Why use different pressures for different solvents
advertisement

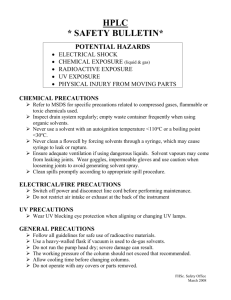
RECOMMENDED OPERATING PRESSURES Why use different pressures for different solvents ? A modern centrifugal evaporator gives the user a lot of control over the conditions within the system as the solvents are being removed. This is important because the different solvents used vary enormously in their key properties, and a single set of conditions cannot suffice for all of them. For every solvent there is an optimal set of conditions for removing it and the most important of these parameters is the chamber pressure. All solvents have a boiling point which varies with pressure, as illustrated in the graph below: Boiling Temperature vs Chamber Pressure for Common Solvents 60 50 40 Boiling temperature (deg C) 30 20 10 0 0.10 1.00 10.00 100.00 1000.00 -10 -20 -30 -40 Pressure (mbar) DMSO DMF Pyridine Water Toluene IPA Ethanol Ethyl acetate Methanol Acetonitrile TFA Hexane Chloroform THF DCM Diethyl ether Choosing the wrong pressure can have detrimental effects as follows: • If the system is programmed at too high a pressure (i.e insufficient vacuum), evaporation may be slow, or final dryness poor. • If the system is programmed at too low a pressure (i.e. “too much” vacuum, as seen in systems with no actual control over final vacuum level) then waste solvent recovery will be low and pump wear may be increased. Some compounds may also sublime at the end of the evaporation, resulting in poor yield. • If the rate of application of vacuum is not correctly set, then bumping (and cross contamination) may occur, along with poor solvent recovery Genevac technology is protected by patents and patent applications in the UK and worldwide. Operating Pressures Understanding the condenser The condenser removes heat from vapour that arrives from the chamber, causing it to condense. To take heat from the vapour, the condenser must be colder than the vapour. If the vapour’s boiling point is less than the coldest temperature in the condenser, the condenser will never be able to cool the vapour enough to liquefy it. The more difference there is between the coldest part of the condenser (the refrigerant) and the temperature at which solvent condenses, the faster heat can be removed from the vapour and the greater the available condensing power. For example, methanol at 2 mbar boils at approximately -45oC. As the condenser in a typical system is no colder than this, it will not be able to condense methanol vapour at this pressure. (Heat will not flow out of vapour into a condenser that is no colder). At a higher pressure, methanol will boil at a higher temperature, and a -45oC condenser will be able to remove heat from the vapour faster. Operating Pressure A good rule of thumb is that the boiling point should never be taken below -20 oC. This ensures that the condenser can always be significantly colder than the vapour, and it allows us to define a good operating pressure for a given solvent just by looking at the BP/Pressure relationship for that solvent. This pressure has been tabulated for each of the common solvents, in the table at the end of this document. It can be found in column C. However, there are other values of pressure that are also relevant for each solvent. Minimum pressure Final Drying There will be times when it is necessary to take the system pressure below the recommended operating pressure for a given solvent. The recommended operating pressure applies to the bulk of the drying run but at the end of the run different rules apply. Occasionally the sample is almost dry but to remove the final bit of solvent it is necessary to drop the pressure further. The question is, how low should the pressure be dropped ? Again, the answer for a given solvent can be found by looking at the boiling point/pressure graph for the solvent(s) in question. If the pressure in the chamber is dropped so far that the boiling point of the solvent drops below the condenser temperature, then even solvent which has already been trapped and liquefied may re-boil and leave the condenser through the pump. The net effect of this is that the pump will have to pump a large amount of vapour, the carefully caught solvent will be lost again, and the system will not in fact go any lower than this regardless of the target vacuum level. Genevac Limited, The Sovereign Centre, Farthing Road, Ipswich, IP1 5AP, UK Tel: +44 (0) 1473 240000 fax: +44 (0) 1473 461176 Genevac Inc, 711 Executive Boulevard, Suite H, Valley Cottage, New York. 10989, USA Tel: (1) 845 267 2211 Fax: (1) 845 267 2212 e-mail: sales@genevac .co.uk Web site: http://www.genevac.com Operating Pressures For example, after removing a quantity of methanol from samples at 11mbar, the user decides to run a “final drying” stage. He (unwisely) drops the system target pressure to 1 mbar. But at 2mbar the methanol BP is -45oC and the solvent already captured starts to reboil in the condenser. The system pressure will then not actually go below 2 mbar as the pump tries to deal with this newly formed vapour, and a large volume of methanol vapour will be lost through the pump. The user could have achieved exactly the same drying performance by specifying a value no lower than 2 mbar. But methanol would have remained in the condenser rather than going out through the pump, which is preferable for the environment and for system life. We refer to 2mbar as the “Minimum pressure” for methanol. Solvent Mixtures In the scenario outlined above, the pressure was dropped below the operating pressure at the end of the run to achieve good dryness. However, there is another scenario where the “Minimum pressure” comes into play. If this had been a mixture of methanol and DMSO, it might be expected that the system should be run at full vacuum (to remove the DMSO) but in fact the system would not go below 2 mbar due to the methanol (for reasons explained above) and so it would be futile setting full vacuum as the target pressure. (In this instance, the only successful strategy is to remove the methanol, then stop the run and drain the condenser, then re-start the run at full vacuum and remove the DMSO. This happens automatically with an autoswitching condenser). For most volatile solvents, there is a minimum pressure that it is futile to go below during a run. This is tabulated in column D of the table at the end of this document. An example of how to apply this is as follows. If the system were to be used to dry a mixture of toluene and THF, what pressure should be selected ? Toluene alone has a recommended operating pressure (column C) of 3 mbar, but THF has a minimum pressure of 5 mbar. Therefore with this mixture the system must not be programmed below 5 mbar or all the THF will be boiled out of the condenser and sent through the pump. And inevitably the toluene will be slow to remove. The V2.0 Auto-Program function gets this kind of thing wrong ! In V2.0 software the auto-program function takes no account of minimum pressures. (Though later versions may address this). So you may need to correct an “autoprogrammed” run for this reason. Be vigilant. Genevac Limited, The Sovereign Centre, Farthing Road, Ipswich, IP1 5AP, UK Tel: +44 (0) 1473 240000 fax: +44 (0) 1473 461176 Genevac Inc, 711 Executive Boulevard, Suite H, Valley Cottage, New York. 10989, USA Tel: (1) 845 267 2211 Fax: (1) 845 267 2212 e-mail: sales@genevac .co.uk Web site: http://www.genevac.com Operating Pressures Preventing Freezing There is a third reason why it is important to correctly control system pressure. Some solvents (such as water) have relatively high freezing points. What this means is that it is possible to accidentally cause the water in a solution to freeze by lowering the boiling point of the solvents present below 0 oC. If the only solvent is water, then the freezing is prevented by ensuring the water boils at > 0oC, which means ensuring that the system pressure is above 6 mbar. (in fact we choose 8 mbar for water, for reasons explained at the end of this document). When the solution is a mixture containing volatile solvents as well as water, it is necessary to ensure that the other solvents do not boil below 0 oC so that freezing of the water is not caused when the volatile solvent is boiling. For this reason, column B of the table at the end of this document shows the pressure at which each solvent will boil at 0 oC. This tells us (for example) that acetonitrile should not be removed from an acetonitrile/water mixture at less than 35 mbar, otherwise the solution will be cooled to less than 0oC and freezing of the water may occur. (This in contrast to a pure acetonitrile solution, which could be evaporated at 11mbar). Column B shows for a range of solvents what operating pressure would be advisable if the solvent was in a mixture with water. Other Freezing Points Water freezes at 0oC, which is well known. It is not only water that can freeze. In the column marked “FP” the freezing points of the common solvents are listed. This column is relevant for two reasons. • It tells you which solvents need a defrost. (Any FP above -40 will probably freeze in the condenser) • It warns which other solvents (as well as water) will benefit a 2 stage run when mixed with a volatile solvent. That is to say, acetonitrile/acetic acid offers the same sort of challenge as acetonitrile/water. More so, in fact, because acetic acid freezes at a higher temperature than water. Genevac Limited, The Sovereign Centre, Farthing Road, Ipswich, IP1 5AP, UK Tel: +44 (0) 1473 240000 fax: +44 (0) 1473 461176 Genevac Inc, 711 Executive Boulevard, Suite H, Valley Cottage, New York. 10989, USA Tel: (1) 845 267 2211 Fax: (1) 845 267 2212 e-mail: sales@genevac .co.uk Web site: http://www.genevac.com Operating Pressures Bumping There is a fourth consideration when choosing the pressure for a given solvent or a mixture, and that is how best to specify a vacuum ramp to prevent bumping. When a mixture is deemed to be at risk of bumping, the recommended action is to use DriPure™ which means a carefully ramped vacuum and a higher rotor speed (more centrifugal force). A standard vacuum ramp exists which is a good “catch all” design for a range of solvents, but for any one solvent it may take an unnecessarily long time. Time can be saved by tailoring the vacuum ramp to the particular solvent in question. When the vacuum is progressively applied in an evaporator, the onset of boiling happens at a particular pressure, which can be deduced based on • Which is the most volatile solvent in the mixture • What the temperature of the solution is just before boiling commences The temperature of the solution at the moment before boiling commences is likely to be close to the temperature of the chamber because the air inside the chamber undergoes a lot of turbulent mixing as the rotor spins up and this will pass heat between the chamber and the samples. If the system has just been turned on after being off overnight then the chamber may be at exactly room temperature but it is a good bet that if the system has been on it is up at 30 degrees or more. Why choose a solvent specific Vacuum Ramp ? Vacuum ramping is intended to soften the transition into boiling, so that the solution can gently achieve a steady state with heat being smoothly convected from where it is supplied (usually towards the base of the vessel) to where solvent is boiling (at the free surface). If the pressure is falling too rapidly then this transition may be too sudden, causing boiling to happen below the surface of the liquid. However, if the transition into boiling happens at (say) 200 mbar, there is no benefit whatsoever in gently ramping the vacuum from 500 down to 220mbar – during that phase of the pumping down, there will be no sudden boiling however fast the vacuum falls. This means that in order to choose the optimal vacuum ramp it is important to know at what pressure the solvents present will start to boil. Column A of this table shows typical minimum ramp starting points based on a 30oC solution (it is advisable to start the ramp up to 10mbar above these figures) for each of the solvents listed. The ramp should start at the highest pressure of any of the components. Genevac Limited, The Sovereign Centre, Farthing Road, Ipswich, IP1 5AP, UK Tel: +44 (0) 1473 240000 fax: +44 (0) 1473 461176 Genevac Inc, 711 Executive Boulevard, Suite H, Valley Cottage, New York. 10989, USA Tel: (1) 845 267 2211 Fax: (1) 845 267 2212 e-mail: sales@genevac .co.uk Web site: http://www.genevac.com Operating Pressures Typically a solution will not bump below 50 mbar, so a ramp need not continue much below this to prevent bumping. In terms of ramp rate, it is a good rule of thumb that the ramp should be no steeper than 10 mbar per minute. Example: The mixture in question is acetonitrile and chloroform. An acetonitrile ramp would start above 150mbar but the ramp for choroform must start above 290mbar. So for good measure, a mixture of these two solvents should ramp from 300mbar down to 50mbar. The duration should be (300-50)/10 = 25 minutes. Is a vacuum ramp necessary for every solution ? Not all solutions are at risk of bumping. If in doubt, however, take anti-bumping precautions whenever you have • a mixture of solvents • a solvent with a very low BP (DCM, diethyl ether) With a ramp suited specifically to the solvents, the amount of time lost by specifying a ramp unnecessarily is fairly small (compared to the cost of lost samples if you did not take precautions and bumping occurred). So if in doubt, use variable DriPure™. Genevac Limited, The Sovereign Centre, Farthing Road, Ipswich, IP1 5AP, UK Tel: +44 (0) 1473 240000 fax: +44 (0) 1473 461176 Genevac Inc, 711 Executive Boulevard, Suite H, Valley Cottage, New York. 10989, USA Tel: (1) 845 267 2211 Fax: (1) 845 267 2212 e-mail: sales@genevac .co.uk Web site: http://www.genevac.com Operating Pressures Table of Key Pressures (in mbar) A B Ramp Start Pressure to boil at this Temperature C Water mix D Operating pressure Minimum pressure Recommended operating pressure FP (oC) 30oC 0 oC -20 oC -45 oC Acetic Acid 28 5 N/A N/A 16.6 14 Acetonitrile 150 35 11 2 -43.8 11 Chloroform 290 70 23 5 < -45 23 DCE 120 25 8 1.5 -35.5 8 DCM 700 180 60 13 < -45 60 Diethyl ether 840 240 85 20 < -45 85 6 1 Full vac Full vac < -45 Full vac DMSO 1.5 Full vac Full vac Full vac 18.5 Full vac Ethanol 90 15 4 0.5 < -45 4 Ethyl acetate 150 33 10 2 < -45 10 Formic Acid 75 15 N/A N/A 8.3 25 220 55 18 4 < -45 18 75 11 2 0.25 < -45 2 Methanol 205 40 11 2 < -45 11 TFA 190 40 12 2 -15.2 15 THF 275 70 23 5 < -45 23 Toluene 50 10 3 0.5 < -45 3 Water 40 6 N/A N/A 0 8* DMF Hexane IPA (*) See end of this document for explanation of why not to specify 6mbar or Water. Genevac Limited, The Sovereign Centre, Farthing Road, Ipswich, IP1 5AP, UK Tel: +44 (0) 1473 240000 fax: +44 (0) 1473 461176 Genevac Inc, 711 Executive Boulevard, Suite H, Valley Cottage, New York. 10989, USA Tel: (1) 845 267 2211 Fax: (1) 845 267 2212 e-mail: sales@genevac .co.uk Web site: http://www.genevac.com Operating Pressures Why do I see vac ramps that go all the way to target vacuum ? Earlier in this document it is stated that below 50mbar bumping is probably not going to happen so a ramp to prevent bumping can stop there. Yet some systems are quite deliberately programmed with the ramp going all the way down to the target vacuum. Why ? The main reason is for solvent recovery. Any rapid decrease in pressure after the boiling of the solvent has started will cause a burst of rapid boiling which for a short period my “overwhelm” the condenser, causing some solvent to go through the pump and perhaps be lost to the extraction system. Therefore by ensuring there is never any sudden decrease in pressure, it is possible to give the condenser an easier time. This means that even though continuing a ramp all the way down to 8 mbar (or whatever the target pressure is) is no better for bumping than stopping the ramp at 50 and then going straight to the target pressure, it may have advantages for solvent recovery. Why dry Water at 8 mbar rather than 6 mbar ? When a tube of water is evaporating in a Genevac, vapour boils away from the top of the tube, while heat is mostly supplied at the bottom. If it is boiling at the top at 4 oC (8 mbar), then it might be 5 or 6 or more degrees at the base of the tube. As the water increase above 4oC, it gets less dense and so a convection circulation forms which carries the heat up to the top of the tube. If we imagine the same situation at a boiling temperature of 0 oC (6 mbar), we have a slight problem. Water is at its most dense at 4oC. Warming water up from 0 to 2 oC makes it more dense so will not immediately lead to convection. When the base of the tube gets hot enough, (maybe 8 degrees) then the warm water at the base will be less dense than the cooler water at the top, but this will mean sporadic and chaotic convection flow rather than smooth continuous circulation, which will in turn give slower and less efficient heating. Genevac Limited, The Sovereign Centre, Farthing Road, Ipswich, IP1 5AP, UK Tel: +44 (0) 1473 240000 fax: +44 (0) 1473 461176 Genevac Inc, 711 Executive Boulevard, Suite H, Valley Cottage, New York. 10989, USA Tel: (1) 845 267 2211 Fax: (1) 845 267 2212 e-mail: sales@genevac .co.uk Web site: http://www.genevac.com