SIMATIC Ident
advertisement

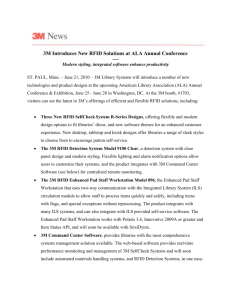
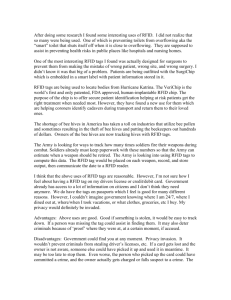
Monitoring 100,000 engines per year John Deere, Saran (France) To increase quality, simplify operations and saving time for the whole assembly line John Deere uses a RFID system Simatic RF300 at the plant Saran near Orléans. From the initial bare cylinder block, a fully assembled engine is born, the reference of which is recognized with no possible errors at each manual or automated assembly operation. The John Deere plant at Saran offers an output of 100,000 diesel engines per year (450 per day). Three engines ranges are available, using a total of 500 references. This means that, in one day, the assembly line may handle up to 70 different batches. This flexible 220-metre long line comprises 92 workstations, each corresponding to a specific assembly stage. For each manual workstation, a screen indicates the reference of the part to be assembled to the operator. Until now, the AMES (a proprietary IT system common to all John Deere sites) line supervision and production monitoring system sent the corresponding planning sheet to each workstation, according to the principle of the engine reference stacking system, in the order of entry into production only. However, about ten times per week, this logical principle was causing time lag issues. SIMATIC Ident Correcting these productivity and quality defects sometimes meant that final corrections had to be made to the engines offline. To solve this recurring problem, John Deere decided to integrate a RFID solution with Simatic RF300 from Siemens for the purpose of monitoring the engine assemblies. Monitoring 100,000 engines per year Engine and procedure are inextricably linked Tags on automated trolleys On the first part of the line, the 50 automated transfer trolleys moving on rollers each incorporate three passive RFID HF tags. The Simatic RF320T tags are arranged on 3 sides of the trolley, since it has to move in front of the readers on various sides. At the edge of the line, the RF340R readers are arranged. On the second part of the line, the engine blocks leave the trolleys to be put onto trucks, which are guided by a rail that is built into the floor. Each of the 70 trucks has a single tag in this instance, which is read by Simatic RF350R readers. 92 RFID antennas in a network Each trolley has 3 RFID tags as it is required to transfer to 3 different positions. In order to provide a link to the production management system, an additional Profibus DP network has been added to connect the 92 RFID antennas and 50 communication modules of the ASM 456 type. This network is connected to a Simatic S7-400 PLC, which is equipped with a high-performance CPU 416 that controls conveying for the entire assembly line. For data routing purposes, the operator establishes the relationship between batch number and RFID tag number at the start of the line when a trolley receives an engine block. Thus, when a trolley arrives in front of a workstation, the antenna reads the tag on the fly: the number is returned via an Ethernet link between the PLC and the OPC server on the AMES production management system. The planning sheet relating to the workstation and the batch being processed is distributed by return. All this information appears on the screen at the operator's workstation. Errors are no longer possible in the operation performed on the batch. Successful integration The issue related both to the accuracy of the distances between tags and readers and the configuration choices as regards any interference with the radio communications caused by the metal masses. It was therefore necessary to make mechanical modifications in order to adapt the RFID technology to the various production constraints. Moreover, an adjustment of the automatic control program has made it possible to optimize the cycle time of the PLC dedicated to conveying, which handles instrumentation and control for the 92 assembly workstations and operator interfaces. The second part of the assembly line requires the engine blocks to be put onto trucks that are drawn by means of a rail. The RFID read/write device is arranged below the flagstone level. Siemens AG Industry Sector Sensors and Communication P.O. Box 4848 90026 NUREMBERG GERMANY www.siemens.com/ident © Siemens AG 2010 The information provided in this brochure contains merely general descriptions or characteristics of performance which in case of actual use do not always apply as described or which may change as a result of further development of the products. An obligation to provide the respective characteristics shall only exist if expressly agreed in the terms of contract. All product designations may be trademarks or product names of Siemens AG or supplier companies whose use by third parties for their own purposes could violate the rights of the owners.