Surface and Coatings Technology 141 Ž2001. 275᎐282
Formation of aluminide coatings on nickel by a fluidised bed
CVD process
N. Voudouris, Ch. Christoglou, G.N. AngelopoulosU
Laboratory of Metallurgy, Department of Chemical Engineering, Uni¨ ersity of Patras, 26500 Rion-Patras, Greece
Received 2 January 2001; accepted in revised form 14 March 2001
Abstract
The present work concerns the formation and modelling of aluminide diffusion coatings onto nickel and nickel alloys by means
of a fluidised bed chemical vapour deposition ŽFBCVD. process. In this process, the treated object is suspended within the FB
reactor, which contains the treating agent. The latter is a mixture of powders of the donor of the coating-forming element
ŽFe x Al y ., and of a filler material ŽAl 2 O 3 .. As an activator of the process, a halide compound is used ŽNH 4 Cl.. The bed is fluidised
by inert gas ŽAr.. The precursor vapours of the element to be deposited are formed in situ, by the reaction of the donor with the
activator. The produced coatings are characterised by optical microscopy, SEM and EPMA. The modelling of the nickel᎐aluminide
coating growth on nickel, has been based on the diffusion equations of aluminium in pure nickel, considering the intermetallic
compounds predicted by the Ni᎐Al phase diagram. The model predicts the aluminium composition profiles as functions of the
time and the concentration of Al in the donor, for the aluminisation conditions under consideration. The model is in satisfactory
agreement with experimental results. 䊚 2001 Elsevier Science B.V. All rights reserved.
Keywords: Fluidised bed chemical vapour deposition ŽFBCVD.; Aluminium diffusion coatings; Interdiffusion coefficients; Aluminium distribution; Coating morphology
1. Introduction
The use of Ni᎐Al intermetallics is common for the
protection of turbine blades used in engine hot sections. These blades are constructed of nickel superalloys and are mainly attacked by high temperature oxidation and hot corrosion phenomena. The application
of aluminium as an alloying element in diffusion coatings is an effective way to increase the oxidationrcorrosion resistance of treated parts. This is obtained by
the formation of a protecting surface Al 2 O 3 film. A
widely applied technique for the production of these
coatings is the pack cementation process. This process
is carried out in a bed that serves as a source of the
U
Corresponding author. Tel.: q30-61-9975-09; fax: q30-61-997613.
E-mail address: angel@chemeng.upatras.gr ŽG.N. Angelopoulos..
elements needed to form the protective coating w1x.
However, this method presents certain disadvantages
as the powders used tend to sinter at the high temperatures of the process, so the treated parts are loaded
and unloaded with the furnace at room temperature
reducing the productivity of the process, and also the
produced coatings are often inhomogeneous.
The studies reported concern mainly the aluminisation of nickel alloys by the pack cementation process.
Das et al. w2x studied the evolution of the aluminide
coating microstructure on a Ni-base superalloy. They
concluded that for the high-activity pack process, the
coating growth takes place primarily by inward diffusion initially, followed by an intermediate stage where
the growth involves both inward Al and outward Ni
diffusion. In the final stages, the outward diffusion of
Ni dominates the coating formation. Bahadur et al. w3x
studied the morphology and structure of aluminide
0257-8972r01r$ - see front matter 䊚 2001 Elsevier Science B.V. All rights reserved.
PII: S 0 2 5 7 - 8 9 7 2 Ž 0 1 . 0 1 1 9 3 - 8
276
N. Voudouris et al. r Surface and Coatings Technology 141 (2001) 275᎐282
coatings on nickel by pack cementation. Two types of
processes have been considered. In the first type, the
high activity process, the coatings are formed by inward
aluminium diffusion and the major phases are Ni 2 Al 3
and NiAl. In this case, further annealing of the specimen is necessary for the formation of the desired NiAl
phase over the entire coating. The second type of
process is the low activity process. In this case, the
coating comprises mainly of the NiAl phase and is
formed by simultaneous outward nickel and inward
aluminium diffusion.
Mathematical models have also been proposed for
the simulation of the pack cementation process. Hickl
et al. w4x have studied simulation of nickel aluminising
by a high activity process. The aluminium distribution
has been determined for the stages of aluminium formation and homogenisation, utilising numerical methods. By an iterative method, the interdiffusion coefficient in the NiAl phase has been estimated, in accordance with the reported experimental results. The thermodynamics and kinetics of pack cementation have
been studied by Levine and Caves w5x, as well as by
Sivakumar and Seigle w6x. Both studies examined the
conditions where the rate-determining step of the deposition is gaseous or solid diffusion and concluded
that in the low activity processes, solid solution is
rate-determining and that the surface of the specimen
is in equilibrium with the pack. In the high activity
processes, both types of diffusion are rate-determining,
possibly due to the high interdiffusion coefficients in
the phases NiAlrNi 3 Al 5 .
Although the pack coating process is the most widely
used technique for the deposition of aluminide coatings, it is difficult for this process to apply such coatings
on particles with narrow passages Žbelow 0.5 mm in
diameter., because it is difficult to feed the pack powder
uniformly into these narrow passages and subsequently
remove the powder.
The fluidised bed CVD combines the characteristics
of a fluidised bed reactor, namely uniform temperature
and gas distribution, with the principles of chemical
vapour deposition w7x. With this process, wear resistant
coatings ŽTiC, VC, Cr x C y and TiN. have been successfully deposited onto various steel grades w8x, as well as
diffusion coatings ŽAl, Si. onto nickel, nickel alloys and
ARMCO iron. Perez et al. w9x, in a low temperature
FBCVD process, used aluminium powder instead of
FeAl as a donor, reducing the experimental temperature below the aluminium melting point. Araki and
Motojima w10x used a FB to obtain aluminide diffusion
coatings on Inconel 738 at 1000⬚C from preheated
AlCl 3 q H 2 gas mixture. In the reported experiments,
the AlCl 3 gas was prepared by the chlorination of
aluminium metal by HCl gas at 330⬚C, and the surface
of the aluminised layer was composed of NiAl phase.
2. Experimental
The fluidised bed furnace used in the experiments
consists of a quartz tube retort of 63-mm diameter. At
the base of the tube a stainless steel diffusion plate is
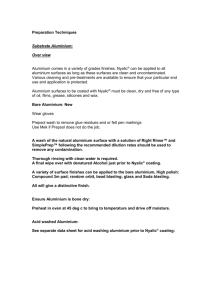
assembled, as depicted in Fig. 1. The furnace of 2 kW
power is heated by electrical elements. For the coating
process, the retort is filled with the treating agent
consisting of the donor powder ŽFeAl 36 at.% or 52at.%. Al, grain size 63᎐160 m. and a filler oxide
ŽAl 2 O 3 , grain size f 175 m., which is mainly used for
even-heat transfer and temperature distribution, and is
considered as inert, i.e. it does not take place in the
reactions of the process. The powder mixture is fluidised by high purity Ar gas Ž99.999%., starting at a
temperature of 500⬚C to prevent any sintering of the
powders used. Ammonium chloride ŽNH 4 Cl. is utilised
as an activator of the process. This activator is evaporated in a preheater outside the FB at a temperature
of 300⬚C, and its vapours enter the FB furnace by
means of a carrier gas mixture ŽArq 10% H 2 . with a
flow rate of 15᎐25 lrh Žmeasured at room temperature.. The activator consumption rate was set at 0.2, 1.5
and 1.4 grh, respectively, to evaluate its effect on the
produced coatings. The fluidisation gas flow rate was
set at 90 lrh at normal conditions. The temperature
was set at 1000⬚C and was controlled by means of PID
controllers, having a deviation of maximum 5⬚C. The
gas flow rates were manually controlled by means of
gas flow meters. All specimens were polished before
treatment up to a 500-grit SiC paper and ultrasonically
cleaned in acetone. The final surface roughness of the
15 = 15 = 5 mm3 specimens was R a s 0.06 m Žarithmetic mean deviation of roughness profile. and R max s
0.5 m Žmaximum peak-to-valley height.. The specimens were inserted within the FB from the top of the
FB furnace, removed after specific treatment time and
left to cool in ambient air. After treatment, surface
Fig. 1. Schematical representation of the fluidised bed CVD experimental set up.
N. Voudouris et al. r Surface and Coatings Technology 141 (2001) 275᎐282
277
roughness measurements were performed. Then the
specimens were: segmented; nickel electroplated for
the protection of the coating during metallographic
preparation; polished up to 1-m diamond paste; and
chemically etched with Nital 2% vol. The coatings were
characterised by optical microscopy, EDX and EPMA
analyses.
3. Thermochemical considerations
The Al᎐Ni system has been object of research by Du
and Clavaguera w11x who have made a comparison
between the calculated and measured phase diagrams
and thermodynamic quantities, showing that most of
the experimental information is satisfactorily accounted for by the thermodynamic calculation. The
thermodynamics of the process are simulated in the
herein-described model, under the assumptions that
the chemical reactions of the system rapidly attain
equilibrium and that the mixing of the gaseous constituents is complete.
In the FBCVD process under consideration, the FeAl
donor reacts with the HCl vapours produced from the
dissociation of the activator ŽNH 4 Cl. resulting in the
formation of precursor vapours of aluminium chlorides
ŽAlCl x .. The reaction of the aluminium chlorides with
the iron substrate results in the formation of the
aluminium-containing coating.
The calculation of the system composition in chemical equilibrium has been attained by means of the
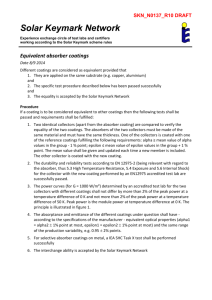
computer software ChemSage v 3.0 w12x. Fig. 2 presents
the vapour phase equilibrium composition at 1000⬚C
and 1-atm pressure, for a system comprising of a Fe᎐Al
donor alloy, NH 4 Cl activator and Al 2 O 3 filler oxide.
The fluidisation gas ŽAr. is inert at the process temperature and has therefore been omitted from the calculations. As depicted, the major formed species is hydrogen, followed by the halides of Al ŽAlCl 3 , AlCl 2 , AlCl.
and HCl.
According to Ravi et al. w13x, the deposition of
aluminium proceeds mainly by decomposition reactions
of its lower halides. As depicted in Fig. 2, the deposition of aluminium by the reactions Eqs. Ž1. ᎐ Ž3. is
favoured for Al-contents higher than ; 35 at.%, where
AlCl 3Žg. is dominant:
2AlCl Ž g . s AlCl 2Ž g . q Al
Ž1.
3AlCl Ž g . s AlCl 3Ž g . q 2Al
Ž2.
3AlCl 2Ž g . s 2AlCl 3Ž g . q Al
Ž3.
Fig. 2. Equilibrium composition of the formed gases during
aluminization of nickel with a FeAl donor. Reacting system: in excess
of FeAl Ž52 at.% Al.; NH 4 Cl s 0.01 mole; Al 2 O 3 s 1 mole at 1000⬚C
temperature.
while a secondary mode of deposition is:
AlCl xŽ g . q xr2H 2 s xHCl q Al
Ž4.
The examination of the possibility of iron codeposition in the coating, undesirable in most cases, is of
particular interest for the process. Moreover, the vapour
pressures of the iron halides are very low, with values
lower than 0.001 Pa w14x. This result is attributed to the
significant difference of the standard Gibb’s energies of
formation between the Al- and Fe-halides w15x. According to Bianco et al. w15x, in order to achieve a simultaneous deposition of two or more coating elements, the
partial pressures of their respective halides must be in
the same order of magnitude. According to the results
depicted in Fig. 2, this condition holds potentially only
in low Al-contents Ž; 5 at.%. where the FeCl 2Žg. partial pressure is appreciable and AlCl 3Žg. is dominant.
4. Experimental results
The surface of the specimens after treatment was
smooth and grey-coloured. According to the optical
observation of the specimens by means of a metallographic microscope, the coatings were dense and homogeneous over their entire cross-section. Figs. 3 and 4
present typical aluminide coatings deposited on
NiCr23Fe alloy and Ni, respectively. In the case of Ni
substrate, the coating comprises of two phases: an
external dark grey-coloured phase and an internal yellow-coloured phase of total coating thickness of 65 m.
In the case of NiCr23Fe substrate, the coating consists
of a single phase of 25-m thickness, with an evident
278
N. Voudouris et al. r Surface and Coatings Technology 141 (2001) 275᎐282
Fig. 3. Cross-section of aluminide coating on NiCr23Fe. Treatment
time: 1 h; temperature: 1000⬚C. FeAl donor with 52 at.% Al.
diffusion zone between coating and substrate. For the
substrates used, Ni and NiCr23Fe, respectively, the
coating growth was found to be analogous to the square
root of treatment time, as Fig. 5 depicts for all the
activator consumptions used in the experiments. This
fact indicates that the rate-determining steps during
the deposition are gaseous or solid diffusion, and not
surface reaction. The rates of deposition were estimated to be 30 m⭈ hy0 .5 for Ni, and 21 m⭈ hy0 .5 for
NiCr23Fe substrates. Fig. 6 presents a comparison of
coatings after ongoing treatment times for a 52-at.% Al
donor on Ni. With ongoing treatment time, the formation of a second phase is visible. The morphology of the
aluminium distribution was connaturally for all coatings, whilst thickness of the formed phases varied.
According to the electron probe microanalysis ŽEPMA.,
the coating consists of a two-colour NiAl phase. The
blue-grey outer layer comprises of stoichiometric NiAl
and the yellow inner layer is of substoichiometric NiAl,
as expected from the NiAl phase-diagram ŽFig. 7., as
the aluminium concentration decreases in the coating.
Finally, a nickel᎐aluminium solid solution under the
NiAl layer was also detected. As the coating consists of
the desired NiAl phase, no further annealing of the
specimens is considered necessary. Das et al. w1x, in
Fig. 4. Cross-section of aluminide coating on nickel. Treatment time:
4 h; temperature: 1000⬚C. FeAl donor with 52 at.% Al.
Fig. 5. Experimental and numerically-obtained nickel aluminide
coating thickness for various treatment times and activator addition,
as a function of square root of treatment time. Donor: FeAl powder
52 at.% Al; temperature: 1000⬚C.
their phase constitution of the coatings on CM-247
nickel alloy ŽCo: 9.2; Cr: 8.1; W: 9.5; Al: 5.6; Ta: 3.2;
Hf: 1.5; Ti: 0.7; Zr: 0.015; Mo: 0.5; B: 0.15; C: 0.07
wt.%; Ni: balance ., found the coating to consist only of
the NiAl phase and no other high-aluminium-containing Ni᎐Al phase such as Ni 2 Al 3 . This, according to the
authors, implies that the diffusivity of Al and Ni is high
enough at the aluminising temperature, to attain the
equilibrium phase of NiAl even after short time.
Fig. 6. Comparison of aluminium coatings on nickel after various
treatment times. Temperature: 1000⬚C; donor: FeAl powder 52 at.%
Al. The formation of two different coloured layers is evident with
time.
N. Voudouris et al. r Surface and Coatings Technology 141 (2001) 275᎐282
279
Fig. 7. Aluminium᎐nickel phase diagram w17x.
5. Modelling of NiAl coating growth
The coating growth modelling was based on the
diffusion equations of aluminium in pure Ni, considering the intermetallic compounds predicted by the Ni᎐Al
phase diagram. The development of the model was
based on the work of Hickl and Heckel w4x. According
to the phase diagram at 1000⬚C, the coating consists of
the phases Al 3 Ni 2 Ž ␥ ., NiAlŽ ␦ ., Ni 3 AlŽ . and solid solution of aluminium in nickel Ž .. Fig. 8 presents the
expected morphology of the coating according to the
phase diagram. In the herein described process, the
Al 3 Ni 2 Ž ␥ . phase is not being formed because the Al
concentration in the donor does not exceed 52 at.%.
The formed phases are therefore NiAlŽ ␦ ., Ni 3 AlŽ .
and NiŽAl.Ž ..
Due to the high rate of mass transfer in a fluidised
bed reactor, which is an inherent characteristic of these
Fig. 8. Morphology of the coating according to the Ni᎐Al phase
diagram for treatment at 1000⬚C.
types of reactors, the influence of gaseous diffusion can
be considered minor. Under this assumption, the outer
surface of the coating will be in equilibrium with the
donor, and their aluminium activities equal. In this
way, the Al surface concentration of the coating can be
estimated for Fe᎐Al and Ni᎐Al donators, as presented
in Fig. 9. Data for the activities of the Fe᎐Al and
Ni᎐Al intermetallics were taken from Steiner et al.
w16x. Because the Al activity is higher in FeAl than
NiAl alloys, according to Fig. 9, use of FeAl powder as
a donor is preferable. The FeAl donor used in these
experiments, contained 50 at.% Al, leading to an
aluminium concentration of 52 at.% Al at the outer
Fig. 9. Correlation of Al concentration between Fe᎐Al and Ni᎐Al
donors and the aluminide coating surface on nickel. The experimental points are in satisfactory agreement with the theoretical prediction.
N. Voudouris et al. r Surface and Coatings Technology 141 (2001) 275᎐282
280
surface of the coating, which was confirmed by EPMA
analyses.
According to the above considerations, and for the
stated experimental conditions, the qualitative distribution of aluminium in the coating can be presented
through Fig. 10. The surface concentration Cs of
aluminium is 52% and the formation of the ␥ phase is
not expected. The outer phase NiAl of the coating
grows on both sides of the original surface, with inward
diffusion of aluminium and outward diffusion of nickel.
The phase boundaries are determined by the transition
concentrations Ci j Ž i, j s ␦, , . predicted by the
phase diagram at 1000⬚C. The positions of the interfaces presented in this picture are characterised by
co-ordinates i Ž i s 0, 1, 2., relative to the original
surface which is the zero point. As the coating growth
is determined by diffusion phenomena, the displacement of the 0 , 1 and 2 interfaces will be analogous
to the root of treatment time and the interdiffusion
coefficient within each phase. The displacement equations are then formed as follows:
1r2
Ž5.
1 s 2 K 1Ž D ␦ t .
1r2
Ž6.
2 s 2 K 2 Ž D t .
1r2
Ž7.
0 s 2 K 0 Ž D␦ t .
where K 0 , K 1 and K 2 are proportionality constants,
D ␦ and D are the interdiffusion coefficients in the
phases NiAl and Ni 3 Al, respectively, and t is the
treatment time. The mass balances at each interface
are based on the fluxes from and to the interface, and
are given in terms of velocity ⭸ ir⭸t wEqs. Ž8. ᎐ Ž10.x.
During the deposition there is no nickel loss from the
gas phase, and the coating is formed by net influx of
aluminium in the substrate. The fluxes Ji are given
from Fick’s first law:
⭸ 0
yJ0q
s
⭸t
1 y Cs
⭸ 1
J yJ
s 1y 1q
⭸t
C␦ y C ␦
Ž9.
⭸ 2
J yJ
s 2y 2q
⭸t
C y C
Ž 10 .
The aluminium distribution within each phase can be
calculated from Fick’s second law wEq. Ž11.x.
C Ž x,t . s A i q Bi erf
x2
4 Dj t
ž( /
Ž i s 1, 2, 3
Ž 11 .
j s ␦, , .
where: for i, j s 1, the coefficients correspond to the
␦-NiAl phase; for i, j s 2, to the -Ni 3 Al phase; and
for i, j s 3, to a solid solution of aluminium in nickel
Ž .. It must be noted that the interdiffusion coefficient
in the NiAl phase is dependent on the aluminium
concentration. However, in the present case a mean
value of the D ␦ was used, which was estimated from
the present experimental results. The model equations
were solved by utilisation of the NEQNF subroutine of
IMSL, for the solution of non-linear systems of equations. The diffusion coefficient values used for the
solution are D ␦ s 10y1 3 m2 ⭈ sy1 Žthis study., D s 3.5
= 10y1 5 m2 ⭈ sy1 and D s 2 = 10y15 m2 ⭈ sy1 w4x. The
normalised concentrations w X A l M A l r Ž X A l VA l q
X Ni VNi .Al x at the interfaces are C s s 0.5826, C␦ s
0.4779, C ␦ s 0.3553, C s 0.3353 and C s 0.1977 w12x.
Fig. 11 presents the aluminium distribution according to the numerical model. As depicted in this figure
for a 6-h treated specimen, the coating consists mainly
of the NiAl phase. The following Ni 3 Al phase is of
significantly smaller thickness, as the interdiffusion coefficient within this phase is smaller. Finally, the formation of solid aluminium solution in nickel is expected,
with reducing aluminium concentration at increasing
Ž8.
Fig. 10. Qualitative distribution of aluminium in the coating according to the phase diagram for 1000⬚C.
Fig. 11. Theoretical distribution of aluminium in the coating for a 52
at.% Al donor at 1000⬚C treatment temperature.
N. Voudouris et al. r Surface and Coatings Technology 141 (2001) 275᎐282
281
of high quality aluminide coatings onto Ni and
NiCr23Fe alloy is feasible by the FBCVD process. The
treatment time is significantly reduced in comparison
to the pack bed process, while the coating surface is
dense and homogeneous. With the proposed process,
no further annealing of the specimens, in order to
achieve a NiAl coating, is necessary. The experimental
results showed an increase in the coating thickness
analogous to the square root of treatment time.
The morphology as well as the deposition rate of the
coatings is predicted by a proposed model, which is
based on the diffusion of aluminium in nickel, considering that the surface of the part under treatment is
in thermodynamic equilibrium with the donor powder.
By aim of this model, an assumption of the necessary
experimental conditions, in order to result in the desired coating morphology and thickness, is considered
feasible.
Acknowledgements
Fig. 12. Ža. Comparison between the expected theoretical model
aluminium distribution in the coating and the EPMA experimental
results, for nickel aluminide coatings after 4-h treatment at 1000⬚C
with a 52 at.% Al FeAl donor. Žb. Comparison between the expected
theoretical model aluminium distribution in the coating and the
EPMA experimental results, for nickel aluminide coatings after 6-h
treatment at 1000⬚C with a 52 at.% Al FeAl donor.
Professor D.C. Papamantellos of METLAB and Professor Dr.rer.nat.Dr.-Ing.e.h. W. Dahl of IEHK RWTH
Aachen are gratefully acknowledged for their contribution to this field. The research was fulfilled in the
frame of the Joint Greek᎐German Research and Technology Programme ‘Integrated system for advanced
coating-heat treatment process in fluidised bed’, contract no: 2302.
References
depth. As presented in Fig. 4, the numerically obtained
results for the coating depth as a function of the square
root of treatment time are in satisfactory agreement
with the experimentally derived results.
It is also of interest to compare what is expected
from the theoretical model aluminium distribution in
the coating, to the EPMA analyses of treated samples,
as shown in Fig. 12a,b. The difference in the aluminium
distribution in the NiAl phase can be justified, because
of the interdiffusion coefficient of aluminium, which is
dependent on the aluminium concentration, a fact that
has not been taken in view in the theoretical model,
because it would render the analysis too complicated.
In the same way that the model has been derived for 52
at.% Al, it can be fulfilled for lower aluminium concentrations, using the Žfrom Fig. 9. expected surface
aluminium concentrations Cs .
6. Conclusions
According to the experimental results, the formation
w1x L. Levin, A. Ginzburg, L. Klinger, T. Werber, A. Katsman, P.
Schaaf, Controlled formation of surface layers by pack
aluminization, Surf. Coat. Technol. 106 Ž1998. 209᎐213.
w2x D.K. Das, V. Singh, S.V. Joshi, Evolution of aluminide coating
microstructure on nickel-base cast superalloy CM-247 in a
single-step high-activity aluminizing process, Metall. Mater.
Trans. A 29A ŽAugust 1998. 2173᎐2188.
w3x A. Bahadur, T.L. Sharma, N. Parida, A.N. Mukherjee, O.N.
Mohanty, Structure᎐property correlation in Al-diffusion coated
steels, J. Mater. Sci. 28 Ž1993. 5375᎐5381.
w4x A.J. Hickl, R.W. Heckel, Kinetics of phase layer growth during
aluminide coating on nickel, Metall. Trans. A 6A Ž1973.
431᎐440.
w5x S.R. Levine, R.M. Caves, Thermodynamics and kinetics of pack
aluminide coating formation on IN100, J. Electrochem. Soc.
121-8 Ž1974. 1052᎐1064.
w6x R. Sivakumar, L.L. Seigle, On the kinetics of the pack
aluminization process, Metall. Trans. A 7A Ž1976. 1073᎐1079.
w7x S. Kinkel, G.N. Angelopoulos, D.C. Papamantellos, W. Dahl,
Feasibility of fluidized bed CVD for the formation of protective
coatings, Steel Res. 66 Ž7. Ž1995. 318᎐324.
w8x S. Kinkel, G.N. Angelopoulos, W. Dahl, Formation of TiC
coatings on steels by a fluidized bed CVD process, Surf. Coat.
Technol. 64 Ž1994. 119᎐125.
w9x F.J. Perez, M.P. Hierro, F. Pedraza, C. Gomez, M.C. Carpintero, J.A. Trilleros, Kinetic studies of Cr and Al deposition
282
w10x
w11x
w12x
w13x
N. Voudouris et al. r Surface and Coatings Technology 141 (2001) 275᎐282
using CVD-FBR on different metallic substrates, Surf. Coat.
Technol. 122 Ž1999. 281᎐289.
T. Araki, S. Motojima, Aluminide diffusion coatings on Inconel
738 using a pre-heated AlCl 3 q H 2 gas mixture, Mater. Sci.
Eng. B39 Ž1996. L1᎐L4.
Y. Du, N. Clavaguera, Thermodynamic assessment of the Al᎐Ni
system, J. Alloys Compds. 237 Ž1996. 20᎐32.
G. Eriksson, K. Hack, ChemSage-A complex program for the
calculation of complex chemical equilibria, Metall. Trans. B
21B ŽDecember 1990. 1013᎐1023.
V.A. Ravi, P. Choquet, R.A. Rapp, Thermodynamics of simultaneous chromising᎐aluminising in halide activated cementation packs, MRS Int. Mtg. Adv. Mats. 4 Ž1989. 483᎐500.
w14x N. Voudouris, G.N. Angelopoulos, Aluminide coatings on metals by a fluidised bed CVD process, High Temp. Mater.
Processes 2 Ž2. Ž1998. 165᎐176.
w15x R. Bianco, M.A. Harper, R.A. Rapp, Codepositing elements by
halide-activated pack cementation, JOM November Ž1991.
68᎐73.
w16x A. Steiner, K.L. Komarek, Thermodynamic activities of solid
nickel᎐aluminum alloys, Trans. AIME 230 Ž1964. 756᎐790.
w17x M.F. Singleton, J.L. Murray, P. Nash, Binary Alloy Phase
Diagrams, 2nd ed., Vol. A, ASM International, 1990.