• Cognizant 20-20 Insights
Flow Manufacturing: How to Achieve
Superior Customer Response
Flow manufacturing not only helps manufacturers achieve significant
cost savings; it also helps boost revenue by enabling a deeper
understanding of demand signals and customer response to tighter
production cycles and on-time deliveries.
Executive Summary
In today’s globally-leveled playing field, forces
such as consumer activism, demographic change
and technological evolution are forcing industry
leaders to continuously evaluate their strategies
to achieve or retain competitive advantage.
These forces are even stronger in the manufacturing industry, and they are exacerbated by the
unintended consequences of accelerating globalization. For instance, as manufacturers work to
improve performance in contextual areas such as
marketing, service and technology, they inadvertently overlook the core function of their business
— manufacturing — where competitors the world
over are continuously making strides to increase
capacity, cost efficiency, quality or some combination thereof.
In the context of this white paper, “manufacturing” refers to the processes and entities that
create and support products for customers.
Manufacturing encompasses product development, design, production, production support and
delivery.
Manufacturing has changed radically over the
last 20 years, and rapid changes are certain to
continue for the foreseeable future. As globaliza-
cognizant 20-20 insights | february 2013
tion has extended the supply chain — and the dual
focus of business growth and cost reduction has
led manufacturers to seek increased operational
efficiency — numerous questions have emerged:
• How can we become faster and more nimble
while being the low-cost producer?
• How can we satisfy the ever-changing expectations of customers for customized ordering and
real-time tracking delivery at “Web speed?”
• How
can we implement high-velocity, quickresponse “order-to-delivery” processes to
avoid losing business to faster-performing
global competitors?
Typical answers to the above questions have
focused on keeping finished goods inventory in
stock and increasing distribution channel efficiency. By having products at the ready, shipment to
customers can accelerate. However, the downside
of finished goods inventory is the large amount of
working capital required to establish it, the risk
of obsolescence or non-moving products and the
cost of storage and logistics. In many cases, even
with a large inventory of finished goods, industry leaders don’t always have what the customer
really wants.
As a result, more manufacturers are turning to
demand-driven flow manufacturing techniques
(see definition below) as a way to dramatically
improve cycle time and delivery. Flow manufacturing can achieve significant cost savings in the
form of reduced inventory
costs and improved proUnlike traditional ductivity, but its more sigmanufacturing, flow nificant strategic advantage
derived from revenuemanufacturing is isbuilding
opportunities as
characterized by customers respond more
close alignment with favorably to short cycles
on-time deliveries. As
actual customer and
such, flow manufacturers
demand, single unit prefer to minimize manuflow, low WIP, facturing lead times and
to customer orders
low defects and build
directly, eliminating the
shorter lead time. need for finished goods.
As this white paper will demonstrate, almost
every type of manufacturer can benefit from
flow manufacturing methods; already, many are
reaping significant benefits on several levels —
financial, behavioral, strategic and tactical. While
there are subtle differences in how flow manufacturing is applied to discrete and process manufacturing, both types of manufacturers can benefit
from these techniques. A host of benefits, such as
accelerated response time, minimized inventory,
increased productivity, improved quality, elevated
employee morale and reduced capital investment,
have been realized by companies that adopt flow
manufacturing techniques.
Flow Manufacturing Overview
Flow manufacturing is a strategy with roots dating
to the early 1980s; it came of age in the U.S. with
the advent of just-in-time production concepts.
Throughout the early 1980s, U.S. manufacturers in major industries were in a state of panic
over the loss of world market share to foreign
companies, primarily those based in Japan. Steel,
electronics and automobiles were the most visible
industries suffering losses, sometimes declining
25% to 35% from historical heights. Such precipitous losses resulted in a surge of U.S. business
leaders visiting Japan to learn about flat organization structures, dependent-demand scheduling,
Kaizen, use of teams and a quality discipline that
transformed into total quality control (TQC) and,
later, total quality management (TQM) in the U.S.2
cognizant 20-20 insights
During the 1980s, TQM and just-in-time became
the manufacturing strategies of the decade, and
from these concepts evolved flow manufacturing, synchronous manufacturing, continuous
flow manufacturing and lean manufacturing.
The common driver for these new strategies is
the imperative to reduce cycle time, eliminate
waste and replace independent demand-driven
scheduling with dependent-demand scheduling.
Flow Manufacturing Defined
Flow manufacturing is a methodology in which
parts are pulled through the manufacturing
process to produce a product that has a firm
customer demand. Demand-driven “pull” of
material through production contrasts with
the traditional “push” production process that
stocks inventory in locations that may not reflect
customer requirements. Unlike discrete manufacturing, where goods are manufactured in batch
production mode, flow manufacturing is usually
based on a single-unit production philosophy.
Flow manufacturing is in direct opposition to traditional mass or batch production approaches,
which are characterized by the use of economic
order quantities (EOQ), high-capacity utilization,
high-resource utilization, efficiency, zero idle time
and high inventory. On the other hand, pure flow
manufacturing is primarily (often solely) driven
by customer demand and is characterized by
single unit flow, low work in progress (WIP), low
defects and shorter lead time. As such, applying
flow manufacturing techniques helps manufacturers adhere to a “build-to-ship” philosophy,
with a focus on high on-time delivery and quick
customer fulfillment rates.
Flow manufacturers may choose to regulate
production line output to closely match the
current mix and volume of customer demand.
With a flow line designed to build product at a
formulated TAKT time (or the frequency with
which products need to move down the line in
order to meet the demand at capacity), the flow
manufacturer can regulate the rate of the line. The
desired rate is identified each day based on that
day’s customer orders. The rate of production is
adjusted by changing labor resources on the line
(i.e., adding or removing people), not by changing
the physical design of the line itself. The ability
to change output rate daily, driven by changes
in customer order requirements, is a powerful
tool for managing productivity, WIP and finished
goods inventories.
2
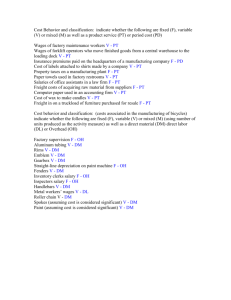
Top Manufacturing Operational Pressure Points
14%
New product introduction
28%
30%
28%
Product quality
Increasing operational costs
39%
34%
Customer demand for on-time
and complete delivery
37%
38%
All others
Best in class
20%
Globalization of MFG plant network
41%
0
10
20
30
40
50
Percent of respondents
Base: 150
Source: Aberdeen Group, 2011
Figure 1
Flow Manufacturing’s
Business Benefits
Manufacturing business leaders are under
increasing pressure on multiple fronts to keep
their companies in customers’ good graces. This
is true for industry leaders and laggards across all
sectors (see Figure 1).
provides an easy way to visualize how flow
process enables faster response to customer orders.
• Reduced inventory requirements: Flow practi-
tioners have achieved up to a 90% reduction in
inventory.2 By reducing WIP and finished goods
(FG) inventory, businesses receive associated
benefits by avoiding obsolescence, damage,
warehouse space, cost of capital, interest, etc.
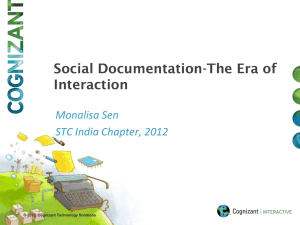
Companies have implemented flow manufacturing to achieve the benefits of higher productivity,
operating cost reductions and quicker customer
response in terms of order fulfillment (see
Figure 2).
>> Flow processes impact WIP and FG inventory in the following ways:
»» WIP inventory declines are due primarily
to shortened manufacturing cycle time
and the result of a process layout that
avoids material clogging, waiting, etc.
Primary Benefits
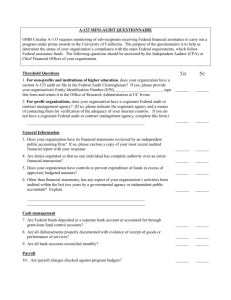
• Faster customer delivery: In its purest form,
the flow environment is nothing but a single
piece flow. When a product is built one at a
time, without any wait time between operations
or processes, the total time required for the
product to flow through the manufacturing
cycle will always be less than the time required
to complete a product that is part of the batch
process. While the time per operation is the
same in both the flow and batch processes, the
total elapsed time in a batch process is higher
by a factor that is directly proportional to the
batch size. So, the end result is a much shorter
completion time for an individual order, which
is the only way to earn competitive advantage
for many businesses.
Projected Improvements
Due to Flow
Customer
response
Up to 50%
Quality
Up to 50%
WIP
0 20% 40% 60% 80% 100%
Percent improvement
>> Studies have shown that businesses have
gained as much as a 50% improvement in
order fulfillment time. Figure 3 (next page)
cognizant 20-20 insights
Up to 90%
Figure 2
3
Quick Take
»» FG
inventory reduction occurs because
flow manufacturing works on a pull basis.
Flow Manufacturing:
Key Things to Remember
»» Subassembly stock is also eliminated because of the feeder design.
• Quality
improvements: Quality benefits are
the most important byproduct of flow implementations. Quality costs are due to not only
product defects but also scrap, rework and
warranty costs. Initiatives such as TQM, Kaizen
and rapid improvement initiatives (RII) are
typically integral to flow implementations.
These approaches help improve process quality,
process discipline, active ownership and collaboration among workers on the production
line, resulting in a significant improvement
in product and process quality. This directly
results in a higher first-pass rate and lower
rework and scrap costs, thereby reducing
warranty cash outflow. Another important
factor that contributes to quality improvement is the robust “measurement-reviewcorrect” feedback loop that is followed in a
flow environment.
•Flow scheduling:
Activities that convert actual
customer demand (SO demand) into a signal for
manufacturing to inform production and fulfill
demand.
•Flow execution: Activities that involve physically
producing the product and shipping it to the end
customer.
•TAKT time: The frequency with which products
need to move down the line in order to meet the
demand at capacity.
•TAKT time for a flow line: (Time available in a
given day) / (projected daily average demand for
the products in that line).
•Resources required: (ST) / (TAKT) time (where ST
is standard time required for the process and TAKT
is the frequency with which products need to move
down the line to meet demand at capacity).
• Operating
cost reduction: An important
advantage that is often overlooked is operating
cost reduction. Flow manufacturing results in
reduced lead time, lower inventory, simplification of material flow and material movement,
fewer manual and system transactions,
decreased waste, etc., which positively impacts
the operating costs required to run a manufacturing operation.
Secondary Benefits
• Improved
labor productivity: A simple
definition of labor productivity is (the number
of units produced for a unit time) / (the
number of people). Flow manufacturing, by
its nature, balances the work to be performed
and eliminates waste, queue time, move time,
wait time, etc. Hence, operators can spend
more time building good products and adding
value and spend less time on non-value-added
activities, such as rework and delays.
• Simplified production planning and sequenc-
ing: In its purest sense, the flow environment
operates on a single-piece basis. Even when
Flow Impact on Customer Order Completion Time
Nonflow Environment in Discrete World
Customer
Delivery
Single-Piece
Process
Times
Batch Size
Customer
Delivery
Single
Piece
Process
Time
Wait Time
Queue
Time
Batch
Material
Movement
Time
Wait Time
Queue
Time
Single Piece
Movement
Time
Flow Environment in Discrete World
Figure 3
cognizant 20-20 insights
4
Quick Take
Techniques Complementary to Flow Manufacturing
•Kanban, a material replenishment technique
that works on the “pull” philosophy and
perfectly complements flow manufacturing.
Kanban can be implemented in many ways,
ranging from physical cards to electronic light
indicators. One of the main benefits of Kanban
is that it limits the inventory build. By limiting
inventory, less cash is tied up, less space is
used, and WIP is significantly reduced, thereby
reducing product lead time.
•Kaizen, which means “improvement” in
Japanese. Anybody who has implemented
flow manufacturing can vouch for the fact that,
even with effective planning tools, a stable flow
environment is usually the result of many small
incremental improvements made during the
first few years of implementation. With Kaizen,
businesses undertake incremental quality
improvements and waste reduction by listening
to people with the best insights: the production
workers on the front line.
•RII, another lean tool very similar to Kaizen
service- or event-focused and aimed at
achieving a real, immediate step change in performance through the practical implementation
of change. It is highly structured and coached,
with an aim of eliminating waste in processes
or work areas by involving a small cross-functional team of employees for a short duration
of time. RII events can generate tremendous
savings in labor, cycle time and quality.
•TQM, another operational performance
improvement philosophy to improve quality
and performance of processes and products
that will meet or exceed customer expectations. TQM looks at the overall quality
measures used by a company, including
managing quality design and development,
quality control and maintenance, quality
improvement, and quality assurance. TQM
takes into account all quality measures taken at
all levels and involving all company employees.
•Total predictive maintenance (TPM)
programs, which can result in dramatic
improvements in equipment uptime, quality,
change over time and capital expenditures.
but with a much faster pace and shorter
time duration. It can be defined as hands-on,
businesses do not follow the purest flow
concepts, demand is still driven by the final
end-product, and in many cases, subassembly planning is eliminated by linking the processes together and creating feeder lines. This
makes production planning much simpler and
direct. Also, in many cases, the number of subassembly levels in the bill of materials (BOM)
could be made “phantom,” as there is no need
to transact at every BOM level (depending
on the level of tracking/accounting that the
business needs). This results in the elimination
of planning for those subassemblies. The net
result is highly simplified production planning
and sequencing.
• Effective
cost accounting: Cost-accounting
methods can be simplified with flow manufacturing. Because the lead time through a
flow facility is consistent, repeatable and not
volume sensitive, activity-based costing (ABC)
can be more easily introduced. Labor costs for
cognizant 20-20 insights
the flow manufacturer can become an element
of the overhead that is applied proportionally
to each product.
• Better floor space utilization: By linking and
balancing manufacturing processes into flow
lines or cells — and the related reduction in WIP
inventory and a thorough housekeeping effort
— manufacturers can reduce factory floor space
by 20%-plus, in our experience.
Characteristics of Successful Flow
Implementation
The following eight characteristics are common
to successful manufacturing flow adoption, independent of the type and nature of the business:
1. Top-management commitment and involvement: Flow manufacturing is transformational
on many levels and can lead to fundamental
changes in the way success is measured (KPIs
or metric changes). However, it is often difficult
5
to convince key members of the organization
that an initiative can deliver transformative
change unless it has the complete backing and
involvement of top management. Ideally, a top
executive in the C-suite, such as COO, CFO or
CEO, will act as owner or sponsor of the flow
manufacturing initiative.
A fundamental reason for failed flow manufacturing implementations is lack of buy-in from
top management. Many times, top management
buys into the buzz associated with flow manufacturing without completely understanding its
business value/fit. Hence, a clear understanding of the ROI and business case is crucial.
2.A flow champion: The champion is someone
who believes in flow and is passionate about
its success. This individual needs to be the
lynchpin of the flow project and can typically
be found playing the role of launch coordinator
or launch manager.
3.Involvement of the entire team: Successful
flow implementations invariably reveal that
teamwork and ownership by multiple stakeholders leads to tangible
business value. At the end of
Successful flow the day, the people in the line
implementations decide the success or failure
of the implementation. Indiinvariably reveal viduals who operate the
that teamwork machines, move materials,
and ownership by measure and check and
manage the lines will decide
multiple stakeholders how well flow will be adopted
leads to tangible on a daily basis. Therefore,
business value. it is important that they are
involved from day one and be
part of all communications.
5.The right enablers: An important enabler
is the availability of information/ data to
allow manufacturing to respond to customer
demand changes as they happen. This calls for
complete visibility among order management,
engineering, manufacturing and shipping
functions. This is why availability of a proper
decision-making and information system is an
essential prerequisite for implementing flow
manufacturing. Enterprise resource planning
(ERP) systems offer one approach because
most off-the-shelf ERP systems already include
transactions, analytical features and functions
to support flow implementation. It is incumbent
on any company to conduct a thorough fit
analysis of their ERP systems to make sure the
functions and features meet business needs to
avoid massive customization in the future.
6.An understanding that software cannot
implement flow: One of the main differences
between businesses that implement flow successfully and those that do not is the approach
to the implementation. Based on our observations of industry practice and empirical
research, two approaches stood out in the case
of unsuccessful flow implementations:
>> They approached it as a software implementation.
>> It was led by IT instead of the shop floor
manager.
While there is no doubt that software is an
important enabler in successful flow implementations, more important are the people
who understand key manufacturing processes
and products and, moreover, exercise the
required discipline and controls to execute
effective flow design. It is these people who
need to adjust their behavior and change
their mindset with new measurements and
incentives that are key to flow manufacturing’s
success.
4.Culture: Shop floor culture can single-handedly lead to flow adoption success or failure.
Cultural factors critical to successful flow
adoptions include:
>> Non-hierarchical
decision-making: The
work culture fosters both bottom-up and
top-down collaboration. Individuals in the
line, both workers and supervisors, are empowered to make decisions. Communication is open and transparent.
7. The right measurements: While the specific
measurements used may vary from one
operation to the other, one characteristic that
is common to all successful flow adopters is
institutionalizing the right metrics.
>> Supplement monthly metrics with daily
>> Multi-skilled
line workers: Workers are
also willing to be trained on new skills, as
required.
Hence, a clear change management program
is also critical for successful implementation of
flow manufacturing.
cognizant 20-20 insights
operational ones.
>> Create
a dashboard of key performance
indicators and track them.
8.A proper physical layout: Another basic, but
often ignored, characteristic of a successful
flow implementation is the physical work
6
environment. Very similar to smooth traffic
patterns, a successful flow process should
minimize clutter that waylays effective functioning. This requires orderliness and neatness
in and around flow lines. For example, all
inventory and subinventory locations should be
clearly designated and marked, and necessary
tools, fixtures, gauges and other resources
should be present at workstations and properly
organized. Successful flow implementers pay
special attention to the housekeeping disciplines of “sort, set in order, shine, standardize
and sustain.”
Technology Enablers
As all flow manufacturing practitioners understand, the fundamental feature of this approach
is its ability to react to actual customer demand,
which can happen only when real-time (or very
close to real-time) information integration exists
between demand (orders) and supply (stock,
schedules and WIP). Activities such as inventory
management of intermediate-stage subassemblies, configuration management of finished
goods, and production order management tied
to actual customer orders cannot be efficiently
executed without proper technology enablement.
Equally important is the accuracy or quality of the
data. These informational expectations require
technological help.
There are various tools and systems that support
and enable successful flow manufacturing
adoption. These vary from a specific manufacturing system to all-encompassing ERP systems
and everything in between. While every business
must decide the right technology enabler for
its situation, empirical evidence points to ERP.
As ERP systems provide much more than flow
manufacturing functions, the decision to use ERP
must consider the overall system needs across
the enterprise. Almost all top-tier ERP systems
provide fairly well-developed flow manufacturing
modules and functions. (See sidebar below for a
list of important criteria to be considered when
selecting the right technology enabler.)
Beyond the general flow modules and functions
that are provided by ERP, manufacturing
execution systems (MES) or advance planning
systems (APS), additional features and functionalities are essential for creating actionable intelligence for production personnel to act upon.
Automated KPI dashboards, ad hoc broadcast
systems, workflows and non-conformance alerts
can provide decision-makers with the right
information at the right time to make informed
decisions that improve operational execution.
Transitioning to Flow Manufacturing
While there is no cookie-cutter approach for
successful implementation of flow manufactur-
Quick Take
Tips for Selecting Technology Enablers
>> Engage third-party product-agnostic con-
• Conduct an internal study to understand the
gap between what you have and what you need
for flow manufacturing:
>> Features and functions.
>> Integration needs.
• Compare multiple products:
>> Use industry reports from Gartner,
Aberdeen, Forrester, IDC, etc.
>> Talk to customers using these products in
a flow manufacturing setting.
• Perform fit analysis between your needs and
sultants if resources are available.
• Don’t buy products based on future promises.
The industry is too dynamic for predictions to
be accurate.
• Estimate
the level of customization needed.
Every product will need some customization to
suit your specific business needs.
• Develop insights into product support and ease
of use.
• Ask the product vendor to conduct a pilot demonstration using your organization’s data.
the product‘s out-of-the box features:
>> Leverage vendor functional experts but
develop a custom decision matrix.
cognizant 20-20 insights
7
Approach to Flow Manufacturing Implementation
• Assess need
• Develop business case
• Rationalize
• Select line for pilot implementation
• Train workers
• Select technology enablers
ionalize
Rat
Se
le
1
3
B u y-
6
Set Up
Flow
I
lemen
mp
tion
ta
7
2
ct
manufacturing shop
Rol
lO
ut
• Roll out to entire
• Change line setup
• Establish new KPIs/metrics
• Set up the system
In
• Get buy-in from
management
and shopfloor
Re
4
5
Pil
vie w
• Review process and
measure output
• Review KPIs/metrics
ot
Repeat Step 4
if review is not
satisfactory
• Launch pilot (3-6 months)
• Record results
• Redo, based on findings
from the review step
Figure 4
ing, the following recommended sequence and
steps have been found to be critical success
factors (see Figure 4):
with current manufacturing operations that
inhibit success. Develop a clear matrix (see
Figure 5) to verify whether flow answers
each of those issues, both individually and
as a whole.
• Rationalize: Case studies point to a common
reason why flow manufacturing projects
fail. Typically, it is a lack of conviction (i.e.,
the business is not really sure why it needs
flow manufacturing but still makes a case for
its adoption). Flow manufacturing adoption
cannot be based on an executive’s excitement
about a popular buzzword or a strategy of
“management by imitation.” At minimum, manufacturers must perform the following checks
before deciding to adopt flow manufacturing:
>> Create
a business case: Develop a business rationale that clearly lays out the cost
and benefits in terms of dollar value, time
and resources. Also, lay out the intangible
costs and benefits of adoption. Wherever
possible, try to assign a dollar value to the
intangibles so emotions and perceptions
can be eliminated from the decision-making
process.
>> Rationalize
and decide: Review the business case with company leadership, as well
as with the other functional groups that
>> Determine the need for flow: Make an hon-
est assessment of the goals that your company wants to achieve and identify the gaps
Illustrative Flow Suitability Evaluation Matrix
Current Issues
Flow Solution
Can Flow Help?
Comments
How Flow Will Help
Low labor
utilization
High WIP
Big batch
Finished inventory
Capacity
constraints
High rework
Figure 5
cognizant 20-20 insights
8
will be impacted and make a collective decision. Most often, the affected functional
groups include finance, order management
(OM), shop floor management, material
planning, etc.
• Setup:
The degree of preparation will
determine how smooth the flow manufacturing
launch will be. Multiple prerequisites need to be
in place for an effective launch.
Depending on product type, whether your
organization is a job or made-to-order shop,
the extent of the line setup will vary. In a job
shop world, machines performing the same
process would have been located together
to maximize productivity. However, in a flow
world, machines should be arranged to enable
a continuous product flow; hence, they need to
be positioned next to each other in a manner
that resembles the process hand-off.
• Select
scope: The next step is to select the
scope of the flow implementation. While an
organization can attempt a big bang adoption
covering the entire manufacturing operation,
an incremental approach is often better.
Companies should select a specific product line
rather than a specific production line (unless
they are the same) and use this initial learning
to iron out wrinkles before converting the
entire manufacturing operation to flow. The
following steps are recommended for selecting
the pilot candidate:
As an example, instead of having each drilling,
grinding and assembly machine in a line of its
own (characteristic of a batch shop), the flow
line should place drilling, grinding, burnishing
and assembly operations in the same line
to facilitate minimum material movement,
minimum WIP accumulation, etc.
>> Identify the product. The selected product
should exhibit fairly stable demand. (Avoid
the cash cow and the dog of the company to
avoid extra pressure or the “nobody cares”
scenario.)
>>
>> At
minimum, pay particular attention to
verifying the following flow line characteristics:
Document the manufacturing processes that produce the product, from start to
finish.
»» Are the processes and machines in the
>> Calculate total throughput volume, resources required and TAKT time to achieve
the sales volume for the selected product.
line flexible and responsive?
»» Are the work cells set up to provide continuous flow?
>> Create the flow line layout and use this as
the reference point for making any TAKT
time adjustments or line balancing.
»» Are
the machines and equipment required to complete the entire process
collocated?
Two other important considerations must be
applied at this juncture:
»» Is the staff multi-skilled?
If the targeted product line has characteristics that are completely opposite to what
has been described above, the line should be
reexamined and changes introduced to more
easily transition to a flow environment.
>> Select
the right technology enabler:
Whether it is an ERP or a specific flow
manufacturing package, it is essential to
have the right system before adopting flow
manufacturing. In today’s world, quality,
accuracy and speed of information are
absolutely essential, and this can’t be
achieved without the right system to support the process.
>> Metrics/KPIs setup: Incentives and mea-
surements drive expected behavior, and
this applies to the shop floor, too. As flow
manufacturing objectives are much different from traditional discrete batch job
manufacturing or process manufacturing
requirements, organizations cannot maintain the same KPIs and metrics to measure
the performance of flow lines. For example:
Instead of using conventional metrics such
as machine utilization or total productivity,
create metrics around ‘‘on-time delivery”
and “cycle time” (see Figure 6, next page).
>> Education: An important factor in a suc-
cessful adoption of flow manufacturing is
the level of awareness and acceptance by
shopfloor personnel. More than anything,
flow manufacturing requires mindset and
cultural changes across all levels in the
organization. Classroom pilot or challenge
workshop sessions are the best way to accomplish this. We recommend that manufacturers use an external consultant to provide this educational service.
cognizant 20-20 insights
>> System
setup: For a system to behave
as the right enabler, it needs to be set up
9
with the correct information. Flow-specific
data elements include flow routing, maximum and minimum flow line capacity, flow
resources, BOM, shift capacity, inventory
rules, etc. The decision-support systems
should be integrated with flow transaction
systems to provide real-time information
and alerts to flow line managers.
• Pilot launch: The fourth key step is to actually
run the pilot for the selected line(s). The pilot
should be kick-started in non-critical financialending periods such as year- or quarter-end.
This will avoid the extra pressure of meeting
revenue numbers while learning to adjust to the
new way of functioning in a flow environment.
During the pilot, frequently gather data related
to process time, setup changes, material
movement, wait times, rework, defects/scrap,
etc. While there is no rule of thumb on the
frequency of data collection, data should
be compiled multiple times during a shift to
generate a representative sample size for
further analysis and review. Data collection
can be performed either by line employees or
with the help of process/value engineers using
normal data collection techniques such as a
stop watch, data sheet, etc.
could be developed through Kaizen or RII initiatives. The review process should be transparent and involve people responsible for the
specific process or operation. Depending on
the review results, the pilot launch duration
could be extended or shortened.
• Buy-in:
As flow implementation is more of
a mindset and cultural transformation than
anything else, it is absolutely necessary to
conduct a formal review of the pilot results with
all stakeholders and address every concern.
Before starting the full implementation, make
sure to obtain:
>> Buy-in from the leadership/management
team.
>> 100% backing from the production lines/
shop floor team.
• Roll-out: Once the pilot is successful, there are
four important activities to complete before
the actual rollout commences.
1. Set up the flow lines for the full-blown production roll-out:
»» Start with the product that has reason-
ably stable demand. If not already available, map out the current manufacturing
process steps for each product.
• Review:
This step can be viewed as part of
step four. Data can be reviewed on its own or
be used to generate the relevant metrics/KPIs.
Reviews should happen on a regular basis, and
corrective actions should be instituted immediately in the line. Many times, corrective actions
»» Perform value engineering to determine
the value-added steps. Eliminate non-value-added steps.
»» Determine if there is commonality across
product families such that multiple fami-
A Change in Metrics
Metric
Metric Definition
Calculation
Measures the percent of time an order is delivered to the
customer within the promised time. (Note: The promised
date is expected to be strictly the total cycle time plus total
shipping time. No buffers are expected to be included. )
Orders delivered on time/
Total number of orders shipped
First-time
pass yield
Measures the first-time pass rate. This can be calculated
either for a specific operation or specific line. (The numerator
considers the number of defects and hence it will always be a
number either equal to or less than the denominator.)
Total number of units produced —
Number of defective units/Total
number of units produced
TAKT time
adherence
Measures the actual operational cycle time in line with
the TAKT time calculated for that line. (Note: TAKT time is
calculated based on the projected average daily demand for
the products on that line.)
Actual operational cycle time/TAKT
time calculated for that line
Measures the total value of WIP inventory in the flow line.
Inventory quantity for each item
type x Value of the item
Measures the percent of time the process discipline was not
followed and hence deviation occurred in the line.
Number of process deviations
recorded/Number of FG items
produced
On-time delivery
WIP inventory
Process discipline
conformance rate
Figure 6
cognizant 20-20 insights
10
lies could be built on the same flow line.
The more products built on the same line,
the more flexible the process will be.
approach, and rely on real-time manufacturing data, bottleneck constraints, inventory
and actual consumption to drive production
decisions.
»» Once
the products per line are determined, calculate the TAKT time for the
line, based on the projected average daily
demand of products in that line.
»» Once
this is done, physically rearrange
the shop floor to create the flow lines.
Note: Once actual production starts, there will
be a need for making changes based on actual
observation of the line. This can be addressed
through RIIs.
2. Training and education is 100% complete.
3. Required resources (people, processes,
etc.) are in place.
4. IT systems are fully enabled.
Flow Manufacturing Moving Forward
To deliver customer orders at the right time, right
price and with the right quality, the first step is
to synchronize customer demand with manufacturing execution. To accomplish this, a couple of
fundamental changes must happen:
• Manufacturers must become customer centric
by measuring against on-time delivery metrics.
• Manufacturers must focus on a holistic collab-
One proven way to make these changes is to
adopt flow manufacturing and the related complementary techniques. There are many examples
of companies doing this.
If there is one thing that industry captains have
learned, it is that the cookie-cutter approach does
not work; in reality, there is no single solution that
fits all business scenarios, and flow manufacturing is no exception. Just as with any other process
change, flow manufacturing is not a panacea, nor
should it be embraced as a religion. So, never try
to force-fit a solution.
We can guarantee that minimal to no benefits will
be achieved if flow manufacturing is treated as a
“fad of the month.” It is an operational strategy
that needs to be carefully reviewed for applicability.
Given the long list of benefits, it is not surprising
that flow manufacturing has become a competitive necessity for most industries. The extension
of flow methods to non-manufacturing processes
is happening rapidly, and industries such as
banking, software development, healthcare and
construction are leading the way.
orative pull approach, instead of a siloed push
References
• R. Michael Donovan, “Demand-Based Flow Manufacturing For High Velocity Order-to-Delivery Performance,” Performance Improvement, May 23, 2001, http://www.idii.com/wp/donovan_demand.pdf.
• Gerard Leone and Richard Rahn, Fundamentals of Flow Manufacturing, Flow Pub, 2002.
• “Demand Driven Manufacturing,”Aberdeen Group, November 2007,
http://www.nmetric.com/pdfs/4172-RA-DDMManufacturing-ML-SPF.pdf.
• James Womack and Daniel Jones, Lean Thinking, Free Press, June 2003.
• Definition of “rapid improvement,” Kaufman Global, http://www.kaufmanglobal.com/glossary-pages-61.php.
• “Manufacturing Readiness and New Product Introduction,” Aberdeen, May 2012,
http://www.aberdeen.com/Aberdeen-Library/7902/AI-manufacturing-readiness-operations.aspx.
• “Transitioning to Lean with Oracle Flow Manufacturing,” Technology Evaluation Centers, April 2006.
• Visionary Manufacturing Challenges 2020, National Academy Press, 1998.
• “Design for the Environment,” U.S. Environmental Protection Agency,
http://www.epa.gov/dfe/pubs/pwb/tech_rep/usecluster/pr_pt2-1.htm.
• Jon Duane, Nazgol Moussavi and Nick Santhanum, ”A Better Way to Measuring Shop Floor Costs,”
McKinsey Quarterly, August 2010, http://www.mckinseyquarterly.com/A_better_way_to_measure_shop_
floor_costs_2664.
cognizant 20-20 insights
11
• Wallace J. Hopp and Mark L. Spearman, Factory Physics: Foundations of Manufacturing Management,
Waveland Press, August 2011.
• Marshall Fisher, Janice Hammond, Walter Obermeyer and Ananth Raman, “Making Supply Meet Demand
in an Uncertain World,” Harvard Business Review, May-June 1994, http://homepages.rpi.edu/home/37/
neubed/public_html/Stuff/Classes/Supply%20Chain/Sport%20Obermeyer%20Reading.PDF.
• Fredrik Nordstrom, Piotr Gawad and Adam Nowarski, “The Science of Manufacturing,”
ABB Review, 2006.
About the Author
Deepak Mavatoor is a Manager within Cognizant’s Manufacturing and Logistics Consulting Practice. He
has over 15 years of experience in the supply chain, manufacturing, logistics and technology domains.
Deepak has rich experience in the automotive, manufacturing, high technology, consumer electronics
and IT sectors. He has an M.B.A., with Beta Gamma Sigma honors, from the Stephen M. Ross School of
Business, University of Michigan, and a degree in mechanical engineering from Mysore University, India.
He can be reached at Deepak.Mavatoor@cognizant.com.
About Cognizant
Cognizant (NASDAQ: CTSH) is a leading provider of information technology, consulting, and business process outsourcing services, dedicated to helping the world’s leading companies build stronger businesses. Headquartered in
Teaneck, New Jersey (U.S.), Cognizant combines a passion for client satisfaction, technology innovation, deep industry
and business process expertise, and a global, collaborative workforce that embodies the future of work. With over 50
delivery centers worldwide and approximately 156,700 employees as of December 31, 2012, Cognizant is a member of
the NASDAQ-100, the S&P 500, the Forbes Global 2000, and the Fortune 500 and is ranked among the top performing
and fastest growing companies in the world. Visit us online at www.cognizant.com or follow us on Twitter: Cognizant.
World Headquarters
European Headquarters
India Operations Headquarters
500 Frank W. Burr Blvd.
Teaneck, NJ 07666 USA
Phone: +1 201 801 0233
Fax: +1 201 801 0243
Toll Free: +1 888 937 3277
Email: inquiry@cognizant.com
1 Kingdom Street
Paddington Central
London W2 6BD
Phone: +44 (0) 20 7297 7600
Fax: +44 (0) 20 7121 0102
Email: infouk@cognizant.com
#5/535, Old Mahabalipuram Road
Okkiyam Pettai, Thoraipakkam
Chennai, 600 096 India
Phone: +91 (0) 44 4209 6000
Fax: +91 (0) 44 4209 6060
Email: inquiryindia@cognizant.com
­­© Copyright 2013, Cognizant. All rights reserved. No part of this document may be reproduced, stored in a retrieval system, transmitted in any form or by any
means, electronic, mechanical, photocopying, recording, or otherwise, without the express written permission from Cognizant. The information contained herein is
subject to change without notice. All other trademarks mentioned herein are the property of their respective owners.