Cutting costs by charging with iron residues
advertisement

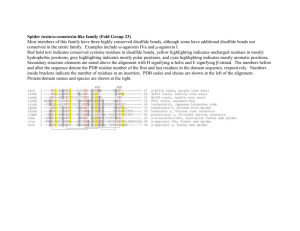
K INTERVIEW Internet-PDF from “Casting Plant & Technology “ 02 / 2012, pages 6 – 7 © Giesserei-Verlag, Düsseldorf Cutting costs by charging with iron residues The price of input materials plays a major role in the foundry sector, with its intensive use of raw materials and energy. Substantial cost savings in foundries can be achieved by using iron residues instead of scrap in cupola furnaces, according to Dr. Michael Lemperle, Technical Consultant and former Vice President of shaft melting furnaces at the plant constructor Küttner in Essen, Germany We carried out successful trials with residues in hot blast cupolas. In addition, we have already constructed shaft melting furnaces for the steel industry that are specially designed for charging with residues. How can the iron-bearing residues be used in cupola furnaces? Dr. Michael Lemperle studied physics and graduated in metallography at RWTH Aachen in Germany. The expert for shaft furnaces was vice president for this business segment at Küttner most recently, where he is still working as a technical advisor (Photos: Küttner) The advantage is purely financial. The iron in the residues is always cheaper than scrap. There may be a further advantage if the residues come from steelworks. Because then they do not have any undesirable elements. Apart from the steel industry, the residues can also come from other industries. What is important, however, is that ferric oxide is left over as a residue. This is the case, for example, when one roasts ores containing zinc. Residues containing iron occur in steelworks in large quantities, because the big smelters operate dust extraction systems that provide a lot of dust and sludge containing ferric oxide. Where else can those residues come from? What were your experiences with iron residues at Küttner? Dr. Lemperle. You say that iron resi­ dues are a reasonably priced alter­ native to scrap for the production of molten iron in cupola furnaces. What is the advantage of using residues? Casting Plant & Technology 2/ 2012 This is possible if ferric oxide, lime and other slaggable materials are mixed with carbon and processed to produce so-called self-reducing bricks. Calculations of how much carbon is needed to reduce the ferric oxide are made in advance. This is generally 10 to 12 % carbon. The mixture is then used in a normal brick press for road construction. With cement as a binder, the bricks must harden for three days and can then be used to charge the furnace. Specialized brick producers are already providing bricks to the steel industry. Something similar is also possible in the foundry industry. How much money can one save on the melting process by using this method? The bricks contain about 40 to 45 % iron in the form of ferric oxide. The proportion of the oxide is over 60 %. So 450 kg of iron can be obtained from one tonne of bricks. One thus needs about twice the amount of bricks compared to scrap. At the end of the day, between 50 and 100 Euros can be saved per tonne of molten iron. Can shaft and cupola furnaces also be completely charged with these bricks? This is, unfortunately, not possible because one cannot fully utilize the melting performance of, say, a 20 tonne furnace if one only uses bricks. Compared to scrap, one needs twice the amount of bricks for the required amount of molten iron. So you come up against the capacity limits. Moreover, most large plants now have dry gas cleaning. Here the dirty gas is first burnt then cooled and then goes into the filter. If you now use bricks that also contain carbon, the quantity of gas and the CO content in the gas will increase. If this is also supposed to be burnt in the combustion chamber you end up with a gas quantity that exceeds the capacity of the filter. With normal plants, however, one can replace 20 to 30 % of the scrap with bricks. Has Küttner already sold furnaces that specialize in melting bricks? Self-reducing brick and possible sources of iron residues Yes, for the first time in the steel industry we constructed such a furnace for the German steel producer Thyssen. Then another two in Japan and three in China. The Japanese haven’t yet melted any bricks. They have limited themselves to scrap. The Chinese, however, are running two lines. One line with normal steelworks residues, like at Thyssen, and the other line with residues from stainless steel production. In this way, chromium and nickel are reclaimed. Tisko Taiyuan has a reference plant in China that is also at an advanced project stage. These plants have wet gas cleaning, whereby only a small amount of the gas is burnt to generate a hot blast. Most of it is used in a power station to generate electricity. This is, of course, particularly efficient. www.kuettner.com Casting Plant & Technology 2/2012