuring Methods, with the permission of the publisher, the American Gear
Manufacturers Association, 1500 King Street, Suite 201, Alexandria, Virginia 22314.]
Approved November 2001
ABSTRACT
This standard, for bevel gearing, correlates gear accuracy grades with gear tooth tolerances. It provides information on manufacturing practices as well as gear measuring methods and practices. Annex material provides
guidance on specifying an accuracy grade and information on additional methods of gear inspection.
Published by
American Gear Manufacturers Association
1500 King Street, Suite 201, Alexandria, Virginia 22314
Copyright 1998 by American Gear Manufacturers Association
All rights reserved.
Reprint June 1999
Errata revision November 2001
No part of this publication may be reproduced in any form, in an electronic
retrieval system or otherwise, without prior written permission of the publisher.
Printed in the United States of America
ISBN: 1--55589--794--0
ii
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Contents
Page
Foreword . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iv
1
Scope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2
Normative references . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
3
Symbols, terminology and definitions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
4
Manufacturing and purchasing considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5
Measuring methods and practices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
6
Application of the AGMA classification system . . . . . . . . . . . . . . . . . . . . . . . . . 22
7
Tolerance values . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Tables
1
2
3
4
5
6
Alphabetical table of terms with symbols, by terms . . . . . . . . . . . . . . . . . . . . . . . 2
Alphabetical table of symbols with terms, by symbols . . . . . . . . . . . . . . . . . . . . 3
Reference for methods and tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Gear types and measurement methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Minimum number of measurements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Recommended checking load . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Figures
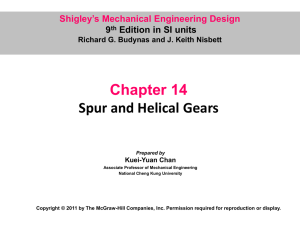
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Tolerance diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Example reference surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Tooth identification terminology from apex end . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Schematic of two probe device . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Schematic of single probe device . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Relationships of single pitch variation, fpt, and total cumulative pitch
variation, Fp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Single pitch variation, fpt, and total cumulative pitch variation, Fp: graphical
data from single probe device . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Single pitch variation, fpt: graphical data from two probe device . . . . . . . . . . 11
Single probe runout check . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Two probe runout check . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Measurement grid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Explanation of V, H and G movements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Runout contact pattern variation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Schematic of bevel gear double flank tester . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Double flank test data -- 12 tooth gear . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Mounting distance and variation measurement . . . . . . . . . . . . . . . . . . . . . . . . . 20
Measurement of tooth thickness by means of a gear tooth caliper . . . . . . . . . 21
Measurement of backlash in a pair of gears by means of a dial indicator . . . 21
Axial movement per 0.025 mm change in backlash . . . . . . . . . . . . . . . . . . . . . 22
Annexes
A
B
C
D
E
F
G
H
CMM measurement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Examples of contact pattern check . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Single flank composite (Method SF) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tolerance tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Gear blank tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tolerance system development and comparison . . . . . . . . . . . . . . . . . . . . . . . .
Example of statistical process control (SPC) application . . . . . . . . . . . . . . . . .
Interpretation of composite data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27
33
37
43
49
51
61
62
Bibliography . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
iii
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Foreword
[The foreword, footnotes and annexes, if any, in this document are provided for
informational purposes only and are not to be construed as a part of ANSI/AGMA Standard
2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
The accuracy grades have been significantly changed from the previous AGMA 390.03a.
The “B” designator has been added to differentiate from previous classification systems.
This standard provides tolerances for different gear accuracy grades from B3 to B10 for
unassembled bevel gears. It further describes methods and practices for measuring the
various gear elements for which tolerances are provided. Applicable definitions are
provided.
The purpose is to provide a common basis for specifying accuracy, and for the procurement
of unassembled gears. It is not a design manual for determining the specific accuracy
grades for a given application. It is not intended for use as a reference in procurement of
enclosed drives.
The AGMA Standard 390.03 was published in 1973 as a consolidation and updating of
several withdrawn AGMA publications, including:
AGMA 235.02 (February, 1966), Information Sheet for Master Gears
AGMA 239.01 (October, 1965), Measuring Methods and Practices Manual for Control
of Spur, Helical and Herringbone Gears
AGMA 239.01A (September, 1966), Measuring Methods and Practices Manual for
Control of Bevel and Hypoid Gears, and parts of
AGMA 236.04(05), Inspection of Fine--Pitch Gears
AGMA 390.02 (September, 1964), Gear Classification Manual originally published as
AGMA 390.01 (1961)
The tolerance source identifier “Q” was added to indicate that the tolerances in 390.03
applied. If Q is not used as a prefix in the quality number, tolerances in AGMA 390.01 and
390.02 applied.
This standard is an update of those sections from AGMA 390.03a for bevel gears only.
Additionally, the formulas have also been developed to derive the tolerances in metric
terms. The spur and helical portions of AGMA 390.03 were removed and updated, and are
now in ANSI/AGMA 2000--A88. The other material in AGMA 390.03a on racks and worms is
not covered here, and is left unchanged in AGMA 390.03a.
ANSI/AGMA 2009--A98 was approved by the AGMA membership in October, 1998, and
approved as an American National standard on December 10, 1998.
ANSI/AGMA 2009--B01 is a correction of ANSI/AGMA 2009--A98. In 2000, an errata
revision of clauses 7.2.3 and 7.2.8 was balloted. This was approved by the AGMA
membership in March 2001, and approved as an American National standard on
November 20, 2001.
Suggestions for improvement of this standard will be welcome. They should be sent to the
American Gear Manufacturers Association, 1500 King Street, Suite 201, Alexandria,
Virginia 22314.
iv
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
PERSONNEL of the AGMA Inspection and Handbook Committee
Chairman Classification Section: E. Lawson . . . . . . . . . . . . Mahr Corporation
Chairman Measuring Methods Section: R.E. Smith . . . . . . R. E. Smith Company
ACTIVE MEMBERS
R.E. Brown . . . . .
J. Clatworthy . . . .
B.L. Cox . . . . . . .
T.C. Glasener . . .
G.G. Grana . . . . .
J. Harrington . . . .
D. Heinrich . . . . .
Caterpillar Inc.
Fassler AG
Lockheed Martin Energy Sys.
Xtek, Incorporated
The Gleason Works
The Gear Works -- Seattle, Inc.
Xtek, Incorporated
B. Hofrichter . . . .
I. Laskin . . . . . . . .
D.A. McCarroll . .
D.R. McVittie . . . .
T. Miller . . . . . . . .
L.J. Smith . . . . . .
Arrow Gear Company
Laskin Residence
ZF Industries
Gear Engineers, Inc.
The Cincinnati Gear Company
Invincible Gear Company
D. Matzo . . . . . . .
W.J. Michaels . . .
K. Mitchell . . . . . .
M. Nanlawala . . .
M. Octrue . . . . . .
T. Okamoto . . . . .
J.A. Pennell . . . . .
A.E. Phillips . . . . .
K.R. Price . . . . . .
R.S. Ramberg . . .
D. Roy . . . . . . . . .
T. Royer . . . . . . . .
V.Z. Rychlinski . .
D.H. Senkfor . . . .
S. Shariff . . . . . .
E. Storm . . . . . . .
L. Tzioumis . . . . .
T. Waldie . . . . . . .
R.F. Wasilewski .
F.M. Young . . . . .
P. Zwart . . . . . . .
Northwest Gears, Inc.
Sundstrand Corporation
Amarillo Gear Company
IITRI/INFAC
CETIM
Nippon Gear Company, Ltd.
Univ. of Newcastle--Upon--Tyne
Rockwell Automation/Dodge
Eastman Kodak Company
The Gear Works -- Seattle, Inc.
General Electric Company
M&M Precision Systems Corp.
Brad Foote Gear Works, Inc.
Precision Gear Company
PMI Food Equipment Group
Case Corporation
Rockwell Automation -- Dodge
Philadelphia Gear Corporation
Arrow Gear Company
Forest City Gear Company
Caterpillar Inc.
ASSOCIATE MEMBERS
M. Antosiewicz . .
M.J. Barron . . . . .
D.R. Choiniere . .
J.S. Cowan . . . . .
B. Cowley . . . . . .
C. Dick . . . . . . . . .
R. Green . . . . . . .
R. Gregory . . . . .
R. Gudates . . . . .
J.S. Hamilton . . .
H. Harary . . . . . . .
G. Henriot . . . . . .
J. Horwell . . . . . .
D. Hoying . . . . . .
S. Johnson . . . . .
T. Klemm . . . . . . .
D.E. Kosal . . . . . .
J. Koshiol . . . . . .
W.E. Lake . . . . . .
A.J. Lemanski . . .
G.A. Luetkemeier
The Falk Corporation
Gear Motions, Inc.
Profile Engineering, Inc.
Eaton Corporation
Mahr Corporation
The Horsburgh & S. Company
Eaton Corporation
Gear Products, Inc.
Fairfield Manufacturing Co., Inc.
Regal--Beloit Corporation
NIST
Henriot Residence
Brown & Sharpe Mfg. Corp.
M&M Precision Systems Corp.
The Gear Works -- Seattle, Inc.
Liebherr
National Broach & Machine Co.
Columbia Gear Corporation
MV Precision
Penn State University
Rockwell Automation/Dodge
v
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
(This page is intentionally left blank.)
vi
AMERICAN NATIONAL STANDARD
American National Standard --
Bevel Gear
Classification,
Tolerances, and
Measuring Methods
1 Scope
This standard establishes a classification system
which may be used to communicate geometrical
accuracy specifications of unassembled bevel gearing. It provides a designation system for accuracy of
bevel gears and gear pairs. It also provides
information on measuring methods and practices.
This standard provides the gear manufacturer and
the gear buyer with a mutually advantageous
reference for uniform tolerances. Eight accuracy
grades are defined in this standard, numbered B3
through B10, in order of decreasing precision.
1.1 Equations for tolerances
Equations for tolerances and their ranges of validity
are provided in 7.2 for the defined accuracy of
gearing. In general, these tolerances cover the
following ranges:
0.2 ≤ mmn ≤ 50
ANSI/AGMA 2009--B01
1.2 Tolerance tables
Tolerance tables are provided in annex D for those
who prefer to use tables rather than computations for
the values of the tolerances that define the accuracy
of gearing. These tables are calculated from the
equations in 7.2.
1.3 Measuring methods and practices
Measuring methods and practices are included to
promote uniform measurement procedures (see
clause 5). These methods permit the user to conduct
measuring procedures which are accurate and
repeatable to a degree compatible with the specified
accuracy. Experienced personnel, with calibrated
instruments in suitable surroundings, are required.
1.4 Exceptions
This standard does not apply to enclosed gear unit
assemblies, including speed reducers or increasers,
gear motors, shaft mounted reducers, high speed
units, or other enclosed gear units which are
manufactured for a given power, speed, ratio or
application.
Gear design is beyond the scope of this standard.
The use of the accuracy grades for the determination
of gear performance requires extensive experience
with specific applications. Therefore, the users of
this standard are cautioned against the direct
application of tolerance values to a projected performance of unassembled (loose) gears when they are
assembled. Refer to the latest AGMA Publications
Index for applicable standards.
NOTE: Tolerance values for gears outside the limits
stated in this standard should be established by determining the specific application requirements. This may
require setting a tolerance smaller than calculated by
the formulas in this standard.
5 ≤ z ≤ 400
5 mm ≤ dT ≤ 2000 mm
2 Normative references
where
dT
is tolerance diameter (see 3.2);
mmn is mean normal module;
z
is number of teeth.
See clause 4 for required and optional measuring
methods.
The following standards contain provisions which,
through reference in this text, constitute provisions of
this American National Standard. At the time of
publication, the editions indicated were valid. All
standards are subject to revision, and parties to
agreements based on the American National Standard are encouraged to investigate the possibility of
1
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
applying the most recent editions of the standards
listed.
ANSI/AGMA 1012--F90, Gear Nomenclature,
Definitions of Terms with Symbols
definitions of geometric, measurement and tolerance terms related to gearing, see ANSI/ AGMA
1012--F90 and ANSI/AGMA 2005--C96.
NOTE: Some of the symbols and terminology contained in this document may differ from those used in
other documents and AGMA standards. Users of this
standard should assure themselves that they are using
the symbols, terminology and definitions in the manner
indicated herein.
ANSI/AGMA 2000--A88, Gear Classification and
Inspection Handbook -- Tolerances and Measuring
Methods for Unassembled Spur and Helical Gears
(Including Metric Equivalents)
3.1 Fundamental terms and symbols
3 Symbols, terminology and definitions
The symbols, terminology and definitions pertaining
to the tolerances and inspection of bevel gear teeth
are listed here for use in this standard. For other
The terminology and symbols used in this standard
are listed alphabetically by term in table 1, and
alphabetically by symbol in table 2. To convey the
maximum amount of information, however, the
names of several terms have been rearranged so the
principle characteristics will be grouped together.
Table 1 -- Alphabetical table of terms with symbols, by terms
Symbol
B
ham
Rm
Re
Fp
FpT
Fpk
dT
fidT
FidT
Fx
mmn
met
z2
z1
δ2
δ1
dm2
dm1
α
Fr
FrT
fisT
FisT
fpt
fptA
Fs
βm
fid
2
Terms
Accuracy grade
Addendum, mean
Cone distance, mean
Cone distance, outer
Cumulative pitch variation, total
Cumulative pitch variation tolerance, total
Cumulative pitch variation within a sector of k pitches
Diameter, tolerance
Double flank composite tolerance, tooth--to--tooth
Double flank composite tolerance, total
Index variation
Module, mean normal
Module, outer transverse
Number of teeth, gear
Number of teeth, pinion
Pitch angle, gear
Pitch angle, pinion
Pitch diameter, mean, gear
Pitch diameter, mean, pinion
Pressure angle
Runout variation, total
Runout tolerance
Single flank composite tolerance, tooth--to--tooth
Single flank composite tolerance, total
Single pitch variation
Single pitch variation, allowable
Spacing variation
Spiral angle, mean
Tooth--to--tooth variation, double flank
Where
first used
1.0
3.2
3.2
3.2
5.2
7.2.2
5.2.4
3.2
7.2.4
7.2.5
5.2
3.2
3.2
1.1
1.1
3.2
3.2
3.2
3.2
5.8.4
5.3
7.2.3
7.2.6
7.2.7
5.2
7.2.1
5.2
3.2
5.6.3
(continued)
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Table 1 (concluded)
Symbol
Terms
fis
Tooth--to--tooth variation, single flank
Fid
Total composite variation, double flank
Fis
Total composite variation, single flank
pm
True position pitch
hkm
Working depth, mean
Characteristic symbols as subscripts:
A
Allowable variation
T
Tolerance
1
Pinion
2
Gear
Table 2 -- Alphabetical table of symbols with terms, by symbols
Symbol
B
dm1
dm2
dT
Fid
FidT
Fis
FisT
Fp
Fpk
FpT
Fr
FrT
Fs
Fx
fid
fidT
fis
fisT
fpt
fptA
ham
hkm
met
mmn
Re
pm
Rm
z1
z2
α
βm
δ1
δ2
Where
first used
Annex H
5.6.3
Annex H
5.2.2.1
3.2
Terms
Accuracy grade
Pitch diameter, mean, pinion
Pitch diameter, mean, gear
Diameter, tolerance
Total composite variation, double flank
Double flank composite tolerance, total
Total composite variation, single flank
Single flank composite tolerance, total
Cumulative pitch variation, total
Cumulative pitch variation within a sector of k pitches
Cumulative pitch variation tolerance, total
Runout variation, total
Runout tolerance
Spacing variation
Index variation
Tooth--to--tooth variation, double flank
Double flank composite tolerance, tooth--to--tooth
Tooth--to--tooth variation, single flank
Single flank composite tolerance, tooth--to--tooth
Single pitch variation
Single pitch variation, allowable
Addendum, mean
Working depth, mean
Module, outer transverse
Module, mean normal
Cone distance, outer
True position pitch
Cone distance, mean
Number of teeth, pinion
Number of teeth, gear
Pressure angle
Spiral angle, mean
Pitch angle, pinion
Pitch angle, gear
3
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
3.2 Definitions
The mean normal module, mmn, is the ratio of the
pitch diameter in millimeters to the number of teeth in
a normal plane at the mean cone distance.
R
m mn = m m et cos β m
Re
...(1)
These values can be obtained from the
manufacturing summary sheet or by calculations
shown in ANSI/AGMA 2005--C96 or in ISO 10300.
4 Manufacturing and purchasing
considerations
where
Rm
is mean cone distance;
Re
is outer cone distance;
met
is outer transverse module;
βm
is mean spiral angle.
This standard provides classification tolerances and
measuring methods for unassembled gears. This
clause presents considerations for control of the
various phases of manufacturing, including the
recommended methods of measurement control.
A reference gear is a gear of known accuracy and is
designed specifically to mesh with the gear to be
inspected for composite variation.
The tolerance diameter, dT, is the diameter where
the mean cone distance and the midpoint of the
working depth intersect. The mean cone distance,
Rm, is the distance from the apex of the pitch cone to
the middle of the face width (see figure 1). The
midpoint of the mean working depth is one half the
depth of engagement of the two gears at the mean
cone distance.
Outer cone
distance
Half working depth at
mean cone distance
Inner cone
distance
Tolerance
diameter
Figure 1 -- Tolerance diameter
d T1 = d m1 + 2 0.5 h km − h am2 cos δ 1
...(2)
d T2 = d m2 − 2 0.5 h km − h am2 cos δ 2
...(3)
where
dm1, 2 is mean pitch diameter (pinion, gear);
is mean working depth;
ham2 is mean addendum of the gear;
δ1, 2
4
is pitch angle (pinion, gear).
Some design and application considerations may
warrant measuring or documentation not normally
available in standard manufacturing processes.
Specific requirements are to be stated in the
contractual documents.
In the previous classification system (AGMA
390.03a), higher AGMA Quality Numbers designated higher precision. In this standard, lower
AGMA accuracy grades designate higher precision
in order to be consistent with international standards.
To avoid confusion, the designator “B” shall be used
when specifying accuracy grades from this
standard.
4.1 Manufacturing certification
Certification of variations in accordance with the
gear’s specific AGMA accuracy grade and inspection charts or data can be requested as part of the
purchase contract.
Mean cone distance
hkm
These methods provide the manufacturer and
purchaser with recommendations for verifying the
accuracy of a manufactured product, as well as
information relative to the interpretation of measurement data.
The manufacturing of gearing to a specified accuracy may or may not include specific measurements.
When applications warrant, detailed specific
measurements, data analysis, and additional considerations may be necessary to establish acceptance criteria for a gear. The specific methods of
measurement, documentation of accuracy grade,
and other geometric tolerances of a gear are
normally considered items which are to be mutually
agreed upon between manufacturer and purchaser.
For information on the use of statistical process
control (SPC), see annex G.
AMERICAN NATIONAL STANDARD
NOTE: Specifying an AGMA accuracy grade or measurement criteria that requires closer tolerances than
required by the application may increase the cost
unnecessarily.
4.2 Process control
Process control is defined as the method by which
gear accuracy is maintained through control of each
individual step of the manufacturing process. Upon
completion of all manufacturing operations, a specific gear has been given an inherent level of
accuracy; this level of accuracy was established
during the manufacturing process, and it is totally
independent of any final inspection.
Process control includes elements such as
manufacturing planning, maintenance of machine
tools, cutting tool selection and maintenance, heat
treatment control, and quality assurance programs,
as needed, to achieve and maintain the necessary
gear quality.
When properly applied, gears
manufactured by specific control techniques will be
found to be of very uniform quality. Therefore, little or
no final inspection may be necessary for a gear,
particularly in some classification levels; assurance
of the necessary accuracy having been built--in
through careful manufacturing control at each step.
ANSI/AGMA 2009--B01
NOTE: Documentation may be deemed unnecessary
for products manufactured under process control when
inspection records are not specified in the purchase
contract.
With proper application of process control, relatively
few measurements may be made on any one gear.
For example, tooth size may be evaluated by a
measurement on only two or three sections of a
given gear. It is assumed that these measurements
are representative of all the teeth on the gear. Gears
made in production quantities may be inspected at
various steps in their manufacturing process on a
statistical basis. Thus, it is possible that a specific
gear can pass through the entire production process
without ever having been measured. However,
based on appropriate confidence in the applied
process control, the manufacturer of that gear must
be able to certify that its quality is equal to those
gears that were measured.
4.3 Measurement methods
Gear geometry may be measured by a number of
alternate methods as shown in table 3. The selection
of the particular method depends on the magnitude
of the tolerance, the size of the gear, the production
quantities, equipment available, accuracy of gear
blanks and measurement costs.
Table 3 -- Reference for methods and tolerances
Method designator1)
Elemental
PV
AP
RO
CM
Composite3)
VH
DF
SF
Size4)
TC
TM
TB
Location of
description (clause)
Location of
tolerance (clause)
5.2
5.2
5.3
5.4
7.2.1
7.2.2
7.2.3
----
Tooth contact pattern (V & H)
Double flank composite
Single flank composite
5.5
5.6
Annex C
---7.2.4 and 7.2.5
7.2.6 and 7.2.7
Tooth thickness by caliper
Tooth thickness by CMM 2)
Tooth thickness by backlash
5.8.1
5.8.2
5.8.3
----------
Measurement description
Single pitch variation
Cumulative pitch variation
Runout
Tooth form by CMM 2)
NOTES:
1) Letter symbols used for measurement identifications are the same as those used in tables 4 and 5.
2) CMM means coordinate measuring machine.
3) Measured with reference or mating gear.
4) Measurement methods are given in this standard, tolerances are beyond the scope
5
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
The manufacturer or the purchaser may wish to
measure one or more of the geometric features of a
gear to verify its accuracy grade. However, a gear
which is specified to an AGMA accuracy grade must
meet all the individual tolerance requirements applicable to the particular accuracy grade and size as
noted in tables 4 and 5. Unless otherwise specified,
all measurements are taken and evaluated at the
tolerance diameter, dT, as specified in 3.2.
Normally the tolerances apply to both sides of the
teeth unless only one side is specified as the loaded
side. In some cases, the loaded side may be
specified to a higher accuracy than the nonloaded or
minimum--loaded side; if applicable, this information
is to be specified on the gear engineering drawing
(see 4.4.6).
Table 4 -- Gear types and measurement methods
Tooth size
Coarse (>1.3 module)
Fine (≤1.3 module)
Gear accuracy Minimum acceptable
Alternative methods3)
grade1)
method 2), 3)
Low (B9--B10)
RO, VH, TC
PV, AP, VH, TB, or VH, SF, TB, or
VH, DF, TB or PV, AP, CM, TM
Med (B5--B8)
PV, RO, VH, TB
PV, AP, VH, TB or PV, AP, CM, TM,
or VH, SF, TB
High (B3--B4)
PV, AP, VH, TB
PV, AP, CM, TM or VH, SF, TB
All
VH, DF, TB
(PV, AP, CM, TM) 4) or VH, SF, TB
NOTES:
1) Noise control requires good conjugacy of tooth form. Good control of CM, VH, or SF (tooth--to--tooth) is necessary.
Alternative method VH, SF, and TB is highly recommended.
2) Letter symbols used for measurement identifications are the same as those used in tables 3 and 5.
3) Alternative methods may be used in place of minimum acceptable methods.
4) Limited by availability of small probes.
Table 5 -- Minimum number of measurements
Method designator 1)
Elemental
PV: Single pitch variation
AP: Cumulative pitch variation
RO: Runout
CM: Tooth form by CMM
Composite
VH: Tooth contact pattern
DF: Double flank composite
SF: Single flank composite
Size
TC: Tooth thickness by caliper
Typical measuring method
Minimum number
of measurements
Two probe
Single probe
Two probe
Single probe
Ball probe
Single probe--index
Double flank composite action
CMM special software
All teeth
All teeth
All teeth
All teeth
All teeth
All teeth
All teeth
3 teeth approximately equally
spaced
Roll test machine
Double flank tester
Single flank tester
All teeth
All teeth
All teeth
Tooth caliper
2 teeth approximately equally
spaced
3 teeth approximately equally
spaced
3 teeth approximately equally
spaced
TM: Tooth thickness by CMM
CMM special software
TB: Tooth thickness by backlash
Roll test machine
NOTE:
1) Letter symbols used for measurement identifications are the same as those used in tables 3 and 4.
6
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
When prior agreement between the manufacturer
and purchaser specifies measurement of gears, the
manufacturer may select:
-- the measurement method to be used from
among the applicable methods described in this
standard and summarized in table 4;
-- the piece of measurement equipment to be
used by the selected measurement method,
provided it is in proper calibration;
-- the individual teeth to be measured, as long
as they are approximately equally spaced and
meet the minimum number required by the
method as summarized in table 5.
NOTE: This standard provides tolerances for unassembled gears. The measurement of gearing mated in
an assembly for a specific application is beyond the
scope of this document.
4.3.1
Recommended measurement control
methods
The recommended methods of measurement control for each AGMA accuracy grade and type of
measurement are listed in tables 4 and 5.
NOTE: No particular method of measurement or documentation is considered mandatory unless specifically
agreed upon between manufacturer and purchaser.
When applications require measurements beyond
those recommended in this standard, special measurement methods must be negotiated prior to manufacturing the gear.
4.4 Additional considerations
When specifying the quality of a gear, there are
additional or special considerations that must be
reviewed. These considerations may include items
such as:
--
backlash allowances in tooth thickness;
--
materials furnished by the purchaser;
--
matching gears as sets;
--
reference gears for composite measurement;
--
replacement gearing;
--
modified AGMA accuracy grade;
patterns
An individual gear does not have backlash. Backlash is only present when one gear mates with
another. The backlash of a gear set is based on the
tooth thickness of each member in mesh, as well as
the mounting distance at which the gears are
assembled. The functional backlash is dependent
on the tolerances on tooth thickness, runout, tooth
geometry and mounting distance.
The methods of determining the backlash required
for individual applications are beyond the scope of
this standard (for additional information see ANSI/
AGMA 2005--C96). Backlash is affected by the
mounting distance on which unassembled gears will
be operated; the tolerance on mounting distance is
generally toward increasing backlash. See also
5.8.3.
4.4.2 Material furnished by the purchaser
When heat treating operations are required, the gear
manufacturer shall assume the responsibility for the
final quality only when the material furnished is in
accordance with the agreed upon material specifications.
4.4.3 Matching gears as sets
Matched sets can be provided, usually at extra cost,
and are required in many applications. In such a
case, the purchaser must agree on the details of the
additional specifications concerning how the matching is to be performed and verified. Applications
requiring high accuracy gearing may necessitate the
matching, or modifying, of pinion and gear profiles
and spiral angles such that the matched set is
satisfactory for the application.
NOTE: This standard provides tolerances for unassembled gears only. The inspection of gearing mated in
an assembly for a specific application is beyond the
scope of this standard. The matching process for such
gears sold as pairs assumes greater importance than
the individual absolute measurements.
4.4.4 Reference gears for composite action tests
-- mounting distance and backlash markings on
gear and pinion;
-- record of tooth contact
photographs, transfer tapes, etc.
4.4.1 Backlash
by
The listed items and other special considerations are
to be reviewed and agreed upon by the manufacturer
and purchaser.
When a composite check is specified, a reference
gear becomes necessary. The design, accuracy,
AGMA accuracy grade validation procedure and
cost of a reference gear must be negotiated between
the manufacturer and purchaser.
A specific
reference gear is required for each different production gear design.
7
ANSI/AGMA 2009--B01
4.4.5 Modified AGMA accuracy grade
Conditions may require that one or more of the
individual elements or composite tolerances be of a
lower or higher accuracy grade than the other
tolerances. In such cases, it is possible to modify the
accuracy grade to include an accuracy grade for
each gear element or composite tolerance.
4.4.6 Additional criteria
Gear blank dimensions supplied by the purchaser
must be mutually agreed upon to permit the gear
manufacturer to hold the tolerances for the specified
accuracy grade. See annex E.
Considerations for certain gearing applications may
require a high degree of accuracy in the angular
position of the teeth. For such applications, a
specification of the allowable amount of index
variation must be established in addition to the
accuracy grade shown herein.
4.5 Acceptance criteria
The tolerances, methods and definitions contained
in this standard prevail unless contractual agreements between the manufacturer and purchaser
contain specific exceptions.
4.5.1 Evaluation of accuracy grade
The overall accuracy grade of a gear is determined
by the largest accuracy grade number measured for
any toleranced parameter specified for the gear by
this standard.
5 Measuring methods and practices
This clause describes the recommended methods
and practices used for the measurement of bevel
gears. Practices and measurement methods are
included which are recognized and accepted
throughout the gear industry as being reliable.
These methods can provide accurate and repeatable measurements of the particular accuracy when
correctly applied. Unless otherwise specified, all
measurements are taken and evaluated at the
tolerance diameter, dT, as specified in 3.2. Experienced personnel, using calibrated instruments in a
suitable environment, are required.
Bevel gear practice is different from spur and helical
gears regarding the measurement of tooth shape.
8
AMERICAN NATIONAL STANDARD
Spur and helical gears can be inspected for involute
and tooth alignment (lead) as a measure of tooth
form. Such discrete elemental measurements of
bevel gears are not typical, although sophisticated
CMM technology is available and is in use by some
manufacturers. This technology requires suitable
software and careful procedures; the alternative,
which is more common, is to inspect the tooth shape
with contact pattern testing. Either method -- CMM
measurement or contact pattern testing -- involves
some subjective judgement that must be made only
with qualified personnel.
Guidelines to measurement options:
a. individual gears:
-- single pitch and cumulative pitch variation;
--
runout;
-- tooth thickness: gear tooth calipers or
CMM;
-- tooth form: CMM (topographical mapping).
b. matched gear pairs (normally lapped):
--
do above tests as individual gears first;
--
tooth contact pattern;
--
backlash;
--
composite single flank.
c. individual gears matched to reference mating
gears:
--
do above tests as individual gears first;
--
tooth contact pattern;
--
tooth thickness by backlash;
--
composite double flank: fine pitch only;
--
composite single flank: all pitches.
NOTE: No particular method of measurement or documentation is considered mandatory unless specifically
agreed upon between manufacturer and purchaser.
When applications require measurements beyond
those recommended in this standard, special methods
must be negotiated prior to manufacturing the gear.
5.1 Measuring practices
All gears are manufactured to an inherent level of
accuracy by the specific process control in use (see
4.2). When measurement is specified, it may be
done with a number of alternate methods. The
selection of the particular method depends on the
magnitude of the tolerance, the size of the gear, the
production quantities, equipment available, accuracy of gear blanks and measurement costs (see
4.3).
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
5.1.1 Statistical sampling
Production quantities, available equipment, labor
and measurement costs may influence the choice
toward statistical sampling methods. If measurement by statistical sampling is chosen, the particular
sampling plan shall be negotiated between
manufacturer and purchaser.
For further
information, see ANSI/ASQC Z1.4 (1993).
be the datum axis of rotation established by the
bearing support surfaces of the shaft.
5.1.3.3 Reference identification of tooth data
When viewing the gear from the apex end (see figure
2), the teeth shall be numbered for identification in a
clockwise direction from a datum tooth (k = 1, 2, 3 ...
etc.). Then the following terminology is valid for
identification of tooth data (see figure 3):
NOTE: Statistical sampling involves careful planning
for the specific method of measurement (what is to be
measured and on which equipment), how the measurement results are to be recorded, how many samples are
to be taken (measurement frequency) and how the
resulting data is to be analyzed.
Datum tooth
Right side
Left side
k=1
k=2
5.1.2 First piece measurement
On small quantities of parts, first piece measurement
with process control for subsequent parts may be
applied to reduce measurement costs and assure a
given level of accuracy.
5.1.3 Measurement data references
Figure 3 -- Tooth identification terminology
from apex end
5.1.3.1 Reference surfaces
The terms right (top) or left (bottom) side are the
surfaces bounding a tooth when this tooth is viewed
with its tip above its root.
To facilitate the machining, measurement and
assembly of a gear, the radial and axial reference
surfaces need to be clearly indicated on the
manufacturing drawings (see figure 2).
5.2 Single pitch variation, fpt, (method PV),
cumulative pitch variation, Fp (method AP) and
index variation, Fx
Face cone
Radial
reference
surface
Apex end
Bore
diameter
(reference
surface)
Axial
reference
surface
Datum of
rotation
Figure 2 -- Example reference surfaces
5.1.3.2 Reference axis
The reference axis for a gear with a bore shall be the
datum axis of rotation established relative to the
bore. The reference axis for a gear with a shaft shall
Single pitch variation, cumulative pitch variation and
index variation are elemental parameters relating to
the accuracy of tooth locations around a gear.
NOTE: Spacing variation, Fs, is the difference between
two adjacent single pitch variations. It in itself, does not
provide important information toward determination of
functional performance. AGMA, or other standards
such as ISO, do not provide tolerances for this
parameter.
The following is a description of the measuring
methods and a guide to the interpretation of data
generated by the measuring devices.
Measurements for determining single pitch variation, cumulative pitch variation, and index variation
are made:
--
at the tolerance diameter;
--
relative to the gear datum axis of rotation;
-- tangent to the tolerance diameter in the plane
of rotation.
Sequential tooth flanks in both directions of rotation
are to be used for pitch measurements. However, if
the specific operating direction of the gear is known,
9
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
in some cases only the loaded flanks need to be
measured. Measurement requirements are to be
agreed upon by the manufacturer and purchaser.
5.2.1 Basic devices for single pitch variation,
cumulative pitch variation and index variation
measurement
Two common types of devices are commonly
available for measuring single pitch variation, cumulative pitch variation and index variation:
gear to the theoretical position relative to a datum
tooth (see figure 5). A single probe, on a precision
slide mechanism, is brought into contact with the first
datum and each successive tooth flank around the
gear. The readings from this series of measurements are recorded as the actual value of index
variation from the theoretically correct position
relative to the datum tooth.
-- two probe device: compares adjacent pitches
around a gear. See figure 4.
-- single probe device: determines the actual
location of each tooth around the gear (index
variation). See figure 5.
The values of single pitch variation, cumulative pitch
variation and index variation can be determined by
either of these measuring devices with suitable
calculations. However, the single probe device is
normally preferred for better accuracy (see ANSI/
AGMA 2000--A88, annex E).
Datum
circle
Figure 4 -- Schematic of two probe device
5.2.2 Use and interpretation of the single probe
device
5.2.2.1 Single pitch variation, fpt
A high precision indexing device, such as an index
plate, circle divider, optical or electronic encoder or
polygon and auto collimator is used to index the test
The difference between successive measurements
determines the individual values of single pitch
variation, fpt. See figures 6 and 7.
Index mechanism
--Fx
Datum circle
Index readings (Fx)
+Fx
Dash lines represent
theoretical location
Figure 5 -- Schematic of single probe device
10
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
A
B
C
D
E
F
G
A
0
+2
+2
+4
--2
0
--2
0
Position
Theoretical
Actual
Index Variation
Single probe method
A
Index variation,
Fx
A
0
B
+2
C
+2
D
+4
6
E
--2
F
0
G
--2
A
0
Total cumulative
pitch variation
Fp = 6
}
Two probe method
B
Diff. between
readings in
column A
Single pitch
variation, fpt
C
Diff. between
adj. pitches
Spacing variation,
Fs
B minus A +2
C minus B
0
D minus C +2
E minus D --6
F minus E +2
G minus F --2
A minus G +2
Max single
pitch variation
fpt = --6
2
2
8
8
4
4
0
Max spacing
variation
Fs = 8
D
Teeth
A to B
B to C
C to D
D to E
E to F
F to G
G to A
N=7
Readings
0
--2
0
--8
0
--4
0
--14 Sum
pm = --2 Avg.
E
Diff. between
adj. pitches
F
Readings
minus average
G
Spacing
variation, Fs
Single pitch
variation, fpt
2
2
8
8
4
4
0
Max spacing
variation
Fs = 8
+2
0
+2
--6
+2
--2
+2
Max single
pitch variation
fpt = --6
Index variation,
Fx
0 Ref.
+2
+2
+4
6
--2
0
--2
0
Total cumulative
pitch variation
Fp = 6
}
Figure 6 -- Relationships of single pitch variation, fpt, and total cumulative pitch variation, Fp
5.2.2.2 Total cumulative pitch variation, Fp
The algebraic difference between minimum and
maximum index readings is total cumulative pitch
variation, Fp. See figures 6 and 7.
Index variation, Fx
+
--fpt
Fp
0
+fpt
-1 2 3 4 5 6 7 8 9 10
Tooth number
Figure 7 -- Single pitch variation, fpt, and total
cumulative pitch variation, Fp: graphical data
from single probe device
Gears can also be measured in the above described
manner with a coordinate measuring machine
(CMM) with suitable software. This often will include
use of a rotary axis with an encoder--controlled
index.
5.2.3 Use and interpretation of the two probe
device
The two probe device can be hand held, bench or
floor mounted. The two probe method involves a
device which has one fixed probe contacting the
flank at the tolerance diameter. The second probe,
which is either a mechanical or an electronic
indicator, contacts the adjacent tooth flank at the
tolerance diameter (see figure 4). As the gear is
rotated around its datum axis, the two probe device
is moved in and out on a precision slide and stop and
indicates successive pitches.
5.2.3.1 Single pitch variation, fpt
The readings taken by a two probe device are
summed together and divided by the number of
teeth. This yields the true position pitch, pm. The
theoretical pitch is then subtracted from each actual
pitch reading to obtain the plus and minus values of
single pitch variation, fpt. See figures 6 and 8.
11
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
5.3.2.2 Out--of--roundness
Indicator readings
+
+fpt
0
p
--fpt m
--
1--2 2--3 3--4 4--5 5--6 6--7 7--8 8--9 9--10 10--1
Pairs of adjacent teeth
Figure 8 -- Single pitch variation, fpt: graphical
data from two probe device
5.2.3.2 Total cumulative pitch variation, Fp
Out--of--roundness is the irregular radial variation
from a datum surface in a given plane of rotation, and
is exclusive of eccentricity.
Out--of--roundness may be caused by errors in
machine tools, cutting tools, lack of rigidity in setup,
hardness variation in the gear blank or heat treat
distortion.
5.3.3 Runout measuring methods
Runout of gear teeth may be measured by a
specified probe such as a ball or cone and is
perpendicular to the datum surface. For bevel gears,
this is perpendicular to the pitch cone at the
tolerance diameter. This measurement, however, is
influenced by both axial and radial runout. See figure
9. Eccentricity can also be measured by a two probe
or a 180° test. See figure 10 and 5.3.3.2.
The single pitch variations, fpt, may be successively
summed (observing algebraic signs) to obtain the
values of index variation for each tooth. Total
cumulative pitch variation, Fp, is the sum of the
maximum negative index variation subtracted from
the maximum positive index variation.
The
maximum variation has no plus or minus sign. See
figure 6.
5.3 Runout of teeth (Method RO)
Runout
Gear Axial
Runout, Fr, is the total variation of the distance
between a datum surface(s) and an indicated
surface(s). To be meaningful, the datum surface(s)
and the indicated surface(s) must be specified.
Typical runout types are axial and radial.
Runout
5.3.1 Form of axial runout
Axial runout (wobble) exists when the axes of
rotation of the datum surface and the indicated
surface are not parallel. This is generally measured
in a direction parallel to the axis of rotation of an
indicated surface from a datum surface.
5.3.2 Forms of radial runout
Radial runout is formed by variations in the distance
perpendicular to the axis of rotation between the
indicated surface and the datum surface. Eccentricity and out--of--roundness are components of radial
runout.
5.3.2.1 Eccentricity
Eccentricity is a principle contributor to radial runout.
It is often caused by the difference in centers used
during cutting and running (or testing), by distortions
in mounting, or both.
12
Pinion Radial
Figure 9 -- Single probe runout check
Runout measurements may include effects from the
following:
-- eccentricity of the datum circle relative to the
datum axis;
--
out--of--roundness of the datum circle;
-- axial runout (wobble) of the gear blank
relative to the datum axis of rotation;
--
tooth alignment variation;
--
profile variation;
--
pitch variation;
--
tooth thickness variation.
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
NOTE: When checking bevel gears where the opposite
sides of the teeth have been cut by different machine
setups, the single probe ball check is not valid. The two
probe, 180° test must be used. The tolerance only
applies to radial runout as defined in 5.3.2. Measurements in other axes must be either corrected or agreed
upon in order to use the tolerances.
b. Minimum requirement is to take 4 readings at
90°.
-- the difference between the high reading
and the low reading is taken to be the runout;
-- the average of the four (4) readings is
used to determine the size.
5.3.3.2 Two probe check
Runout
(2X eccentricity)
Fixed
stop
4X
eccentricity
(2X runout)
Figure 10 -- Two probe runout check
5.3.3.1 Ball probe test
The ball probe is used by various manufacturers to
measure runout, size or both.
Ball probe readings that stay within normal variations
can be used to control the process. It is recommended that a statistical process control (SPC) chart
be used to determine normal variation and control
limits. When the process drifts or goes out of control,
elemental checks must be made to determine which
parameter is causing the improper condition. It is
important to remember that the ball probe test is
influenced by many parameters (see 5.3.3).
Before using the ball probe test in production, the
gage reproducibility and repeatability must be studied to determine if the gage is capable of providing
meaningful information. In the study the teeth must
be randomly chosen as would be the case in
production. The runout information is based on a
single reading and the size is based on an average of
several readings. As a result, the gage will show
more capability on size than on runout.
Guidelines for process control:
a. The best method is to sequentially measure
all teeth.
-- the high--to--low can be taken as runout,
but this may not be sinusoidal, or eccentricity;
-- the average of all readings is used to
determine the size.
Runout of bevel gears, as caused by eccentricity,
can be measured by two probes, one fixed and the
other free to move, positioned on diametrically
opposite sides of the gear to make contact with the
corresponding profiles approximately 180° apart at
mid--face and readings are taken in the plane of
rotation. Runout of other forms cannot be reliably
measured by this method. The difference of range
between the highest and lowest readings of the dial
indicator represents twice the runout when making a
check of one complete revolution. Therefore, the
total indicator reading should be divided by 2 before
applying the tolerance. See figure 10.
5.4
Tooth flank measurement by CMM
(coordinate measuring machine): (Method CM)
Bevel pinion and gear tooth flank shape may be
defined mathematically and subsequently measured by a suitable CMM with associated special
software. This measurement technique produces
analytical results analogous to the elemental measurements for spur and helical gears. The generally
accepted procedure for bevel gear CMM measurement is to mathematically define the theoretical flank
shape in three dimensions, measure a set of
individual points with a suitable CMM with
associated special software, output the results in a
numerical format with a corresponding topological
graph, then compare the actual measured and
theoretical surfaces. This measurement technique
may be applied to soft (non--heat treated) and hard
(heat treated) bevel pinions and gears, and is useful
for manufacturing corrections, heat treat distortion
evaluations, fitness--for--use decisions, etc.
5.4.1 Coordinate measurement of bevel pinion
and gear tooth flank geometry
The CMM system includes the hardware, software
and the procedure for interpretation of measured
data. The CMM must be calibrated by a certified and
approved method and must have a suitable environment. The software must be compatible with the
coordinate data provided by the gear engineer. The
measurement personnel must be experienced with
proper training.
13
ANSI/AGMA 2009--B01
5.4.2 Bevel pinion and gear tooth flank form
geometry definition
AMERICAN NATIONAL STANDARD
Bevel pinion and gear tooth flank form geometry is
traceable only to the motions of the specific machine
system that produced the tooth shape.
surement time, and the location of the points must
measure as large an area as possible without being
too close to the top land, fillet radius or end faces.
The following grid point system is used unless user
and manufacturer agree on another appropriate
system.
The choice of the ideal tooth shape for CMM
measurement reference is between one of two
distinct methods:
-- 45 grid points: 5 places root--to--tip, 9 places
toe--to--heel (known as the conventional “5¢9”
grid, see figure 11);
-- An existing gear or pinion can be measured
and the results stored to provide the tooth
coordinate reference grid;
-- The reference tooth shape can be calculated
mathematically.
When the specified coordinates are determined by
measuring an existing master reference gear, the
normal direction is determined by measuring at least
three points that are close together on the tooth
surface.
The tooth coordinates and direction
cosines are calculated from these measurements.
When the specified coordinates are determined by
mathematical calculation, they define points on
theoretical tooth surfaces. These theoretical surfaces might be those produced by the motions from
an errorless cutting machine with some built--in
modifications. Alternatively, the theoretical tooth
surfaces might be those for a perfectly conjugate
gear and pinion. By either choice, advanced
mathematical techniques are required to define this
shape. Special computer programs are available for
the most common bevel gear tooth forms (spiral,
Zerol, hypoid and straight); for specific details
important to any given application, consult the CMM
manufacturer and software developer.
5.4.2.1 Tooth flank grid points
The location of any discrete point on the surface of
the tooth flank may be measured with respect to any
appropriate reference datums such as bearing
surfaces or mounting diameters. The measured
location is then compared to the specified coordinate
and the error is calculated. The errors are calculated
in a direction normal to the surface, so the direction
cosines of the normals are required with the
coordinates (3 dimensional) of each point.
CMM measurement is based on a carefully defined
set of grid points on the tooth flank: the number of
grid points must be sufficient to provide an accurate
sample of the tooth without taking excessive mea-
14
-- Midpoint of the grid is to be established at the
tolerance diameter, dT;
-- Top of the grid is 5% of working depth, not to
exceed 0.6 mm below the topland;
-- Bottom of the grid is 5% of working depth, not
to exceed 0.6 mm above the start of the working
depth;
--
10% inside the heel and toe.
Special consideration must be given for gears which
have a large chamfer at the top corner of the toe or
heel; it may be preferential to increase the distance
from the heel and toe rather than increase the
distance from the top land.
5.4.2.2 Tooth flank grid point analysis methods
See annex A for tooth flank grid point analysis
methods and CMM examples.
5.5
Tooth form measurement by contact
patterns (Method VH)
Bevel gears are typically measured by rolling the
bevel pinion and gear together in a roll test machine
under light load with a marking compound which
produces a visible contact pattern. This measurement is performed to control:
--
tooth flank form (contact pattern);
--
tooth thickness (backlash);
--
accuracy (runout and spacing);
--
functional characteristics (noise);
-- surface characteristics (roughness and
waviness).
For additional information, see ANSI/AGMA
2005--C96 and ANSI/AGMA 2008--B90.
5.5.1 Roll test machine
The roll test machine is to be capable of supporting
the bevel pinion and gear with the following requirements:
-- Support the bevel pinion and gear in relation
to each other to simulate the actual or theoretical
position in the application;
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
5% working depth
but not ≤ 0.6 mm
C
Topland
10%
Face
width
B
Toe (inner side)
5% working depth
but not ≤ 0.6 mm D
10%
Face
width
Heel (outer side)
A
Start of working
depth
Root
Gear apex
Topland
5
C
4
B
3
Lines
The reference point
is at the tolerance
diameter, dT.
2
D
A
1
Toe
2
3
4
5
7
6
8
9
1 Root
Heel
Columns
Figure 11 -- Measurement grid
-- Permit rolling the bevel pinion and gear
together at a controlled RPM and brake load;
-- Be capable of adjusting the relative positions
of the gears in relation to gear cone (G), pinion
cone (H) and offset (V). This is necessary to allow
+
Gear
axial
(G)
a V&H evaluation. See figure 12;
NOTE: This is also referred to as an E,P, & G test,
where E is equivalent to V, P is equivalent to H, and G is
one and the same.
-- Include provisions to measure normal or
plane of rotation backlash.
Pinion
axial
(H) +
--
--
+
-Vertical
movement
(V)
Figure 12 -- Explanation of V, H and G movements
15
ANSI/AGMA 2009--B01
Accuracy must be maintained to allow meaningful
results. The test machine must be calibrated on a
regular basis to assure that the setup does, in fact,
duplicate the theoretical mounting positions of the
bevel gear pair.
5.5.2 Taking tooth contact patterns
The use and evaluation of tooth contact patterns is
the most common method for the control of bevel
gear tooth flank form. The procedure is as follows:
1. Mount the bevel pinion and gear in a roll test
machine in a manner that accurately simulates
the theoretical position in the application.
2. Verify that the two mating gears have the
proper backlash.
3. Coat (paint) the flanks of the bevel pinion and
gear teeth with an approved gear marking compound (similar to jeweler’s rouge). Be careful not
to apply too much: this would give a false
indication of the tooth shape. (See ANSI/AGMA
2000--A88, annex D.)
4. Roll the bevel pinion and gear together with
the required brake load for a long enough time to
allow the contact pattern to develop (typically 5 to
30 seconds). The compound will be wiped off any
area of metal--to--metal contact.
5. Visually inspect the contact pattern to evaluate the length, width, shape and position.
Generally there will be a reference pattern for
comparison. See annex B for typical tooth contact
patterns and examples.
This type of measurement on straight, spiral, Zerol
and hypoid bevel gears can indicate the bias,
lengthwise curvature and profile width of the tooth
contact pattern. The V&H requirements may be
particularly important in gear applications where
strength, noise and durability are critical. The tooth
contact pattern method of measuring bevel gears is
subjective; proper evaluation and judgements of
acceptance require an experienced person.
NOTE: Accurate records are a fundamental requirement for proper evaluation of bevel gear contact patterns. Proper control begins with good organization.
5.5.3 V&H (E, P & G) measurements
1. “Heel” and “Toe” measurement (lengthwise
crown): The test machine operator is required to
adjust the vertical “V” and the horizontal “H” in
controlled increments to move the contact pattern, along the tooth lengthwise surface, from the
16
AMERICAN NATIONAL STANDARD
normal central position toward the heel. This is to
be done in a manner which maintains a central
contact on the profile (top and bottom) while the
pattern blends to the heel end of the tooth. The
teeth must be painted with additional gear marking compound after each movement and application. The operator then is to record the V&H
values for this final heel position. Next, the
operator is to move the contact pattern to the toe
with the method described above and is, again, to
record the V&H values.
2. Profile adjustment of the tooth (profile
crown): Adjust the pinion cone, “H”, in the plus
direction until the contact pattern just blends to the
tip (top) of the gear tooth. Record the V&H values.
Then adjust the pinion cone, “H”, in the minus
direction until the contact pattern just blends to the
tip of the pinion tooth. Again, record the V&H
values.
In cases where the bevel gear member has a left
hand spiral angle, the algebraic signs for the vertical
“V” value change.
In cases where the bevel gear mesh falls into the
category referred to as “small cutter geometry”, it is
not possible to adjust the pattern to the heel and toe
as described above. Instead, it is recommended that
a V--only measurement be applied to move the
pattern to the heel and toe. That is, adjust the pattern
to the heel and toe without concern for the profile
position and record the V--only value when the
pattern just blends to the ends of the tooth. V&H
measurements will still be required to control the bias
characteristics of the tooth, but the pattern will only
move approximately half way to the heel and toe.
With the combination of the V--only and V&H
measurements, the tooth can be evaluated for
lengthwise sensitivity and profile curvature.
See annex B for example of V&H measurements.
5.5.4 Bias measurements
The term “bias” refers to the length--wise “twisting” of
the tooth flank form. This characteristic is commonly
specified by the gear engineer to assure that the
bevel tooth mesh will have proper action under
loaded conditions. Bias choices are typically made
from experience and, whenever possible, with data
from actual loaded testing of the bevel gear set.
Generally, “bias in” is specified for the contact
pattern to improve the contact ratio and the contact
action of the rolling mesh. In most cases, “bias out” is
avoided because it tends to reduce the contact ratio
and increase noise. See annex B, figure B.2.
AMERICAN NATIONAL STANDARD
5.5.5 Record of tooth contact patterns
Frequently the tooth contact pattern must be
recorded on a hard copy to provide a permanent
record. Such a record may be provided with a tape
transfer or a photograph. Tape transfers offer the
advantage of a one--to--one scale factor that allows
readings of contact pattern size and length.
ANSI/AGMA 2009--B01
posite variation. Radial runout can also be evaluated
in certain cases.
The tooth--to--tooth composite variation and total
composite variation can be evaluated by meshing
with a reference gear which has smaller variations
than those expected in the gears to be measured.
To achieve a legible tape transfer pattern record, first
be certain the pinion and gear teeth are free of oil or
other foreign material. Then paint several teeth on
the pinion and gear (general preference is to paint
three or four) and roll them together with the required
brake load for a long enough time to allow the contact
pattern to develop (typically 5 to 30 seconds). Next,
place a piece of transparent mending tape over the
entire tooth that has the contact pattern and apply a
small amount of pressure (not too much; often, a
cotton swab is used to gently wipe the tape across
the tooth surface). Finally, carefully remove the tape,
without smearing the contact pattern impression,
and place on a pattern tape record sheet.
For a photographic record, use an instant camera
with a close--up lens attachment and a special light
source. Retain the photographs in an organized
fashion to allow future reference.
Shifting of tooth contact shows presence of runout.
Sound variation also characterizes the existence of
runout.
5.5.6 Runout by contact pattern check
Figure 13 -- Runout contact pattern variation
Variations in runout of the teeth may be observed by
running the gears in a suitable test machine. The
runout is characterized by periodic variation in sound
during each revolution, and by tooth bearing (contact
pattern) shifting progressively around the gear from
heel to toe and from toe to heel. This test also
includes the effects of tooth--element variations.
There are no specified limits for this check. Runout is
observed by visually checking contact pattern variation; actual runout amount is preferably determined
by one of the other methods. See figure 13.
5.6.1 Equipment requirements for double flank
composite testing
Figure 14 shows a schematic diagram of a gear
rolling fixture. This figure, with the following discussion, is intended to show the basic kinematic and
mechanical requirements of the equipment necessary to comply with this standard; it is not intended to
imply that this is acceptable construction.
Gear
Pinion
5.6 Double flank composite (Method DF)
Double flank measurement involves rolling gears
together in tight (zero backlash) mesh. The gears
are mounted together in a test rolling fixture with a
variable mounting distance, which allows movement
of the pinion in a direction at right angles to the pinion
axis. The variations in mounting distance, which
occur as the gears are rotated together in tight mesh,
are either recorded on a chart or require the reading
of a dial indicator.
Gear variations evaluated by this method are
tooth--to--tooth composite variation and total com-
Load
Dial
Indicator
W
Figure 14 -- Schematic of bevel gear double
flank tester
17
ANSI/AGMA 2009--B01
Some items which are to be considered because
they affect the composite action test measurements
are:
-- Minimum runout and wobble: Provision is
required for the work and reference gears to
rotate with a minimum of runout or wobble.
Ground bushings, arbors or ball sleeve interference fit tooling may be considered for more
accurate test results. Any clearance between the
test gear bore or hub and mounting stem or
bushing will be reflected in the measurement
results;
-- Mounting: Preferred practice is to hold the
work gear in the rolling fixture by the same
mounting surfaces as those for the final assembly
(these surfaces are expected to be identified on
the engineering drawing). Although not essential
to the conduct of the test, the use of these
surfaces will eliminate sources of error in the
measurement;
-- Maintaining prescribed mesh: A method is
necessary for adjusting the force which holds the
test gear and reference gear in tight mesh. This
force needs to be uniform over the entire reading
scale. Two traditional ways of doing this are: (a)
by means of a weight, or (b) by means of a coil
spring or Negator constant force spring;
-- Changes in mounting distances: A provision
is required for accurately indicating the changes
in the mounting distance that occur during testing.
This may be done by means of a dial indicator or
a recording device. If a recorder is employed, it is
desirable to have a definite relationship between
the position on the chart and a circumferential
position on either the work gear or reference gear.
An accurate method is essential for calibrating the
dial indicator or recording equipment over the
working range;
-- Other considerations: Additional features
which contribute to the ease of operation and
accuracy of the results are:
-- Adjustment method for quickly and accurately setting different mounting distances on
the fixture;
-- A driving method to turn the gears at low
speed in preference to turning them by hand.
This reduces the chance that small variations
will be undetected if the gear is driven too fast
18
AMERICAN NATIONAL STANDARD
and reduces handling of the master reference
gear;
-- Means for protecting the equipment from
contaminants and accidental damage;
-- A solid base and controlled environment
for measurement of gears of high accuracy.
5.6.2 Reference gears
Reference gears used for composite measurement
may be one of two types of known quality:
-- A reference gear designed and manufactured
specifically to measure the composite variation of
a work gear;
-- A selected mating gear of known accuracy. It
must be certified by complete measurement.
5.6.3
Method of conducting double flank
composite measurement
The following procedure is to be applied when using
the composite variation test:
a) The gear to be measured and the reference
gear are to be mounted on the gear rolling fixture.
If mounting surfaces are specified, these are to be
used. Set the checking load in accordance with
5.6.5;
b) The work gear is then rotated through at least
one revolution in double flank contact with the
reference gear;
c) The work gear is to be accepted or rejected on
the basis of the method given in 5.6. The
interpretation of the loaded chart is given in figure
15;
d) Total composite variation, Fid, is the total
change in mounting distance during one revolution of the work gear during a double flank
composite action test;
e) Tooth--to--tooth composite variation, fid, is the
mounting distance change within the smallest
envelope that includes all the (360°/z) changes in
amplitude. This envelope is determined by
establishing a mean waveform of the trace and
moving it in the plus and minus amplitude
directions to enclose all peaks, see figure 15. The
mean waveform can be established manually or
by signal processing using a polynomial fit.
Annex H gives additional information on the interpretation of composite data.
AMERICAN NATIONAL STANDARD
1 Revolution of work gear
20
15
Mounting distance change (amplitude), mm
Figure 15 -- Double flank test data -- 12 tooth gear
Tooth--to--tooth composite, variation, fid
10
5
0
--5
Total composite variation, Fid
--10
--15
0
1
2
3
4
5
6
Tooth number
7
8
9
10
11
12
19
ANSI/AGMA 2009--B01
--20
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
5.6.4 Runout by composite action test
5.6.5.2 Alternate loads
Runout may be determined by measuring the
mounting distance variation between the gear to be
tested and a reference gear. The gears are rolled
together in tight mesh with one member on a
movable spindle which is spring or weight loaded.
The readings include inaccuracies of the reference
gear which must be included when judging the
acceptability of the gear being inspected. See figure
16.
The recommended loads were developed empirically based on a face width of 25 mm. For narrower
face width values, the load is to be reduced
proportionally. It may be necessary to increase the
load for a face width greater than 25 mm; if so, this is
to be done proportionally with agreement between
the user and supplier. The loads are based on
anti--friction mountings for the movable head and
include the force on the indicating device.
5.7 Single flank composite (Method SF)
Single flank composite measurement involves rolling gears together at their proper mounting distance
with backlash and with only one set of flanks in
contact. The gears are mounted together in a
special test rolling machine with a fixed mounting
distance and with encoders or other devices to
measure rotational motion. It is also possible to
mount the gears in an actual gear box and measure
the rotational motion with portable encoders.
Mounting
distance
Mounting
distance
Mounting distance variation resulting
from runout (run in tight mesh)
Figure 16 -- Mounting distance and variation
measurement
5.6.5.1 Recommended loads
The recommended loads between work gear and
reference gear are based on tooth size values. See
table 6.
Table 6 -- Recommended checking load
Load at mesh1)
Kg
1.0
0.9
0.8
0.7
0.6
0.5
0.3
0.2
0.1
NOTE:
1) For non--metallic gears use 1/2 of listed value
20
See annexes C and H.
5.8 Tooth thickness measurement (Methods TC,
TM and TB)
5.6.5 Checking loads
Size,
module
2.5 to less than 25
1.25 to less than 2.5
0.8 to less than 1.25
0.6 to less than 0.8
0.5
0.4
0.3
0.25
0.2
The data from the encoders is processed in a special
instrument that shows the accuracy or smoothness
of rotational motion resulting from the meshing of the
gears (transmission variations). This data permits
measurement of profile conjugacy and can be
directly related to single pitch variation, cumulative
pitch variation and runout.
5.8.1 Tooth thickness measurement by gear
tooth caliper (Method TC)
On medium and coarse pitch gears, tooth thickness
is often measured with gear tooth calipers. This
device has two vernier scales: one for the (normal)
chordal addendum setting and a second for the
(normal) chordal thickness setting. When the correct
settings have been made on the vernier scales, the
caliper is drawn along the gear tooth from the inner
end (toe) toward the outer end (heel) of the tooth.
The bevel gear engineering drawing or summary is
expected to define the chordal addendum, chordal
thickness, and where along the tooth length the
thickness is to be measured. The caliper is to
simultaneously touch both sides of the tooth and the
top land when the tooth is the correct size and the
caliper is positioned at the mean cone distance (see
figure 17). To allow use of this device, the outside
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
diameter and face angle of the gear blanks must be
held to the specified tolerances. In practice, it is
typically necessary to reduce the tooth thickness
slightly from the theoretical value to achieve the
specified backlash when the gears are mounted at
the correct mounting distance. Generally, the gear is
cut to the theoretical size (as measured by the gear
tooth calipers) and the pinion is then cut to provide
the specified backlash. This method is usually
applied only to the first gears cut. Other measuring
methods are provided in 5.8.2 through 5.8.4.
Figure 18 -- Measurement of backlash in a pair
of gears by means of a dial indicator
5.8.3.1 Measuring normal backlash
Figure 17 -- Measurement of tooth thickness by
means of a gear tooth caliper
5.8.2 Tooth thickness measurement by CMM
(Method TM)
Some CMM instruments are available with special
software for the measurement of bevel gear tooth
forms. These software packages also have the
capability to check tooth thickness. Measure at the
midpoint of the grid, which is at the tolerance
diameter, dT, unless otherwise specified. See 3.2.
5.8.3 Tooth thickness measurement by backlash
(Method TB)
The bevel pinion and gear are to be located at the
correct mounting distances; depending on the
circumstances, this may be in a roll test machine or in
an assembled position. A dial indicator is positioned
with the indicator axis normal to the bevel gear tooth
flank at the extreme heel position (figure 18). The
pinion is restrained from rotational motion and the
gear is rocked back and forth until the sides of the
gear tooth slot touch the sides of the pinion tooth.
The backlash is read from the indicator, and the
measurement procedure is normally repeated 3 or 4
times at equally spaced increments around the gear.
The lowest reading is normally recorded as the
backlash value for the particular bevel pinion and
gear set.
5.8.3.2 Production control of backlash
Traditionally, tooth thickness of manufactured bevel
gears has been primarily controlled by backlash
measurement in a roll test machine. Most bevel gear
sets require a specific amount of backlash with
tolerance. The backlash measurement is to be taken
with the bevel pinion and gear located at the correct
mounting distances. See figure 18. Also, see 4.4.1.
Production control of backlash is usually done with a
roll test machine. For reduced time, the following
method may be applied:
The approved pair of gears (control gears) are
mounted in a roll test machine at the correct
mounting distances (figure 16). The gear is then
21
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
moved axially into metal--to--metal contact with the
pinion, with a pinion head movement that is parallel
to the gear axis. The amount of movement of the
head from its original position is observed. Then
when testing production gears, the head is to move
past the correct mounting distance by the same
amount with allowance for the specified backlash
tolerance.
See figure 19 for the relationship between axial
movement and backlash. For further information,
see ANSI/AGMA 2008--B90, 7.2.
5.8.4 Ball probe comparison of tooth size
readings at 90° be taken. The average of the
readings indicates the part size.
6 Application of the AGMA classification
system
6.1 Basis of the classification system
The AGMA classification system is an alphanumeric
code which consists of a prefix letter “B” identifying
the tolerance source and an accuracy grade identifying the specific tolerances.
6.1.1 Accuracy grade (required)
When size is measured with a ball probe, a reference
gear is used to set up the gage. The ball probe
reading is influenced by many parameters (see
5.3.3) so a complete understanding of the measurement system is necessary.
Guidelines for ball probe comparison of tooth size:
Eight accuracy grades are provided in this standard
which are numbered B3 through B10.
Accuracy grade B3 has the smallest tolerances;
accuracy grade B10 has the largest. These accuracy grades are separated by a uniform geometric
progression (see 7.1.2).
6.1.2 Gear accuracy evaluation
--
Use a reference gear to set up the gage;
-- To use the ball probe measurement in production for size, it is recommended that at least 4
Gear accuracy is evaluated by comparing measured
deviations to the numerical values calculated
according to the equations in 7.2.
0.20
0.18
0.16
Axial movement (mm)
0.14
0.12
0.10
0.08
Pressure angle, α = 20°
0.06
0.04
0.02
0.00
10
Pressure angle, α = 22.5°
20
30
40
50
Pitch angle (degrees)
60
70
Figure 19 -- Axial movement per 0.025 mm change in backlash
22
80
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
6.1.3 Reference tables and graphs
Reference gear accuracy tables are provided in
annex D as an alternate means of checking the gear
accuracy calculation. These tables are not designed
to allow for straight line interpolation between the
tabulated values. Graphs are also provided for
comparison of accuracy grades.
-- If greater than 10 micrometers, round to the
nearest integer;
-- If 0.5 micrometers or greater but less than or
equal to 10 micrometers, round to the nearest 0.5
micrometer;
-- If less than 0.5 micrometers, round to the
nearest 0.1 micrometer.
7.2 Tolerance equations
6.2 Additional characteristics
In certain applications there may be additional
characteristics that require tolerances to assure
satisfactory performance. For example, if tooth
thickness tolerances or surface finish tolerances are
desirable for special applications, such tolerances
are to appear on drawings or purchase specifications. Methods of measuring some of these
characteristics are discussed in clause 5 and in the
annexes.
7 Tolerance values
The tolerance values for each item that govern the
accuracy are calculated by the equations given in
7.2. Tolerance tables are provided in annex D.
Values outside the limits of the equations are beyond
the scope of this standard and are not to be
extrapolated. The specific tolerances for such gears
are to be agreed upon by the buyer and the seller.
The allowable pitch variation tolerance and total
cumulative pitch variation tolerance equations for
diameters greater than 400 mm are identical to the
corresponding equations in ISO 1328--1, except in
all cases, the actual values for module, diameter and
face width shall be used (in all equations) rather than
the geometrical mean values which are used to
generate the tolerance tables in ISO 1328--1. For
smaller gears the change in tolerance as diameter
decreases is less than ISO 1328--1, the resulting
value is slightly higher for a given diameter.
The equation for the total double flank composite
tolerance for a gear greater than 144 mm in diameter
is identical to the corresponding equations in ISO
1328--2. For smaller gears the change in tolerance
as diameter decreases is less than ISO 1328--2, the
resulting value is slightly higher for a given diameter.
7.1 Use of equations
The equation for the tooth--to--tooth double flank
composite tolerance is similar to the corresponding
equation in ISO 1328--2. However, the calculated
values have been reduced to account for the filtered
analysis used within this standard.
7.1.1 Range of application
7.2.1 Allowable single pitch variation, fptA
Unless otherwise stated, the range of the application
is as per 1.1.
Allowable single pitch variation, fptA, is to be
calculated according to equation 4 or 5.
7.1.2 Step factor
For gears with 5 ≤ dT ≤ 400 mm
The step factor between two consecutive grades is
2. Values of the next higher (or lower) grade are
determined by multiplying (or dividing) by 2. The
required value for any accuracy grade may be
determined by multiplying the unrounded calculated
value for grade 5 by
2
B − 5
where B is the
number of the required accuracy grade.
7.1.3 Rounding rules
Values calculated from the equations in 7.2 are to be
rounded as follows:
f ptA = 0.3 m mn + 0.003 d T + 5.2 2
B − 5
...(4)
For gears with 400 < dT ≤ 1000 mm
f ptA = 0.3 m mn + 0.12 d t + 4 2
B − 5
...(5)
where the range of application is restricted as
follows:
Accuracy grades B3 through B10
0.5 ≤ mmn ≤ 50
5 ≤ z ≤ 400
5 ≤ dT ≤ 1000 mm
23
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
7.2.2 Total cumulative pitch variation tolerance,
FpT
Total cumulative pitch variation tolerance, FpT, is to
be calculated according to equation 6 or 7.
B − 5
...(10)
For gears with 144 < dT ≤ 400 mm
B − 5
F idT = 3.2 m mn + 1.01 d T + 6.4 2 ...(11)
For gears with 5 ≤ dT ≤ 400 mm
F pT = 0.3 m mn + 0.03d T + 20 2
B − 5
...(6)
For gears with 400 < dT ≤ 1000 mm
F idT = 3.2 m mn + 0.04 d T + 12.76 2
where the range of application is restricted as
follows:
Accuracy grades B3 through B10
2
F pT = 0.3 m mn + 1.25 d T + 7
B − 5
...(7)
where the range of application is restricted as
follows:
Accuracy grades B3 through B10
0.5 ≤ mmn ≤ 50
5 ≤ z ≤ 400
5 ≤ dT ≤ 1000 mm
0.2 ≤ mmn ≤ 1.3
5 ≤ z ≤ 300
5 ≤ dT ≤ 400 mm
For 1.3 < mmn ≤ 50, FidT, if specified, applies to
accuracy grades B9 and B10 only, where the range
of application is restricted as follows:
5 ≤ z ≤ 400
5 ≤ dT ≤ 300 mm
7.2.6
Single flank
tooth--to--tooth, fisT
7.2.3 Runout tolerance, FrT
Runout tolerance, FrT, is to be calculated according
to equation 8.
F rT = 0.8 × F pT
composite
Single flank composite tolerance, tooth--to--tooth,
fisT, is to be calculated according to equation 12.
...(8)
where the range of application is restricted as
follows:
Accuracy grades B5 through B10 only
tolerance,
f isT = 0.03 m mn + 0.003 d T + 2 2
B − 5
...(12)
where the range of application is restricted as
follows, if fisT is specified:
Accuracy grades B3 through B10
0.5 ≤ mmn ≤ 50
5 ≤ z ≤ 400
5 ≤ dT ≤ 1000 mm
0.2 ≤ mmn ≤ 50
5 ≤ z ≤ 400
5 ≤ dT ≤ 2000 mm
7.2.4
Double flank composite tolerance,
tooth--to--tooth, fidT
7.2.7 Single flank composite tolerance, total, FisT
Double flank composite tolerance, tooth--to--tooth,
fidT, is to be calculated according to equation 9.
Single flank composite tolerance, total, FisT, is to be
calculated according to equation 13.
2
f idT = 1.6 m mn + 0.01 d T + 0.8
B − 5
...(9)
where the range of application is restricted as
follows:
Accuracy grades B3 through B10
0.2 ≤ mmn ≤ 1.3
5 ≤ z ≤ 300
5 ≤ dT ≤ 400 mm
0.2 ≤ mmn ≤ 50
5 ≤ z ≤ 400
5 ≤ dT ≤ 2000 mm
Double flank composite tolerance, total, FidT, is to be
calculated according to either equation 10 or 11.
For gears with 5 ≤ dT ≤ 144 mm
B − 5
where the range of application is restricted as
follows, if FisT is specified:
Accuracy grades B3 through B10
7.2.5 Double flank composite tolerance, total,
FidT
24
F isT = 0.33 m mn + 0.033 d T + 22 2 ...(13)
7.2.8 Relationships of various tolerances to the
total single flank composite tolerance, FisT
It may be desirable to consider the proportional
relationship between the various accuracy parameters included in this clause. The following formulas
offer rough approximations of these relationships.
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Exact statements of the proportional relationship are
not possible, owing to difference in the structure of
individual tolerance curves. The total single flank
composite tolerance, FisT, has been selected as the
reference for these approximation formulas.
f isT ≅ 0.09 × F isT
...(14)
f idT ≅ 0.18 × F isT
...(15)
F idT ≅ 0.85 × F isT
...(16)
F pT ≅ 0.91 × F isT
...(17)
F rT ≅ 0.73 × F isT
...(18)
25
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
(This page is intentionally left blank.)
26
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Annex A
(informative)
CMM measurement
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
A.1 Purpose
This annex is provided to show tooth flank grid point
analysis methods and CMM examples.
A.2 Coordinate system
The coordinate system consists of X, Y and Z points
along with the associated direction cosines. The
direction cosines are calculated to identify the
normal vector of the tooth surface at each X, Y and Z
point.
The choice of coordinate system varies as determined by the gear engineer. See 5.4.2.1.
A.3 Output
After measurement of the coordinates of each point,
the CMM computer calculates the corresponding
normal errors. These are then output in a graphical
or numerical format.
A.3.1 Output -- 3--dimensional graphical
deviations from specified points as shown in figure
A.4, or may be a list of deviations from specified
features as shown in figure A.5.
A.4 Feature extraction
A variety of features may be extracted from the CMM
output data. These include, but are not restricted to,
pitch variation, accumulated pitch variation, profile
and alignment variation, crown modification and
location of high point of crown. Analysis such as ISO
1328--1, annex B for profile, helix form and slope
deviations can be applied.
A.5 Tooth thickness
Tooth thickness of individual teeth may be directly
measured by the CMM. The location of the tooth
thickness measurement must be specified by the
gear engineer; typically, this is at the center of the
tooth flank where it is the least affected by modifications to tooth shape which are often specified to
provide proper contact characteristic under load.
An example of 3--dimensional graphical output is
shown in figure A.1. Both the specified and the
actual coordinates are illustrated; comparison is
possible between the specified and actual tooth
shapes.
A.6 Other features
A.3.2 Output -- feature--based graphical
A.7 Manufacturing applications
Measured data may be calculated into individual
features. Example features are shown in figure A.2.
Bevel gear CMM measurements are commonly
applied to assist with applications to the manufacturing process. Examples of these are:
An example of feature--based graphical output is
shown in figure A.3. The measured surface,
specified surface or both are compared to a conjugate surface, which is indicated by the straight
horizontal and vertical lines in the figure A.3 example. Both the specified and the actual features may
be illustrated; comparison is possible between them.
A.3.3 Output -- numerical
Examples of numerical output are shown in figures
A.4 and A.5. The numerical output may be a list of
The CMM may also measure other features such as
whole depth and blank geometry. These are beyond
the scope of this annex.
-- Identification of master gears and master
pinions for consistent control of the tooth geometry;
-- Calculation of machine setting corrections to
assist with routine adjustments to the machining
process;
-- Illustration of heat treat effects to allow
comparison of tooth geometry before heat treat,
after heat treat, and with comparison to a
manufacturing target.
27
1
+70
+57
6
4
3
2
7
8
--36
+42
9
--60
--86
70.2
+64
+52
+37
--35
--58
--83
--85.9
+
3
+56
34.1
5
4
+44
--38
+31
+35
+46
--43
--33
+34
--51
--59
--63
--70
--82
---91.5
--85
--91
HEEL
TOE
TOPLAND
5
--62
--80
--74
--79.8
--44
--55
+41
40.6
--
--38
4
Side 2
(Concave)
+36
--68
--50
+47
+41
--32
3
+53
--59.3
--63
--45
2
+33
25 µm
1
+
59.2
--59
1
+45
+57
--41
2
MD = 121.75
Tolerance: +/-- 30 µ m
3
4
5
6
7 +36
8 +48
9
+59
AMERICAN NATIONAL STANDARD
Figure A.1 -- Example of 3--dimensional graphical output
2
Side 1
(Convex)
ANSI/AGMA 2009--B01
28
5
1
AMERICAN NATIONAL STANDARD
Positive
profile
modification
ANSI/AGMA 2009--B01
More positive
Tip
Profile
crown
SAP
T
Positive
alignment
modification
Alignment
crown
More
positive
M
Heel
S
a) Profile orientation
Toe
b) Alignment orientation
Figure A.2 -- Example features
Convex side
Profile at
Midface
Heel
Tooth
Toe
Tip
Tip
Measured
or specified
surface
Root
Heel
Conjugate
surface
Root
Alignment
Toe
Scale:
0.1 in = 0.0010 in
(0.025 mm)
1 mm = 0.010 mm
(0.0004 in)
Concave side
Profile at
Heel
Midface
Tooth
Toe
Tip
Root
Heel
Tip
Root
Alignment
Toe
Figure A.3 -- Example of feature--based graphical output
29
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Actual data list
Drawing No.
Summary No.
Data type
Data disk
:
:
:
:
5MBKA metric
900000
Gear modtheoret
Part No.
Date
Operator
Created
:
:
:
:
demo
Total teeth
Diff. angle
Side 1
Radius norm.
Grid matrix
:
:
:
:
:
44
--4.0489
Convex
0.0000
9S x 5Z; 5, 3; 5, 3
Mount. distance
Pitch angle
Linear units
Alignment mode
Tolerance dia.
:
:
:
:
:
121.7500
65.1050
mm
0
XX.XX
Deviations
:
File ID# 3.002
Column
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
4
4
4
4
4
5
5
5
5
5
Line
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
Grid locations
Tooth thickness error
:
Meas. difference angle :
Tooth depth error
:
Side 1
0.0702
0.0641
0.0561
0.0461
0.0341
0.0568
0.0515
0.0443
0.0349
0.0234
0.0417
0.0375
0.0310
0.0223
0.0114
0.0251
0.0218
0.0163
0.0084
--0.0020
0.0067
0.0046
0.0000
--0.0071
--0.0167
Grid locations
Side 2
--0.0593
--0.0632
--0.0680
--0.0735
--0.0798
--0.0410
--0.0449
--0.0497
--0.0553
--0.0617
--0.0236
--0.0275
--0.0322
--0.0379
--0.0444
--0.0072
--0.0110
--0.0157
--0.0213
--0.0279
0.0082
0.0046
0.0000
--0.0056
--0.0123
Column
6
6
6
6
6
7
7
7
7
7
8
8
8
8
8
9
9
9
9
9
Line
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
Side 1
--0.0135
--0.0144
--0.0179
--0.0241
--0.0329
--0.0356
--0.0352
--0.0376
--0.0427
--0.0507
--0.0597
--0.0579
--0.0590
--0.0631
--0.0702
--0.0859
--0.0827
--0.0825
--0.0854
--0.0915
Side 2
0.0227
0.0192
0.0147
0.0091
0.0024
0.0360
0.0328
0.0284
0.0229
0.0161
0.0482
0.0453
0.0411
0.0356
0.0289
0.0592
0.0566
0.0526
0.0473
0.0406
0.0500
--4.0641 degrees
0.0000
Figure A.4 -- Example of numerical output as list of deviations from specific points
30
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Summary Report
Hard pinion
File Names:
(concave or top)
(convex or bottom)
CJ1PAL.K1
AJ1PAL.K1
Identification: AUDIT 35--93--7 Data saved
Why checked:
Engrg data: D5112.ING
Chg: 0
Cor_ver 3
Tolerance dia. XX.XX
Summary and averages
Tooth profile and alignment
Concave or top side
Profile modification
Profile crown
Alignment
Tooth
Heel
Midface
Toe
Heel
Midface
Toe
Mod
Crown
1
2
3
0.115
0.131
0.074
0.043
0.070
0.023
--0.085
--0.052
--0.085
0.071
0.072
0.070
0.057
0.061
0.052
0.051
0.045
0.045
0.252
0.288
0.263
0.135
0.129
0.126
Avg
0.107
0.023
--0.074
0.071
0.057
0.047
0.268
0.130
Convex or bottom side
Profile modification
Profile crown
Alignment
Tooth
Heel
Midface
Toe
Heel
Midface
Toe
Mod
Crown
1
2
3
--0.038
--0.069
--0.080
0.042
0.022
0.010
0.155
0.157
0.129
0.036
0.024
0.027
0.047
0.055
0.050
0.075
0.087
0.073
--0.113
--0.123
--0.100
0.115
0.130
0.123
Avg
--0.062
0.025
0.147
0.029
0.051
0.078
--0.112
0.123
Tip, root and tooth thickness error
Root normal error
Tip normal error
Tooth
Heel
Toe
Toe
Toe
1
2
3
--0.172
--0.107
--0.043
0.002
Avg
Tooth thickness
error
--0.336
--0.317
--0.355
--0.336
Figure A.5 -- Example of numerical output as deviations from specified features
31
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
(This page is intentionally left blank.)
32
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Annex B
(informative)
Examples of contact pattern check
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
B.1 Purpose
This annex is provided as an example of bevel gear
contact pattern check.
B.2 Introduction
Tooth contact pattern check is a method of inspection of either assembled gears or gears mounted on
a gear testing machine. It provides an indication of
correct tooth shape both up and down the tooth
profile and lengthwise on the tooth. It evaluates that
portion of the gear tooth surface which actually
makes contact with its mate. With this technique, the
areas that contact can be observed by coating the
teeth with a marking compound, and running the
gears for a few seconds under light load.
The tooth profiles of bevel and hypoid gears may be
inspected by observing the contact pattern obtained
by running a gear with a specified mate (reference or
sample gear) at a specified mounting distance. The
teeth are lightly coated with a marking compound
and are run under a light load for a few seconds.
When the active profiles of the teeth are examined,
the areas where contact was made can be seen.
The tooth contact is an indication of correct tooth
shape, both up and down the tooth profile and
lengthwise on the tooth.
Bevel gears, when running in their mountings, are
subject to deflections. These values vary according
to the size of the gear, rigidity of the mountings,
accuracy of the machining of the mountings and
gears, and magnitude and character of the load. As
a result, the contact pattern must be related to the
particular application.
B.3 Nomenclature
Figure B.1 shows the various parts of a bevel or
hypoid gear tooth.
toe: The toe of a bevel gear tooth is the portion of the
tooth surface at the inner end.
heel: The heel of a bevel gear tooth is the portion of
the tooth surface at the outer end.
top: The top of a gear tooth is the upper portion of
the tooth surface.
flank: The flank of a gear tooth is the lower portion of
the tooth surface.
topland: The topland of a gear tooth is the surface of
the top of the tooth.
gear: The gear is the member with the larger
number of teeth.
pinion: The pinion is the member with the smaller
number of teeth.
Left side
Toe
Inner end
of tooth
Toe
Flank
Top
Heel
Outer end
of tooth
Topland
Top
Flank
Heel
Right side
Figure B.1 -- Nomenclature of bevel and hypoid
gear teeth
B.4 Measuring methods
B.4.1 Tooth contact
Tooth contact pattern with a known or mating gear
may be used as a tooth--pattern control. Although
this method is not subject to numerical evaluation, it
can be an extremely sensitive method. However, for
results to be repeatable the following conditions
must be clearly defined:
-- mounting accuracy or conditions for tooth
contact pattern check;
--
load applied during inspection.
Tooth contact for bevel and hypoid gears can be
evaluated on bevel gear testing machines which
should be provided with axial adjustments for both
the gear and pinion, which extends the capacity of
each machine over a wide range of gear size and
ratio, and usually with a vertical offset adjustment for
33
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
raising or lowering the axis of one member vertically
with respect to the other for the testing of hypoid
gears. In addition, the axial adjustment of the pinion
is used to simulate the same effect on the tooth
contact as a change in pressure angle; the axial
adjustment of the gear is used to control backlash,
and the vertical offset of the axes to simulate the
same effect on the tooth contact as a change in spiral
angle. With these adjustments, it is possible to
obtain the equivalent position of the tooth contact
necessary for proper operation of the gears in the
actual mountings, and to measure the changes
which must be applied to the cutting machines for
locating the tooth bearing correctly.
The sketches in figure B.2 illustrate tooth bearing
patterns on the pinion tooth. A left--hand pinion is
used throughout. The patterns are representative of
those on a right--hand pinion or a straight bevel
pinion as well.
(a) Central toe contact
(b) Desired contact under full load
(c) Toe contact
(d) Heel contact
(e) Cross contact
(f) Low contact (flanking)
(g) High contact (topping)
(h) Lame contact
(i) Wide contact
(j) Narrow contact
(k) Bridged (profile) contact
(l) Long (full length) contact
(m) Short contact
(n) Bridged (lengthwise) contact
(o) Bias in
(p) Bias out
Regardless of the hand of spiral on the pinion, “bias in” will always run from the flank at the toe to the top at heel
on the convex side, and from the top at the toe to the flank at the heel on the concave side.
Figure B.2 -- Tooth contact patterns
34
AMERICAN NATIONAL STANDARD
As a method of checking the contact pattern length
and bias on spiral and hypoid gears, it is convenient
to use the vertical and horizontal check, commonly
known as the V and H check. On straight and Zerol
bevel gears, the V and H method is restricted to
either the vertical or horizontal movements.
ANSI/AGMA 2009--B01
from these zero positions. The following rules will
determine the correct signs to be used with these
movements:
--
-- decrease pinion mounting distance = (--)
minus;
B.4.2 The V and H check
The V and H check is a method for measuring the
amount and direction of the vertical and axial
displacements of the pinion, from its standard
position, to obtain a tooth contact in the middle of the
tooth profile, at the extreme toe, and at the extreme
heel of the tooth. Interpretation of the data obtained
from this check provides an indication of the shape of
the actual profiles, and provides a practical way of
accurately measuring the amount of relative vertical
displacement from the specified mounting position
which the gears can withstand without causing load
concentrations at the ends of the teeth. It is also the
method used for accurately determining the quantity
and direction of bias. See figures B.2(o) and B.2(p).
The readings for all dials on the testing machine may
be considered as zero readings when the gears are
mounted in their specified mounting positions. All
horizontal and vertical movements are measured
-- pinion axis lower with reference to the gear
axis = (+) plus;
-- pinion axis raised with reference to the gear
axis = (--) minus.
See figure B.3.
In the following example, the first three columns
entitled “Reading at toe”, “Reading at heel”, and
“Total movement toe to heel”, constitute the V and H
check. It is occasionally very desirable to determine
the vertical and horizontal settings necessary to
place the tooth bearing in the center of the tooth
profile at the extreme toe and extreme heel. The
total movement between the toe and heel readings is
obtained by subtracting the heel reading from the toe
readings algebraically. To obtain the average
readings between the toe and heel readings, add the
values algebraically and divide by two. See figure
B.3 and table B.1.
Gear
axial
(G)
+
increase pinion mounting distance = (+) plus;
Pinion
axial
(H)
+
--
--
+
Toe
Heel
Toe contact
-Vertical
movement
(V)
Toe
Heel
Heel contact
Explanation of V, H and G movements
Nomenclature
Figure B.3 -- Tooth contact pattern V & H movements
35
ANSI/AGMA 2009--B01
Movement
Vertical -- V (E)
Horizontal -- H (P)
Gear cone -- G
AMERICAN NATIONAL STANDARD
Table B.1-- Example of flank form evaluation
Total movement
Reading at toe
Reading at heel
toe to heel1)
+0.25
--0.46
0.71
--0.36
+0.51
0.87
Adjust to maintain sufficient backlash
Average reading2)
--0.11
+0.08
NOTES:
1)
Total vertical movement = (+ 0.25) − − 0.46 = + 0.71
Total horizontal movement= − 0.36 − (+ 0.51) = − 0.87
The algebraic signs of these totals are ignored since the magnitude of these quantities is the item of interest.
2)
36
(+ 0.25) + − 0.46
= − 0.11
2
− 0.36 + (+ 0.51)
Average horizontal setting =
= + 0.08
2
When obtaining the average readings, both the magnitude and the direction (sign) are important. The average
reading is used to place the tooth bearing in the center of the tooth, and to observe its appearance, or to
compare it with the average reading for a master set of gears for the same job.
Average vertical setting =
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Annex C
(informative)
Single flank composite (Method SF)
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
C.1 Purpose
This annex is provided as a discussion of single flank
composite measurement for parallel axis gears
which can be applied in principle to bevel gears.
C.2 Single flank composite (Method SF)
With single flank testing, mating gears roll together at
their proper center distance with backlash and with
only one flank in contact (see figure C.1). Testing
gears in this manner more closely simulates operation of the gears in their application than any other
means of evaluation. Gears can be tested by pairs or
with master gears.
The single flank test is run using encoders or other
devices to measure rotational motion. Encoders
may be attached to the input and output shafts of a
special machine for testing pairs of gears. The
encoders may also be used portably, by attaching
them directly to the input and output shafts of an
actual gear box so as to inspect the quality of a
complete train of gears.
Data from encoders is processed in an instrument
that shows the accuracy or smoothness of rotational
motion resulting from the meshing of the gears
(transmission variations). This data can be directly
related to portions of involute or profile variations,
single pitch variation, runout, and cumulative pitch
variation. Probably the most important aspect of
single flank testing is that it permits measurement of
profile conjugacy, which is the parameter that most
closely relates to typical gear noise.
Single flank testing is not a panacea. Lead or tooth
alignment variation of spur and helical gears cannot
be measured directly by this method. Lead variations do, however, influence other motion transmission variations that result from profile variations, due
to the influence of overlap or increased contact ratio.
Lead or tooth alignment variation is best measured
by elemental checks, gimbal head double flank
composite tests, or by tooth contact pattern checks.
Figure C.2 is a schematic of a typical measuring
system that describes the principle of operation. The
phase difference of the two processed pulse trains is
converted to an analog waveform proportional to
variations in transmission motion. Motion variations
of less than one arc second can be detected. This
difference is recorded as an analog waveform and
comes out of the instrument on a strip chart, as
shown in figure C.3.
Double flank gear test
Single flank gear testing
Measures variation in center distance
Measures rotational movements
Figure C.1 -- Composite gear testing, double and single flank
37
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
z1 = Driving gear
z2 = Driven gear
z1
z2
Optical gratings
Reading heads
f1 pulses/sec
f2 pulses/sec
Multiplier
z1
Phase comparator
Divider
z2
z1
z 2 f 1 = f 2 pulses∕sec
Figure C.2 -- Schematic of a single flank measuring device
One gear revolution
40
Amplitude, 0.001 mm
30
20
10
0
--10
--20
--30
--40
0
1
2
3
4
5
6
7
Tooth number
8
9
10
11
Figure C.3 -- Individual tooth variations revealed by single flank testing
38
12
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
C.2.1 Interpretation of data
See annex H for information on component evaluation.
Gears with perfect involute tooth forms will roll
together with uniform motion. When pitch variations
or involute modifications (intentional or otherwise)
exist in a gear, non--uniform motion will result.
In some applications, perfect involutes are desirable. However, profiles are often modified to obtain a
compromise between load carrying capabilities and
smoothness of roll or transmitted motion. Such
modifications produce variations in the recorded
data output. These variations must be acknowledged when interpreting the graphs. Figure C.4
shows three typical tooth shapes and their resulting
motion curves:
-- Figure C.4a is a perfect involute showing zero
angular displacement error;
Tip
Perfect or
conjugate
tooth shape
Root
Figure C.5 is another way to show a relationship
between involute shape and a single flank graph of a
spur gear. Such curves are a graphic representation
of some of the types of non--uniform motion that
gears are likely to transmit.
All tooth meshes, added together, will generate the
results as shown in figure C.3. That figure shows
additional information of: (a) adjacent pitch variation; (b) total accumulated pitch variation; (c) tooth-to--tooth transmission
variation; and (d) total
transmission variation.
The ability to check accumulated pitch variation is an
important attribute of single flank testing. First of all,
there is a difference between runout and accumulated pitch variation. A gear with runout does have
accumulated pitch variation. A gear with accumulated pitch variation does not necessarily have
runout.
Angular displacement
-- Figure C.4b shows profile modification resulting in the parabola--like motion curve;
-- Figure C.4c shows a tooth with pressure
angle variation and the resulting ramp motion
curve.
1 Pitch
1 Pitch
1 Pitch
Angular motion curve
Tip
Modified
tooth shape
Root
Angular displacement
(a) conjugate for tooth shapes
1 Pitch
1 Pitch
1 Pitch
Tip
Modified
tooth shape
Root
Angular displacement
(b) curve for tip and root relief
1 Pitch
1 Pitch
1 Pitch
(c) curve for profile relief
Figure C.4 -- Angular motion curves from tooth modifications
39
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Profile variation curve of
master gear
Root
Chart paper
movement
Tip
Tip
1
T
Root
2
Profile variation curve of
test gear
T
3
T
Figure C.5 -- Graphical representation of non--uniform motion of gears under light load
Runout occurs in a gear with a bore or locating
surface that is eccentric from the pitch circle of the
teeth. Runout is shown as a variation in depth of a
ball type probe as it engages each successive tooth
slot. Or, it can be a large total composite variation if
observed on a double flank tester.
A gear can be produced by various means that will
have little or no runout as described above, and will
test excellent by the ball check. It could, however,
have large cumulative pitch variation. This happens
when a gear is cut with runout, and then shaved or
ground on a machine that does not have a rigid drive
coupling the tool to the workpiece.
pitch variations, but has a large accumulated pitch
variation to which the single flank tester responds.
These accumulated pitch variations have the undesirable effects of a gear with traditional runout. It
would check good by either a ball check or a double
flank composite test. Accumulated pitch variation
can be found and evaluated by a precision index/
single probe spacing checker, or by a single flank
composite test.
Figures C.6 and C.7 are shown to help illustrate the
advantages of single flank versus double flank
composite tests.
C.2.2 Data analysis
When the gear is cut with an eccentric pitch circle,
the slots are at different radii and angular positions.
When the gear is shaved, it is run with a tool that
maintains a constant, rigid center distance, but is not
connected to the workpiece by a drive train. Therefore, all slots are now machined to the same radius
from the center of rotation, and are displaced from
true angular position by varying small amounts. The
resulting gear has very small amounts of individual
40
Much of the needed information can be read directly
from the analog graph as described above. However
in many cases, this data becomes complex and
difficult to read. Fourier analysis (real time analyzers), time history averaging techniques, and computer aided data analysis can be employed. It is not
the intent of this annex to go into the details of these
subjects.
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Double flank
Single flank
Figure C.6 -- Typical recordings of gears with runout variations (double and single flank testing)
Double flank
Single flank
Figure C.7 -- Typical recordings of gears with accumulated pitch variation with small runout
variations (double and single flank testing)
41
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
(This page is intentionally blank)
42
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Annex D
(informative)
Tolerance tables
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
D.1 Purpose
tolerances that define the accuracy of gearing.
These tables are calculated from the equations in
7.2. For the tolerances, application ranges on
diameter, number of teeth and module refer to 7.2.
This annex is provided for those who prefer to use
tables rather than computation for the values of the
Table D.1 -- Allowable single pitch variation, fptA, grade 5
Table values in micrometers
Tooth size
DP
Module
50.8
0.5
25.4
1
12.7
2
8.5
3
6.4
4
5.1
5
4.2
6
3.6
7
3.2
8
2.8
9
2.5
10
1.7
15
1.3
20
1.0
25
0.5
50
100
5.5
6.0
6.0
6.5
6.5
7.0
7.5
7.5
8.0
8.0
8.5
10
12
---
Tolerance diameter, mm
300
400
600
---6.5
6.5
-6.5
7.0
7.5
7.0
7.5
8.0
7.5
7.5
8.0
7.5
8.0
8.5
8.0
8.0
8.5
8.0
8.5
9.0
8.5
9.0
9.5
9.0
9.0
9.5
9.0
9.5
10
11
11
11
12
12
13
14
14
14
21
21
22
200
6.0
6.0
6.5
6.5
7.0
7.5
7.5
8.0
8.0
8.5
9.0
11
12
14
--
800
--8.0
8.5
8.5
9.0
9.0
9.5
10
10
10
12
13
15
22
1000
---8.5
9.0
9.5
9.5
10
10
10
11
12
14
15
23
35
30
FpTA, micrometers
25
20
15
10
1 module
5
20 module
50 module
0
0
100
200
300
400
500
600
700
800
900
1000
Tolerance diameter, mm
Figure D.1 -- Allowable single pitch variation, grade 5
43
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Table D.2 -- Total cumulative pitch variation tolerance, FpT, grade 5
Table values in micrometers
Tooth size
DP
Module
50.8
0.5
25.4
1
12.7
2
8.5
3
6.4
4
5.1
5
4.2
6
3.6
7
3.2
8
2.8
9
2.5
10
1.7
15
1.3
20
1.0
25
0.5
50
100
23
23
24
24
24
25
25
25
25
26
26
28
29
---
200
26
26
27
27
27
28
28
28
28
29
29
31
32
34
--
Tolerance diameter, mm
300
400
600
---29
32
-30
33
38
30
33
39
30
33
39
31
34
39
31
34
39
31
34
40
31
34
40
32
35
40
32
35
41
34
37
42
35
38
44
37
40
45
44
47
53
800
--43
43
44
44
44
44
45
45
45
47
48
50
57
1000
---47
48
48
48
49
49
49
50
51
53
54
62
80
70
60
FpT, micrometers
50
40
30
20
1 module
10
20 module
50 module
0
0
100
200
300
400
500
600
700
800
Tolerance diameter, mm
Figure D.2 -- Total cumulative pitch variation tolerance, grade 5
44
900
1000
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Table D.3 -- Runout tolerance, FrT, grade 5
Table values in micrometers
Tooth size
DP
Module
50.8
0.5
25.4
1
12.7
2
8.5
3
6.4
4
5.1
5
4.2
6
3.6
7
3.2
8
2.8
9
2.5
10
1.7
15
1.3
20
1.0
25
0.5
50
100
21
21
21
22
22
22
22
23
23
23
23
25
26
---
200
24
24
24
24
24
25
25
25
26
26
26
27
29
30
--
Tolerance diameter, mm
300
400
600
---26
29
-27
29
34
27
30
35
27
30
35
27
30
35
28
30
35
28
31
36
28
31
36
29
31
36
29
32
37
30
33
38
32
34
39
33
36
41
40
42
47
800
--39
39
39
39
40
40
40
41
41
42
44
45
52
1000
---43
43
43
43
44
44
44
45
46
47
49
55
80
70
60
FrT, micrometers
50
40
30
20
1 module
10
20 module
50 module
0
0
100
200
300
400
500
600
700
800
900
1000
Tolerance diameter, mm
Figure D.3 -- Runout tolerance, grade 5
45
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Table D.4 -- Double flank composite tolerance, tooth to tooth, fidT, grade 5
Table values in micrometers
Tooth size
DP
Module
25
50
75
Tolerance diameter, mm
100
150
200
250
300
350
400
127.0
0.2
1.0
1.0
--
--
--
--
--
--
--
--
84.7
0.3
1.5
1.5
1.5
--
--
--
--
--
--
--
63.5
0.4
1.5
1.5
1.5
1.5
--
--
--
--
--
--
50.8
0.5
1.5
1.5
1.5
1.5
1.5
--
--
--
--
--
42.3
0.6
2.0
2.0
2.0
2.0
2.0
--
--
--
--
--
36.3
0.7
2.0
2.0
2.0
2.0
2.0
2.0
--
--
--
--
31.8
0.8
2.0
2.0
2.0
2.0
2.0
2.0
--
--
--
--
28.2
0.9
2.5
2.5
2.5
2.5
2.5
2.5
2.5
--
--
--
25.4
1.0
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
--
--
21.2
1.2
3.0
3.0
3.0
3.0
3.0
3.0
3.0
3.0
3.0
--
19.5
1.3
3.0
3.0
3.0
3.0
3.0
3.0
3.0
3.0
3.0
3.0
300
350
400
Table D.5 -- Double flank composite tolerance, total, FidT, grade 5
Table values in micrometers
Tooth size
DP
Module
25
50
75
Tolerance diameter, mm
100
150
200
250
127.0
0.2
14
15
--
--
--
--
--
--
--
--
84.7
0.3
15
16
17
--
--
--
--
--
--
--
63.5
0.4
15
16
17
18
--
--
--
--
--
--
50.8
0.5
15
16
17
18
20
--
--
--
--
--
42.3
0.6
16
17
18
19
21
--
--
--
--
--
36.3
0.7
16
17
18
19
21
23
--
--
--
--
31.8
0.8
16
17
18
19
21
23
--
--
--
--
28.2
0.9
17
18
19
20
22
24
25
27
--
--
25.4
1.0
17
18
19
20
22
24
26
27
--
--
21.2
1.2
18
19
20
21
23
25
26
28
29
--
19.5
1.3
18
19
20
21
23
25
27
28
29
31
46
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Table D.6 -- Single flank composite tolerance, tooth to tooth, fisT, grade 5
Table values in micrometers
Tooth size
DP
Module
127.0
0.2
25.4
1
12.7
2
8.5
3
6.4
4
5.1
5
4.2
6
3.6
7
3.2
8
2.8
9
2.5
10
1.7
15
1.3
20
1.0
25
0.5
50
80
2.0
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
2.5
3.0
---
200
-2.5
2.5
2.5
2.5
3.0
3.0
3.0
3.0
3.0
3.0
3.0
3.0
3.5
--
400
-3.0
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
4.0
4.0
4.5
600
--4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.4
4.5
4.5
5.5
Tolerance diameter, mm
800
1000 1200
------4.5
--4.5
5.0
5.5
4.5
5.0
5.5
4.5
5.0
6.0
4.5
5.0
6.0
4.5
5.0
6.0
4.5
5.0
6.0
4.5
5.5
6.0
4.5
5.5
6.0
5.0
5.5
6.0
5.0
5.5
6.0
5.0
6.0
6.5
6.0
6.5
7.0
1400
----6.5
6.5
6.5
6.5
6.5
6.5
6.5
6.5
7.0
7.0
7.5
1600
----7.0
7.0
7.0
7.0
7.0
7.0
7.0
7.5
7.5
7.5
8.5
1800
-----7.5
7.5
7.5
7.5
7.5
7.5
8.0
8.0
8.0
9.0
2000
-----8.0
8.0
8.0
8.0
8.5
8.5
8.5
8.5
9.0
9.5
10
fisT, micrometers
8
6
4
1 module
2
20 module
50 module
0
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Tolerance diameter, mm
Figure D.4 -- Single flank composite tolerance, tooth to tooth, grade 5
47
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Table D.7 -- Single flank composite tolerance, total, FisT, grade 5
Table values in micrometers
Tooth size
DP
Module
127.0
0.2
25.4
1
12.7
2
8.5
3
6.4
4
5.1
5
4.2
6
3.6
7
3.2
8
2.8
9
2.5
10
1.7
15
1.3
20
1.0
25
0.5
50
80
25
25
25
26
26
26
27
27
27
28
28
30
31
---
200
-29
29
30
30
30
31
31
31
32
32
34
35
37
--
400
-36
36
36
37
37
37
38
38
38
39
40
42
43
52
600
--42
43
43
43
44
44
44
45
45
47
48
50
58
Tolerance diameter, mm
800
1000 1200
------49
--49
56
63
50
56
63
50
57
63
50
57
64
51
57
64
51
58
64
51
58
65
52
58
65
53
60
67
55
62
68
57
63
70
65
72
78
1400
----70
70
70
71
71
71
72
73
75
76
85
1600
----76
76
77
77
77
78
78
80
81
83
91
1800
-----83
83
84
84
84
85
86
88
90
98
120
100
FisT, micrometers
80
60
40
1 module
20
20 module
50 module
0
0
200
400
600
800
1000
1200
1400
1600
1800
Tolerance diameter, mm
Figure D.5 -- Single flank composite tolerance, total, grade 5
48
2000
2000
-----90
90
90
91
91
91
93
95
96
105
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Annex E
(informative)
Gear blank tolerances
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
E.1 Purpose
T mp = 0.25 × F pT
This annex is provided to include tolerances for gear
blanks. These tolerances may be required by the
purchaser in some cases; if so, inclusion of gear
blank tolerances is to be agreed upon by the
manufacturer and purchaser.
E.2 Gear blank tolerances
Gear blank tolerances can be defined in two basic
categories: primary and secondary. The primary
tolerances are related to the datum surfaces of the
gear blank such as bore, back face, shaft journals,
etc. These tolerances directly affect the gear tooth
flank geometry and accuracy. The secondary
tolerances are related to the boundary surfaces of
the gear teeth such as face angle, back angle,
outside diameter and crown to back. If these
surfaces are not controlled properly, it is impossible
to manufacture or measure gears with any degree of
accuracy.
Suggested tolerances for gear datum surfaces are
given by the following equations.
NOTE: For SPC requirements, see annex G.
Bore roundness, Tbc, is to be calculated according to
equation E.1.
T bc = 0.25 × F pT
...(E.1)
...(E.2)
Bore size tolerance, Tbs, is to be calculated according to equation E.3. See E.3.1.2.
T bs = 0.25 × F pT
...(E.3)
Gear mounting surface runout tolerance, Tmr, is to be
calculated according to equation E.4.
T mr = 0.25 × F pT
T js = 0.25 × F pT
...(E.6)
Shaft journal roundness tolerance, Tjc, is to be
calculated according to equation E.7.
T jc = 0.25 × F pT
...(E.7)
Shaft journal runout tolerance, Tjr, is to be calculated
according to equation E.8.
T jr = 0.25 × F pT
...(E.8)
Shaft journal runout, one to another, tolerance, Tjrc,
is to be calculated according to equation E.9.
T jrc = 0.25 × F pT
...(E.9)
Mounting shoulder runout tolerance, relative to shaft
journals, Tjrs, is to be calculated according to
equation E.10.
...(E.10)
E.3.1 Blank tolerances relative to workholding
equipment
E.3.1.1 Solid workholding equipment
Maximum clearance between the workpiece and the
workholding equipment is 50% of FpT or 0.025 mm,
whichever is the smaller value.
E.3.1.2 Collet type workholding equipment
Bore taper tolerance, Tbt, is to be calculated
according to equation E.2.
T bt = 0.10 × F pT
Shaft journal size tolerance, Tjs, is to be calculated
according to equation E.6. See E.3.1.2.
T jrs = 0.10 × F pT
E.3 Primary blank tolerances
...(E.5)
...(E.4)
Gear mounting surface perpendicularity to bore
tolerance, Tmp, is to be calculated according to
equation E.5.
This type of equipment can allow for larger blank
tolerances (0.1 mm typical). However, this should be
used only when the parts have a press fit in
assembly. If a workpiece has a bore or shaft size that
requires this large amount of expansion or contraction, it would be loose in an assembly that uses
standard fits.
E.4 Secondary blank tolerances
These can be applied accurately on either the gear
blanks or the finished gears. Items to be checked
include:
--
face cone;
--
back cone.
49
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
.XXX B A
Back**
Table E.1 gives suggested tolerances for face and
back cones.
Crown to back
(X.XXX)
XX°
(XX.XXX)
Outside diameter
to crown points
Figure E.1 shows the recommended method of
dimensioning the gear blanks.
.XXX B A
Face*
XX.XXX
XX.XXX
XX°
.XXX A
--A-X.XXX
Facewidth
XXX
.XXX
.XXX A
(XXXX) M.D.
--B--
Figure E.1 -- Recommended method for specifying blank tolerances on bevel gears
Table E.1 -- Face and back cone tolerances (mm)
Module, met
met > 10
1.25 < met ≤ 10
0.5 ≤ met ≤ 1.25
50
Face cone
tolerances*
0.13
0.10
0.08
Back cone
tolerances**
0.26
0.26
0.16
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Annex F
(informative)
Tolerance system development and comparison
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
F.1 Purpose
This annex gives the reasoning leading to the bevel
gear classification system and comparisons of pitch
and cumulative pitch tolerances with other systems.
F.2 Development
The bevel gear system was changed from the
previous AGMA 390.03a for several reasons:
-- The nonlinear table values existed without
formulas; this made interpolation of values within
table ranges difficult;
-- The tolerance trends did not relate well to typical manufacturing capabilities for very small or
large gears;
-- The old system was confusing for gear
manufacturers and customers of gear manufacturers.
The committee agreed that a new gear classification
system was needed: one that used formulas and
was easier to understand by users and allowed for
an expanded range of application (but only with
agreement between manufacturer and user).
In addition to AGMA 390.03a, the committee studied
two other classification systems: the ANSI/AGMA
2000--A88 and ISO 1328--1:1995 cylindrical gear
classification systems. It was noted that for many
typical gears (100 mm to 800 mm diameter and 2 to
20 module), relatively small differences occurred
between the classification systems. In all systems,
the classes or grades are separated by a square root
of 2 stepping factor.
Initial investigations by the committee indicated that
a tolerance system in which the tolerance curves
were linear with changes in diameter may have been
appropriate. The following formulas were then
developed:
B − 5
B − 5
f ptA = 0.003d T + 0.3m mn + 5 2
F pT = 0.03d T + 0.3m mn + 19 2
...(F.1)
...(F.2)
Then the committee elected to adopt the tolerance
formulas from ISO 1328--1 and ISO 1328--2, with
modifications for the smaller diameters. This
assured some harmony with existing international
standards and eliminated the difficulties associated
with interpolating non--linear values from the AGMA
390.03a tables, that lacked supporting formulas.
The limits were established to set the tolerances at
points that the committee thought were valid. The
single flank tolerances are different than those given
in annex A of ISO 1328--1:1995. Based on
committee experience, the single flank tolerances
shown in this standard are more appropriate for
functional considerations.
After much study and discussion, the classification
system in this standard was agreed upon. The
system of classifying very accurate gears with a low
number, instead of retaining the method of AGMA
390.03a, was done for two reasons:
-- The system is established internationally by
ISO and other standards;
-- A new labeling system was necessary to distinguish the difference of the new tolerance
grades.
A general comparison between the bevel and
ANSI/AGMA 2000--A88 systems may be made by
subtracting the class number of one system from 17
to find an approximate class number for the other
system.
F.3 Comparison
See figures F.1 through F.18 for a comparison of the
AGMA 390.03a bevel table, the ANSI/AGMA
2000--A88 and ISO 1328--1 cylindrical, and the new
bevel system incorporated in this standard. Tolerance values from ISO 1328--1 are plotted as step
functions as per the standard tables.
51
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
140
120
Fpt, micrometers
100
80
60
+
+
40
+
20
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B6
+
AGMA 390.03a
Bevel Runout, Q12
ISO 1328--1
Helical, 6
ANSI/AGMA 2000--A88
Helical runout, Q12
Figure F.1 -- Tolerance comparison total cumulative pitch variation,
AGMA Q12/grade B6, module 12.7
140
120
Fpt, micrometers
100
80
60
+
+
40
+
20
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B5
+
AGMA 390.03a
Bevel Runout, Q12
ISO 1328--1
Helical, 5
ANSI/AGMA 2000--A88
Helical runout, Q12
Figure F.2 -- Tolerance comparison total cumulative pitch variation,
AGMA Q12/grade B5, module 12.7
52
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
140
120
Fpt, micrometers
100
80
60
40
+
20
+
+
+
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B5
+
AGMA 390.03a
Bevel Runout, Q12
ISO 1328--1
Helical, 5
ANSI/AGMA 2000--A88
Helical runout, Q12
Figure F.3 -- Tolerance comparison total cumulative pitch variation,
AGMA Q12/grade B5, module 6.4
140
120
Fpt, micrometers
100
80
60
40
+
+
+ +
20 +
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B5
+
AGMA 390.03a
Bevel Runout, Q12
ISO 1328--1
Helical, 5
ANSI/AGMA 2000--A88
Helical runout, Q12
Figure F.4 -- Tolerance comparison total cumulative pitch variation,
AGMA Q12/grade B5, module 1.6
53
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
140
120
100
Fpt, micrometers
+
80
+
+
60
40
20
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B7
+
AGMA 390.03a
Bevel Runout, Q10
ISO 1328--1
Helical, 7
ANSI/AGMA 2000--A88
Helical runout, Q10
Figure F.5 -- Tolerance comparison total cumulative pitch variation,
AGMA Q10/grade B7, module 12.7
140
120
Fpt, micrometers
100
80
+
+
60
+
+
40
20
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B7
+
AGMA 390.03a
Bevel Runout, Q10
ISO 1328--1
Helical, 7
ANSI/AGMA 2000--A88
Helical runout, Q10
Figure F.6 -- Tolerance comparison total cumulative pitch variation,
AGMA Q10/grade B7, module 6.4
54
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
140
120
Fpt, micrometers
100
80
60
40
+
+
++
20 +
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B7
+
AGMA 390.03a
Bevel Runout, Q10
ISO 1328--1
Helical, 7
ANSI/AGMA 2000--A88
Helical runout, Q10
Figure F.7 -- Tolerance comparison total cumulative pitch variation,
AGMA Q10/grade B7, module 1.6
160
+
140
+
120
+
Fpt, micrometers
100
80
60
40
20
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B8
+
AGMA 390.03a
Bevel Runout, Q9
ISO 1328--1
Helical, 8
ANSI/AGMA 2000--A88
Helical runout, Q9
Figure F.8 -- Tolerance comparison total cumulative pitch variation,
AGMA Q9/grade B8, module 12.7
55
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
140
120
+
Fpt, micrometers
100
+
80
+
+
60
40
20
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B8
+
AGMA 390.03a
Bevel Runout, Q9
ISO 1328--1
Helical, 8
ANSI/AGMA 2000--A88
Helical runout, Q9
Figure F.9 -- Tolerance comparison total cumulative pitch variation,
AGMA Q9/grade B8, module 6.4
35
30
fptA, micrometers
25
20
15
10
+
+
+
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B5
+
AGMA 390.03a
Bevel Runout, Q12
ISO 1328--1
Helical, 5
ANSI/AGMA 2000--A88
Helical runout, Q12
Figure F.10 -- Tolerance comparison allowable single pitch variation,
AGMA Q12/grade B5, module 12.7
56
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
35
30
fptA, micrometers
25
20
15
+
+
10
+
+
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B5
+
AGMA 390.03a
Bevel Runout, Q12
ISO 1328--1
Helical, 5
ANSI/AGMA 2000--A88
Helical runout, Q12
Figure F.11 -- Tolerance comparison allowable single pitch variation,
AGMA Q12/grade B5, module 6.4
35
30
fptA, micrometers
25
20
15
10
++ +
5
+
+
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B5
+
AGMA 390.03a
Bevel Runout, Q12
ISO 1328--1
Helical, 5
ANSI/AGMA 2000--A88
Helical runout, Q12
Figure F.12 -- Tolerance comparison allowable single pitch variation,
AGMA Q12/grade B5, module 1.6
57
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
35
30
fptA, micrometers
25
20
+
+
+
15
10
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B7
+
AGMA 390.03a
Bevel Runout, Q10
ISO 1328--1
Helical, 7
ANSI/AGMA 2000--A88
Helical runout, Q10
Figure F.13 -- Tolerance comparison allowable single pitch variation,
AGMA Q10/grade B7, module 12.7
35
30
fptA, micrometers
25
20
+
+
+
15
+
10
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B7
+
AGMA 390.03a
Bevel Runout, Q10
ISO 1328--1
Helical, 7
ANSI/AGMA 2000--A88
Helical runout, Q10
Figure F.14 -- Tolerance comparison allowable single pitch variation,
AGMA Q10/grade B7, module 6.4
58
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
35
30
fptA, micrometers
25
20
15
+
+
10
+
+
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B7
+
AGMA 390.03a
Bevel Runout, Q10
ISO 1328--1
Helical, 7
ANSI/AGMA 2000--A88
Helical runout, Q10
Figure F.15 -- Tolerance comparison allowable single pitch variation,
AGMA Q10/grade B7, module 1.6
35
30
+
+
fptA, micrometers
25
+
20
15
10
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B8
+
AGMA 390.03a
Bevel Runout, Q9
ISO 1328--1
Helical, 8
ANSI/AGMA 2000--A88
Helical runout, Q9
Figure F.16 -- Tolerance comparison allowable single pitch variation,
AGMA Q9/grade B8, module 12.7
59
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
35
30
25
+
fptA, micrometers
+
20
+
+
15
10
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B8
+
AGMA 390.03a
Bevel Runout, Q9
ISO 1328--1
Helical, 8
ANSI/AGMA 2000--A88
Helical runout, Q9
Figure F.17 -- Tolerance comparison allowable single pitch variation,
AGMA Q9/grade B8, module 6.4
35
30
fptA, micrometers
25
20
+
+
++ +
15
10
5
0
0
100
200
300
400
500
600
700
800
900
1000
Diameter, mm
AGMA 2009--B01
Bevel, B8
+
AGMA 390.03a
Bevel Runout, Q9
ISO 1328--1
Helical, 8
ANSI/AGMA 2000--A88
Helical runout, Q9
Figure F.18 -- Tolerance comparison allowable single pitch variation,
AGMA Q9/grade B8, module 1.6
60
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
Annex G
(informative)
Example of statistical process control (SPC) application
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
G.1 Purpose
When gears are to be manufactured to a statistical
requirement, the gears will have to be made more
accurately than the tolerance listed. This annex
provides a rule of thumb to determine the accuracy
levels needed to meet the statistical requirements.
Example:
Given:
mmn = 12 mm
dT = 150 mm
Accuracy grade = B7
Cpk = 1.33
Determination steps:
G.2 Statistical process control (SPC)
Statistical process control (SPC) is valid for accuracy
grade B4 through B10 gears. SPC is not available
for accuracy grade B3. This is because the present
measurement capabilities have uncertainty values
too large to allow for the proper statistical analysis of
accuracy grade B3. See ANSI/AGMA 2114--A98.
To achieve statistical compliance, the manufacturing
tolerance must be smaller than the print tolerance.
To determine the manufacturing tolerance requirement, the following starting point is recommended:
1. Add 1 to the required Cpk value.
2. Divide the total cumulative pitch variation
tolerance, FpT, by this value.
3. The results indicate the tolerance that the
parts will have to meet to pass the SPC requirements.
1.
F pT = 0.050 mm
2.
1 + C pk = 1 + 1.33 = 2.33 mm
3.
F pT
1 + C pk
= 0.050 = 0.021 mm
2.33
4. Therefore the new tolerance required is
accuracy grade B4.
All manufacturing parameters must consider the
need to produce the equivalent of accuracy grade B4
gears to meet the SPC requirements. This includes
the gear blank tolerance (see annex E) and other
gear tooth tolerances listed in this standard.
NOTE: For one sided tolerances:
C pk = USL − X
3σ n−1
where
USL
= Upper specification limit;
X
= Average;
σn--1
= σ of a sample.
61
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Annex H
(informative)
Interpretation of composite data
[The foreword, footnotes and annexes, if any, are provided for informational purposes only and should not be
construed as a part of ANSI/AGMA 2009--B01, Bevel Gear Classification, Tolerances, and Measuring Methods.]
H.1 Purpose
This annex is provided as a comparison of the
traditional and a new proposed method of evaluation
of composite data. The method can be applied to
single flank as well as double flank composite tests.
The purpose of the new method is to provide
information that is more useful for diagnostic purposes and quality improvements.
H.2 Introduction
See 5.6 for more information on the double flank
composite testing method. See annex C for more
information on the single flank composite testing
method.
H.2.1 Chart information
Double flank composite data charts are made up
primarily of information related to radial runout and
variations in tooth form.
Single flank composite data charts are made up
primarily of information related to tangential index
variation (accumulated pitch variation) and variations in tooth form.
H2.2 Traditional interpretation
Double flank composite measurements are
toleranced for total composite variation, Vcq, and
tooth--to--tooth composite variation, Vq. They were
interpreted from the charts as shown in figure H.1.
The total composite variation was read as the
difference between the highest to lowest point on the
chart. The tooth--to--tooth variation was read as the
greatest change in any 360 degree/z part of the
chart.
This may be acceptable for evaluation of the final
gear quality relative to the application for some
purposes. However, it doesn’t tell the true picture as
far as diagnostic purposes. For example, it doesn’t
help in the case of determining noise potential. Also,
if one is trying to evaluate the manufacturing
process, it gives a distorted picture of the tooth form
that the machine and tool is producing.
62
The problem with this is that the greatest tooth--to-tooth variation will be along the part of the runout
curve that has the greatest slope. This has the effect
of distorting the amplitude of the data relating to that
particular tooth.
For the same quality of tooth form and runout, the
tooth--to--tooth variation will be greater for a gear
with a lower number of teeth than it will for higher
numbers of teeth. See figures H.2a and H.2b for a
comparison.
H.2.3 Relationship between tolerances
Because of this relationship between runout and the
tooth--to--tooth variation, the current tolerances have
unrealistic values in some cases. In previously
existing standards, the tooth--to--tooth tolerance is
about 1/2 to 1/3 of the total composite tolerance. This
has come about in order to accommodate the
distortion of tooth--to--tooth data, by runout, and
especially for the low numbers of teeth. There should
be a greater difference between total and tooth--to-tooth (VqT = 0.1 to 0.2 times VcqT). This would be
feasible if the tooth--to--tooth variations were separated from the runout or accumulated pitch variations.
H.3 New method
The separation of tooth--to--tooth from total variation
can be done by different techniques. The best
method would be some form of electronic “filtering”.
This can be done by either analog circuits or digitally
in a computer. This would result in charts as shown
in figure H.3 a, b and c. If these methods are not
available in the measuring system, a very good
approximation can be done manually.
Manual interpretation can be done by drawing in the
upper and lower envelope of the measured data. The
upper envelope is the long term component and the
vertical distance between the upper and lower
envelope is the short term component. This is shown
in figure H.4.
Either method sorts out the long term component of
the data from the short term component. For double
flank composite tests, the long term component
represents radial runout, Fr, and the short term
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
component represents the tooth form variations, fid.
For single flank composite tests, the long term
component represents the accumulated pitch variation, Fp, and the short term component represents
the tooth form variation, fis.
H.5. This can be caused by oval shapes, triangular
shapes, etc. This is common in ring gears where
heat treat distortions occur at the location of each
bolt hole in the blank. Even the short term
component can have distortions from variations in
the tooth shape.
H.4 Additional diagnostics
Most situations with long term component variations
will be in the sinusoidal form as shown in figures H.3
and H.4. This is caused by eccentricity. There are
cases, however, where long term variations will
show up at higher orders, such as shown in figure
These higher order variations can be analyzed by
the use of Fourier analysis techniques, such as a
Fast Fourier Transform (FFT) analyzer or by digital
filtering techniques. They also can be analyzed, to
some extent, by manual techniques using the upper
and lower envelope curves as drawn in figure H.5.
5.0
4.0
3.0
2.0
Vq
Amplitude
1.0
Vcq
0.0
--1.0
--2.0
--3.0
--4.0
--5.0
0
1
2
3
4
5
6
7
8
9
Tooth number
Figure H.1 -- Strip chart of double flank composite test
10
11
12
63
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
5.0
4.0
3.0
Amplitude
2.0
Vq
1.0
0.0
--1.0
--2.0
Composite tooth--to--tooth
12 tooth gear
--3.0
--4.0
--5.0
0
1
2
3
4
5
6
Tooth number
7
8
9
10
11
12
Figure H.2a -- Double flank composite test, low number of teeth
5.0
4.0
3.0
2.0
Amplitude
Vq
1.0
0.0
--1.0
--2.0
Composite tooth--to--tooth
30 tooth gear
--3.0
--4.0
--5.0
0
5
10
15
Tooth number
20
25
Figure H.2b -- Double flank composite test, high number of teeth
64
30
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
5.0
Total composite variation
(Fid -- Double flank)
(Fis -- Single flank)
4.0
3.0
Amplitude
2.0
1.0
0.0
--1.0
--2.0
30 tooth gear
--3.0
--4.0
--5.0
0
5
10
15
Tooth number
20
25
30
25
30
Figure H.3a -- Total composite variation (unfiltered)
5.0
4.0
Long term component
(Fr -- Double flank)
(Fp Single flank)
3.0
Amplitude
2.0
1.0
0.0
--1.0
--2.0
--3.0
30 tooth gear
--4.0
--5.0
0
5
10
15
Tooth number
20
Figure H.3b -- Long term component (low pass filtered)
65
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Short term component
(fid -- Double flank)
(fis -- Single flank)
5.0
4.0
3.0
Amplitude
2.0
1.0
0.0
--1.0
--2.0
--3.0
Composite tooth--to--tooth
30 tooth gear
--4.0
--5.0
0
5
10
15
Tooth number
20
25
30
Figure H.3c -- Short term component (high pass filtered)
5.0
3.0
2.0
Short term component
(fid -- Double flank)
(fis -- Single flank)
Amplitude
1.0
0.0
Long term component
(Fi -- Double flank)
(Fp -- Single flank)
Total composite variation
(Fid -- Double flank)
(Fis -- Single flank)
4.0
--1.0
--2.0
--3.0
12 tooth gear
--4.0
--5.0
0
1
2
3
4
5
6
Tooth number
7
8
9
Figure H.4 -- Manual interpretation of composite test
66
10
11
12
AMERICAN NATIONAL STANDARD
ANSI/AGMA 2009--B01
40
30
20
Amplitude
10
0
--10
--20
--30
--40
0
Remove 1st order
One gear revolution
1
2
3
4
5
6
Tooth number
7
8
9
10
11
12
Figure H.5 -- Complex variations
67
ANSI/AGMA 2009--B01
AMERICAN NATIONAL STANDARD
Bibliography
The following documents are either referenced in the text of ANSI/AGMA 2009--B01, Bevel Gear Classification,
Tolerances, and Measuring Methods or indicated for additional information.
1.
AGMA 390.03a, AGMA Gear Handbook Volume 1 Gear Classifications, Materials and Measuring
Methods for Unassembled Gears
2.
ANSI/AGMA 2008--B90, Assembling Bevel Gears
3.
ANSI/AGMA 2005--B88, Design Manual for Bevel Gears
4.
ANSI/AGMA 2010--A94, Measuring Instrument Calibration -- Part I, Involute Measurement
5.
ANSI/ASQC Z1.4--1993, Sampling Procedures and Tables for Inspection by Attributes
6.
ISO 1328--1:1995, Cylindrical gears -- ISO system of accuracy -- Part 1: Definitions and allowable
values of deviations for corresponding flanks of gear teeth
7.
ISO 1328--2:1997, Cylindrical gears -- ISO system of accuracy -- Part 2: Definitions and allowable
values of deviations relevant to radial composite deviations and runout information
68
(This page is intentionally left blank.)