DIFFUSION
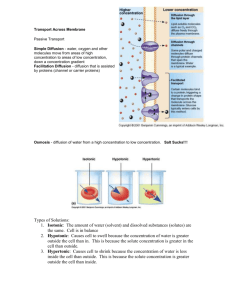
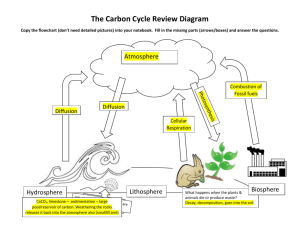
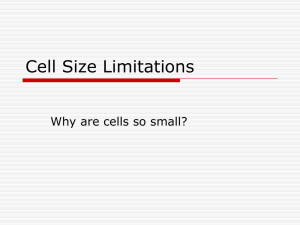
advertisement

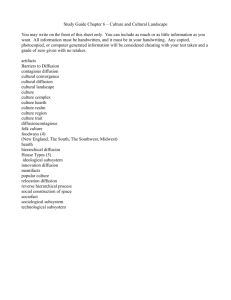
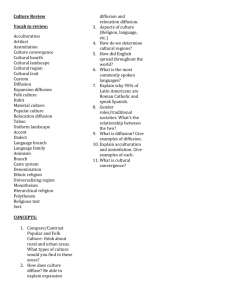
DIFFUSION Many reactions and processes that are important in the treatment of materials rely on the transfer of mass either within a specific solid (ordinarily on a microscopic level) or from a liquid, a gas, or another solid phase. This is necessarily accomplished by diffusion, the phenomenon of material transport by atomic motion. DIFFUSION MECHANISMS From an atomic perspective, diffusion is just the stepwise migration of atoms from lattice site to lattice site. In fact, the atoms in solid materials are in constant motion, rapidly changing positions. For an atom to make such a move, two conditions must be met: 1. There must be an empty adjacent site, and 2. The atom must have sufficient energy to break bonds with its neighbor atoms and then cause some lattice distortion during the displacement. This energy is vibrational in nature. At a specific temperature some small fraction of the total number of atoms is capable of diffusive motion, by virtue of the magnitudes of their vibrational energies. VACANCY DIFFUSION One mechanism involves the interchange of an atom from a normal lattice position to an adjacent vacant lattice site or vacancy, as represented schematically in Fig. 1. This mechanism is aptly termed vacancy diffusion. Of course, this process necessitates the presence of vacancies, and the extent to which vacancy diffusion can occur is a function of the number of these defects that are present; significant concentrations of vacancies may exist in metals at elevated temperatures. Both self-diffusion and inter diffusion occur by this mechanism; for the latter, the impurity atoms must substitute for host atoms. 1 INTERSTITIAL DIFFUSION The second type of diffusion involves atoms that migrate from an interstitial position to a neighboring one that is empty. This mechanism is found for inter diffusion of impurities such as hydrogen, carbon, nitrogen, and oxygen, which have atoms that are small enough to fit into the interstitial positions. Host or substitutional impurity atoms rarely form interstitials and do not normally diffuse via this mechanism. This phenomenon is appropriately termed interstitial diffusion Fig.1b. In most metal alloys, interstitial diffusion occurs much more rapidly than diffusion by the vacancy mode, since the interstitial atoms are smaller and thus more mobile. Furthermore, there are more empty interstitial positions than vacancies; hence, the probability of interstitial atomic movement is greater than for vacancy diffusion. Fig.1 Schematic representations of (a) vacancy diffusion and (b) interstitial diffusion 2 STEADY-STATE DIFFUSION Diffusion is a time-dependent process that is, in a macroscopic sense, the quantity of an element that is transported within another is a function of time. 𝐽𝐽 = 𝑀𝑀 𝐴𝐴𝐴𝐴 J = diffusion flux, defined as the mass (or, equivalently, the number of atoms) M diffusing through and perpendicular to a unit cross-sectional area of solid per unit of time. The units for J (kg/m2-s or atoms/m2-s). If the diffusion flux does not change with time, a steady-state condition exists. 𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶𝐶 𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺 = 𝛥𝛥𝛥𝛥 𝐶𝐶𝐴𝐴 − 𝐶𝐶𝐵𝐵 = 𝛥𝛥𝛥𝛥 𝑋𝑋𝐴𝐴 − 𝑋𝑋𝐵𝐵 Concentration in terms of mass of diffusing species per unit volume of solid (kg/m3 or g/cm3). 𝑑𝑑𝑑𝑑 𝐽𝐽 = −𝐷𝐷 𝑑𝑑𝑑𝑑 The constant of proportionality D is called the diffusion coefficient, which is expressed in square meters per second. The negative sign in this expression indicates that the direction of diffusion is down the concentration gradient, from a high to a low concentration. Above equation is sometimes called Fick’s first law. One practical example of steady-state diffusion is found in the purification of hydrogen gas. One side of a thin sheet of palladium metal is exposed to the impure gas composed of hydrogen and other gaseous species such as nitrogen, oxygen, and water vapor. The hydrogen selectively diffuses through the sheet to the opposite side, which is maintained at a constant and lower hydrogen pressure. 3 Fig.2 (a) Steady-state diffusion across a thin plate. (b) A linear concentration profile for the diffusion situation in (a). NONSTEADY-STATE DIFFUSION Most practical diffusion situations are nonsteady-state ones. That is, the diffusion flux and the concentration gradient at some particular point in a solid vary with time, with a net accumulation or depletion of the diffusing species resulting. 𝜕𝜕𝜕𝜕 𝜕𝜕 𝜕𝜕𝜕𝜕 = �𝐷𝐷 � 𝜕𝜕𝜕𝜕 𝜕𝜕𝜕𝜕 𝜕𝜕𝜕𝜕 known as Fick’s second law, is used. If the diffusion coefficient is independent of composition. 4 Fig. 3 Concentration profiles for nonsteady-state diffusion taken at three different times, t1, t2, and t3. 5 DIFFUSION COATINGS Diffusion coating(s) are element(s) intentionally deposited on the substrate material for the purpose of producing diffusion saturated layers on the substrate material, using chemo-physical processes, particularly thermo-and electrochemical reactions. TERMINOLOGY Diffusion coatings are also known as ‘pack cementation’, but this term should be reserved only for one particular method diffusion coating in solid phase in closed reactors – otherwise, the word ‘cementation’ should be eliminated. Depending on the diffused element, an ending ‘-izing’ is added to the elements name, e.g., boron-izing, carbonizing, chromizing etc. Aluminum diffusion coatings even have two names: aluminizing and calorizing. PRINCIPLES 1. The mechanism of diffusion coatings generally can be described in the following ways: There initially must be higher concentration of the material to be diffused into the substrate, and then a translocation of the atoms occurs from the region with higher concentration into the region with lower concentration. Thus, diffusion results in the equalizing and stabilizing of material concentration. 2. There are three basic stages caused by the thermochemical mobility of the atoms participating in the diffusion process: • Formation of active atoms of the material to be diffused into the substrate, depending on the composition of the diffusion phase; • Adsorption of active atoms by the substrate material, which depends on the character of mutual inter-reaction between the components of the diffusion phase and with the substrate; • Diffusion of the element(s) atoms into the metal or alloy, which is controlled by: the substrate of the active atoms to be diffused (e.g., their atom radius) 6 and substrate material, and by the activation energy, mutual solubility of alloying or inter-reacting elements, etc. the active atoms can more easily diffuse in vacancies, at phase and grain boundaries, and at dislocations and other defects of the crystalline structure. The element(s) to be diffused share the following characteristics with the substrate material: a mutually unlimited or limited solubility forming intermetallic compounds, and/ or a chemical bond. In case they do not have the above bonds, the elements to be diffused can form so called ‘independent structures’ (e.g., active non-metallic elements with small atom radius, like B, C, or N with non metallic elements having big atom radiuses forming substitutional solid solutions). 3. The process causes the diffusion coating material to disperse in the direction of the lower concentration of the substrate. The amount is equal to the difference between the amount of diffusion coating elements passing into the substrate and in the reverse direction (substrate elements into the coating). Therefore, the amount is proportional to the gradient of concentration (or the decrease of concentration at distance X from a reference interface). This relation is expressed by Fick’s First Law 𝑑𝑑𝑑𝑑 𝐽𝐽 = −𝐷𝐷 𝑑𝑑𝑥𝑥 In turn, D depends on the frequency (Vo) of atoms jumps from one position to another, and their atomic diameters (a); therefore D = a2.Vo The concentration charge of the diffused element with time (t) is expressed by Fick’s second law 𝜕𝜕𝜕𝜕 𝜕𝜕𝜕𝜕 𝜕𝜕 = �𝐷𝐷 � 𝜕𝜕𝜕𝜕 𝜕𝜕𝜕𝜕 𝜕𝜕𝑥𝑥 The relationship between the diffusion coefficient (D) and the temperature follows Arrhenius Law: 𝐷𝐷 = 𝐷𝐷𝑜𝑜 𝑒𝑒 −(𝑄𝑄 ⁄𝑅𝑅𝑅𝑅 ) 7 Do= a2.Vo= Frequency factor (cm2/sec); Q= Activation energy (cal/gm atom); R= Universal gas constant (cal/gm mole); T= Temperature (K) Activation energy is the energy required to produce the diffusive motion of one mole of atoms. A Large activation energy results in a relatively small diffusion coefficient. 4. In summary, the diffusion coefficient increase (along with factors) when the following occur: • Increased diffusion temperature • Increased vacancies, and other defects in the crystalline structure of the substrate material, including a less perfect crystalline lattice; • Decreased atomic radius of the elements to be diffused, and an increase of its concentration • Lower diffusion activation PROCESS DESCRIPTION The pack cementation, or pack diffusion, process diffuses the coating material into the substrate, generally to impart oxidation and high temperature corrosion resistance to the coated part. Most often, the coating material is a powder of aluminum, chromium cobalt or alloys of these materials. The parts to be coated are placed in a retort or sled in a mixture of the coating material and an inert powder, such as aluminum oxide, along with a halide salt. The retort is then placed in a protective atmosphere (hydrogen or argon) furnace and brought up to the coating temperature. The salt vaporizes and combines with the coating to generate the transporting vapor species. The retort is placed in a furnace and brought to a temperature at which the coating material will react with the salt to form a metallic halide vapor, which comes in contact with the surface of the parts to form the coating. In the aluminizing process, a source of Al reacts with a chemical activator on heating to form a gaseous compound (e.g., pure Al with NaF to form AlF). This gas is the transfer medium that carries aluminum to the component surface. The 8 gas decomposes at the substrate surface depositing Al and releasing the halogen activator. The halogen activator returns to the pack and reacts with the Al again. Thus, the transfer process continues until all of the aluminum in the pack is used or until the process is stopped by cooling. The coating forms at temperatures ranging from 700 to 1100oC over a period of several hours. Features of the Pack Cementation Process • • • • • • Metallurgically bonded to the substrate Batch processing for high production rates Can be used to coat large or small components Coats both external and internal surfaces, even deep, small bores Can be tailored to meet specific requirements Economical process 9