characterization and testing of refractories for glass tank melters
advertisement

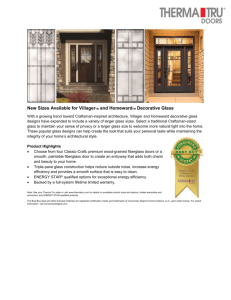
Anais do 44º Congresso Brasileiro de Cerâmica 23801 31 de maio a 4 de junho de 2000 - São Pedro – S.P. CHARACTERIZATION AND TESTING OF REFRACTORIES FOR GLASS TANK MELTERS M. Velez, M. Karakus, M. R. Reidmeyer, W. D. Headrick, R. E. Moore, University of Missouri-Rolla, Ceramic Engineering Dept., Rolla, MO 65409-0330, USA; mvelez@umr.edu ABSTRACT Current and future research goals in our laboratories include the study of the attack of glass-contact refractories and of crown refractories in glass tank melters, under either air-gas or oxyfuel conditions. There is an emphasis on evaluation and characterization of critical parameters of commercial refractories such as microstructure, porosity and mechanical properties. A second focus is the evaluation of the performance of refractory alternatives to traditional crown and superstructure refractories including their physical aspects, crown design, and joint quality. Key Words: Cathodoluminescence, Corrosion, Glass, Refractories INTRODUCTION Several approaches have been taken to minimize corrosion in glass tank melters: improved construction techniques, new crown designs, and use of new materials (for instance alumina-based compositions in oxyfuel-fired furnaces where silica brick has failed, as well as AZS, and spinel based compositions). Other approaches are based on understanding the corrosion mechanisms and the modeling of the combustion space, linked to the melting of the glass and operation of the furnaces. The degradation of refractories used in glass tank Anais do 44º Congresso Brasileiro de Cerâmica 23802 31 de maio a 4 de junho de 2000 - São Pedro – S.P. melters can normally be assessed after a campaign when the furnace is partially or totally disassembled (1). Corrosion tests to predict degradation usually employ small specimens exposed to accelerated working conditions that might not be simulative of actual industrial conditions. The current study covers three sections: post mortem refractory characterization, initial testing using current techniques, and representative test development. Crown Refractories. Silica is the preferred material for crown construction, in terms of cost and of defect potential, among the possible choices for oxyfuel combustion (2). The typical chemical and mineral composition of a Type A (3) silica brick is: 96% SiO2, 0.2-0.4% Al2O3, 2.5-3% CaO, 0.02-0.06 Na2O+K2O, 0.20.8 Fe2O3+TiO2+MgO; 45% cristobalite, 50% tridymite, <1% residual quartz and <3% glassy Ca-silicate phase (4). During furnace operation, the chemical and mineral composition, and therefore the properties of the brick change. The original SiO2 transforms to either cristobalite or tridymite, depending on local temperatures and presence of alkalis. Corrosion studies of different superstructure materials have been performed (i.e., 5-10). A qualitative corrosion model has been proposed for the corrosion of silica under oxyfuel conditions (5): (1) deposition of alkali on silica surface, (2) penetration/diffusion of alkali into the silica, (3) reaction between alkali and silica and formation of low-melting glassy phases, and (4) dripping of the glassy phases from the crown. Under oxy-fuel conditions stable Na-silicate glass phases are formed in the higher temperature, near-surface zones of the silica bricks. Thermodynamic calculations indicate a higher driving force for NaOH(g) to react with silica refractories under oxy-fuel conditions (11). Glass-Contact Refractories. The chemical reactions on the surface of refractories take place between molten glass, fluxing agents, and/or volatile components. Erosion can follow; washing away refractory grains after the original bond has dissolved. Corrosion studies are based on operating and reaction temperatures, reaction rates, and the formation of any product coatings on the refractory surface. The corrosion tests have been reviewed having in mind that they must show good reproducibility (12). Different tests are compared Anais do 44º Congresso Brasileiro de Cerâmica 23803 31 de maio a 4 de junho de 2000 - São Pedro – S.P. regarding reproducibility, trying to establish the most useful test for each particular case (dynamic finger test, rotating cylinder face method, small rotating furnace test, crucible test, static finger, and static plate corrosion test). EXPERIMENTAL TECHNIQUES UMR Dynamic Corrosion Apparatus. A test apparatus was constructed at the University of Missouri at Rolla (UMR) for the dynamic corrosion of refractory materials in molten glass. This dynamic test is an alternative to the ASTM C621 static corrosion test. The equipment is designed to provide test temperatures from 1300 to 1600 °C, simultaneous multiple samples, separate glass sources, and variable velocity. A 0 to 90 rpm DC gear motor with a variable speed control provides precise velocity adjustments. A reticulated foam baffle between the elements and the test chamber provides uniform heat and lengthens the life of the heating elements. Standard testing parameters used for screening materials is rotation at 1400 °C for 48 h. Rotation speed is usually 10 rpm for a 1.2 cm (1/2”) diameter specimen that results in a surface velocity of 40 cm/min (15.7 in/min). To accurately report the corrosion, volumetric refractory loss is determined using image analysis (Fig. 1) Figure 1. Refractory Loss Evaluation Anais do 44º Congresso Brasileiro de Cerâmica 23804 31 de maio a 4 de junho de 2000 - São Pedro – S.P. Oxy-Fuel Simulation Furnace. The Refractories Satellite of the Center for Glass Research (CGR) has completed construction of an oxy-fuel simulator furnace at the University of Missouri-Rolla. The furnace has been designed to reproduce the environment of a working commercial glass furnace. The facility has a BOC Gases liquid oxygen tank supply (3,000 gallon vertical storage) that can support running the furnace continuously for up to 2-4 weeks. The main objective is to study the corrosion behavior of refractories under simulated industrial conditions. The furnace can function as a pilot-scale furnace that can melt over 100 kg/day, depending on the experiments planned (13,14). The work comprises also analysis of the gases in the combustion chamber obtained by sampling the gases with a special probe. A commercial stainless steel watercooled probe produces gas sampling and the temperature of the gases at the location of sampling. Gases are condensed for chemical analysis of NaOH and H2O. Hydrocarbon chemistry is frequently monitored using a UMR adapted chromatograph system. The sampling is conducted when the combustion space chemistry reaches stabilization (OFS in steady state). The experimental results will be fitted to volatilization and thermodynamic models for equilibrium species. Optical Microscopy Assisted with Cathodoluminescence. Besides the usual evaluation techniques such as chemical analysis, optical and scanning electron microscopy (SEM) with microprobe analysis, and X-ray diffraction (XRD), cathodoluminescence microscopy (CLM) is featured in this work. In general, the applications of CLM to refractories include the study of phase identification, distribution, and quantification; follow-up of refractory corrosion by slags and glasses; sintering effects upon thermal treatment; and glass defects (stones) and crystallization (15). CLM can be used in conjunction with reflected-light (RL) and transmitted-light (TrL) methods to rapidly identify phases, such as stones in glasses (16). The technique uses an electron gun that interacts with the specimen surface. As a result, original refractory minerals and alteration phases produce CL characteristic colors. Refractories usually leave a “characteristic fingerprint” Anais do 44º Congresso Brasileiro de Cerâmica 23805 31 de maio a 4 de junho de 2000 - São Pedro – S.P. or pattern related to their crystal habit in the stones they produce. Table I lists some main crystalline phases found in glass plant refractories. Table I. Refractory Phases identified according to CLM Phase CL property and habit Baddeleyite Dendritic Corundum Red CL Zircon Sand shape grains, light blue to violet CL Beta-alumina Lath-like and bladed crystals, green CL Alpha-alumina Red to violet CL Chromite Non-CL phase Na-Ca-aluminosilicate Non-CL phase glass Magnesium lime silicate Needle-like crystals, blue CL Ca-silicate phase Light blue Cristobalite Dark blue CL (“fish-scale” in reflected light, Fig. 2) Tridymite Intense dark blue Figure 2. Reflected light microscopy of silica crown brick. Anais do 44º Congresso Brasileiro de Cerâmica 23806 31 de maio a 4 de junho de 2000 - São Pedro – S.P. Measurement of Thermomechanical Properties. The most widely used parameter to characterize the fracture strength of Refractories, especially at high temperatures, is the Modulus of Rupture (MOR) in three-point bending. This test has been standardized for many segments of the ceramic industry and it is relatively easy to perform (17). One example of application has been the study of the mechanical behavior as a function of temperature of magnesia based refractories, by evaluating MOR and the static Young’s modulus in three-point bending and fracture strength by diametrical compression of discs. The measurement of Modulus of Elasticity and of creep behavior has been conducted at UMR and at the Oak Ridge National Laboratory (4). UMR can currently measure creep up to 1700 °C at loads corresponding to a maximum of 35.51 KPa (50 psi). Atmospheres, typically inert gases, or gases not corrosive to oxide specimens can be introduced. The creep facility at ORNL has been used in several projects involving creep of glass plant Refractories. It requires a relatively small specimen and can measure creep parameters and steady state creep to a temperature of 1450 °C. The large load frame permits stresses in excess of 1.42 MPa (2000 psi). Strain measurement sensitivity is extremely high, 1x10-6 cm/cm so that the ORNL equipment can be used for MOE as well. EXAMPLES OF CHARACTERIZATION Characterization of Inclusions. Polished-thin sections are systematically studied by reflected light/cathodoluminescence (RL/CL) microscopy and the composition of phases in inclusions is determined by SEM-EDS if needed. Figure 3 shows the microstructure of an inclusion taken with SEM. The inclusion consists of needle-like -alumina crystals in a matrix of leucite. -alumina crystals (corundum) exhibit characteristic red (and also violet red) CL color. Leucite is identified by an intense blue CL color and a dentritic structure. Using CL, it can also be noted that the inclusion contains another red CL phase. This Anais do 44º Congresso Brasileiro de Cerâmica 23807 31 de maio a 4 de junho de 2000 - São Pedro – S.P. phase is identified to be gahnite displaying euhedral crystals and exhibiting dark and intense red CL (different from CL color of alumina). The source of this inclusion is probably high alumina refractories. Figure 3. SEM-BSE image of inclusion showing needle-like -alumina (corundum), gahnite, ZnAl2O4, (white crystals) and leucite. Characterization of Refractories. This work usually involves either the characterization of brand new refractories and/or the post mortem analysis of refractories. refractories Common examples of analysis are corrosion study of silica (i.e., 18), alumina, aluminosilicate and AZS refractories (i.e., 19) for glass tank melters. For instance, two brands of AZS refractories were characterized, which do not differ much in surface porosity, however with different pore size and shape. The refractories were characterized for stone potential in TV glasses and Anais do 44º Congresso Brasileiro de Cerâmica 23808 31 de maio a 4 de junho de 2000 - São Pedro – S.P. microstructure details. Such analysis allows to indicate, almost always, whether the origin of inclusions is located at the raw materials or at the refractories. One refractory (K) had mostly larger needle-shape pores size, around 30-230 µm. The second refractory (P) had mostly irregular small pore size, <5µm, and about one third larger pores size 10-25µm. Both refractories had almost identical mineralogical characteristics. Table II shows the quantified mineralogy results under the optical microscope (digital analysis) for both refractories. Table II. Estimated composition of two AZS refractory samples. Polished Depth (cm) Zirconia (%) Alumina (%) Section KS-1 0 22.12 42.26 Glass (%) 35.52 K-2 3.5 25.51 42.16 32.33 PS-1 0 23.63 44.73 31.63 P-2 3.5 20.21 52.78 27.00 The SEM-EDS analysis corroborates the pore morphology described above, and shows the phase distribution and texture of the specimens (glassy phase, alumina needles, and pore size and distribution). A summary of the glassy phase composition is shown in Table III. Table III. EDS Analysis of Glass Phase in Refractory Surface Element KS-1 Glass Phase (wt%) PS-1 Glass Phase (wt%) Na2O 2.42 4.94 Al2O3 19.96 24.23 SiO2 76.41 69.41 P2O5 1.21 0.30 ZrO2 0.00 0.54 CaO 0.00 0.17 TiO2 0.00 0.42 Total 100.00 100.00 Anais do 44º Congresso Brasileiro de Cerâmica 23809 31 de maio a 4 de junho de 2000 - São Pedro – S.P. CONCLUSIONS Refractories performance affects the economics of industrial glass manufacture in two ways: by entering into the production cost and by affecting the quality of the glass through the introduction of defects. Refractories research at UMR has focused on thermochemistry, phase equilibria, corrosion, creep, thermal shock, mechanical properties and the constitution and texture of unused and used refractories. The current work provides a foundation for developing corrosion test techniques and ultimately establishing simulative tests for highest wear areas. The study is currently divided into three sections: post mortem refractory characterization, initial testing using current techniques, and representative test development. Simulation of the conditions present in a glass melter is essential for conducting crown corrosion experiments. Temperature, gas phase chemistry, and flow must be reproduced if a small-scale simulation is expected to reflect industrial conditions. REFERENCES 1. M. Velez, J Smith, R. E. Moore, “Refractory Degradation in Glass Tank Melters. A Survey of Testing methods,” Ceramica (Brazil) 43[283-284] 180184 (1997). 2. C. J. Windle, V. K. Bentley, “Rebonded Magnesia-Alumina Spinel Products for Oxy-Fuel and Alkali Saturated Atmospheres,” pp. 219-225, in Proc. UNITECR’99. 3. ASTM C-416, Standard Classification of Silica Refractory Brick, Vol. 15.01 4. A. Wereszczak, M. Karakus, K. C. Liu, B. A. Pint, R. E. Moore, T. P. Kirkland, “Compressive Creep Performance and High Temperature Dimensional Stability of Conventional Silica Refractories,” Technical Report ORNL/TM13757, March 1999. 5. A. J. Faber, O. S. Verheijen, “Refractory Corrosion under Oxy-Fuel Firing Conditions,” Ceram. Eng. Sci. Proc., 18[1], 109-119 (1997). 6. L.H. Kotacska, T. J. Cooper, “Testing of Superstructure Refractories in a GasOxy Atmosphere Against High-Alkali Glasses,” Ceram. Eng. Sci. Proc., 18[1], 136-145 (1997). Anais do 44º Congresso Brasileiro de Cerâmica 23811 31 de maio a 4 de junho de 2000 - São Pedro – S.P. 7. A. Gupta, S. M. Winder, "Ongoing Investigation of Oxy-fuel Firing Impact on Corrosion of Nonglass Contact Refractories," Ceram. Eng. Sci. Proc., 17[2], 112-120 (1996). 8. G. Duvierre, A. Zanoli, Y. Boussant-Roux, M. Nelson, “Selection of Optimum Refractories for the Superstructure of Oxy-Fuel Glass Melting Furnaces,” Ceram. Eng. Sci. Proc., 18[1], 146-164 (1997). 9. D. Shamp, "In situ Testing of Superstructure Refractories," Amer. Ceram. Soc. Bull., 76[3] 64-67 (1997). 10. C. A. Paskocimas, E. R. Leite, E. Longo, W. Kobayashi, M. Zorrozua, J. A. Varela, “Determination of Corrosion Factors in Glass Furnaces,” pp. 89-98 in Proc. 58th Conference on Glass Problems, The American Ceramic Society, 1997. 11. K. E. Spear, M. D. Allendorf, “Mechanisms of Silica Refractory Corrosion in Glass Melting Furnaces: Equilibrium Reactions,” to be published in Proc. of the 192nd ECS Joint Meeting, 2000. 12. M. Dunkl, “Corrosion Tests: A Very Important Investigation Method for the Selection of Refractories for Glass Tanks,” Glastechn. Ber., 67[12] 325334 (1994). 13. http://www.umr.edu/~lcarroll/cgra.html 14. C. Carmody, M. Velez, L. Carroll, W. D. Headrick, R. E. Moore, “Refractory Corrosion in Oxy-Fuel Systems,” Ceram. Ind., 149[13] 61-63 (1999). 15. M. Karakus, R. E. Moore, “Post-Mortem Study of Glass Melting Furnace Refractories,” pp. 179-191, in Corrosion of materials by Molten Glass, The American Ceramic Society, Westerville, Ohio, 1996. 16. M. Velez, M. Karakus, R. E. Moore, “Identifying Stones Using Cathodoluminescence Microscopy,” Ceram. Industry, pp. GMT 7-10, Sept. 1998. 17. C. Baudin, W. D. Headrick, R. E. Moore, “Young’s Modulus and Fracture Stress Testing of Magnesia-Graphite Refractories at High Temperature,” pp. 413-415, in Proc. UNITECR’99. 18. A. Wereszczak, H. Wang, M. Karakus, W. Curtis, V. Aume, D. Verdow, ”Postmortem Analyses of Salvaged Conventional Silica Bricks from Glass Production Furnaces,” to be published in Glass Technology, 2000. 19. M. Karakus, R. E. Moore, “Seeking Solutions to Glass Defects from Refractory Corrosion, the Glass Researcher, 7[2] 13-14; 17 (1998).