Downloads_files/Stainless Steel Stencil Laser Perfomance
advertisement

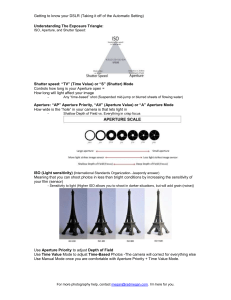
Stainless Steel Stencil Laser Performance Information Sparks Laser Services (SLS) have invested in three of the highest specification laser machines available today. We believe that this enables us to consistently produce stencils and laser cut components to the highest quality levels and tightest tolerances possible. Detailed below is the technical data for the machines that we use, our internal quality criteria on stencil parameters and the areas of potential advantage over alternative stencil technologies. Technical Data Cutting Performance Up to 8000 aps/hr in standard mode Up to 15000 aps /hr for BGA’s with ‘turbo-cut’ engaged Material Thickness Up to 600m Axial Precision (X/Y axis) +/- 3m on full working area Right angle precision Less than 2 angular seconds Repeatability +/- 1m Quality Control and Stencil Characteristics Aperture Sizes (typical) Better than +/- 0.00025” Aperture Taper (typical) 0.0004 – 0.0006” dependant upon material thickness Pre-Production test cuts are taken and checked from each machine on a daily basis. ‘Scancheck’ System. SLS are in the unique position of being able to offer additional quality control on 100% of the stencils manufactured through our Scancheck system. This 12000dpi resolution scanner compares the stencils directly against the gerber data and will identify any error on : Aperture presence Positional accuracy Aperture size Aperture shape Each stencil will also have sample apertures measured from the PCB (non-squeegee) side of the stencil using high magnification microscopes. Comparison With Alternative Premium Stencil Technologies Production Speed: Historically one of the key advantages nickel electroformed stencils had, was the ease of accommodating very high aperture counts when compared with the laser cutting option. The time taken for early laser machines to produce high aperture count stencils could be a problem for production scheduling. This was particularly emphasised for BGA work where machines could not easily cope with the requirements to produce perfect rounds whilst still achieving acceptable production speeds. The latest generation of laser cutting equipment armed with high speed linear drives and increased laser lamp pulse rate (up to 5Khz) now mean that any image can be produced quickly while still enabling us to cut perfectly shaped apertures. Material Thickness: One of the inherent characteristics of the electroforming process is that it produces considerable variations in material thickness that are obviously not present on stainless steel stencils. Variations of 20m would not be uncommon within an electroformed stencil with the thickness in any particular region being determined by the image density. Positional Accuracy: The latest generation of laser machines cut directly from the co-ordinates within the gerber data and as such are extremely accurate. Other technologies rely upon the vagaries of photo mech operations to produce filmwork photo-tooling. The accuracy of this photo-tooling is dependant upon the photo plotter used and is also subject to change through environmental factors such as humidity and temperature. Further down the production cycle the Electroform process also requires the careful balance of chemicals within the plating bath to control the growth / shrinkage of the finished product. Aperture Taper: The amount of aperture taper for stencils produced from any technology will be largely dependant upon the material thickness but the shape and consistency of the taper is superior with laser cut stencils as there is no photo resist exposure stage. However both chemically etched and Electroformed products rely upon the exposure of photo resist material from a central light source. This results in a taper that becomes more biased as the apertures progress away from the centre of the exposed image. Aperture Wall Quality: Nickel stencils have always been promoted on the strength of the paste release qualities due to the smooth aperture walls achieved through the plating process. However this has now been largely negated due to the increase of the lamp frequency from the original 1KHz standard. These are now adjustable up to 5 KHz and also produce excellent quality aperture walls.