Presentation
advertisement

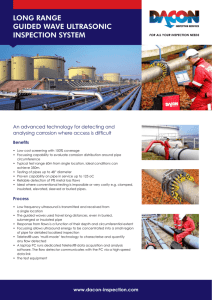
Pipelines Division of IndianOil : Assets IOCL Pipeline network having total length of more then 10541 km, comprising pipelines of sizes ranging from 8” to 48” dia and 72 MMTPA (1.44 Million bpd) capacity 72 installations across India 3 Single Point Mooring systems 63 bulk crude storage tanks (approx. total capacity 25 Million bbl) Dedicated Telecom (with over 6,500 km OFC), SCADA system OPERATING PIPELINES (As on 31.03.2010) Length (KM) Capacity (MMTPA) Crude Oil pipeline 6175 34.86 Product Pipeline 4366 40.40 Total 10,541 75.26 PIPELINES Crude Oil pipeline Product Pipeline - LNG pipeline (Dadri- Panipat) R Product pipeline (under Construction/Proposed) LPG Pipeline ( Panipat Jalandhar) IOCL PIPELINES • IOCL pipelines, those commissioned in 60’s have already served for more than 50 years and still being operated at Max. allowable operated pressure & achieving the yearly throughput target. • Implementation of effective health monitoring & corrosion prevention programme has helped in achieving the safe, economical & reliable operations of pipelines. Why do pipelines fail? • Causes of pipelines failures – Third party damage – Corrosion (Internal/External) – Construction/Material defect – Natural Calamities/Ground movement – Other causes (operational error) Failures in IOCL’s Operating Pipelines 50 % P/L FAILURES 40 30 20 10 0 Mech/Material Corrosion Third failures failures party/Pilferages failures Others Integrity Management of Pipelines Spillage of oil & Fire hazard Environmental damage near leak spot Pipeline Failure: Consequences Legal Issues, Financial Loss Interruption in petroleum supply Integrity Management Practices in Indian Oil Prevention Against Corrosion : Approach Identification of possible causes of corrosion Evaluating approaches / methods to deal with corrosion Selecting Corrosion Monitoring & Mitigation comprising CP and diverse coating solutions Dealing with challenges in achieving effective corrosion mitigation measures Instituting an effective corrosion mitigation programme and experience sharing methods Identification of possible causes of Pipeline corrosion. Major Causes of Pipeline External Corrosion :z Poor/defective Coatings. z Inadequate Cathodic Protection (CP). z Coating defects combination with inadequate CP. z Interference due to external agencies. z Stress & Bacterial corrosion. Major Causes of Internal Corrosion :z Corrosive nature of fluid transported through pipeline. z Erosion – Corrosion. z Localized Chemical attack/bacterial corrosion. Integrity Management Practices in Indian Oil Thrust Areas Monitoring Monitoring Pipeline Integrity Cathodic Protection Monitoring Coating Selecting Corrosion Mitigation methods. Mitigation Of External Corrosion in Pipelines: i) Protective Coating • Effective coating/painting on metal structures is the best and most economical way of corrosion control. • For cross-country pipeline, the primary protection is coating . • Coating isolates the metal surface from contact with the surrounding & avoid corrosion. Pipeline Coatings Plant Coating – Coal Tar Enamel Coating – 3 Layer Polyethylene Coating – Fusion Bonded Epoxy – Dual Fusion Bonded Epoxy Field Coating/Refurbishment Coating – Coal Tar Enamel Coating – Hot Applied Coal Tar Enamel Tape – Cold Applied Tape – Polyurethanes coating – Epoxy Coatings SHOT BLASTING UNIT SHOT BLASTED PIPE INDUCTION HEATING EPOXY POWDER SPRAY CHAMBER EPOXY POWDER BEING SPRAYED SIDE EXTRUSION OF ADHESIVE & PE LAYERS THREE LAYING COATING PLANT SCHEMATIC Mitigation Of External Corrosion in Pipelines ii) Cathodic Protection (CP) • CP is a viable tool for Corrosion prevention. • Corrosion is an electrochemical phenomenon, therefore effectively mitigated by altering the electrochemical condition. • Due to potential difference at various points on pipelines current flows. The points where current leaves the pipeline and enters electrolyte, corrosion takes place. • The points where current flows from electrolyte to pipe, called cathode, no corrosion takes place and pipe is protected. PRINCIPLE OF CATHODIC PROTECTION SYSTEM ANODIC CATHODIC CURRENT FLOW In a buried cathodically unprotected pipeline, due to Various conditions like difference in soil resistivity, Differential aeration, etc., Cathodic and anodic regions are formed, which will set up a corrosion cell (short cell or long cell) among themselves. Anodic regions will discharge current to the soil and hence, would corrode. Current thus flowing is termed as corrosion Current. Selecting Corrosion Mitigation methods. Mitigation Of External Corrosion in Pipelines: ii) Cathodic Protection (CP) • In cathodic protection dc current is forced to flow from external source to metallic structures (reversing natural corrosion current). When current density is adjusted properly it will over power corrosion current discharging from anodic areas. • There will not be current flow from pipe surface to soil (electrolyte) and hence corrosion will be stopped. • If all points on pipeline are made to collect current from electrolyte, no corrosion will take place because entire pipeline will become cathode. This is what cathodic protection (C P) does. BASIC THEORY OF CATHODIC PROTECTION • CH-3 CH-3 Selecting Corrosion Mitigation methods. Mitigation Of External Corrosion in Pipelines: ii) Cathodic Protection (CP) • Pipe to soil potential (PSP) measurements are carried out to know the extent to which the corrosion to the pipeline has taken place. • The minimum PSP shall be more negative than (-) 0.85v with respect to copper –copper sulphate electrode. • In areas where anerobic bacteria are active, minimum psp shall be more negative than(-) 0.95v instead of (-) 0.85v. • Over protection of pipeline to be avoided by ensuring that polarisation potential (instant off potential ) is below –1.20 volts wrt cu-cuso4 half cell. TYPES OF CP SYSTEMS • SACRIFICIAL (OR GALVANIC) ANODE CP SYSTEM • IMPRESSED CURRENT CP SYSTEM SACRIFICIAL SYSTEM Cathodic Protection with Galvanic Anodes • • • • • The corrosion cell resulting from contact of dissimilar metals, one metal is active (negative) with respect to the other and corrodes. In CP with galvanic anodes, this effect is taken advantage of by purposely establishing a dissimilar metal cell strong enough to counteract corrosion cells normally existing on pipelines.. Under normal circumstances, the current available from galvanic anodes is limited. For this reason, CP by galvanic anodes normally is used where the current required for protection is small Similarly, the driving voltage existing between pipe steel and galvanic anode metals is limited. Therefore, the contact resistance between the anodes and the earth must be low for the anodes to discharge a useful amount of current. This means that, for normal installations, galvanic anodes are used in low-resistivity soils. There are also instances where galvanic anodes are placed at specific points on a pipeline (often termed hot spots) and maybe expected to protect only a few feet of pipe, especially where the line is bare. IMPRESSED CURRENT SYSTEM CATHODIC PROTECTION WITH IMPRESSED CURRENT • To be free of the limited driving voltage associated with galvanic anodes, current from some outside power source may be impressed on the pipeline by using a ground bed and a power source. • The most common power source is the rectifier. This device converts alternating current (AC) electric power to low-voltage direct current (DC) power. Rectifiers usually are provided with the means for varying the DC output voltage in manual and auto mode so that we can made small increments over a reasonably wide range. Cathodic Protection Station Effect of the Coating on Cathodic Protection Effect of the Coating on Cathodic Protection • • • • • The engineer also must be able to estimate the rate of degradation of the coating so that the CP system can be designed to protect the pipeline as the coating degrades. Very long lengths of pipeline can be protected with a single CP system. For example, it is frequently possible to protect over 50 miles of cross-country pipeline from one location, if the pipeline has a large-diameter and is well coated. it is easier to protect long lengths of large-diameter pipe than of small-diameter pipe from as ingle CP installation. Current flow at any location on the pipe is inversely proportionally to the total resistance of the system at that location, based on Ohm’s law. Once the current enters the mass of the earth from a ground bed, it is in a very low resistance conductor and theoretically will travel great distances if there is a suitable return conductor. In pipeline work, the pipe itself is the return conductor.. For a given wall thickness, large-diameter pipe has a lower resistance than small-diameter pipe because the former has a larger cross-sectional area and the resistance of a conductor is inversely proportional to the cross-sectional area. GROUND BED MULTITECHNIQUE PIPELINE COROSSION MONITORING Category Example First Pass Reading of CP test station Second Pass Close Interval Potential survey “Hot spot survey” Third Pass CAT, DCVG, Soil Resistivity survey Final Pass Selective excavation , ultrasonic and magnetic flux measurement, Microbiological testing Increasing detail, information and confidence in characterizing corrosion damage is obtained by moving down( as detailed above) and across this matrix i.e. by utilizing an increasing number of technique. ON/OFF POTENTIAL MEASUREMENT 700 750 Potential (mV/CSE) Polarization Decay 800 Instant – off Potential 850 IR Drop 900 ‘ON’ Potential 950 CP System Switched OFF 1000 1050 To Pipelines Division NOIDA Time Tx 6 Potential Plot UCu/CuSO4 18,0 μA/m 2 (V) 20 k Ω.m 2 16,2 μA/m 2 22 k Ω.m 15,9 μA/m 2 2 25 k Ω.m 2 -1,40 -1,30 -1,20 -1,10 -1,00 -0,90 -0,80 -0,70 1,16A a -0,60 0,35A 0,30A 0,22A 0,00A R LA R 8,980 8,360 R 7,280 R 5,360 I (1,5 Ohm) 0,000 -0,50 8,850 km 3 4 8 7 7 0 1 0 8 0 0 0 0 0 0 6 0 0 6 6 1 1.33 1 1.63 1 1.81 1 6.63 1 9.63 2 6.25 2 9.49 3 2.50 3 3.11 3 6.10 3 7.90 4 3.80 4 5.80 4 7.76 5 0.39 5 2.64 5 4.39 5 7.44 5 9.01 6 5.15 4 .9 2 6 2 .0 1 5 0 .2 5 0 PS P V O L T (-) PSP profile 2.05 1.95 1.85 1.75 1.65 1.55 1.45 1.35 1.25 1.15 1.05 0.95 0.85 0.75 0.65 0.55 Qtr:2nd (April.-June 2006) OFF PONTIAL DATUM PPMAX CHAINAGE (KM) Latest Trend • • • The latest trend is to evaluate the effectiveness of Cathodic Protection on the basis of Instant “off” pipe to soil potential. Measuring probes if installed along ROW at all test station will provide facilities for measuring absolute potential , Instant off potential and data for study the mitigation of the interference problem. Holiday in the coating can be simulated by the way of steel electrode of various area & size , connected to pipe via TLP. The measuring probe in combination with Computerized Test Station can provide data base for further analysis of the effectiveness of the Cathodic Protection . Recorder installed in the Computerized test station and stored data can be retrieved for further analysis/ remedial measures. Self contained measurement and as well as registration of corrosion effect over a period of time is stored in the recorder Measuring Probe • • • • Measuring probes consist of a permanent reference electrode and auxiliary metal electrode simulating damaged coating having various area sizes. Metal of the auxiliary electrode are same as that of pipe. Surface area of auxiliary electrode may 10 or 100 cm2 ,thickness around 3mm and dia from 36 mm to 113 mm. In case of measuring probe 110 or 200 , one of the coupon either 10 or 100 cm2 is connected to pipeline through test lead point with an isolating switch . Normally this switch is kept “On” position . Other coupon is left unconnected . The former simulates a holiday in pipeline coating and later simulate bare pipe in the soil without Cathodic protection. The resistance between coupon to pipe is measured using once in a six month. Typical Diagram of Measuring Probe 3 X 4 MM2 CABLE AREA 10 OR 100 CM2 AREA 100 CM2 CU- CUSO4 ELECTRODE Application of Measuring Probe • • Probes are used to determine the corrosion of buried steel pipelines and tanks including stray current area. The places where stray current influences are expected , or interference of CP connected to foreign pipelines are existing, or the soil strata consisting of hard rock of very high resistively , or where equalizing current flow through soil due to vastly different PSP of two adjacent structures, the over the ground PSP would not give a correct potential of pipeline under test. In such circumstances , the Measuring Probes could be put to use for obtaining the correct potential of the pipe. Without requirement of special measuring tool or instrument, measuring probes are helpful in accurate and faster check of the state and effectiveness of Cathodic protection Application of Measuring Probes Probes are to be placed permanently in locations with complicated conditions from the point of view of following applications. • In the vicinity of the grounding system where interference problems are suspected. • In places of more line construction crossings or parallel locations to determiner their interference and its elimination. • To eliminate the interference at insulating joints. • Vulnerable locations with drastic change in soil resistively. • Where corrosion has already been determined. • At HT overhead line crossings and selected locations where HT overhead line is in the vicinity of main pipeline • At any other location considered vulnerable. Field Measurements and Evaluations Measuring Probes may be utilised most frequently for the following field measurements. • The determination of polarization potential of pipeline ( without IR drops • The determination of Cathodic protection effectiveness using criteria of the protective current density on a defined steel area. • The determination of the corrosion danger or degree of Cathodic protection Of underground steel structure affected by stray current. . • Measurement of on potential pipeline to soil. • Measurement of on potential metallic electrode to soil or off potential metallic electrode to soil • Measurement of current entering the auxiliary metallic electrode or discharging from the metallic electrode. Field Measurements and Evaluations • • • Measurement while reducing the stray current interference at a foreign pipeline Measurement to reduce the stray current interference at insulating joint utilization of the Pearson holiday detector while measuring signal above the metallic electrode with area of 100cm2 as a comparative standard for the purpose of quantification's of holiday in the coating. Measurement of On Potential Pipe to Soil V 100 10 2’ 2 1 1’ COATED PIPELINE CU-CUSO4 ELECTRODE MEASURING PROBE 100 10 Measurement of Off/ On Potential Metallic Electrode to Soil V 100 10 2’ 2 1 1’ COATED PIPELINE CU-CUSO4 ELECTRODE MEASURING PROBE 100 10 Measurement of On Potential Pipeline to Soil and Current entering the Auxiliary Electrode V mA 100 10 2’ 2 1 1’ COATED PIPELINE CU-CUSO4 ELECTRODE MEASURING PROBE 100 10 Measurement AND Reducing Stray Current Interference at a Foreign Pipeline mA VARIABLE RESISTOR 100 10 3’ 3 1 1’ 4 5 5 CATHODICALLY PROTECTED PIPE CU-CUSO4 ELECTRODE MEASURING PROBE 100 10 FOREIGN INTERFERRED PIPELINE Measurement and Reducing Stray Current Interference at an Insulating Joint mA VARIABLE RESISTOR 100 10 3’ 3 1 1’ 4 5 5 PROTECTED PIPE COATED PIPE CU-CUSO4 ELECTRODE MEASURING PROBE 100 10 INSULATING JOINT Casing Pipe Measurement road Measurements • Resistance Potential difference between pipeline and • casing pipe contact between casing and pipeline I=I +I s I Ltg Ltg - I cathodic protection station s pipeline + anodes U uncoated casing in V Cu/CuSO 4 - 1,1 protective potential criterion - 1,0 - 0,9 - 0,8 - 0,7 - 0,6 potential shift on area of casing in contact with pipeline Corrosion risk Analysis of Carrier Pipe in the Casing Case 1 casing pipe pipeline protective current coating line current coating defect •casing pipe isolated from the pipeline electrolyte in the ring room of the casing pipe •no no • coating defect within the annular space Î no corrosion risk Corrosion risk Analysis of Carrier Pipe in the Casing Case 2 coating defect casing pipe protective current coating line current pipeline isolated from the pipeline •casing pipe no electrolyte in the ring room of the casing pipe • coating defect within the annular space • Î no corrosion risk Corrosion risk Analysis of Carrier Pipe in the Casing Case 3 casing pipe protective current coating line current coating defect pipeline Electrolyte isolated from the pipeline •casing pipe in the ring room of the casing pipe •electrolyte •no coating defect within the annular space Î no corrosion risk Corrosion risk Analysis of Carrier Pipe in the Casing Case 4 metallic contact protective current coating line current coating defect pipeline contact between casing pipe and pipeline •metallic no electrolyte the ring room of the casing pipe • no coating in defect within the annular space • Îno corrosion risk Corrosion risk Analysis of Carrier Pipe in the Casing Case 5 protective current coating line current coating defect Electrolyte pipeline isolated from the pipeline •casing pipe in the ring room of the casing pipe •electrolyte •coating defect within the annular space Îno corrosion risk Corrosion risk Analysis of Carrier Pipe in the Casing Case 6 protective current coating line current coating defect pipeline contact between casing pipe and pipeline •metallic in the ring room of the casing pipe •no electrolyte coating defect within the annular space • Îno corrosion risk DIFFERENCE BETWEEN GALVANIC ANOD / IMPRESSED CURRENT CP SYSTEM Sl.No Galvanic Impressed Current 1 Require no external power External power required 2 Fixed Driving Voltage (EMF) Voltage can be varied 3 Limited Current Current can be varied 4 Suitable for electrolytes LOW resistivity Can be used in almost any resistivity environment 5 Suitable for low current requirements. /LOW Life Can be designed for almost all current / Life requirement 6 Frequent monitoring and maintenance Regular Monitoring / maintenance not required required. 7 Remote monitoring and control is Can be designed for remote monitoring difficult and control. 8 Measurement of instant OFF-OFF Can be designed for measurement of potentials is difficult if not impossible instant OFF/ON potential 9 Create minimum interference problem 10 Suitable for offshore plate form / Usually not recommended for such Structures, temporary cathodic applications. protection etc. Interference considered problem must be TYPICAL VERTICAL GROUND BED Anode header cable 1x35 Sq.mm. copper 1.75 M 0.25 M Anode conn. Cable 1x10 mm2 copper 3.5 M 4.0 M 25 Cm Bore hole dia = 25.4 cm. Bore hole depth = 350 cm Backfill material = Petroleum grade coke breeze in sieve size of 1mm or less TYPICAL HORIZONTAL ANODE BED WITH MS RAIL WHERE SOIL RESISTIVITY INCREASES WITH DEPTH OR ROCKY AREA Anode header cable 1x35 mm2 1x10 mm2 cable 1x10 mm2 cable 3METRE MS RAIL Selecting Corrosion Mitigation methods. Coating And Cathodic Protection • Ideally, perfect coated pipe should not take any current. • However, even newly coated pipe requires current for making it above protection. • The modern pipeline corrosion control work Comprises the use of good coatings in combination with suitable CP system as the main lines of defense. • Supplementary defense, such as use of insulated coupling, interference mitigation device, local environmental control etc. reinforce the main defense. Selecting Corrosion Mitigation methods. Mitigation Of Internal Corrosion in Pipelines: Main Contributing factors • Corrosive nature of the transported product. • Moisture/Traces of water, CO2, oxygen, H2s, bacteria etc. • Erosion - Corrosion. Mitigation Measures • By regular and periodic pigging of pipeline for internal cleaning. • Introduction of corrosion inhibitor in pipeline • Ensuring transported product free from moisture & corrosive compound. Dealing with challenges in rehabilitation of old operating pipelines. Challenges • • • • • • Mostly CTE (over the ditch) coated High current density i.e poor coating. Conventional CP system. Inconsistent SEB Power availability/Theft of Solar panels. Highly corrosive soil. Low frequency ERW mainline pipes. Requirement of Coating Surveys • Coating deteriorates with passage of time & the load on CP system increases day by day. • It slowly reaches a limiting condition where any amount of additional CP protection does not improve the situation. • Therefore, identification of coating defects with highest accuracy becomes very important, so that coating repairs & subsequent Line Protection is achieved in shortest possible time. Selecting Suitable Surveys CURRENT ATTENUATION TECHNIQUE (CAT) PEARSON SURVEY Coating Surveys DC VOLTAGE GRADIENT SURVEY(DCVG) CLOSE INTERVAL POTENTIAL SURVEY (CIPS) Selecting suitable Surveys CURRENT ATTENUATION TECHNIQUE (CAT) 9 Over all assessment/classification of coating quality for different stretches. 9 Most Suitable coating surveys for priority fixing for coating refurbishment. DC VOLTAGE GRADIENT SURVEY(DCVG) 9 DCVG for pin pointing the coating defects. APPROACH 9 Combination of CAT & DCVG for coating assessment & finalizing locations for refurbishment. PEARSON SURVEY KEY OPERATOR SIGNAL GENERATOR RECEIVER GROUND TLP LOCATOR COIL 20 FEET PRINCIPLE OF ELECTROMAGNETIC CURRENT ATTENUATION SURVEY Transmitter Test Post Earth Stake Receiver Current loss through coating d Roa Location of 1st Reading Current loss at defect Current flow in pipe Coating Defect d Roa Location of 2nd Reading CAT SURVEY C1 = CURRENT AT POINT 1 C2 = CURRENT AT POINT 2 L = DISTANCE BETWEEN POINT 1 & 2 d = DISTANCE FROM THE PIPE CENTER TO THE BOTTOM COIL ACCORDING TO LENZ LAW Vb = K C1/ d Vt = K C1/ d+ s Vb = VOLTAGE AT THE BOTTOM COIL Vt = VOLTAGE AT THE TOP OF COIL k = CONSTANT S = DISTANCE BETWEEN TOP & BOTTOM COIL 1 2 CAT SURVEY Vt / Vb = d/ d+s or d = Vt . S/ (Vb – Vt) SUBSITUTING THE VALUE OF d IN EQUATION 1 Vb = KC1 .(Vb – Vt) / Vt xs C1 = s Vb.Vt / K( Vb-Vt) THUS RECEIVER CAN MEASURE BOTH C1 (CURRENT) AND DEPTH d AT THAT POINT. THEORTICALLY ,THE SIGNAL IS ATTUNUATED LOGARITHMICALY , THEREFORE CURRENT C1 IS CONVERTED TO DECIBLE AND STANDARISED db/ Km ATTUNUATION AT POINT S1= 20 Log C1 db ATTUNUATION AT POINT S2 = 20 Log C2 db RATE OF ATTUNUATION BETWEEN 1 & 2 = R=L.( S2-S1)/1000 db/km TYPICAL PLOT OF RESULTS OF CAT SURVEY: DB LOSS PER KM BAD SECTION FAIR SECTION OK SECION GOOD SECION 100 300 200 DISTANCE IN METRES 400 500 CAT SURVEY BASED ON DB LOSS OBSERVED FOR PIPELINE, COATING DEFECTS CAN BE CLASSIFIED AS UNDER : SL. NO. DB/KM LOSS CLASSIFICATION 1.0 < 10 DB/KM GOOD COATING 2.0 10 – 25 DB/KM FAIR COATING 3.0 25 – 70 DB/KM BAD COATING 4.0 ABOVE 70 DB/KM MASSIVE DEFECT DVANTAGES SURVEY NOT REQUIRED WALKING ALL ALONG PIPELINE. BETTER ACCURACY. INDEPENDENT OF TRANSMITTER OUTPUT. RECEIVER NOT REQUIRED ELECTRICAL CONTRACT WITH SOIL. DISADVANTAGES PIPE DEPTH CAN BE OBTAINED. COATING DEFECT LOCATING CAN BE IDENTIFIED INDIVDUAL COATING DEFECT DIFFICULT TO DETECT. BY REDUCING SURVEY STEP. EFECTIVENESS REDUCES IN CASE OF LARGE DIA PIPE/POOR COATING. GIVES ONLY QUALITATIVE INDICATION. NO INDICATION OF CORROSION. C VOLTAGE GRADIENT SURVEY(DCVG) ¾ THE DC VOLTAGE GRADIENT COATING DEFECT IDENTIFICATION SURVEY IS VERY EFFECTIVE IN LOCATING THE SPOT COATING DEFECT ALONGWITH ITS SIZE AND POSITION. ¾ ONCE IMPRESSED CURRENT THROUGH CP IS GIVEN TO THE BURIED PIPELINE, A VOLTAGE GRADIENT IS ESTABLISHED IN THE GROUND DUE TO PASSAGE OF CURRENT THROUGH THE SOIL AT THE COATING DEFECT AREAS. ¾ THE POTENTIAL GRADIENT BETWEEN TWO CU/CUSO 4 A ELECTRODES HELD BY ONE OPERATOR IS MEASURED ON SENSITIVE VOLTMETER. WHILE CARRYING OUT THE SURVEY, THE OPERATOR WALKS ALONG THE PIPELINE ROUTE, TESTING AT 2M INTERVAL PREFERABLY ABOVE THE PIPE TO PICK UP THE VOLTAGE GRADIENT FROM THE COATING DEFECT AREA. DCVG SURVEY ¾ This method is used for locating and sizing of coating defect of buried pipelines. ¾The technique is fundamentally based on measuring the voltage gradient in the soil above a catholically protected pipeline. ¾The voltage gradient becomes larger and more concentrated the greater the current flowing and the closer to coating defect. Larger the defect , the greater the current flow and hence the voltage gradient. ¾The DC Voltage gradient method utilize measuring millivoltmeter along with two copper/ copper sulphate half cells .If placed half meter apart in a voltage gradient, one half of cell will adopt a more positive potential than other, which enables to find the direction of current flow. ¾Highest voltage gradient is recorded in close proximity of defect. ¾ WHEN A DEFECT IS APPROACHED, THE VOLTMETER RESPONSE BEGINS TO INCREASE AND WHEN THE DEFECT IS PASSED, THE NEEDLE DEFLECTION COMPLETELY REVERSES AND SLOWLY DECREASES AS THE SURVEYOR MOVES AWAY FROM THE DEFECT. ¾ BY RETRACING TO THE DEFECT, THE POSITION OF THE PROBES CAN BE FOUND WHERE THE NEEDLE SHOWS NO DEFLECTION I.E. A NULL. ¾ THE DEFECT IS THEN SPOTTED MIDWAY BETWEEN THE TWO HALF CELLS. AFTER IDENTIFICATION OF NULL POINT (EPICENTER) PIPETO-REMOTE EARTH POTENTIAL IS MEASURED AT THE HOLIDAY EPICENTER AND IR DROP CALCULATED FOR ALL SUCH LOCATIONS. THE VALUE OF PERCENTAGE IR DROP INDICATE THE EXTENT OF COATING DEFECT. D C V G P R I N C I P L E DCVG SURVEY VT= Applied voltage • VOLTAGE DROP VI=Potential difference pipe to soil interface Vs= voltage diff. Between pipe/soil & remote earth VT VS VI CURRENT FLOW REMOTE EARTH PIPE VT= SOIL Value of signal measured at test posts VT = VI + VS DCVG SURVEY • SIZING OF COATING DEFECT S2 = 300 MV S1 = 800 MV 400M 0 TP1 1000M dx d1 DISTANCE COATING DEFECT 130MV TP2 d2 DCVG SURVEY ¾ ¾ ¾ ¾ ¾ Measured voltage at TP1 say 800mv Measured signal at TP2 say 300 mv Drop between TP to TP2 500mv Say defect is at dx from TP1which is 400 m from TP1. Pipe to earth voltage P/RE= S1- (dx/ d2-d1) x (S2-S1) = 800 – 400( 800-300 )/ 1000 = 600 mv ¾ If the epicenter to remote earth potential was observed 130mv % IR = 130X 100 / 600 = 21.1% IR loss ¾ In general 6% IR % indicate a defect with bare steel I contact with soil of app. 10sq cm( one meter depth) Selecting suitable Surveys CIPS Survey 9 Reflects the actual status of line protection for entire section. 9 Indicates interference problems, if any. 9 Detects deficiencies in CP system that go undetected during routine monitoring. STATION & MAINLINE MAINTENANCE Typical Pump Station layout IC 12”MOV 12” SLB From P/S IC To Next P/S SRB 14” 14” MOV 8” 12”MOV 8” 3” 14” MOV 2” 12” IFD 12” 12” MOV 12” TM 6” 12” 8” 6” 12” 8” TM 12” MOV 14” MOV 6” E H 10” 10” MP-3 6” TM 10” 6” 14” 14” 10” 10” S/F MP-2 14” HSD 6” 14” 8” 8” E 12” 12” MOV 14” 10” 12” MOV TM Strainer 12” 6” 6” 12” 12” SK ATF MS MP-1 H IMPORTANT STATION EQUIPMENTS ¾MAINLINE PUMP/ENGINE/MOTOR ¾BOOSTER PUMP/MOTOR ¾EMERGENCY GENERATOR –DIESEL ENGINE ¾FIRE FIGHTING ENGINE ¾FIRE FIGHTING PUMP & GEAR HEAD ¾SUMP PUMP /OIL WATER SEPARATOR PUMP ¾AIR COMPRESSOR AND AIR VESSELS ¾SURGE RELIEF TANK AND SURGE RELIEF PUMP ¾VALVES ¾STRAINER ¾SEPARATOR FILTER ¾STATION MAIN INCOMING AND OUTGOING PIPELINE ¾STATION UNDER GROUND AND ABOVE GROUND PIPING Maintenance Target: •Maximize Economic Usage of equipment •Maintain Equipment Reliability •Technical Planning and Control of Maintenance Activities •Reconditioning of parts •Analyze equipment failure and performance •Modifications in equipment for higher efficiency and improvement •Cultivate maintenance related expertise in maintenance personnel Maintenance Practice •Corrective Maintenance : When the engine deviates from its “desirable” performance conditions, it requires corrective maintenance to get it back into desirable performance condition •Preventive Maintenance : To ensure “desirable” performance, the regular or timely (running hour based) maintenance taken is known as Preventive Maintenance •Predictive Maintenance : This type of maintenance is based on the current condition of different parameters like Jacket Water, Lube Oil, Exhaust Gases, Vibration of Rotary Parts •Condition monitoring. PRIME MOVERS FOR MAINLINE PUMPING UNIT 1. 2. 3. DIESEL ENGINE DRIVEN MOTOR DRIVEN- FIXED SPEED TYPE MOTOR DRIVEN VARIABLE SPEED TYPE THE ENGINES ARE DRIVEN BY DIESEL FUEL OR CRUDE FUEL . IN CRUDE OIL PIPELINE, CRUDE OIL BEING AVALABLE DIRECTLY FROM LINE , THE CRUDE FUEL ENGINE ARE PREFERRED. FOR PRODUCT PIPELINE , THE DIESEL FUEL IS USED. MAINLINE PUMPING UNIT WITH AUXILIARY EQUIPMENT MAINLINE FACILITIES • Boundary Pillar (BP) • Turning Post (TP) • Kilo Meter Post (KMP) • Vent Pipe (VP) • Test Lead Post (TLP) • Caution Board • Block Valve (BV) • CP Station •Repeater Station •Repeater cum CP Station (RCP) INSPECTION OF R.O.W. • To observe surface condition ¾ Wash outs ¾ Leaks ¾ Encroachments • To inspect the Markers & accessories ¾ Markers ¾ TLPs ¾ Block Valves ¾ CP / RCP stations • To inspect Crossings & vulnerable locations and special attention to suspended crossings, exposed area etc. TYPES OF MAINLINE MARKERS •Boundary Pillars •Test Lead Points •Kilometer Posts Contd…. MARKER BOARD TYPES OF MAINLINE MARKERS •Inter Mediate Posts •Turning Points •OFC markers •Vent Pipes •Warning Posts KILOMETER POST MAINLINE AREA From Station Limit Valve of one station to the Station Limit Valve of next station in normal width of 55 feet STN Limit Valve A M B A L A BV 12” dia Pipe BV 15’ 45’ We call this mainline area as ROW (Right Of Way) J A L A N D H A R MAINLINE LAYOUT Position of M/L markers IOCL IOCL KBPL KBPL TLP VP BP VP KMP TP 154 Casing Pipe IOCL KBPL RO A D Caution Board IOCL KBPL MAINLINE PATROLLING • Daily Patrolling by Line Patrol Man (LPM) • Surprise check by officers • Mainline Patrolling by officers • Daily Patrolling Report • Monthly Patrolling Report • Surprise Check Report • Report on M/L Inspection by officers ROW MAINTENANCE • Providing missing M/L markers • Painting of existing M/L markers • Updation of Caution Boards • Removal of bushes, trees etc from ROW • Attending washouts • Removal of encroachments • Attending shorted cased crossing • Refurbishing of Coat & Wrap LIST OF PIPELINE REPAIRING TOOLS: 01. LEAK CLAMP WITH SPARE GASKET 02. CHAIN PULLEY BLOCK- 5 TON CAPACITY 03. TRIPOD 04. MECHANICAL SCREW JACK- 2 NOS. 05. FULL ENCIRCLEMENT SPLIT SLEEVES 06. WHEEL MOUNTED WATER TANKER-1000 LTRS 07. PNEUMATICALLY OPERATED PIPE CUTTING SAW 08. DIESEL DRIVEN AIR COMPRESSOR 09. WHEEL MOUNTED SELF PRIMING PUMP 10. PNEUMATIC SUMP PUMP 11 WELDING GENERATOR Mainline Repair A complete range of leak repairing tools should be kept in stock in each base maintenance. As majority of the pipeline emergency is caused due to minor leaks , the same can be handled by the effectively handled by the above tools for a safe and temporary cold repair with minimum shutdown of operation. In case of major leaks where a pipe joint or pup is required to be replaced/inserted, it is an acceptable practice to carryout a cold repair with a weld-end coupling as temporary repair to make the line operational as the earliest and to arrest spillage of product with prolong shutdown and spillage. These temporary measure is made permanent at the first opportunity by any of the following methods:- a) Welding of approved leak coupling b) Weld end coupling c) Welding of sleeves All welding should be carried out after ensuring the area is “CLOCK sleeving. gasd) free Providing and the line pressureSPRING” is minimum . Physical Damage of pipeline Pipeline after replacement of damaged portion LEAK CLAMP BEING FITTED ON PIPELINE WELDING OF LEAK CLAMP CLOCK SPRING Pilferage in Pipelines Pipelines-- Fitting with welded patch plate CORROSION INHIBITOR • IN CROSS-COUNTRY PRODUCT PIPELINE, WE ARE USING CORROSION INHIBITOR TO MITIGATE THE INTERNAL CORROSION OF PIPELINE. •PRESENTLY UNICOR-J @ 6PPM IS BEING USED. •CORROSION INHIBITOR FORMS A LAYER INSIDE THE PIPE AND MAKE IT PASSIVE. •IN CRUDE PIPELINE, NO C.I. IS INJECTED IN IOCL PIPELINE •BH CRUDE FORMS A LAYER OF WAX. CORROSION PROBES & COUPONS INTERNAL CORROSION RATE OF PIPELINE IS BEING MONITORED BY :1) CORROSION COUPON :- INSTALLED AT NRVs/AT SUITABLE LOCATIONS. 2) CORROSION PROBES:- INSTALLED IN MAINLINE & WORKING ON RESISTANCE MEASUREMENT. INTERNAL CORROSION RATE As per NACE RP-0775-91 corrosion rate is categorized as Category Low Average corrosion rate ( MPY) < 1.0 Moderate 1.0 – 4.9 High 5 – 10.0 Severe > 10.0 INTERNAL CLEANING OF PIPE • Pigging operation Types of Pig: Cleaning Pig, Batching Pig, Caliper Pig,Foam Pig, Instrument Pig • Purpose of pigging: 1. 2. 3. 4. To clean the new pipe debris. To know the inside pipe dia profile. For inspection and measurement of any corrosion or metal loss. For generating initial pipe line data. PIGGING AND ITS IMPORTANCE • Scrapper pigs, which have a central body tube, or mandrel, and various components like PU cups and spring steel brushes which can be assembled onto the mandrel to configure a pig for a specific duty. PIGGING AND ITS IMPORTANCE • BI-DI or Batching pigs, which have a central body tube and disc components can be assembled onto the body to configure a pig for a specific duty;