pipe friction - Faculty of Engineering and Applied Science
advertisement

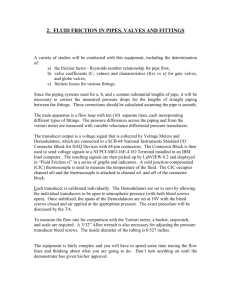
MEMORIAL UNIVERSITY OF NEWFOUNDLAND Faculty of Engineering and Applied Science FLUID MECHANICS LABORATORY PIPE FRICTION Objective To estimate the fluid pressure drops and roughness specifications for copper tubing of four different diameters. Lab The schematic of the apparatus is shown in appendix 1. The pressure drop will be estimated for the four copper tubes by measuring four different flow-rates. The pressure drops will also be measured using the differential pressure measurement device installed on the apparatus. The results will be compared to identify the pipe roughness specifications for the copper tubing. Theory In a horizontal pipeline flowing full, the head loss (hL) between any two points is given by: p − p2 hL = 1 γ 1 The friction factor, f, for flow of liquids in pipelines is defined as: hL L V2 D 2g where L and D are the length and inside diameter of the pipe. f = The value of the friction factor is a function of the Reynolds Number (Re) and relative roughness (ε/D). Figure 2 shows the functional dependence of f on Re and ε/D and is called the Moody Diagram. Some salient features of the Moody Diagram are: (i) for very smooth pipes and for laminar flow, f is a function of Re only, and (ii) for wholly turbulent flow (as the Reynolds number becomes very high), f is a function of ε/D only. Experimental Procedure When the system has not been in use for quite some time, air bubbles will form in the vertical differential manometer tubes and the pipelines. The system should be purged of the air bubbles by following the procedure given below. 1. Close valve 45 and open all others. 2. Close all valves on the two manifolds. 3. Switch the pump on. The water and entrapped air in the system will be pumped through the flow meter and air bubbles will be observed coming out of the inlet to this meter. Wait until the system appears to be completely free of air. 4. Close valve 50. Close valve 48 slightly until the flow visualization tank starts to drain of water. To prevent the pump from burning out, do not fully close valve 48. 5. Open valve 22 on Manifold 1 and valve 30 on Manifold 2. 6. With the pump running, open the finger vent screw at the top of the manometer. Allow the water level in the manometer tubes to rise until it lows through the valve at the top. When you don’t see any more air bubbles forming in the tube, close the finger vent screw and switch the pump off. 7. Slightly open the vent screw at the top of the manometer and allow the water levels in the manometer tubes to drop to about the midway point. Close the vent screw and ensure the water level in the manometer tubes are at the same level. 8. Close valve 22 on Manifold 1 and valve 30 on Manifold 2 The following is a list of valves to open for each pipeline: 2 Pipe 1 - 3/8” Copper Tubing (10.922 mm I.D.) Open valves 13, 17, 18, 19, 52 and 44. Close valve 10 and all Manifold valves, except valve 22 on Manifold 1 and valve 30 on Manifold 2. Pipe 2 - 1/2” Copper Tubing (13.843 mm I.D.) Open valves 10, 14, 18, 19 and 52. Close valves 11, 13 and 17. Close all Manifold valves except valve 23 on Manifold 1 and valve 31 on Manifold 2. Pipe 3 - 3/4” Copper Tubing (19.939 mm I.D.) Open valves 10, 11, 15, 19 and 52. Close valves 13, 14, 17 and 18. Close all Manifold valves except valve 24 on Manifold 1 and valve 32 on Manifold 2. Pipe 4 - 1” Copper Tubing (26.035 mm I.D.) Open valves 10, 11, 12, 16 and 52. Close valves 13, 14, 15, 17, 18 and 19. Close all Manifold valves except valve 25 on Manifold 1 and valve 33 on Manifold 2. When the appropriate valves are opened, the following procedure should be followed: (1) Reduce the flowrate using valve 52. (2) Record the flowrate from the flow meter and the pressure difference from the manometer. (3) Use four different flow rates for each pipeline. Results 1. Calculate the Reynolds Number, Re, and the friction factor, f for each of the runs on the four pipes. 2. Identify the roughness specifications (e.g., could the tubing be considered as Smooth Pipe? or estimate a relative roughness, ε/D, and the absolute roughness, ε, for each pipe) 3. Compare the results with values for new copper tubing and discuss your results. 3 4 5 Appendix 2 Data Sheet : Pipe Friction Pipe 1: I.D. = Q hL (litre/min) V f Re ε/D ε Pipe 2: I.D. = Q hL (litre/min) V f Re ε/D ε Pipe 3: I.D. = Q hL (litre/min) V f Re ε/D ε Pipe 4: I.D. = Q hL (litre/min) V f Re ε/D ε 6