Final exam and solution

MAE 3040
Advanced Manufacturing Technology
Second term of 1998-1999
Final Exam and Solution
Note:
(a).
You must observe the university examination regulations.
(b).
This is an open-book (the textbook only) and open-note (your own note only) exam.
(c).
The examination time is 3 hours.
(d).
There are six problems in the exam and the marks are evenly distributed at 16.7 each.
(1) Following is a section of NC program for drilling. Explain what will be done in the program and sketch the tool motion in sequence.
N010
N020
G90
G71
N030
N040
N050
N060
G00
X100
G01
G00
X0
Y100
Z17
Z25
Y0 Z300 T01
Z25
F400.0 S3000 M03
M06
N070
N080
N090
N100
N110
N120
N130
N140
N150
N160
G00
G01
G00
G00
G00
G01
G00
G00
G01
G00
X150
Z17
Z25
X0
X100
Z3
Z25
X150
Z3
Z25
F400.0
Y0
Y100
Z300
Z25
T02
F350.0 S2000 M03
F350.0
S3000
S2000
M03
M03
M06
N170
N180
M00
M30
S: This program is used to drill a hole on a workpiece. You may set a zero datum but it is not necessary. The explanation of the program is as follows:
N010 G90
N020 G71 use the absolute motion use metric scale
N030 G00 X0 Y0
N040 X100 Y100 Z25
Z300 T01 M06 load drill T1 move to (100, 100, 25)
N050 G01 Z17 F400.0 S3000 M03 drill the first hole (depth to 17)
N060 G00 Z25
N070 G00 X150
N080 G01 Z17 F400.0 S3000 M03
N090 G00 Z25
N100 G00 X0 Y0 retract move to (150, 100, 25) drill the second hole (depth to 17) retract
Z300 T02 M06 go back to change drill T2
N110 G00 X100 Y100 Z25 move to (100, 100, 25)
N120 G01 Z3 F350.0 S2000 M03
N130 G00 Z25
N140 G00 X150
N150 G01 Z3
N160 G00 Z25
F350.0 S2000 M03
N170 M00
N180 M30
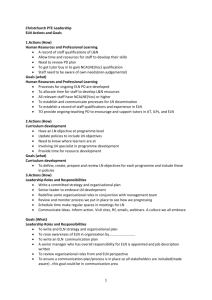
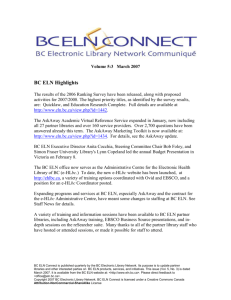
The tool path is illustrated below: enlarge the first hole (depth to 3) retract move to (150, 100, 25) enlarge the second hole (depth to 3) retract program stop return to start
(0, 0, 300)
(100, 100, 25) (150, 100, 25)
(2) Following the previous problem, suppose the work material is mild steel, the cutter material is carbide and the drill diameters are 5 mm for T1 and 25 mm for T2. In addition, the machining cost with overhead is $100 / hr., the tooling cost is $100 / tool, and the tool change time is 2 minutes. What is the optimal cutting speed? Use the optimal cutting speed to rewrite the NC program.
S: First, we need to calculate the optimal cutting speed. Using the given data, it is known that n = 0.2 and C = 200. c
0
= $100 / hr. = $1.67 / min. The cutting speed that minimizes the unit production cost is:
V min
C
200
( 0 .
5 )( 61 .
87 )
0 .
2
66 ( m / min .)
n
1
c
0 t d
c
0 c t
n
Now we need to find the spindle speed. For the first tool, T1,
N
1
V
D
66 ( m /
5
min)
( mm )
= 4201.7
4200 (RPM)
Similarly, for the second tool, T2,
N
2
840 (RPM)
Therefore, the NC program shall be
N010 G90
N020
N030
N040
N050
G71
G00
X100
G01
X0
Y100
Z17
Y0
Z25
Z300 T01
F400.0 S42000 M03
N060
N070
N080
N090
G00
G00
G01
G00
Z25
X150
Z17
Z25
F400.0 S4200 M03
M06
N100
N110
N120
N130
N140
N150
G00
G00
G01
G00
G00
G01
X0
X100
Z3
Z25
X150
Z3
Z25
Y0
Y100
Z300
Z25
F350.0 S840
F350.0 S840
T02
M03
M03
M06
N160
N170
N180
G00
M00
M30
Note that the only the spindle speeds are changed. Everything else is the same.
(3) A two-axis modular robot is controlled by a PLC. Each axis is driven by a pneumatic cylinder. An output signal to the pneumatic cylinder causes it to extend (on state) when there is no signal; the pneumatic cylinder retracts (off state). The gripper is an also driven by a pneumatic cylinder. The gripper open position is an off state and the closed position is an on state. In order to perform a task, the following sequence of operations must be performed:
Sequence No.
0
1
2
Axis 1
Off
On
On
Axis 2
Off
Off
Off
Gripper
Off
Off
On
3
4
5
On
Off
Off
On
On
Off
On
On
On
6 Off Off Off
The process begins when the start bush button is on and a part triggers a limit switch.
For safety, an emergency switch is used to shut off the entire system. Design PLC ladder diagram for this application.
S: most variables and their states have been defined in the table above (on = 1 and off =
0). Though, we need only to define the start push button, the limit switch and the emergency switch:
START
1
0
TRIG
1
0 start button is otherwise pushed limit switch is triggered otherwise
EMGY
1
0 emergency switch is pushed otherwise
A tricky problem here is how to turn off a device. This can be done by connecting the device and its compliments in series. For example, if we want to turn off a device A, then the following diagram can be used.
P A A A where, P is a trigger. It is easy to verify that the A will be turned off regardless its current state.
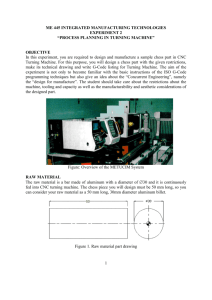
For the required operation in the presented problem, the ladder diagram is shown below:
START TRIG EMGY S0
S0 EMGY
S1 EMGY
S2 EMGY
S3 EMGY
A1
A2
A1
A2
A1
A2
GP
GP
GP
S1 timer
A1
S2 timer
GP
S3 timer
A2
S4 timer
S4 EMGY
A1 timer
A1
A1
S5
S5 EMGY
A2 timer
A2
A2
S6
GP GP GP
S4 EMGY
Sequence 0
Sequence 1
Sequence 2
Sequence 3
Sequence 4
Sequence 5
Sequence 6
(4) The number of deliveries and returns (empty) of a material handling system are indicated in the from-to table in Table 4(a), and the corresponding distances are indicated in Table 4(b). The loading and unloading times at the pickup and drop-off stations are 0.4 min and 0.6 min, respectively. The speed of the material handling system is 100 ft / min. From the data provided, determine the following:
(a) the total transport work (TTW)
(b) the efficiency of the system, assuming the traffic factor = 1.0
(c) the required handling system capacity.
Also, sketch the material flow diagram.
Table 4(a): the from-to table showing the number of moves per hour between different stations, where, D = deliveries and E = empty
From 1 2
To
3 4
1
2
3
4
0
4E
5E
6E
7D
0
0
0
5D
0
0
0
3D
3D
0
0
Table 4(b): the from-to table showing the distance in feet, NA indicates that the distances are not applicable to this layout
To
From
1
2
3
4
1
0
150
100
130
2
150
0
NA
NA
3
100
NA
0
NA
4
130
80
NA
0
S: This is a simple material handling problem.
(a) the total transport work (TTW) is:
TTW = 7*150 + 5*100 + 3*130 + 4*150 + 3*80 + 5*100 + 6*130 = 4060
(b) the efficiency of the system:
TL d
= 7*150 + 5*100 + 3*130 + 3*80 = 2180
TL e
= 4*150 + 5*100 + 6*130 = 1880
E h
= (2180 / 100) / [(2180/100) + 4(0.4+0.6) + (1880/100)] = 0.4977
(c) the required capacity
RC = TTW / E h
= 4060 / 0.4977 = 8157.2
(5) An experiment was conducted to increase the adhesivesness of rubber products.
Sixteen products were made with the new additive and another 16 without. The observed adhesiveness is recorded below. Perform an analysis of variance to test for significant main and interaction effects.
Without additives
With additives
50
2.3
2.9
3.1
3.2
4.3
3.9
3.9
4.2
Temperature o
C
60
3.4
70
3.8
3.7
3.6
3.2
3.8
3.8
3.9
3.5
3.9
4.1
3.8
3.9
4.0
3.7
3.6
80
3.9
3.2
3.0
2.7
3.5
3.6
3.8
3.9
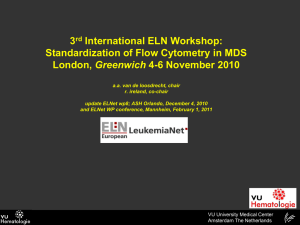
S: This is a two-factor design of experiment problem. It can be shown that the ANOVA table is as follows:
F-value P-value Source of variation
Additive
Temperature
Add*Temp
Error
Total
Degree-offreedom
1
3
3
24
31
Sum of squares
1.7578
0.8059
1.7934
1.8925
6.2497
Mean squares
1.7578
0.2686
0.5978
0.0788
22.29
3.41
7.58
< 0.0001
0.0338
0.0010
Based on the ANOVA table, following conclusions can be drawn:
(a) the additive has a significant effect
(b) the temperature does not have a significant effect at confidence level
= 0.01
(c) the interaction between additive and temperature has a significant effect.