New NGL-recovery process provides viable alternative
advertisement

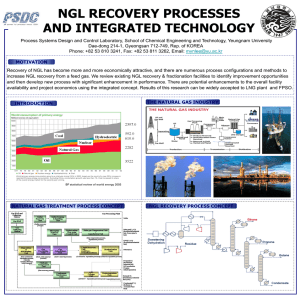
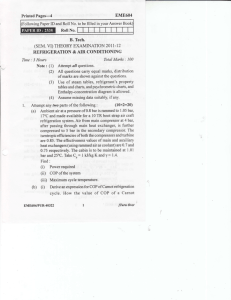
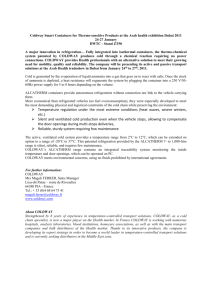
PROCESSING New NGL-recovery process provides viable alternative Robert R. Huebel Michael G. Malsam Randall Gas Technologies Houston Operational scenarios for two uses of a new refrigeration process for recovering NGLs from natural gas have shown it to enhance operability and reduce capital and operating expenditures when compared with the two more traditional process choices—straight refrigeration and turboexpander. Straight refrigeration units that most often use propane as refrigerant have proven to be economical and reliable. Their operating temperature, however, typically about –35° F., limits NGL extraction. For higher NGL recovery, today’s processor is left with a cryogenic turboexpander. IPOR (IsoPressure Open Refrigeration) has been developed by Randall Gas Technologies, a division of Lummus Technology, a CB&I company, to bridge this gap. The advanced refrigeration process can economically achieve essentially total C3+ recovery from most natural gas streams. Using conventional closed-loop mechanical refrigeration combined with an open-loop mixed refrigeration cycle, the CASE STUDY 1: PLANT DESIGN BASIS Table 1 Feed gas: Flow, MMscfd 100 Pressure, psig 70 Temperature, oF. 80 Composition, mol %: N2 & CO2 1.8 C1 75.0 C2 16.1 C3+ 7.3 Residue gas: Pressure, psig 1,200 Heating value, btu/scf max 1,100 NGL product specifications: C2/C3 liquid volume ratio 0.02 CASE STUDY 2: PLANT DESIGN BASIS Table 2 Based on a presentation to the GPA Europe Annual Conference, Prague, Sept. 21-23, 2011. Diverse environments Natural gas conditioning and processing plants are somewhat unique in that the raw material feedstock is typically fed into the plant at the pressure, flow rate, and composition at which it is produced. Consequently, natural gas processing plants have considerable variation in size, complexity, and configuration, depending upon specific reservoir production characteristics, geography, customer specifications, and market drivers. These range from simple dewpoint plants with capacities less than 5 MMscfd and minimal hydrocarbon recovery to large deep cut ethane extraction straddle plants which process in excess of 1 bcfd . With such a diverse operating environment, it is a bit sur- Feed gas: Flow, MMscfd 20 Pressure, psig 200 Temperature, oF. 50 Composition, mol %: N2 & CO2 1.9 C1 81.2 C2 9.3 C3+ 7.6 Residue gas: Pressure, psig 950 Hydrocarbon dewpoint, oF. –5 NGL product specifications: C2/C3 liquid volume ratio 0.02 new technology can achieve NGL recovery efficiencies comparable to that of advanced turboexpander cycles but for lower capital and operating expenditures. This article reviews the fundamentals of the IPOR process, including process features, benefits, and applicability. It also presents case studies that compare process performance with both straight refrigeration and advanced turboexpander cycles and economic analysis. PROCESSING IPOR PROCESS FOR HIGH LPG RECOVERY Feed FIG. 1 Propane refrigeration compressor Sales Gas-gas exchanger Mixed refrigerant compressor Mixed refrigerant gas-gas exchanger De-ethanizer overhead condenser De-ethanizer reflux drum De-ethanizer overhead separator De-ethanizer reboiler NGL prising that natural gas processors have had essentially only two process technology choices for extracting hydrocarbon liquids from natural gas: either straight refrigeration or turboexpander. Among more than 1,600 operating natural gas processing plants shown in Oil & Gas Journal’s Worldwide Gas Plant Survey, about 80% use either straight refrigeration or turboexpander technology (OGJ, June 6, 2011, p. 88). With the last new lean oil plant built some 30 years ago, the estimated portion of new gas plants built today using these two technologies is greater than 95%. Straight refrigeration units, which most often use propane or ammonia, can be built for essentially any capacity or feed-gas composition, are of mild steel construction, are relatively simple to construct and operate, and have proven to be economical and reliable. However, with their operating temperature typically limited to about –35° F., their capability for NGL extraction is limited. For higher NGL recovery, today’s processor has but a single choice: cryogenic turboexpander. Since its inception in the late 1960s, turboexpander technology has evolved into the technology of choice for deep NGL-product recovery. As designs were refined, turboexpander technology essentially displaced lean-oil technology for high LPG or ethane-extraction applications. Several variations of the technology are available, depending upon the targeted product recovery and feed-gas conditions, with proprietary designs offering even higher efficiencies. With operating temperatures as low as –200° F., NGL product recoveries approaching 98%+ are technically feasible. With straight refrigeration technology, the benefits for the customer include low capital and operating expenditures (CAPEX and OPEX), a broad range of applicability, early production capabilities, but limited NGL recovery. Expander technology offers superior NGL-recovery potential but high- z1120109OGJphu01 De-ethanizer PROCESSING TURBOEXPANDER PROCESS FIG. 2 Residue gas to recompression (160 psig) –129° F. Fuel Cold separator Demethanizer Booster compressorexpander De-ethanizer De-ethanizer reboiler Feed (400 psig) –58° F. NGL Reboilers Propane refrigerant –35° F. er CAPEX and OPEX and a longer time to initial operation due to the long lead time of such specialty equipment as the turboexpander and brazed aluminum heat exchangers. Ethane-rich cycle The advanced refrigeration NGL extraction process can economically achieve deep NGL extraction from most natural gas streams. Using conventional closed-loop mechanical refrigeration combined with an open-loop mixed refrigeration cycle, this process can provide performance comparable to that of advanced turboexpander technologies but with much lower CAPEX and OPEX. Unique about the IPOR process is its open-loop ethanerich mixed refrigeration cycle. This refrigerant, extracted from the feed gas itself, is a mixture of predominantly ethane with lower concentrations of methane, propane, and other feed-gas constituents. This refrigeration cycle serves a dual purpose: producing the cryogenic refrigeration for the process to enable lower temperature operation while at the same time providing a reflux stream to the fractionation column, the combination of which produces high product extraction and thermal efficiencies. The extraction process can be configured in several ways, depending on the feed stream, site conditions, and project objectives. Fig. 1 depicts one configuration of the IPOR technology recommended for high recovery LPG applications. Feed gas, at a pressure typically 300-550 psig, is initially cooled and partially condensed in the gas-gas heat exchanger by cross exchange with cold residue gas and propane refrigerant. A conventional brazed aluminum heat exchanger appears in the flow diagram; however, shell-and-tube exchangers can also be used for this service. The cooled and partially condensed feed-gas stream is then fed to the middle section of the de-ethanizer, which uses either trays or packing or a combination of these to effect the desired product separation. Below the feed tray, the stripping section of the column selectively removes the lighter fractions to meet product specifications, which normally is 2-5% ethane in the recovered propane. Heat for the separation is provided by the de-ethanizer reboiler, which is a conventional shell-and-tube heat exchanger, with the heat supplied from the plant heating medium system. In the upper section of the de-ethanizer, above the feed tray, the cooled feed gas flows counter-currently to the reflux stream, which is fed to the top tray in a conventional manner. The reflux provides additional cooling for the feed-gas stream and also selectively absorbs the propane and heavier components from the gas, thereby providing high product recovery efficiencies. The overhead gas stream from the de-ethanizer, at this point in the process containing primarily the light ends from the feed-gas stream and a small portion of the propane, is z120109OGJphu02 Residue recycle PROCESSING IPOR PROCESS Feed FIG. 3 Propane refrigerant compressor Sales 120 psig Mixed refrigerant compressor 365 psig 410 psig –10˚ F. Gas-gas exchanger Mixed refrigerant gas-gas exchanger Fuel De-ethanizer overhead condenser –42˚ F. De-ethanizer reflux drum De-ethanizer De-ethanizer overhead separator De-ethanizer reboiler NGL further cooled in the de-ethanizer overhead condenser by cross exchange with cold residue gas and the ethane-rich mixed refrigerant stream. The cooled and partially condensed gas stream flows to the de-ethanizer overhead separator. The liquid from this separation, a mixture of methane, ethane, and propane, is used as the refrigerant for the open-loop mixed refrigerant cycle. The de-ethanizer overhead separator therefore has a twofold function: It acts as a conventional two-phase gasliquid separator, and it provides surge capacity for the liquid mixed refrigerant system. From the de-ethanizer overhead separator, the pressure of the liquid mixed refrigerant is reduced, creating a JouleThomson refrigeration effect: This cold stream provides the desired cooling in the de-ethanizer overhead condenser. The pressure of the low-pressure mixed refrigerant, usually in the range of 100-200 psig, is selected to satisfy the cooling requirements in the de-ethanizer overhead condenser and to minimize the compression power requirements. From the de-ethanizer overhead condenser, the mixed refrigerant stream is heated further as it flows through the mixed refrigerant gas-gas exchanger to the mixed refrigerant compressor. The discharge pressure of this compressor is normally about 40 psig higher than the operating pressure of the de-ethanizer. The mixed refrigerant compressor is of conventional design and can be either reciprocating, centrifugal, or screw type, depending upon project requirements and customer preferences. Drivers may be gas turbine, gas engine, or electric motor. The compressor can be packaged with driver, scrubbers, and discharge cooler following standard industry practice. The compressed ethane-rich, mixed refrigerant stream is then cooled and partially condensed in the mixed refrigerant gas-gas exchanger. Cooling for this exchanger is provid- z1120109OGJphu03 –75˚ F. PROCESSING MECHANICAL REFRIGERATION FIG. 4 Residue gas Gas-refrigerant exchanger Cooler Recompressor 225 psig Fee gas (975 psig) Gas-gas exchanger Gas chiller Cold separator Reboiler C3+ product ed by low-temperature mixed refrigerant and propane. The two-phase stream flows to the de-ethanizer reflux drum, a conventional two-phase gas liquid separator. This liquid is used to provide reflux to the de-ethanizer column, thereby completing the “open” cycle of the mixed refrigerant loop. Noncondensable vapors, consisting mainly of methane, are directed back into the process via the de-ethanizer overhead separator and eventually exit the process into the residue gas stream or may be used as fuel. The closed-loop propane refrigeration is of conventional natural gas industry design and construction. In a typical CASE STUDY 1: RESULTS Table 3 Feed-gas capacity: 100 MMscfd IPOR process Product recovery: C3 C4+ NGL production, b/d 99.5 100.0 98.8 100.0 5,173 5,131 Power, bhp: Inlet compression 9,780 Residue compression 7,060 Refrigeration 4,730 Pumps, air coolers 490 Total power 22,020 10,460 11,930 1,910 560 24,860 Gas compression Process compression Turboexpander –16,000 6,020 –16,000 8,860 Major equipment count—process: Turboexpander –– Pumps –– Columns 1 All other 24 Total major equipment count—process 25 1 4 2 24 31 IPOR process, the process refrigeration temperature is in the range of –10° F. to –20° F.; other refrigerants, therefore, such as ammonia may be used as well. For the LPG-recovery configuration above, product extraction efficiencies are excellent, with C3 recovery in the range of 95-99%+, with essentially 100% recovery of the C4+ fraction. From a thermal efficiency perspective, the IPOR process requires about 15-40% less compression power than a comparable turboexpander design. As a result, plants using the IPOR technology will also have lower emissions and a smaller carbon footprint. CASE STUDY 1: ECONOMIC ANALYSIS Feed-gas capacity: 100 MMscfd IPOR process, $ Table 4 Turboexpander CAPEX <11.0 million Base Savings Turboexpander Stainless steel pumps (2) Carbon steel pumps (2) Stainless steel column Compression OPEX <700,000/year Base Fuel savings @ $4.50/MMbtu NGL revenue >220,000/year Base Shrinkage @ $4.50/MMbtu Crude @ $80/bbl C3 @ 60% of crude Trans. & frac. @ $0.05/gal 96% availability z120109OGJphu04 Stabilizer –10° F. PROCESSING IPOR PROCESS FOR CASE STUDY 2 Feed FIG. 5 Residue gas to recompressor Propane refrigerant compressor 125 psig Mixed refrigerant compressor 435 psig 410 psig Gas-gas exchanger Mixed refrigerant gas-gas exchanger –20° F. Gas chiller Gas chiller De-ethanizer overhead condenser De-ethanizer reflux drum De-ethanizer De-ethanizer reboiler De-ethanizer overhead separator NGL The process utilizes equipment and materials that are all well proven within the natural gas processing industry. Most of the unit can be of carbon steel or low-temperature carbon steel construction; typically the only major equipment item that requires stainless steel construction is the de-ethanizer overhead separator. The only rotating equipment required for the IPOR process is the refrigerant compressor. The process requires no cryogenic turboexpander or light hydrocarbon pumps. As a result: • Reliability and operability will be comparable to that of a conventional refrigeration process and should exceed that of a modern day turboexpander facility, given the fewer items of rotating equipment. • The process offers superior economics for almost any feed-gas rate, from as low as 5 MMscfd to 1 bcfd+. • Almost infinite turndown capacity is possible with an IPOR process, to feed-gas rates as low as 10% of design, lim- ited only by the performance of in-line control instruments, i.e., control valves, meters, etc., unlike turboexpander designs, which suffer from an inherent loss of efficiency at reduced flows. The process can be designed for a wide variety of feed-gas compositions, site conditions, and capacities. Ethane recovery can be incorporated into an IPOR process design, with ethane recoveries up to 80%, depending upon feed-gas composition. Equipment can be incorporated to allow for future ethane recovery, or the initial design can permit operation in ethane-rejection/ethane-recovery mode. The process was developed based on proven technologies and equipment employed extensively in gas plants. All the equipment incorporated into the process design is well within the natural gas industry’s experience and capability. The low equipment count, small footprint, and process simplicity of the technology permit a compact layout and a high degree of modularization. z1120109OGJphu05 –105° F. PROCESSING CASE STUDY 2: RESULTS Feed-gas capacity: 20 MMscfd Table 5 IPOR process CASE STUDY 2: ECONOMIC ANALYSIS Feed-gas capacity: 20 MMscfd Refrigeration Product recovery, %: C3 99.0 C4 100.0 C5+ 100.0 NGL production, b/d 1,087 Power, bhp Inlet compression 810 Residue compression 975 Refrigeration 915 Total 2,700 Facility major equipment count 44 Refrigeration CAPEX >2.0 million Mole-sieve dehy vs. glycol Additional plate fins Additional compression OPEX (fuel) >150,000/year Fuel value @ $4.50/MMbtu NGL revenue >5.1 million/year Shrinkage @ $4.50/MMbtu Crude @ $80/bbl C3 @ 60% of crude C4 @ 80% of crude C5 @ 90% of crude Trans. & frac. @ $0.05/gal 96% availability Internal rate of return 155% 38% tax rate Double-declining balance depreciation rate 20-year plant life Payback period <6 months 33.1 60.0 83.4 532 1,830 270 2,100 45 Marcellus plant A recent study compared the IPOR process with modern turboexpander technology. Feedstock for the new plant is from the Marcellus shale, a region with limited existing oil and gas infrastructure and no existing ethane market. Demand for LPG in the region is strong, with extracted LPG sold into the local market. As a result, the customer wanted to maximize LPG production. Due to the richness of the gas, some ethane extraction was required to meet the residue-gas pipeline specifications, with the ethane consumed within the plant as fuel. The field’s gathering system operated at low pressure, with residue gas delivered into an existing high pressure pipeline. Table 1 summarizes the design basis for the plant. Two process technologies were evaluated: conventional turboexpander and the IPOR process. The turboexpander process utilized in the study was a modern design (Fig. 2). Due to the richness of the feed gas, a propane refrigeration system with a low stage operating temperature of –35° F. at 3.4 psig was integrated into the process design to provide supplemental cooling. A portion of the ethane vapor stream from the overhead of the de-eth- Table 6 IPOR process, $ Base Base Base Base anizer column is consumed as fuel to achieve the residue-gas heating value specifications. Fig. 3 illustrates the IPOR process used in the study. Feed gas enters the process unit at a compressor interstage pressure of about 365 psig. The propane refrigeration system operates at –10° F., much warmer than that required by the turboexpander process, and 16.7 psig. The minimum operating temperature of the de-ethanizer column is –42° F. and is of low-temperature carbon steel construction. To achieve the residue-gas pipeline heating value specification, a portion of the ethane-rich noncondensable vapors from the de-ethanizer reflux drum is consumed as fuel, with the remainder mixing with the residue gas via the de-ethanizer overhead separator. Tables 3 and 4 summarize the results of the study. Compared with the turboexpander design, the IPOR PROCESS COMPARISONS Base Table 7 Refrigeration IPOR process Turboexpander Applicability Feed-gas volume, MMscfd Feed-gas pressure, psig Feed-gas hydrocarbons Any Any Lean-Rich Any <600 Moderate-Rich 50+ Any Lean-Rich NGL recovery Ethane, % Propane, % Butane, % Gasoline, % N/A 20-40 50-70 70-90 40-80 99.9 100 100 95 99.9 100 100 Constructability Materials of construction Modularization potential Long lead equipment delivery, months Carbon steel High 4-6 Limited alloy High 4-6 Extensive alloy High 8-12 Operability Turndown, % of design Reliability Maintenance 10 High Low 10 High Low 50 High Medium Economics CAPEX OPEX Low Low Medium Medium High High PROCESSING process: the feed-gas compression, with residue gas sent directly to 1. Achieves higher NGL recovery. the sales gas pipeline. 2. Requires about 32% less process compression power. Fig. 5 illustrates the IPOR process used in the study. Feed 3. Requires about 20% less major equipment. gas enters the IPOR unit at a compressor interstage pressure 4. Requires less rotating equipment. of about 410 psig. For this design, the gas-gas exchangers As a result, economics of the IPOR process are clearly suand chillers were conventional shell-and-tube design. All perior to the turboexpander design, both from an OPEX and of the noncondensable vapors from the de-ethanizer reflux a CAPEX perspective (Table 4). Estimated capital cost of the drum flow to the de-ethanizer overhead separator and on to IPOR process design was $11 million less than that of the the residue gas stream. turboexpander plant, the savings being the result of: Tables 5 and 6 summarize the study’s results. 1. Less installed compression. From these results, key observations include the following: 2. No turboexpander. 1. NGL production with the IPOR unit is more than dou3. No light hydrocarbon/cryogenic pumps. ble that of the refrigeration plant. 4. No stainless steel demethanizer column. 2. Complexity of the two designs is comparable, 5. Less alloy material. From an operating cost perspective, the IPOR process was estimated to consume about $700,000/ year less in utilities, the savings elson-farrar cost indexes resulting from lower compression power requirements, and hence Refinery construction (1946 basis) (Explained in OGJ, Dec. 30, 1985, p. 145, and at www.pennenergy.com/index/research-and_data/oil-and_gas/Statisticfuel gas consumption. Definitions.html; click “Nelson-Farrar Cost Indices”) N Northwest Canada A second study was recently completed comparing the IPOR process to a straight refrigeration process. Location for this plant is in northwest Canada, an area of existing oil and gas production but no NGL or ethane pipeline infrastructure. Liquids produced in the plant would be trucked to market. The primary objective of the customer in this application was to deliver a marketable sales gas. Given the current favorable economic climate for gas liquids, however, incremental LPG recovery was of interest if economical. The basis of design of the plant for the study is discussed below. Table 2 summarizes the design basis. The straight refrigeration process used in the study was a traditional design (Fig. 4), with process temperature selected to achieve the pipeline dewpoint specification, thereby minimizing both CAPEX and OPEX. Propane was used as the refrigerant, with glycol injection used for hydrate inhibition and dehydration. Feed gas for the refrigeration unit was taken downstream of 1962 Pumps, compressors, etc. 222.5 Electrical machinery 189.5 Internal-comb. engines 183.4 Instruments 214.8 Heat exchangers 183.6 Misc. equip. average 198.8 Materials component 205.9 Labor component 258.8 Refinery (Inflation) Index 237.6 1980 2008 2009 2010 Sept. 2010 Aug. 2011 Sept. 2011 777.3 1,949.8 2,011.4 2,030.7 2,036.4 2,119.6 2,120.5 394.7 515.6 515.5 513.9 513.7 515.0 514.1 512.6 990.9 1,023.0 1,027.8 1,021.2 1,036.3 1,036.3 587.3 1,342.1 1,394.8 1,435.1 1,437.3 1,458.2 1,461.6 618.7 1,354.6 1,253.8 1,116.0 1,103.5 1,103.5 1,253.8 578.1 1,230.6 1,239.7 1,224.7 1,222.4 1,246.5 1,277.3 629.2 1,572.0 1,324.8 1,480.1 1,489.4 1,619.7 1,627.6 951.9 2,704.3 2,813.0 2,909.3 2,923.3 2,992.9 3,000.2 822.8 2,251.4 2,217.7 2,337.6 2,349.8 2,443.6 2,451.2 Refinery operating (1956 basis) (Explained in OGJ, Dec. 30, 1985, p. 145, and at www.pennenergy.com/index/research-and_data/oil-and_gas/StatisticDefinitions.html; click “Nelson-Farrar Cost Indices”) 1962 2009 2010 Sept. 2010 Aug. 2011 Sept. 2011 1,951.3 978.5 1,184.9 1,048.8 1,267.6 1,196.5 237.9 264.5 281.7 277.9 255.1 262.4 439.9 1,092.2 1,177.1 1,279.4 1,289.0 1,270.6 1,267.5 226.3 460.8 445.2 454.5 463.9 498.2 483.0 1980 2008 100.9 810.5 93.9 200.5 123.9 131.8 Invest., maint., etc. 121.7 Chemical costs 96.7 Fuel cost Labor cost Wages Productivity Operating indexes Refinery 103.7 Process units* 103.6 324.8 830.8 812.4 850 854.5 888.6 891.3 229.2 472.5 406.2 449.8 444.0 557.9 560.1 312.7 674.1 582.6 628.2 615.9 652.2 650.0 457.5 1,045.1 706.1 796.8 749.5 831.2 809.5 *Add separate index(es) for chemicals, if any are used. See current Quarterly Costimating in first issues for January, April, July, and October. These indexes are published in the first of each month. They are compiled by Gary Farrar, OGJ Contributing Editor. Indexes of selected individual items of equipment and materials are also published on the Costimating page in first issues for January, April, July, and October. PROCESSING based upon major equipment count, which should result in similar operability and reliability. (Major equipment count in this case includes the entire plant facility, including dehydration, utilities, and off sites.) As a result, economics of the IPOR process are once again superior to the refrigeration unit, taking into account incremental differences in both OPEX and CAPEX (Table 6). Estimated capital cost of the IPOR process design was $2 million more than that of the refrigeration plant, the additional cost being the result of: 1. More installed compression. 2. Additional heat-exchanger costs. 3. Additional cost of the molecular-sieve dehydration system vs. the glycol injection system utilized in the refrigeration plant design. 4. More alloy materials. The operating cost of the IPOR process was estimated to be about $150,000/year more than the refrigeration process. The additional cost was primarily the result of the higher compression power requirements of the IPOR process, and therefore more fuel-gas consumption. NGL production with the IPOR unit is more than double that of the refrigeration plant. The value of this additional NGL revenue was estimated at $5.1 million/year. Based upon the economic assumptions itemized in Table 6, the calculated internal rate of return of the IPOR plant investment is 155%, with a payback of fewer than 6 months. While the IPOR unit requires somewhat more CAPEX and OPEX than a “minimal type investment” of the refrigeration unit, these costs are more than compensated for with the increased NGL revenue. Table 7 summarizes the comparisons discussed in this article. References 1. Malsam, Michael G, “IPOR Technology—A new means of LPG recovery,” Gas Processors Association Annual Convention, “High Definition at 90—Advancing the Midstream Vision,” March 2011. 2. “Gas Processing with Cryogenic Turboexpander Technology,” Randall Gas Technologies, Houston; January 2011 Edition. The authors Robert R. Huebel (rhuebel@cbi.com) is vice-president of technology of Randall Gas Technologies, a division of Lummus Technology Inc., a CB&I company. His previous role was as president of the ABB Randall Corp. He joined the company in 1976. Huebel has more than 40 years’ experience in the domestic and international engineering, procurement, and construction and natural gas processing industries, including process engineering, project management, contract development, and executive management. He holds a BSc in chemical engineering and an MBA from the University of Houston. Huebel is a registered professional engineer in seven states, is a member of the American Institute of Chemical Engineers and Project Management Institute, and currently serves on the board of directors of the Gas Processors Suppliers Association. Michael G. Malsam (mmalsam@cbi.com) is senior principal process engineering specialist for Randall Gas Technologies, which he joined in 1998. He has more than 30 years’ experience in the domestic and international EPC and natural gas processing, including process engineering, project development, and project management. Malsam holds a BSc in chemical and petroleum refining engineering from the Colorado School of Mines. He is a member of the American Institute of Chemical Engineers and the American Chemical Society. Reprinted with revisions to format, from the January 9, 2012 edition of Oil & Gas Journal Copyright 2012 by PennWell Corporation