Elimination fo cyanide in the Plating Area
advertisement

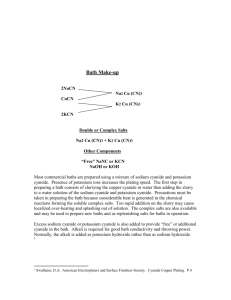
ELIMINATION OF CYANIDE Jennifer Russel GE Meter 130 Main Street Somersworth, NH 03878 Telephone: Work # 749-8142 Home # 868-8616 Contact Person: Sherry Allan Telephone # 749-8550 ELIMINATION OF CYANIDE TABLE OF CONTENTS Abstract Introduction Objective Approach Chemical Usage/Waste Generated Results Pollution Prevention Benefits References Appendices ABSTRACT The concern for operator safety and the increasing environmental controls on hazardous chemicals has made the use of cyanide in plating processes undesirable. Cyanide is used in three different plating applications at GE Somersworth; copper cyanide strip, sodium cyanide strike and silver cyanide plate. Ebrite 30/30, a commercially available alkaline non-cyanide copper solution (produced by Electrochemical Products Inc.), was selected as the alternative to cyanide copper plating. A pilot tank using Ebrite was monitored for the past two months and appears to have great potential. The feasibility of conversion is dependent on the durability of the parts after extensive laboratory analyzation to insure consumer specifications are met. Two potential substitutes were chosen for the cyanide strip and research will continue once the replacement of copper cyanide is finalized. Alternatives for silver cyanide are not well developed and this process must be sourced to GE Auburn. Complete elimination of cyanide at GE is scheduled to happen this year and will increase operator safety, decrease environmental liability and will eliminate the rising costs of disposal and treatment associated with this hazardous chemical. INTRODUCTION General Electric, Somersworth manufactures single and polyphase electric meters, instrument transformers and meter test equipment. Several preventative measures are taken to guarantee these products for up to thirty years. The parts that compose the meters should be protected from corrosion to ensure the life of the meter. Metals such as iron form an oxide film which weakens and cracks in the presence of air, allowing moisture and oxygen to further corrode the metal. Similar oxide buildup on metal parts within the meter (such as screws, bearing washers and terminals) can flake onto the gears and shafts disrupting the performance of the meter. Plating metals such as tin, copper and chrome over steel parts is one method increases corrosion protection. Copper is an excellent undercoat because it is relatively inexpensive and serves as a protective layer which covers substrate defects such as holes and scratches. A large volume of parts essential to the meter are passed through the copper strike bath which provides a thin layer of copper. Although the EPA limits the discharge of copper and copper plating solutions, copper is one of the least environmentally dangerous metals used in plating today. The waste treatment process for copper is well known and easy to accomplish and can even be recycled in certain instances. A layer of tin is applied over the copper layer to provide additional protection against oxidation (this tin layer becomes the sacrificial layer where oxidation occurs). When a metal is placed into the bath an electrochemical cell is created and the current deposits ions in solution onto the part. A strike bath is typically used to obtain a thin film used to enhance appearance or adhesion and the parts are only placed in the tank for a few minutes. A plating bath has a higher metal concentration and parts are left in the tank relative to the thickness of metal required. Presently cyanide is the medium used in the copper strike process. Cyanide copper is used in plating because it prevents immersion deposition, provides corrosion protection, has excellent throwing power, has the ability to clean as well as plate and is more tolerant to surface contamination than alkaline copper solutions. However, cyanide involves special handling and treatment procedures because of its acute health hazards and waste-treatment problems. Several alternatives for the cyanide copper strike were investigated before Ebrite 30/30 was selected. Samples were obtained from companies such as Zinex, LeaRonal and Ethone-OMI. Based on the parts received and a technical report composed by Northrop Grumman Corp., Ebrite 30/30 was selected. Ethone-OMI’s substitute was comparable but had a more involved process, such procedures would only increase the costs and the difficulty of tank maintenance. Ebrite 30/30, an aqueous solution of copper salts, was used as a pilot plating tank for a period of two months. On a visual scale the parts were compatible to that of the cyanide copper. However, a variety of parts must pass the salt fog tests, adhesion, solderabilty and durability standards before the process is accepted into production. The Ebrite 30/30 solution provides a softer and more ductile deposit than cyanide copper. A soft deposit is said to have the possibility of improving adhesion and corrosion resistance and greatly increase resistance to thermal shock. Cyanide is also used in two other different processes. A silver cyanide strike bath and a plating bath are both used to coat transformer parts for conductivity and durability reasons. Unfortunately a suitable substitute for silver cyanide has not been developed. The volume of parts that are silver plated is low and to eliminate cyanide from the plant totally these parts will be sourced to Auburn to be silver plated. The third application is a sodium cyanide strike which removes various metals such as tin and nickel off steel parts It should be noted that cyanide involves special handling and treatment procedures because of its acute health hazards and waste-treatment problems. The proposed alternative for the strike consists of only copper salts the waste treatment is reduced to simple precipitation of copper. The waste treatment for the nickel stripper can be treated similar to nickel salts. This eliminates the need for a separate cyanide waste treatment facility and the building can now be used for several other purposes. POLLUTION PREVENTION BENEFITS As discussed earlier in this report several benefits exist with the replacement of cyanide. For example, The Toxic Release Inventory Report for cyanide is no longer necessary, fire and liability insurance premiums are reduced, dangerous risks such as the accidental acidification of the cyanide bath is eliminated, and the copper concentration is lower in the alternative copper strike which results in less sludge generation and the need for a separate waste treatment facility used for cyanide sludge is eliminated. Since the proposed alternative for the strike consists of only copper salts and the stripper can be treated as nickel salts, the waste treatment is reduced to simply precipitation of the metals. This eliminates the need for a separate waste treatment facility and the building can now be used for several other purposes. For example, there exists alkaline tanks that are being continuously dumped into the waste water treatment plant affecting the neutralization processes. The elimination of cyanide would allow an area where the alkaline tanks could be pretreated and would no longer slow down process at the treatment plant. The building could also be used to consolidate other tanks such as an outside acid tank and a caustic tank, making the maintenance easier. The cyanide treatment facility is presently located on the side of the river and is a potential risk. One hundred feet of underground piping and an outside hypochlorite tank could removed decreasing loading and unloading liability. OBJECTIVES To determine suitable alternative for the cyanide copper strike, cyanide silver plate and sodium cyanide strip. This internship was a way to become an integral part of a company by applying concepts learned in school to real life situations. APPROACH Silver Cyanide Plating/Strike: Alternatives for silver cyanide did not meet specifications. To completely eliminate cyanide from the plant, the parts must be sourced to another plating facility. Quotes were received from various companies and GE Auburn was the most economical choice. To ensure availability of parts and avoid any detrimental effects in process time, a monthly supply of parts will be arranged. Sodium Cyanide Stripper: A complete literature search was performed and samples were sent to potential companies to narrow the options. Once the copper cyanide replacement is near completion, a pilot tank will be implemented to further investigate a substitute offered by Atotech. Cyanide Copper Strike: Samples were obtained from various companies such as Zinex, LeaRonal and Ethone-OMI. Based on the quality of the parts and the process outline, Ebrite 30/30 was selected. Some substitutes, such as one from Ethone-OMI were comparable but had a more involved process, which increases the costs and the difficulty of tank maintenance. For this reason similar to this the other substitutes were ruled out. Positive feedback was received from companies that have been using the process for about a few years such as Raytheon and Napier Jewelry encouraged the use of the alkaline copper. Extensive testing is being performed with cooperation of quality control and the laboratory to ensure that customer specifications are met. The parts that are being tested are steel clips, lag plates, full load screws whose plating thickness is essential in obtaining the proper fit, the lag plate, and terminals to determine the new copper will not effect weld the copper to aluminum. Samples were run through the alkaline copper pilot tank. In the next few weeks a 600 gallon tank will be implemented on the automated plating line so large scale testing can be performed. These final tests will confirm that these parts are comparable to the present production. The main laboratory test is called salt fog, parts are placed in a closed vessel where a salt water mist is applied. The parts are checked periodically to determine the approximate time oxidation begins. A comparison of three different processes (cyanide copper strike, alkaline copper strike, and no cooper strike) will be performed for each part to determine the best procedure. The izod test, an impact test will be performed on the terminal from each process option to determine if the weld (terminal to current coil) between the tin plated copper terminal and the aluminum current coil is effected. RESULTS Silver Cyanide Plate/Strike: Sourcing the silver will result in the elimination of one strike tank, a plating tank and a rinse tank and the need for cyanide treatment GE. Auburn was the most convenient and cost effective choice. Sodium Cyanide Strip: Atotech offers an alternative to the sodium cyanide nickel stripper, NI-Plex. This substitute appears to have great potential and no major obstacles, however a test tank must be arranged to determine the feasibility. Once the copper cyanide strike project approaches completion the final step in the elimination of cyanide will be to replace this strip tank. Copper Cyanide Strike: The pilot bath has proved successful, the parts are evenly coated with the alkaline copper. Salt fog tests demonstrate that the alkaline copper parts oxidized at a much slower rate than the cyanide copper. This may be related to the thickness of the tin overcoat or with a residual cyanide film, problems not related to the alkaline copper. The automotive plating line runs at constant voltage, varying amperage. Ideally the amperage should adjust according the volume of the parts, unfortunately this is not the always the case. The test samples were plated in smaller volumes than normal production which resulted in a thicker plate than required. This is one reason the alkaline copper parts may have appeared much better. To determine if thickness of tin is the problem, a large scale test will be performed. Results from salt fog tests on copper parts demonstrate that there is no need other than to place a copper strike over copper and brass parts. Copper was placed over the parts to increase brightness, to fill in cracks and imperfections and for extra cleaning. Since these parts are internal, appearance is not an issue. The elimination of the copper strike for these parts will increase the copper strike tank life and reduce overall cycle time on the Abbey. Problems Encountered: * Air agitation of the tank was supplied through cpvc tubing. This particular tubing is used in various plating tanks and should be able to withstand temperatures over 140F. However on three different occasions the tubing cracked. There was not any obvious fractures and it appeared that the tubing had slightly melted. No other company or EPI had a reasonable explanation. The tubing was placed in a beaker of the solution to determine no reaction was occurring and a another test involving a heated solution will be performed. It may be possible that the cpcv tubing was no the identical material use in the other baths. * Building a thickness on the steel shunts used in the polyphase meter was the only plating failure that has been experienced. These parts are left in the cyanide copper bath for about six hours to build up a particular thickness. The parts were left in the alkaline bath for longer than the required time frame and the thickness was not obtained. There are two possible explanations, one the alkaline solution plates slower, or two because the rectifier was only six to twelve volts a twenty four volt rectifier is required for barrel plating. Similar shunts exist in the single phase meter and are not copper plated at all. Testing is being done on a variety of polyphase meters to determine if shunts without the copper will encounter any current density or overload problems. The results so far have suggested that there is no need for the copper plate on polyphase shunts. Elimination of this copper plate will drastically reduce cycle time and increase the life of the copper bath. However, if the copper plate is essential building up a thickness in the acid copper bath has been investigated. Chemical Usage/Equipment Needs Silver Plating/Strike: Sourcing the silver parts to Auburn will eliminate three tanks, a silver strike tank, a silver plating tank, and a silver rinse tank. Sodium Cyanide Strip: The conversion costs are low, just an alternative solution and possibly a new tank. Copper Cyanide Strike/Cyanide clean-up: The conversion costs for switching to E-brite 30/30 is also fairly inexpensive. Two new tanks, two rectifiers, filters, coils, anode baskets must be purchased. It should be noted that in order to claim that no cyanide exists at the plant and to reduce the risk of cyanide contamination in the bath, extensive cleaning must be performed on the automated plating line, the duct work and the waste treatment plant if that building is intended to be utilized for other purposes. RELEASES/WASTES GENERATED BY THE FACILITY Cyanide involves special handling and treatment procedures because of its acute health hazards and waste-treatment problems. The chemicals that make up these baths are sent to the cyanide treatment plant and the remaining sludge is placed in barrels and sent to Clean Harbors. The proposed alternative for the strike consists of only copper salts the waste treatment is reduced to simply precipitation of the copper. The waste treatment for the nickel stripper can be treated similar nickel salts. This eliminates the need for a separate waste treatment facility and the building can now be used for several other purposes. REFERENCES Plating Today 1995 Cyanide Copper Plating Non-Cyanide Plating Process Fact Sheet 4, MA Toxic Use Reduction Institute Technical Report on Alkaline Copper by Northrop Grumman Corporation Technical Report and Information package produced by Robert’s Chemicals I was involved in a variety of other projects and do not think it is necessary to give a complete outline of each process. Elimination of Xylene: The emissions from xylene can cause damage to the central nervous system and the liver. In an effort to increase operator safety and decrease cooperate liability a search for an alternative began. Xylene is used to dialate and lubricate black PVC sleeving that is used to insulate copper current coils. The copper wire is bent into coils before the PVC is placed on the coil. The sleeving is placed on a straight lead, however any twists resulting from bending the coil increases the difficulty of putting the sleeving on the wire. One engineer suggested that the sleeving be placed on before the coil is bent. Several aspects must be considered. One, the plastic is used as an insulation any splitting or cracking of the plastic while bending the copper coil will decrease the efficiency of the insulation. Two, the machine that currently does the bending will not be able to bend the tubing with out alterations or a new machine. Three, a lubricant would still be necessary because placing plastic over a copper wire would still be a strain for the workers wrist, another ergonomic consideration. Water, methanol and acetone were all tried by another engineer as a means to lubricate the tubing, but failed to work. I have not found a replacement that will dialate and lubricate the tubing and be environmentally safe. The next step is to investigate the possibility of switching over to another sleeving that is less flexible and lubricated on the inside, similar to the fiberglass sleeving used on some of the current coils. The solvent was previously being placed in a dish and allowed to evaporate throughout the day, even when xylene was not being used. As a temporary solution I replaced the dish with a special bottle that simplifies the application and drastically reduces evaporation. Elimination of Hexavalent Chrome Hexavalent chrome is used in four different applications, chromate on aluminum current coils(3A), mechanical plating on steel polyphase parts(1A), chromate on aluminum(1A) and yellow chromate on the Abbey, the automated plating line. Approach handline: Several tests were performed to determine an alternative to chromate. In this process, the chromate is applied as an intermediate step for adhesive reasons. Initially the idea was to find a process that is already in place at the plant and utilize for a chrome replacement. The brackets were placed in a salt etching bath which basically scratches the surface of the metal...