Plastic Deformation of Metals and Related Properties

Plastic Deformation of Metals and Related Properties 1
1
Plastic Deformation of Metals and Related Properties
1.1 INTRODUCTION
Metal forming is the backbone of modern manufacturing industry besides being a major industry in itself. Throughout the world hundreds of million tons of metals go through metal forming processes every year. As much as 15–20% of GDP of industrialized nations comes from metal forming industry. Besides, it fulfils a social cause by providing job opportunities to millions of workers. Metal forming industry, in general, is a bulk producer of semi-finished and finished goods and this is one reason that it is viable to undertake large scale research and development projects because even a small saving per ton adds up to huge sums.
In metal forming processes, the product shapes are produced by plastic deformation.
Hence it is important to know the plastic flow properties of metals and alloys for optimizing the processes. Also the resulting component properties depend upon the intensity and the conditions of plastic deformation during forming.
Many forming processes produce raw materials for other processes which in turn produce finished or semi-finished products. For example, steel plants produce sheet metal which is used by automobile industry to manufacture components of automobiles and their bodies. In fact sheet metal is used by a number of manufacturers for producing a large variety of household and industrial products. Similarly billets produced by steel plants are used by re-rolling mills for rolling into products like angles, channels, bars etc. Bars may be further used for manufacturing forgings, wires, bright bars and machined products. Similarly the manufacturers of rivets, screws, bolts and nuts buy wire from wire manufacturers and process them further. Therefore, the producers of semi-finished materials such as sheet metal, bar stock and wires, etc. have to consider that they produce such properties in their products which are required by down stream industry engaged in further processing of these products. For example, deep drawability of sheet metal increases with increase in anisotropy ratio ( see Section 1.9), therefore, rolling parameters such as finishing temperature, cold reduction etc, are adjusted to produce higher anisotropy ratio in the sheet metal which is to be used for deep drawing.
The properties of metals and alloys are highly influenced by their microstructure which may be modified or altered by alloying elements, by heating or heat treatment or by plastic deformation. For example, metals and alloys may be hardened by plastic deformation. It would, therefore, be helpful if we look at metals at the micro level.
1
2 Fundamentals of Metal Forming Processes
1.2 BASIC STRUCTURE OF METALS AND ALLOYS
1.2.1 Grain Structure
The microstructure of solid metallic bodies consists of grains. Grains consist of unit cells in which atoms are arranged in a particular order. The cell structure repeats itself throughout the volume of the grain (Fig. 1.1). That is why the grains are also called crystallites. The structure is called lattice in which atoms are placed at lattice points. In metals, generally there is only one atom at a lattice point. There are many types of structures of unit cells for different materials, however, metals generally possess one of the following three cell structures.
(i) Body centered cubic structure (BCC).
(ii) Face centered cubic structure (FCC).
(iii) Hexagonal closed packed structure (HCP).
The three cell structures are illustrated in Fig. 1.2. Some metals such as iron (Fe), cobalt
(Co), titanium (Ti), etc. change their cell structure at different temperatures.
Grain boundaries Atoms
Fig. 1.1.
Grain structure
Body Centered Cubic Structure : The structure consists of one atom at each of the eight corners of a cubical element and one atom at the center of the cube in Fig. 1.2( a ). Metals with this structure are chromium (Cr), hafnium (Hf) at temperatures greater than 1975 o C, iron (Fe) except at temperatures 911 o C to 1392 o C, molybdenum (Mo), niobium (Nb), tantalum (Ta), titanium (Ti) at temperatures greater than 882°C and tungsten (W), etc.
(a) BCC (b) FCC
Fig. 1.2.
Cell structures of metals
(c) HCP
Plastic Deformation of Metals and Related Properties 3
Face Centered Cubic Structure: In this structure there is an atom at each of the eight corners of the cubical element and there is an atom in the middle of each face of the cube as shown in
Fig. 1.2( b ). Metals with this structure are aluminum (Al), cobalt at temperature greater than
1120°C, copper (Cu), gold (Au), iron (Fe) between temperatures 911°C–1392°C, lead (Pb), nickel
(Ni), silver (Ag), platinum (Pt), etc.
Hexagonal Closed Packed Structure: In this cell structure there is an atom at each corner of a hexagonal prismatic element, besides, there are three atoms symmetrically placed between the two end faces as shown in Fig. 1.2( c ) and one atom each at center of the flat end faces. Metals with this structure are beryllium (Be), cobalt at temperatures less than 1120°C, magnesium (Mg), zinc (Zn), titanium (Ti) at temperatures less than 882°C, etc.
1.2.2 Lattice
Ideally there should not be any defect in lattice structure, however, imperfections and defects may occur due to alloying elements, plastic deformation, grain boundaries, etc. The lattice structure generally contains following types of defects which are illustrated in Fig. 1.3.
(i) Point defects or imperfections.
(ii) Line defects which are also called dislocations.
(iii) Surface defects—grain boundaries.
Point defects are caused by various reasons such as (i) absence of an atom from a lattice point, (ii) an atom getting to a site which is not a lattice point, (iii) an atom of a different element
(alloy) substituting an atom of parent metal, etc. Point defects disturb the natural arrangement of atoms in its vicinity and consequently atoms surrounding the point defect are either stretched apart or are pushed too close. This gives rise to additional pull or push among the atoms.
Grain boundary
(a) Vacancy (b) Edge dislocation (c) Grain boundary
Fig. 1.3.
Imperfections in lattice structure
The type and concentration of these imperfections or defects greatly influence the properties of metals and alloys. The defects may also be induced or controlled by alloying, heat treatment or plastic deformation in order to obtain a change in the mechanical properties.
Line defects or dislocations are important for plastic deformations. The following two types of dislocations are observed.
4 Fundamentals of Metal Forming Processes
(i) Edge dislocations.
(ii) Screw dislocations.
These are illustrated (Fig. 1.4). The figure also shows how these defects travel through the lattice when subjected to shear forces. The dislocations travel from one layer of atoms to another as the shear stresses increase. Slipping of all the atoms simultaneously would take enormous forces which is not explained by much lower yield strength of metals. A dislocation may be obstructed in its movement by atoms of alloying elements or point defects, by stationary dislocations and grain boundaries or by other defects. More force is then required to overcome the obstruction. Sometimes, the ends of a dislocation may get pinned down, in such a case, increase in applied shear force results in curving of the line defect (Fig. 1.5). With further increase in stress the dislocation may get curved inward, ultimately transforming into a ring dislocation and a new dislocation at the initial points. Thus this becomes a source of production of dislocations.
Plastic deformation creates a large number of dislocations. Higher the dislocation density in the material, higher is the resistance to movement of dislocations and hence higher forces are required for plastic deformation. This explains the increase in strength during plastic deformation, which is called strain hardening or work hardening.
Shear force
Shear force
Shear force
Fig. 1.4. Dislocations and their movement
Plastic Deformation of Metals and Related Properties 5
Force
Initial dislocation
Final state = Initial dislocation + a circular dislocation
Fig. 1.5. Generation of dislocation
Surface defects are the irregular arrangement of atoms at the grain boundaries. In a grain the atoms are arranged in particular order, however, the directions of the arrangement are different in neighbouring grains. The boundaries are irregularly shaped with the effect that at some places atoms are too far apart while at other places they are too close than the normal distance, thus giving rise to tensile and compressive forces. These defects also cause restriction to movement of dislocations. In a structure with small grains the dislocations can move only a small distance before encountering an obstacle, i.e. grain boundary. Therefore, a metal is stronger when it has small grains structure than when it has a large grain structure.
1.3 FORMING PROPERTIES OF METALS AND ALLOYS
Most of the metal forming processes require a combination of material properties for their successful operation. For example, for deep drawing of sheet metal, one of the requirements is that the material should be ductile. However, lead is quite ductile at room temperature but lead sheet is not that suitable for drawing into cups in the way steel cups are drawn. The material properties which are of importance for metal forming are listed below.
1.
Yield strength/flow stress.
2.
Ductility.
3.
Strain hardening.
4.
Strain rate sensitivity.
5.
Effect of temperature on yield strength and ductility.
6.
Effect of hydrostatic pressure on yield strength and ductility.
7.
Instability and fracture strength.
1.4
TESTING FOR YIELD STRENGTH / FLOW STRESS
1.4.1 Tensile Test
For determination of yield strength or flow stress, one or more of the following three basic tests are conducted.
(i) Tension test.
(ii) Compression test.
(iii) Torsion test.
6 Fundamentals of Metal Forming Processes
Most of us are quite conversant with the simple tension test which is the most common and is conducted to determine the yield strength, ultimate tensile strength, percent elongation and fracture strength of metals. Figures 1.6
and 1.7 show typical stress-strain curves obtained in tension tests on two different alloys. Figure 1.6 is obtained for a low carbon steel or mild steel test specimen and Fig. 1.7 is obtained for an aluminium alloy test specimen. In these two diagrams the stress and strain are defined as given below.
Stress = Force/Original area of cross-section of specimen.
Strain = Change in length/original length of specimen.
In case of mild steel, for loading up to point A (Fig. 1.6), there is a straight line or linear relationship between stress and strain. That is why the point A is also called proportional limit .
Thereafter, the relationship between stress and strain is nonlinear up to a point B which is very near to A . Also up to the point B the deformations are largely elastic and on unloading the specimen regains the original dimensions. But beyond the point B the metal yields, it suffers plastic deformation. This is indicated by a sudden bend in the curve. Most of the strain after this point is plastic strain which is not recovered on unloading. The value of stress at B is called upper yield strength and point B is called upper yield point .
Ultimate tensile strength
UTS E
Upper yield
Lower yield
A
B
C D
Proportional limit
F
Fracture points
Strain dI/I
Fig. 1.6. A typical stress-strain curve for mild steel
With further increase in strain (beyond B ) the stress may fall a bit to a lower level at C
(Fig. 1.6). This is due to formation of Lüder bands. With increase in tension, localized plastic flow takes place in a narrow band with boundary planes inclined at a certain angle with the axis of test specimen. Consequently the load falls a bit. However, due to strain hardening of the material in the band, the load again increases till another Lüder band appears in the test piece.
Plastic Deformation of Metals and Related Properties 7
This goes on till the whole specimen is full of Lüder bands. Thus between the points C and D the stress is oscillating between two narrow limits. This occurs in alloys having interstitial solid solution structure like low carbon steels. The stress at the point C is called lower yield strength.
However with further increase in strain beyond the point D , when the test piece is full of
Lüder bands, the load or stress again starts increasing. The distinction between the two yields may disappear with strain hardening and only a small kink may remain on the stress strain curve. Some authors prefer to take stress value at C as the flow stress at the yield point, however, the data given in material standards generally refers to upper yield point.
After the point D the stress-strain curve moves upwards, however, with further deformation, its slope gradually decreases to zero at the point E which is the highest point on the curve. After E the curve goes down. Before the point E , increase in strain increases the load on the specimen due to strain hardening. Even after the point E , the strain hardening is still there but at some point the area of cross section of the test piece starts decreasing much faster and a neck formation starts, with the result, the force that the test piece can bear decreases continuously with further deformation resulting in an unstable condition. After some elongation in the neck, the specimen fractures at the point F . Since we have defined stress as force divided by original area of cross section the stress value thus calculated also decreases after E , however, if we take true stress, as explained below, it will be much higher.
The stress at the point E is known as ultimate tensile strength . At point E the actual area of cross section is smaller than the original area of cross-section. In order to obtain realistic values of material strength, we must plot true stress-true strain curve which is discussed in the next section.
Most of the nonferrous metals and alloys do not show the sudden bend or kink in their stress strain curve like the one we get for low carbon steel as described above. Instead there is a gradual transition from elastic to plastic state (Fig. 1.7). In such cases, the yield strength may be taken at the point of intersection of tangents to elastic and plastic lines [9].
A
B
Intersection of tangents to elastic and plastic curves
Yield point at 0.002 strain offset
Fracture point
F
O
0.002
Fig. 1.7. A typical stress-strain curve for aluminum
8 Fundamentals of Metal Forming Processes
However the change from elastic to plastic state is very gradual, the point of intersection is rather ambiguous. Different values may be obtained if tangents are drawn at different points.
Therefore, an offset yield point is obtained at a strain of 0.002 (0.2%). A straight line is drawn parallel to initial portion of stress-strain curve at the strain value of 0.002 and the point where it intersects the stress-strain curve is taken as yield point.
1.4.2 True Stress-True Strain
The curves of Figs. 1.6 and 1.7 are drawn with the stress defined as load divided by original area of cross-section and the longitudinal strain is defined as δ l/l
0
, where l
0 is the original length of test specimen. The curves would look very much different if we use true stress on ordinate and true strain on abscissa. The true stress and true strain are defined below.
True stress =
Force applied on the specimen
Current area of cross-section
(1.1)
For true strain, let us take that a specimen of length l is elongated by ‘ δ d ε becomes d ε =
δ l l l’.
The differential strain
(1.2)
The true strain in the specimen which has been elongated from the initial length l
0 is obtained by integrating the above equation. to final length l
True strain ε =
∫ l l
0
δ l l
= l l
0
(1.3)
The expression for true strain may also be written as below. l l
0
= log e
( 1 + δ l /l
0
)
= log e where
( 1 + E ) (1.4)
E is the engineering strain = δ l / l
0
(1.5)
For accurate calculations, the true stress-true strain curve for the metal should be drawn to determine the yield strength. Figure 1.6 redrawn on true stress-true strain axes would look like the one shown in Fig. 1.8. Also there are standard specifications for the shape and dimensions of test specimen, which should be adapted in order to obtain meaningful results. Besides, in all above type of tests the following factors should also be noted.
(i) Temperature at which the test is conducted.
(ii) The strain rate during the test.
(iii) Accuracy of load measuring instrument.
(iv) Accuracy of instrument which measures elongation.
Plastic Deformation of Metals and Related Properties 9
B
F
Fig. 1.8.
True stress-true strain curve for tensile test
Example 1.1
A mild steel rectangular specimen of length 100 mm is extended to 120 mm. Neglecting the elastic deformation and taking that material is isotropic, determine the true strains in length, width and thickness directions.
Solution
Let ε l
, ε w , and ε t be the true strains in length, width and thickness directions respectively.
True strain along the length ε l
= ln (120/100) = 0.1823
Also, in plastic deformation the change in volume is zero. Therefore,
Since material is isotropic ε
ε l
Hence ε w
= ε
+ ε w
= t
= –
ε w
+
ε
ε t
= 0 t l
/2 = − 0.09115
The three strains are 0.1823, – 0.09115 and – 0.09115.
Example 1.2
Determine the true strains in length, width and thickness directions of a sheet metal test specimen if it is elongated to 130 % of its original length. The anisotropy ratio ε t
= 1.5. Also determine the per cent decrease in area of cross-section. w
/ ε
Solution
The longitudinal strain ε l
= log e
(130/100) = 0.2623
From incompressibility condition ε l
+ ε w
+ ε t
= 0 and also we are given that ε w
/ ε t
= 1.5
10 Fundamentals of Metal Forming Processes
Therefore, and ε
ε t
= − 0.2623/2.5 = − 0.1049 w
= − 0.1573
Let ‘ a’ be area of cross-section and ‘ l’ the length. The volume V of the specimen is given by,
V = a.l
The differential change in the volume is given as,
dV = a.dl + l.da
In plastic deformations the volume does not change. Hence, dV = 0, and hence da/a = – dl / l
∴ Change in area of cross-section = – 30 %
1.5 FACTORS THAT AFFECT THE YIELD STRENGTH
In metal forming, particularly in hot forming many metallurgical processes may take place concurrently. These include strain hardening, recovery, re-crystallization, etc. All these factors affect the yield strength. Therefore, it is important to know the extent of effect of each of these factors. The yield strength of a metal or alloy is affected by following factors.
(i) Strain hardening.
(ii) Strain rate.
(iii) Temperature of metal and microstructure.
(iv) Hydrostatic pressure.
1.5.1 Strain Hardening
To understand the effect of strain hardening let us again consider the tension test curve shown below in Fig. 1.9.
In this figure the test piece is loaded beyond the yield point up to a point P . The test piece is then unloaded. The elastic deformation recovers via the unloading curve PR which is more or less parallel to AO . It is generally taken that there is no change in Young’s modulus during plastic deformation. The line PR depicts elastic recovery. Out of the total strain OS corresponding to the point P , the part RS is the elastic recovery. The part OR which is not recovered is the plastic strain suffered by the test specimen.
Now if we reload the same test piece, it nearly follows the line RP . There is, however, some deviation due to hysteresis which is very small, and the yielding now occurs at the point P .
Further loading of the test piece beyond P gives the same stress-strain curve as we would have obtained if there were no unloading. This shows that after suffering a plastic strain represented by OR , the yield strength of metal has increased from point called strain hardening or work hardening.
B to point P (or σ o 1
to σ o 2
). This is
Plastic Deformation of Metals and Related Properties 11 s o2 s o1
A
B
O
P
R S
Strain
E
F
Fig. 1.9.
Strain hardening effect s ot
O s oc
B
Q
R
P
Strain
Fig. 1.10.
Bauschinger effect
Bauschinger Effect : Now consider another experiment for which the test curve is shown in
Fig. 1.10. In this test, the specimen has been loaded in tension up to a point P beyond the yield point B ( yield strength = σ ot
), then unloaded to point R and again loaded in reverse direction, i.e. compressed. In compression the test piece yields at the point Q where yield strength is equal to
σ oc
which is smaller in magnitude than σ ot
. This shows that the yield strength in compression has decreased due to the previous plastic strain in tension. Similarly the yield strength in tension
12 Fundamentals of Metal Forming Processes would decrease with previous compressive plastic strain. This is known as Bauschinger Effect
(BE).
In fact due to plastic strain the material develops anisotropy. Its properties are no longer the same in different directions. Bauschinger Effect (BE) is observed in many metals and alloys.
BE may be reduced by thermal treatment. Complete removal is possible only by recrystallization of strained material. However, it may be reduced by stress aging which is a process of heating the material to a certain temperature while it is subjected to suitable value of stress. By this process BE may be reduced at a low temperatures (less than 200°C).
1.5.2 Strain Hardening Index n
For the sake of simplification in analysis it is taken that there are two factors in strain hardening. One is isotropic strain hardening , in which the strain hardening effect is same in all directions, i.e. yield strength increases equally in all the directions. The second is kinematic strain hardening in which the yield strength does not increase in magnitude but whole of the yield diagram shifts ( see Chapter 4) in the direction of plastic strain thus showing Bauschinger effect.
Metals exhibit both these effects together, however, for sake of simplicity isotropic strain hardening is generally adapted in various analyses of metal forming problems. Some expressions developed for the flow stress ( σ f
σ
σ
) by different researchers are as follows.
σ f
= f
= f
=
σ f
=
σ
σ
σ
σ
0
0
0
0
( ε ) n
( B + ε ) n
( 1 + B ε ) n
+ B [ 1 – exp (– C ε ) ] n
(1.6a)
(1.6b)
(1.6c)
(1.6d) where σ
0
, B , n and C are material parameters. The ‘ n ’ is called strain hardening index or exponent, ε is true strain. Equations (1.6a to 1.6c) are generally used for small strains, while Eqn.
(1.6d) is used for large strains for alloys which show a decreasing rate of work hardening or exhibit work hardening saturation .
Determination of n
One of the methods to determine n for Eqn. (1.6a) is given below. Let V be the volume, a the area of cross section and l the length of the specimen, then
V = a .
l
Differentiating the above we get dV = l.da + a.dl (1.7)
In plastic deformations the change in volume ( dV ) is zero. Hence from Eqn. (1.7) we get
d ε = dl/l = – da /a (1.7a) and ε = ln l/l
0
= − ln a/a
0
= ln a
0
/a
The force ‘ F ’ on the specimen at point E (Fig. 1.6) = σ . a
Since at E the force F is maximum, we can write the following dF d ε
= 0
Plastic Deformation of Metals and Related Properties 13
σ da d ε
+ a .
d σ d ε
= 0 (1.8)
From Eqn. (1.7a) we get a = – da / d ε
Substitution of this in Eqn. (1.8) gives the following relation at E .
σ = d σ d ε
We take that isotropic strain hardening occurs according to Eqn. (1.6
a ). Substitution of this in the above equation gives the following.
σ
0
ε u n = σ
0
n. ε u n– 1 where ε u
is the strain at the point E (Fig. 1.6). From the above equation we get the value of strain hardening exponent n as n = ε u.
(1.9)
Equation (1.9) gives a method of determining the exponent n . Even for other strain hardening rules there is close relationship between n and ε u
. The data obtained by Narayanasamy and Sowerby [21] on three steels (Table 1.1), shows that n is nearly equal to the true strain at maximum strength. According to them these steel conform to hardening law σ f
= K ( ε
0
+ ε ) n .
Example 1.3
For a strain hardening material obeying the law
σ =
66n = d d
σ
ε
/
σ
ε
Solution
A ε n show that
By differentiating the equation σ = A
From the initial equation we have A =
ε n we get, d σ d ε
= A n
ε n − 1
σ / ε n . Substituting this value of A in above equation and by simplification we get
n = d d
σ σ
ε ε
Table 1.1: Relationship between ε u and n [21]
Material Yield strength K ε
0
n Strain at max.
( MPa) (MPa) strength
AKDQ steel 178.9 528.9 0.007 0.265 0.27
Dual Phase steel 497.9 1037.7 0.002 0.17 0.18
304 Stainless steel 353.02 1754.8 0.054 0.6 0.58
14 Fundamentals of Metal Forming Processes
In fact many researchers have determined the values of n for different materials. For the sake of comparison, the values of strain hardening exponent n obtained by a few researchers are given below.
Table 1.2: Values of σ
0
, B and n in the Eqn. (1.6c) [ 9 ]
Material σ
0
(MPa) B n
SAE 1020 (cold rolled) 514 68 0.067
SAE 1020 (annealed) 232 58 0.294
6061-T-6 (Al. Alloy cold rolled) 252 42 0.149
6061-T-6 (annealed)
Example 1.4
43 50 0.204
Determine the percent increase in yield strength of annealed aluminum bar if it is elongated from 200 mm to 250 mm. Take strain hardening data from Table 1.2.
Solution
Refer to Table 1.2, the yield strength of annealed aluminum is given by,
σ f
= 43 ( 1 + 50 ε ) 0.204
The longitudinal strain ε = ln (250 /200) = 0.2231
The new yield strength of specimen = σ f
= 43 [1 + 50 × 0.223] 0.204
= 71.57 Mpa
Similarly yield strength at zero plastic strain = 43
∴ Increase in the yield strength = 66.44%
You-Min Huang et al., [19 ] have given the following data for low carbon steel, copper and aluminum.
Table 1.3: Flow stress of low carbon steel, Cu and Al [ ref.19]
Material
Yield strength kgf/mm 2
Flow Stress in kgf/mm 2
Steel (Low)
Carbon
19.4 σ f
= 80.394(0.0151 + ε ) 0.33944
Copper 15.8
Aluminum 2.2
σ f
= 100.067(0.009 + ε ) 0.39179
σ f
= 15.0356(0.01 + ε ) 0.41628
where ε is the effective plastic strain.
Plastic Deformation of Metals and Related Properties 15
Example 1.5
A cylindrical test specimen of diameter 10 mm and gauge length 50 mm is extended to
65 mm. Determine the true strain. Neglect the elastic deformation. If the ultimate strength occurs at a force of 25000 N and at an extension of 70 mm, determine the strain hardening exponent n and ultimate strength of the material.
Solution
The true strain at 65 mm extension is given by ε = ln 65/50 = 0.2623
The true strain at extension of 70 mm = ln 70/50 = 0.3364
∴ Value of n = 0.3364 and also ε = ln ( l/l
0
) = ln ( a
0/ a )
Therefore, the area of cross section at the maximum force is given by
a = a
0
/ ( e 0.3364
)
= π × 10 × 10 / (4 × 1.3999)
= 56.104 mm 2
True ultimate strength is = 25000/56.104
= 445.60 N/mm 2
Ultimate tensile strength as given in standard tables is related to original area of cross section. For the above case, UTM is calculated below.
UTM = 25000 × 4 / ( π × 10 × 10 ) = 318.31 N/mm 2
Work Done During Plastic Deformation
Let a bar of area of cross-section ‘ a ’ and length ‘ l
0
( W ) done during elongation is given by
’, be elongated to length l . The work
W =
∫ l
0 l area of cross-section × stress × δ l
Here we neglect the elastic strain and let the yield strength during plastic deformation be given by,
σ f
= σ
0
ε n
Substitution of this in the above equation results in
W =
∫ l
0 l
area × σ
0
ε n × δ l
Or
W =
∫ l
0 l area × l
0
× σ
0
ε n × δ l /l
0
Now the volume of body = area × l
0
and it remains constant during plastic deformation and
δ l/l
0
= d ε . Therefore, W may be written as,
16 Fundamentals of Metal Forming Processes
W = Volume
ε
∫
ε
0
σ ε n d ε
W = Volume ⎢
⎡
⎣
( n + 1 n
− ε n
0
+ 1 )
+ 1
⎥
⎤
⎦
(1.10)
For the other strain hardening laws discussed above, the expressions for work done may be obtained similarly. Thus if the strain hardening law is σ f
= A (B + C ε ) n the amount of work done for plastic strain 0 to ε becomes
W =
Volume
( + 1)
⎣
⎡ + ε ) n + 1 − AB n + 1
⎦
⎤ (1.11)
Example 1.6
The yield strength of brass is give by having area of cross-section 200 mm 2
σ f
= 300 (1 +15 ε ) 0.3
MPa. A bar of this material
and length 200 mm is extended to 250 mm. Determine the value of the yield strength of the material of bar after extension. Also determine the work done during the elongation .
Solution
The true longitudinal plastic strain = ε l
= ln (250/200) = 0.223
∴ σ f
= 300 ( 1 + 15 × 0.223 ) 0.3
= 466.14 MPa
Refer to Eqn. (1.11). Here A = 300, B = 1, C = 15 , n = 0.3 and hence,
W =
[ ] ⎡
⎣
+ × 1.3
− 1
⎤
⎦
×1/1000 Nm
= 3539.255 Nm.
1.5.3 Effect of Strain Rate
Another factor that increases load on forming equipment is the rate at which the forming process is carried out. At higher rates of strain the flow stress of material increases leading to higher loads on the equipment. The effect of strain rate on yield strength for an alloy is illustrated in Fig. 1.11.
The factors described above influence the forming processes to varying degrees depending upon the temperatures at which the processes are carried out. If a forming process is carried out at a temperature less than the re-crystallization temperature and at a slow rate, such a case may be taken as an isothermal process, i.e. the effect of temperature change during the process may be neglected and we may consider only the effect of strain hardening.
Plastic Deformation of Metals and Related Properties 17
1000
800
600
400
200
0
0
ΰ
= 8000 s
–1
0.1
ΰ
= 1 s
–1
0.2
0.3
0.4
Strain
Fig. 1.11.
Effect of strain rate on yield strength
When a forming process is carried out in hot state the re-crystallization is also present along with strain hardening and strain rate effect. The strain hardening may be nullified by recrystallization. Therefore, in hot working we may only consider the effect of temperature and strain rate on the yield strength of metal. The effect of strain rate may be written as given below.
σ f
= σ
0
(
ε
) m (1.12) where σ f
is the flow stress, ε is the plastic strain rate, m and σ
0 are material parameters. Since the effects of strain rate and strain hardening may vary at different temperatures, this presents a major problem of testing each metal and alloy at different temperatures, at different strain rates and to different extents of strain. The problem of testing becomes more difficult because most of the work done on the metal body for plastic deformation reappears as heat and raises the temperature of the test specimen. At low strain rates the flow stress increases with increase in strain rate. At higher strain rates it still increases but at a slower rate because of the softening effect due to temperature rise in the material. Stout and Follanshee [16] have determined the following expression for strain rate sensitivity in stainless steel 304L at strain rates of the order of
10 3 s –1 and above.
σ f
= σ b
+ β ε (1.13) where σ b
= 668 M Pa and β = 0.0066 ± 0.0025 M Pa-s
1.5.4 Effect of Temperature
Recovery and Re-crystallization
Figure 1.12( a ) shows initial structure of an undeformed metal piece. Figure 1.12( b ) shows the structure after it has been compressed along its height. The grains get elongated in the direction normal to the direction of applied force, i.e. in the lateral direction. The material gets strain hardened, i.e. its yield strength, UTM and hardness increase while ductility decreases. As explained in Section 1.2, the strain hardening occurs because the dislocation density increases due to cold deformation. With increase in temperature the movement of dislocations gets easier and
18 Fundamentals of Metal Forming Processes they readjust due to stresses locked in the lattice. Some dislocations having opposite sign may annihilate each other. This is called recovery process in which the residual stresses are reduced, however, the enhanced properties due to cold working are only little affected.
Now if the compressed metal piece is heated to certain higher temperature (0.4 to 0.6.
T melt.
), new grains will start emerging at the boundaries of old grains and at sites of other defects.
If this temperature is maintained for some time the new grains will grow to cover the entire structure. This is called primary re-crystallization. Re-crystallization removes the strain hardening effect and hence reduces strength but increases ductility. However, the process does not stop there. Some grains start growing at the expense of other grains till the complete structure is covered by bigger grains. This is called secondary re-crystallization and grain growth.
(a) Initial structure (b) After compression
Heat
New grains
(c) Start of crystallization
(e) Grain growth (d) After recrystallization
Fig. 1.12.
Re-crystallization
The mechanical properties like yield strength depend upon the grain size. The relationship between grain size and flow stress is given by the Hall-Petch formula (Eqn. 1.14).
σ f
= σ
0
+ λ d
−1/2
(1.14) where σ f is the flow stress of material, d is the average grain size and parameters. The parameters σ
0
σ
0
and λ are material and λ are not absolute constants but are functions of strain, strain rate and temperature.
During hot working the processes of strain hardening and subsequent stress relieving/ recovery and re-crystallization may occur depending upon the temperature and strain. It has been found that in ferrous alloys at 780°C a three stage softening may take place after hot deformation to a certain minimum true strain which may vary between 0.08 to 0.15.
Several attempts have been made to determine single expression for yield strength, which includes the effect of strain, strain rate, temperature, grain size and re-crystallization. Bonnavand,
Bramley and Mynores [22] have employed the following formulation for the effect of these factors for calculations related to backward extrusion process.
Plastic Deformation of Metals and Related Properties 19
σ =
2
3 ( 1 −
K ε n ( ε ) m exp ( − β T ) (1.15) m ) where K is material constant in stress units, ε = equivalent strain, n = strain hardening exponent, m = strain-rate-effect exponent, T = temperature (Kelvin) and β = material parameter. Values of these parameters for some metals are given in Table 1.4.
Table 1.4: [ref.22]
Material K(MPa) n m β (k –1 )
AISI 1035
AISI 1045
5404
7260
0.059
0.326
0.126
0.11
AISI 3524
AISI 410
3524
1883
0.233
0.134
0.082
0.103
1.5.4.1 Hot Forming, Cold Forming and Warm Forming
3.1×10 –3
2.9 ×10 –3
2.4 ×10 –3
2.4 ×10 –3
Metal forming processes may be carried out in hot as well as in cold state. Temperature of re-crystallization is the boundary between the two.
Hot forming or hot working is defined as forming at temperatures above the re-crystallization temperature of the metal. In fact the actual temperatures are much higher than the recrystallization temperature. High temperatures reduce the flow stress of metals, which results in low deforming forces.
Cold forming or cold working refers to forming at temperatures below the re-crystallization temperature of the metal. The strain hardening during the process improves the mechanical properties of the product. Also close dimensional tolerances can be obtained in cold forming.
Stress-strain curve of MS at room temperature
At 500° C
At 1000° C
At 1250° C
Elongation
Fig. 1.13.
Effect of temperature on the yield strength
20 Fundamentals of Metal Forming Processes
Advantages of hot forming
(i) At high temperatures, the metals become soft, its yield strength decreases (Fig. 1.13) and hence low forces are required for forming. This reduces the cost of equipment needed for the process.
(ii) Metals are more ductile at higher temperatures and their formability in hot state is higher than in cold state. Therefore, large deformations may be given in hot working.
(iii) The casting defects in ingots like internal shrinkage cavities (not those in contact with atmosphere) and blow holes get welded during hot working. The structure becomes more homogeneous resulting in better mechanical properties.
(iv) Due to low flow stresses at high temperatures, very large components may be made by plastic deformation.
Disadvantages of hot working
(i) The products have low surface quality due to oxidation of surface layer.
(ii) The components formed have low dimensional accuracy.
(iii) There is little improvement in mechanical properties.
(iv) The forming tools also get heated up due to contact with hot metal and wear of tools is rapid.
Advantages of cold forming
(i) Good surface finish of the product.
(ii) High dimensional accuracy.
(iii) Superior mechanical properties, e.g. hardness and strength increase due to strain hardening.
(iv) Strain hardening may eliminate the surface hardening heat treatment required in some components such as cold rolled gears.
(v) The material develops anisotropy which may be used to advantage in subsequent forming processes. For instance, the anisotropy developed in cold rolled sheet metal helps in getting deeper draws.
Disadvantages of cold forming
(i) High loads on the equipment require it to have high strength and rigidity. This increases the cost of machines.
(ii) With strain hardening the material becomes less ductile.
Warm Forming : Of recent, ‘warm forming’ has come to be used in order to gain the advantages of hot as well as cold forming, though to a lesser extent. Warm forming is carried out at a temperature higher than room temperature but lower than the re-crystallization temperature. Since yield strength decreases with increase in temperature, the load on the equipment in warm forming is lower than in cold forming. Also the temperatures are not that high that the surface layer damage can occur. Therefore, the advantages of cold forming are achieved, that is, better surface quality, better dimensional accuracy and better mechanical properties than in hot forming.
Plastic Deformation of Metals and Related Properties 21
Because of reduced forces, the tools wear is less and the equipment is also less expensive.
Temperatures for warm forming should be chosen such that the ductility of metal is high at that temperature.
In a forming process, metal blank has to come in contact with dies or tools which are generally massive compared to the metal blank being processed and hence there is considerable heat transfer from work piece to the tools in hot forming. This makes the temperature of metal blank itself non uniform, i.e. reduces temperatures near contact zones.
The testing also becomes more complicated because of phase changes in metals and alloys due to temperature and strain. It is difficult to have a clear cut relationship between yield strength, temperature, strain and strain rate because of complex behavior of metals, however, there are quite a few attempts to empirically describe the yield strength of certain metals as a function of these variables in specific temperature ranges.
1.5.5 Effect of Hydrostatic Pressure
Hydrostatic pressure may affect the following properties of metals and hence their formability.
(i) Ductility.
(ii) Yield strength or flow stress.
(iii) Strain hardening index and strain rate index.
Experiments of Bridgeman [3] have shown that hydrostatic pressure does not lead to plastic deformation. However, hydrostatic pressure increases the ductility and formability of metals and alloys. The phenomenon of increased ductility with hydrostatic pressure is also called pressure induced ductility.
1700
1600
0.2 % offset
0.1 % offset
Compression yield strength
1500
1400
0 200 400 600
Lower yield in tension
800 1000
Hydrostatic pressure MN/m
2
Fig. 1.14. Effect of hydrostatic pressure on yield strength of quenched and tempered
AISI 4330 steel [11]
Even brittle materials may be plastically deformed under suitable hydrostatic pressures.
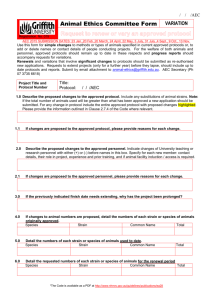
Materials in which the plastic deformation leads to change in volume, the yield strength may be affected by hydrostatic pressure. Spitzig et al. [11] have shown that yield strength of quenched and tempered AISI 4310 and 4330 steels is affected by hydrostatic pressure.
Figure 1.14 shows the effect of hydrostatic pressure on the yield strength of 4330 steel.
Both the steels show increase in volume during plastic deformation as well as increase in yield
22 Fundamentals of Metal Forming Processes strength under hydrostatic pressure. Very few researchers have attempted to determine the effect of hydrostatic pressure on strain hardening and strain rate effect indices. According to Spitzig et al., [11], there is no effect of hydrostatic pressure on the strain hardening index ( n ).
These steel also show a constant difference in the values of yield strength in tension and in compression. The yield strength in compression is higher than that in tension and the difference between the two yield strengths is not affected by hydrostatic pressure.
1.6 DUCTILITY AND FORMABILITY
Ductility is an essential property of material for its formability. However, ductility is not some thing like absolute constant for a metal or alloy under all conditions. In fact, it gets modified by the process parameters that is why the same material may show different formability in different forming processes.
Ductility is measured by the strain suffered by the material before fracture. In a tensile test it may be measured by percent elongation in engineering terms, or by logarithmic strain at the fracture point. In compression test similar measures may be used. In torsion test it is measured by the strain suffered by outer layer of material of test bar before fracture.
The tensile tests show low ductility because of neck formation and consequently the negative hydrostatic pressure in the neck region promotes crack initiation and propagation. This problem is not there in compression and torsion tests which show higher ductility for the same material. Many researchers have preferred torsion test for measurement of ductility while the strength properties are related to those measured in tensile test.
1.6.1 Factors that Affect Ductility of Metals
As already mentioned above ductility is affected by intrinsic factors like composition, grain size, cell structure etc., as well as by external factors like hydrostatic pressure, temperature, plastic deformation already suffered etc. Some important observations about ductility are given below.
(i) Metals with FCC and BCC crystal structure show higher ductility at high temperatures compared to those with HCP crystal structure.
(ii) Grain size has significant influence on ductility. Many alloys show super-plastic behavior when grain size is very small of the order of few microns.
(iii) Steels with higher oxygen content show low ductility.
(iv) In some alloys impurities even in very small percentages have significant effect on ductility. Ductility of carbon steels containing sulfur impurity as small as 0.018%, drastically decreases ductility at around 1040°C. This can however be remedied if Mn content is high. In fact the ratio Mn/S is the factor which can alter ductility of carbon steels at 1040°C. With the value of this ratio at 2 the percent elongation is only 12–15% at
1040°C while with ratio of 14 it is 110 per cent.
(v) Temperature is a major factor that influences ductility and hence formability. In general it increases ductility, however, ductility may decrease at certain temperatures due to phase transformation and micro-structural changes brought about by increase in temperature.
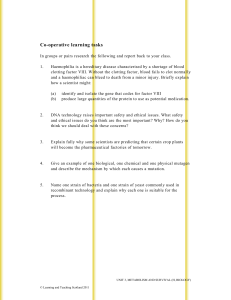
Figure 1.15 shows the effect of temperature on ductility of stainless steel. It has low ductility at 1050°C and maximum at 1350°C. Therefore it has a very narrow hot working range [12].
80
Plastic Deformation of Metals and Related Properties 23
Strain rate 500s
–1
60
Strain rate 400s
–1
40
20
900 1100 1300 1500
Temperature°C
Fig. 1.15. Ductility of stainless steel at high temperatures [12]
(vi) Hydrostatic pressure increases ductility. This observation was first made by Bridgeman [3].
In torsion tests the length of specimen decreases with increase in torsion. If the specimen is subjected to an axial compressive stress in torsion test it shows higher ductility than when there is no axial stress. If a tensile axial stress is applied the ductility decreases still further.
(vii) The temperatures for optimum ductility are also affected by concentration of alloying element. Figure 1.16 shows the temperatures for optimum ductility for different concentration of carbon in plain carbon steels [12].
(viii) Duplex microstructures generally lead to lower ductility [12]. For example, low carbon steel when tested in ( α + γ ) range shows lower ductility.
(ix) Strain rate also influences ductility. Tests done in tension have shown that increase in strain rate increases the elongation in uniform deformation region and decreases the same in the neck region. For obtaining the effect of strain rate the observed values must be corrected for change in temperature, because, at high strain rates there is considerable increase in temperature of material which increases ductility. More work is needed to establish a conclusive effect of strain rate on ductility.
1300
Temperature for optimum ductility
1200
1100
1000
0 0.2
0.4
0.6
0.8
1.0
1.2
Carbon content %
Fig. 1.16. Temperatures for optimum ductility for plain carbon steels [12]
24 Fundamentals of Metal Forming Processes
1.7 THEORIES OF FRACTURE
Occurrence of fracture in work material is a natural limit of formability. Therefore, it is very important to know the conditions under which fracture initiates and propagates. Several criteria have been tested. Tensile stress is regarded as a key factor. Even in forging processes wherein the material suffers predominantly compressive stresses the fracture is believed to be initiated by induced tensile stresses.
A second opinion is that fracture occurs due to accumulated strain rather than stress.
Octahedral shear strain has also been suggested as a basis for fracture to occur, however, experiments show lot of scatter. Cockcroft and Latham [14] have proposed the following criterion for occurrence of fracture in a ductile material at the given temperature and strain rate.
ε f
∫
σ x
( σ x
/ σ ) d
ε
= constant (1.16) where
0
ε f
= fracture strain,
ε
= equivalent strain (see Chapter 3),
σ = equivalent stress (see Chapter 3),
σ x
/ σ = a non-dimensional stress concentration factor,
σ x
= highest tensile stress calculated for necked region.
The above criterion takes the following form for torsion
∫
0
ε f d ε = constant (1.17) here ⎯ ε f
is effective fracture strain in torsion. The above criterion has been successfully tested by
Sellars and Tegart [12] with the help of hot torsion test data on aluminum, copper and nickel in the temperature range of 0.5 – 0.8 T m
and at strain rates of 1 and 8 s –1 .
It is the property of material to suffer neck free elongation of several hundred per cent.
For instance, in zinc-22 Al eutectoid alloy an elongation of 2900 per cent has been achieved in the temperature range of 293–573K. In Fe–26Cr 015–6.5 Ni alloy an elongation of more than
1000 per cent may be achieved in the temperature range of 973–1293K. In fact many metals and alloys show this property in certain temperature ranges and grain sizes. Super-plasticity may also be achieved by thermal cycling across the phase transformation temperature while the work piece is kept stretched. The factors common to many super-plastic metals and alloys are given below.
(i) High value of strain rate exponent m , ( 0.3 to 0.5).
(ii) Small grain size of the order of a few micron.
(iii) Very little work hardening.
Some of the manufacturing processes used for thermoplastic materials have been successfully employed for forming metals in super-plastic condition. For example, processes such as blow forming and vacuum forming have also been used to form super-plastic alloys.
Plastic Deformation of Metals and Related Properties 25
A large number of alloys show super-plastic properties but at different temperatures and grain sizes. The different super-plastic materials may be grouped into the following three types.
(i) Low temperature alloys of Zn and Al.
(ii) Intermediate temperature alloys of Al.
(iii) High temperature alloys of nickel, some stainless steels and titanium alloys.
On experimentation with superalloy IN 718 which has application as material for turbine blades for aircrafts, Kashyap and Chaturvedi [27] obtained maximum ductility of 485% at a strain rate of 1× 10 –4 s –1 and temperature of 1198 K. They also noted a decrease of ductility with increase in temperature. In fact, more research work is needed to established behavior of yield strength and ductility of super alloys to strain rate, strain hardening and temperature.
1.9
ANISOTROPY IN SHEET METAL
During cold rolling of sheet metal, the material develops anisotropy. The flow strength in thickness direction becomes different to that in the plane of sheet. For testing the anisotropy, the test specimen are cut at an angle to rolling direction. Let l
1 thickness of undeformed specimen respectively and l
2
, w
2
,w
1 and and t
1
t
2 be the length, width and
be the corresponding values after some plastic deformation in the tension test. The three principal strains are as given below.
In length direction ε l
= ln ( l
2
/ l
1
)
In width direction ε w
= ln ( w
2
/ w
1
)
In the thickness direction ε t
= ln ( t
2
/ t
1
)
In an isotropic sheet ε w
= ε r is defined as t
, however, in a cold rolled sheet ε w
≠ ε t
.
The anisotropy ratio r = ε w
/ ε
t
(1.18)
For evaluation of r, test specimen are cut in three directions, i.e. 0 , 45 and 90 degrees with respect to the rolling direction. The three values of r , i.e. r
0
, r
45
and r
90 are determined. The difference ( Δ r ) in r values is indicator of planer anisotropy which is defined as follows.
Δ r = r max.
– r min
(1.19)
1.6
–
1.4
–
D r
1.2
–
1.0
–
0.0
–
0° 15° 30° 45° 60° 75° 90°
Angle with rolling direction
Fig. 1.17.
Variation of r in different directions with respect to rolling direction
26 Fundamentals of Metal Forming Processes
However, it is usually taken as an average variation, as given below, (see Fig. 1.17).
The average value of anisotropy ratio ‘ r a
’ is calculated as give below. r a
= r
0
+ 2 r
45
+ r
90 (1.21)
4
The value of r a
more than unity is an indicator that the sheet is stronger in the thickness direction.
This reduces thinning and neck formation in the sheet at the highly stressed locations during deep drawing and hence enhances drawability.
Example 1.7
Δ r = ½ ( r
0
+ r
90
–2 r
45
) (1.20)
An aluminum test specimen 100 mm long, 20 mm wide and 2 mm thick is elongated to
130 mm. If the anisotropy ratio r = 2, determine true strains in length, width and thickness directions.
Solution
Let ε l
, ε w
, and ε t be the true strains in length, width and thickness directions respectively.
Since anisotropy ratio is 2 we can write the following.
ε w
/ ε t
= 2 and in plastic deformations
ε l
+ ε w
+ ε t
= 0
∴ 3 ε t
= − ε l
= − ln (130 / 100)
= – 0.262
Hence ε t
= – 0.0873
EXERCISES
1.
How do you determine yield strength of an alloy which exhibits a smooth curve in tensile test?
2.
What do you understand by ‘hot forming’, ‘cold forming’ and ‘warm forming’?
3.
Describe the relative merits of cold forming and hot forming.
4.
What are the effects of re-crystallization?
5.
How do you represent strain hardening effect?
6.
What is the effect of strain rate on yield strength of metals and alloys?
7.
What is super-plasticity? Give three examples of super-plastic alloys.
8.
A stainless steel wire of length 250 mm is elongated to 306 mm. Determine the engineering strain and true strain. If the material of the work piece hardens according to the law σ = 260
(1 +21 ε ) 0.6
MPa where ε is effective plastic strain, determine yield strength after the elongation. ( Ans .
Engineering strain E = 0.224, True strain ε = 0. 202 and σ = 702.54 MPa)
Plastic Deformation of Metals and Related Properties 27
9.
In a tensile test, the 60mm gage length of the specimen is elongated to 72 mm .
Determine the yield strength after elongation if the material work hardens according to the law
15.03(0.01 + ε ) 0.415
kgf/mm 2 . ( Ans . ε = 0.18232 , 7.5828 kgf/mm 2 )
10.
How are the ‘planer anisotropy’ and ‘anisotropy ratio’ defined?
The following data is observed in a test on a rolled sheet metal for anisotropy.
r
0 r
45
= 1.4 and r
90
=1.9. Determine the anisotropy ratio and planer anisotropy.
= 1.7,
( Ans.
Δ r = 0.4 , r a
= 1.6)
11.
The flow stress of 1015 steel varies with strain and strain rate at the temperatures of
1100°C, 1200°C and 1300°C as given in the table below. Find the relative changes in the yield strength at the three temperatures if
ε = 1.0 s –1 .
ε is changed from 0.1 to 0.3 at strain rate
Table 1.5: Yield strength of 1015 steel at high temperatures [18 ]
Temperature ° C Flow stress σ f
1100 σ f
= 82 ε − 0.06
( ε ) 0.14
1200 σ f
= 73 ε − 0.05
( ε ) 0.22
1300
Ans.
Temperature ° C
σ f
= 41
σ f
for ε = 0.1
ε − 0.045
( ε ) 0.16
σ f
for ε = 0.3
1100 94.148 88.142
1200 81.907 77.53
1300 45.476 43.28
12. With the help of above given Table 1.5, plot a graph of flow stress v/s temperature for strain of 0.002 and strain rate of 0.5 s –1 and determine the yield strength at 1050°C and
1250 o C.
13. A test piece of an alloy which work hardens according to the law σ = 572 ε 0.27
MPa is elongated from 100 mm to 125 mm. Determine the yield strength of material after the elongation. If the cross section of work piece is 60 mm 2 determine the work done during elongation. Derive the formula used.
( Ans.
ε = 0.22314, σ = 381.51 MPa, Work done = 400.8 Nm)
14. Determine the work done in elongation of the gauge length for Q.8 if the initial area of cross section is 100 mm 2 . Derive the formula used.
( Ans .
Formula for work done = V ×[(1+21 ε ) 1.6
– 1]× 260/( 21×1.6).Work done = 2220.6 Nm)
28 Fundamentals of Metal Forming Processes
15.
Two test pieces made of brass and stainless steel and each of 60 mm length, are elongated to 75 mm. Compare the increase in yield strengths of the two specimen after elongation if they work harden according to following equations.
Brass σ = 300 ( 1 + 15 ε p ) 0.3
MPa
Stainless steel σ = 260 ( 1 + 21 ε p ) 0.6
MPa
( Ans .
ε p = 0.22314, σ (brass) = 466.2 MPa , σ (steel) = 737.66 MPa)
16.
Determine the work done if a bar of 10 mm diameter and 200 mm length is elongated by
22 mm. The yield strength of the material of specimen is given as σ = 250 ε 0.3 N/mm 2 .
Neglect the elastic deformation. ( Ans .
158.38 Nm)
17. How does hydrostatic pressure affect the following properties of a metal?
(a) Yield strength
(b) Ductility and formability.
(c) Fracture during forming.
18. What types of anisotropy are present in cold rolled low carbon steel sheet?
19. What is the benefit of anisotropy in sheet metal?
20. What is the effect of temperature on ductility of super plastic alloys?
21. Explain the effect of sulfur and manganese on ductility of steels at high temperatures.
22.
What are the different fracture criteria?
23.
Why, the different tests, i.e. tension, compression and torsion, give different values of ductility of a metal?
24.
Explain the effect of carbon content on the ductility of plain carbon steels.
25.
How is the temperature for optimum ductility affected by carbon content in plain carbon steel?
26.
How is the ductility of an alloy affected by the following factors?
(i) Hydrostatic pressure.
(iv) Temperature
(v) Micro-impurities
REFERENCES
1.
Hill R.; Mathematical Theory of Plasticity ; Oxford University Press, Oxford, 1950.
2.
Prager W. and Hodge, P.G. Jr.; Theory of Perfectly Plastic Solids ; Chapman and Hall,
London, 1951.
3.
Bridgeman P.W.; Studies in Large Plastic Flow and Fracture with Special Emphasis on the
Effects of Hydrostatic Pressure ; McGraw-Hill, New York, 1952.
4.
Johnson W. and Mellor P.B.; Plasticity for Mechanical Engineers ; D. van Nostrand Co.
Ltd., London, 1962.
5.
Ford H.; Advanced Mechanics of Materials ; Wiley, New York, 1963.
6.
Alexander J.M. and Brewer, R.C. Manufacturing Properties of Materials ; van Nostrand
Rheinhold, 1963.
Plastic Deformation of Metals and Related Properties 29
7.
Rowe G.W.; Principles of Industrial Metal Forming Processes ; Edward Arnold, London,
1977.
8.
Acta Metallurgica, Vol. 23, pp. 885–893, July 1975.
9.
Usamah Saeed and Lenard J.G.; A Comparison of Cold Rolling Theories Based on the
Equilibrium Approach; J. Engg. Mat. And Tech., Vol. 102, pp . 223–228, 1980.
10.
Altan T. Oh S. and Gegel H .
; Metal Forming Fundamentals and Applications , American
Soc. for Metals. Metal Park, OH, 1983.
11.
Spitzig W.A., Sober R.J. and Richmond O.; The Effect of Hydrostatic Pressure on the
Deformation Behavior of Maraging and HY-80 Steels and its Implications for Plasticity
Theory; Metallurgical Transactions A, Vol. 7A, p. 1703, November 1976.
12.
Sellars C.M. and Tegart, W.J. McG.; Hot Workability; International Metallurgical Reviews,
Vol. 17, 1972.
13.
Wulf G.L.; The High Strain Rate Compression of 1023 and 4130 Steels ; Int. J. Mech. Sci.
Vol. 20, pp. 843–848, 1978.
14.
Cockcroft M.G. and Latham, D.J.; J. Inst. Metals, Vol. 96, p. 33, 1968.
15.
Lange, K.; Handbook of Metal Forming ; McGraw-Hill, New York, 1985.
16.
Stout M.G. and Follanshee P.S.; Strain Rate Sensitivity and Yield Behavior of 304L Stainless
Steel ; Trans. of ASME; Vol. 108, p. 344, 1986.
17.
Zhongchun Chen et al ., Bauschinger Effect and Multi-axial Yield Behavior of Stress
Reversed Mild Steel , Metallurgical and Materials Transactions A Vol. 30A, pp. 3069–3078,
1999.
18.
Doremus, E., Oudin J., Bricont, J.P. and Ravalad, Y; A New Device for Upsetting Tests of
Steel at High Temperatures ; J. Mat. Process. Tech.; Vol. 26, pp. 257–266, 1991.
19.
You-Min Huang et al ., An Elastic-plastic Finite Element and Experimental Study of the
Ironing Process ; J. Mat. Process. Tech. Vol. 26, pp. 53–80, 1991.
20.
Wu Shichan and Dang Zhen; Analysis of Defects during Backward Extrusion by Rigid
Plastic Finite Element Method ; J. Mat. Processing Tech. Vol. 25, pp. 333–340, 1991.
21.
Narayanasamy R., Sowerby R.; Wrinkling of Sheet Metal when Drawing Through a Conical
Die ; J. Mat. Processing Tech. Vol. 41, pp. 275–290, 1994.
22.
Bonnavand F., Bramley, A.N., Mynors, D.J.; A Fast New Numerical Tool for Designing
Pre-stressed Dies for Backward Extrusion, Part 2–Numerical Analysis ; Proc. Instn. Mech.
Engrs. Vol. 215, Part B, pp. 181–193, 2001.
23.
Juneja, B.L., Sekhon, G.S. and Seth Nitin; Fundamentals of Metal Cutting and Machine
Tools , 2 nd edition; New Age International (P) Ltd. Publishers, New Delhi, 2003.
24.
Slator R.A.C. and Johnson, W.; The Effects of Temperature, Speed and Strain Rate on the
Force and Energy Required in Blanking ; Int. J. Mech. Sci.; Vol. 9, p. 271, 1967.
25.
Iliescu, C.; Cold Pressing Technology ; Elsevier- Amsterdam, 1990.
26.
Schaffer G., Computer Design of Progressive Dies , Am. Mach.; Vol. 22, pp. 73–75, 1971.
27.
Kashyap, B.P. and Chaturvedi, M.C.; Superplastic Behaviour of as received Super-plastic
Forming Grade IN718 Super Alloy; Material Science and Technology, Vol. 16, pp. 147–
155, 2000.