Nanoscale Electrode Development for Fundamental Studies

Nanoscale Electrode Development for Fundamental Studies of Mixed
Ionic and Electronic Conductors as High Temperature Fuel Cell
Components
Bryan Comis
Princeton University
Chemical Engineering
Class of 2007
Mentor: Professor Daniel Mumm
University of California, Irvine
Department of Chemical Engineering and Material Science
National Fuel Cell Research Center
Funded in part by the National Science Foundation & The University of California, Irvine
1
Abstract:
The goal of this project is to better understand what micro-structural features influence the reduction of oxygen as well as the transportation of oxygen ions through the cathode/electrolyte bilayer in solid oxide fuel cells. Past studies have used averages of specific micro-structural features such as cracks over an entire sample in an attempt to extract meaningful structure-property relationships. This study, however, takes the unique approach of synthesizing a regular, repeating cathode structure. In doing so, accurate measurements of variables such as triple phase area as well as bulk contact between the cathode and the electrolyte will be possible.
Specific processes such as the glycine-nitrate process (GNP), anodization of aluminum, and pulse-laser deposition will be utilized in the synthesis of this well defined cathode. This project is not an attempt to discover a new way to synthesize cathodes for mass production purposes. The inherent complexity and high cost of creating such well ordered cathodes makes the commercialization of such a process impractical. Rather, this project is solely intended to gain a better understanding of the way in which micro-structural properties in the cathode/electrolyte interface correlate with the electrical and ionic conductivities of that bilayer.
Key Terms:
Solid Oxide Fuel Cells (SOFC), Ionic/Electrical Conductivity, Triple-phase boundary, Glycine
Nitrate Process (GNP), Anodization
2
Introduction:
The global demand for energy is on the rise, and as a result, the market is increasingly demanding sources of energy that are reliable, cost-effective, and environmentally friendly.
Fossil-fuel based energy sources have and continue to dominate the world’s overall energy landscape, but the harmful environmental effects and volatile cost of this energy source has put the pressure on researchers to develop and implement new technologies and alternative energy sources to meet the demands of the future global market. As a result of this new push, the term
“fuel cell” has become something of a buzz-word, with good reason. The basic premise behind any fuel cell is the direct conversion of a fuel to usable electricity. This method of energy synthesis has advantages over the more common combustion reaction in terms of efficiency possibilities as well as environmental friendliness (Mumm and Lu 2).
One type of fuel cell in particular, solid oxide fuel cells, represent an especially promising form of energy synthesis. Solid oxide fuel cells (SOFCs) are composed of an anode, cathode, electrolyte, and interconnect, all of which are solid, as shown in fig. 1. This type of fuel cell operates via two half reactions. The cathode acts as an electrode that reduces oxygen gas into its ions, according to the following half reaction: O
2
+ 4e
2O
2-
. The negatively charged oxygen ions then travel through the electrolyte to the anode, where a reduction reaction occurs with the fuel gas. In the case that hydrogen gas is the fuel, the half reaction would be the following: 2H
2
4e + 4H + .
The resulting overall reaction is:
Fig. 1: (Mumm and Lu 3) – a schematic of a fuel cell stack.
3
2H
2
+ O
2
2H
2
O (Mumm and Lu 3). A schematic of these half reactions is shown in fig. 2. While different ions and electrons move throughout the fuel cell, the cell itself has no mechanically moving parts, which adds to its reliability.
Fig. 2: (Mumm and Lu 4) – each layer in a fuel cell consists of an anode, cathode, electrolyte, and an interconnect.
Solid oxide fuel cells operate at high temperatures and are capable of producing large amounts of electricity. The high operating temperature of solid oxide fuel cells makes them ideal for a hybrid setup, in which the fuel cell not only directly converts electrochemical potential to electricity, but is also used as a heat source to run a standard electricity producing turbine. Applications of solid oxide fuel cells would most likely involve acting as a power source for a large building or a group of smaller buildings. Buildings requiring a reliable source of electricity, such as hospitals, could use a solid oxide fuel cell to secure a source of electricity even when the public electric grid goes out.
Furthermore, these fuel cells would help to minimize the amount of energy lost in power lines by enabling rural areas to be close to the source of power. Finally, these fuel cells are quiet and, if hydrogen gas is used as the fuel, are zero emission power producers, making them environmentally friendly. Solid oxide fuel cells have great potential in terms of becoming a significant part of the energy landscape, but there is still work to be done to better understand how these fuel cells operate so that they can be made better and cheaper.
While operational solid oxide fuel cells do exist, there is plenty of room left for improvement. One important area of research involves maximizing both the electrical and ionic conductivities of the fuel cell components. Electrical conductivity describes a material’s ability
4
to conduct an electric current through the material while ionic conductivity refers to a material’s ability to conduct ions through the material. By maximizing the electrical and ionic conductivities of the materials in fuel cells, they can be made to operate more efficiently.
One part of the solid oxide fuel cell that has yet to be fully understood is the interface between the electrodes and the electrolyte. For instance, at the cathode, oxygen can only be reduced when the cathode material, the electrolyte, and the oxygen gas are all in contact at the same time. This area is known as the “triple-phase boundary,” and the relation between the microstructure of this interface and its corresponding physical characteristics remains quite unclear. My goal in this research project is to gain some understanding as to the best way to engineer this interface in an attempt to maximize the rate of reaction along with ionic and electrical conductivity. In doing so, I hope to be improve the overall efficiency and reliability of solid oxide fuel cells.
In order to better understand the electrode-electrolyte interface, I plan on engineering a cathode with a very regular, controllable structure. I have worked to create a cathode consisting of an array of “nano-posts.” By doing this, I will be able to control the area of triple-phase boundary that exists, and by varying this variable, I will be able to optimize the ratio of this area to total area.
Methods and Materials - Synthesis of Electrode Material:
The first step of my research was to synthesize the ceramic materials that would ultimately constitute the cathode that I would test. The ultimate goal of this research is to evaluate different types of cathode conditions, including material makeup, to determine what parameters optimize the efficiency of a fuel cell. The two materials that I chose to produce first were lanthanum strontium manganese oxide (LSM) and lanthanum strontium cobalt iron oxide
5
(LSCF). The specific compositions that I chose to produce were La
0.5
Sr
0.5
MnO
3-δ
and
La
0.6
Sr
0.4
Co
0.2
Fe
0.8
O
3-δ
. Fortunately, these ceramic materials can be synthesized in a very robust and repeatable manner, thanks to the glycine-nitrate process. All of the metals that constitute the ceramic materials that I synthesized can be readily acquired in the form of a metal nitrate. These metal nitrates are salts, such as lanthanum nitrate, and can be readily dissolved into solution. This fact makes it very easy to accurately control the stoichiometric ratio of one metal to another. The glycine-nitrate process involves dissolving metal nitrates and glycine, a low molecular weight amino acid, in deionized water. The solution is then heated in a beaker to boil off of the water until a viscous liquid forms. This viscous liquid eventually self-ignites in a spontaneous and selfsustaining reaction. The resulting ash is the desired oxide product (Chick et al 7). Based on the stoichiometric ratios of one metal ion to another in each of the ceramics, I massed out a corresponding number of moles of salt, and dissolved the salts in deionized water. I then added glycine in a ratio of .5 moles glycine to each mole of nitrate. The glycine’s effect in the reaction is twofold; it stabilizes the metal cations by complexing with them in solution, preventing them from precipitating out before the combustion takes place, and it acts as fuel for the reaction by reacting with the nitrate ions (Chick et al 7). I then placed approximately 40mL of solution into a large beaker and strongly heated it on a hot plate under a fume hood. The reaction typically occurred within ten to fifteen minutes, and was considered finished when the flames from the combustion reaction ceased. The glycine-nitrate process is a very robust process due to the fact that it only produces one phase of the desired ceramic product. That is, the desired stoichiometric ratio in the oxide product is very consistent throughout the entire sample. Following the combustion reaction, the powders must be calcined in order to burn out the organics that may
6
still be contaminating the ceramic powder. This was done by heating the resulting ash to 825°C for two and a half hours.
Results – Synthesis of Electrode Material
Following the calcining process, an x-ray diffraction pattern may be taken of the sample to ensure that it is consistent with the desired oxide. Figures (3) and (4) show the x-ray diffraction patterns of LSM and LSCF, respectively. The sharpness of the peaks in these diffraction patterns hints that the stoichiometric ratio of one metal ion to another in the oxide product is consistent throughout the sample. In order to further ensure that I produced the correct ceramic material, I checked my data against that of a colleague who had already synthesized the same material. In both
Fig. 3 – My LSM sample is compared with a collaborator’s to ensure that the right oxide was produced. cases, the synthesis of my ceramic material was a near identical match to that of my colleague, and so I am comfortable with stating that my ceramic is in fact the desired oxide product. In my LSM diffraction pattern, however, I did have a small secondary peak around 34 degrees on the 2-theta axis. In order to find the origin of this second peak, I repeated the synthesis of the ceramic and thoroughly checked each step to ensure that no contaminants were introduced.
Nevertheless, the secondary peak still remained.
Fig. 4 – My LSCF sample is compared with a collaborator’s to ensure that the right oxide was produced.
7
However, since the rest of the peaks are very sharp and match very well with those of my colleague, I remain confident that the ceramic that I produced represents a very pure form of
LSM with the specific stoichiometric ratios afore mentioned.
Methods and Materials – Template Synthesis
After synthesizing the material that will constitute the electrode, it became necessary to devise a plan to engineer its structure. My goal was to create an electrode that consisted of an array of “nano-posts” that would be in contact with the electrolyte. By precisely controlling the diameter of these “nano-posts,” I will be able to control the amount of triple-phase boundary per unit area at the electrode-electrolyte interface. With this capability, it will be possible to better understand the half reaction that occurs at this bilayer, and with this knowledge, inefficiencies at this interface can me mitigated.
The technique that I have chosen to produce this array of “nano-posts” involves using anodized alumina as a template to shape the electrode. Aluminum foil, when anodized, results in a self-ordered array of pores with a specific diameter. The resulting porous alumina is a hexagonal array with high density (10 8 – 10 11 pores per square centimeter), adjustable diameters
(5-250nm), and wide range of depths from just a few nanometers to hundreds of micrometers
(Yan et al 83). The advantage of using this technique is that the pore diameter and inter-pore distance depends on parameters such as the type and strength of the acid that is used as the electrolyte, anodization voltage, temperature, and substrate characteristics (Kanakala et al J1).
This fact makes anodized alumina especially attractive since, by simply varying some parameters, pores, and eventually posts, of different diameters and inter-pore distances can be fabricated.
8
The first step in fabricating porous alumina arrays involves taking very pure aluminum
(99.9995% pure) and mechanically polishing it. It is also suggested that the aluminum be annealed before the commencement of polishing. In order for a highly ordered system of pores to grow during anodization, the surface of the aluminum foil must be free of all defects, so the polishing stage of this process is very important. In order to polish the pieces of aluminum, small pieces of aluminum (approximately .8mm x 2cm) were cut out and then attached to a holding block. The aluminum was mounted on a glass slide to ensure that a very flat surface was used, and then the glass slide was mounted onto a metal block so that it would be easier to handle.
Crystalbond makes for an ideal adhesive since it allows for the aluminum to be easily removed from the slide my simply sonicating it in acetone. Standard polishing techniques were used to polish the aluminum samples. The following order of grit sizes were used, with a rotation of 90° between each change in grit size; 240 grit, then 400 grit, then 600 grit, then 800 grit, then 1200 grit, and finally 2400 grit. Water was used as the lubricant. After this stage, it is necessary to use diamond suspensions to polish the aluminum further. Diamond suspensions with particle sizes of
6µm, 1µm, and .1µm were used to polish, respectively. Finally, alumina particles of 50nm, or
.05µm, were used to fine polish the aluminum samples. This was the last step of mechanically polishing. To complete the polishing of the aluminum samples, however, they must be electropolished.
Electropolishing involves setting up an electrochemical cell to reduce aluminum ions off of the aluminum samples. This process preferentially takes out ridges in aluminum samples, making them very smooth. A picture of the cell that I constructed is shown in fig. (5). Copper was used for all of the electrical connections, and while one electrode is the aluminum samples, the other is a non-reactive but conductive carbon rode. The electrolyte that is used for
9
electropolishing aluminum is a 25:75 volume mixture of concentrated perchloric acid (HClO
4
) and ethanol
(C
2
H
5
OH) (Li et al 6023). The concentration of perchloric acid that we used was 70 weight percent. By applying a voltage of 5V across the cell for 3 minutes, with the positive electrode being attached to the carbon rod and the negative electrode being attached to the clips holding the aluminum samples, the aluminum sample was sufficiently polished. The surface of the highly pure aluminum was ready for anodization.
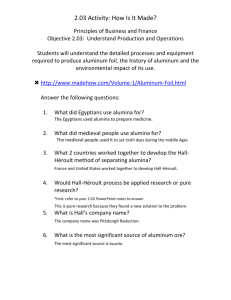
The anodization cell is a chemical cell that
Fig. 5 – The aluminum samples were attached to the alligator clips and acted as the cathode while the carbon rod acted as the anode. is set up opposite to that of the electropolishing cell. In order for anodization to take place, the aluminum samples must act as the anode and the carbon rod must act as the cathode. This is accomplished by switching the direction of the potential applied to the electrochemical cell.
However, the parameters of the anodization cell must be very carefully controlled in order to ensure that a highly ordered template is formed. One parameter that must be carefully controlled is the type and strength of acid that will constitute the electrolyte. A plethora of acids and corresponding strengths can be used, but we decided to use .3M oxalic acid since it was mentioned in the literature repeatedly as a good electrolyte. A second parameter that must be controlled is the temperature of the electrolyte. Most anodization systems must be maintained at a temperature well below room temperature. We set our electrolyte to a temperature of 1°C. In order to maintain a low temperature like this, we designed a thermally insulated cell and installed a cold finger that could act to cool the electrolyte. Furthermore, to prevent heat buildup at the
10
aluminum/electrolyte interface, the electrolyte had to be stirred vigorously (Kanakala et al J1).
Another parameter that had to be specified was the potential that would be set across the system. By changing the potential used, the pore distance varied.
This relationship was shown to be linear by Li et al
(6024). In other words, as voltage increases, interpore distance does as well. Furthermore, as a general rule of thumb, the diameter of the pores can be estimated to be approximately 30% of the inter-pore distance (Hennesthal 2). With all of these factors in mind, we settled on using a potential of 40V. Finally, the last parameter to set was deciding on how long to run the anodization for. It has been shown that the time of anodization is directly related to the thickness of the alumina layer (Yan et al 85). With this in mind we settled on running the anodization for 2hrs. Fig. (6)
Fig. 6 – The anodization cell is surrounded by insulation in order to maintain a low temperature. The front flap of insulation folds up while the anodization is running to provide even more insulation. shows a picture of the setup used to anodize the polished pieces of aluminum. The accurate temperature and voltage controls were essential to creating pores that are consistent.
After running the anodization cell a few times, we thought that it may be beneficial to do a short anodization, then etch away the alumina layer, and begin again. This “jump-start” helps to make the porous alumina template much more ordered. In order to add this step, we ran a short anodization for approximately 45min. We then soaked the samples in a solution of 6wt%
11
phosphoric acid and 1.8wt% chromic acid to remove the alumina for approximately 2 hrs. We then ran the anodization again, as was done before, for 2hrs.
The final step in creating the alumina template involves controlled chemical etching.
Phosphoric acid is known to chemically etch away aluminum oxide. Therefore, if the ordered alumina template is exposed to a fairly dilute solution of phosphoric acid, the result is a phenomenon known as “pore widening.” This process if fairly well understood, and for our purposes we adhered to the parameters set forth by Li et al . After the anodization was complete, we exposed the templates to 5wt% phosphoric acid at 35°C for 30min (6024). By using a fairly low concentration of phosphoric acid and a low temperature, the etching process is extremely time dependent, and hence controllable. After the chemical etching process is complete, the alumina templates are complete and ready to be used.
Results – Template Synthesis
Unfortunately, due to time constraints, I was unable to vary too many parameters or try slightly different techniques to see what worked best. However, I was able to synthesize porous alumina templates by using the parameters stated in the “methods and materials” section above. It seems that by using my set of parameters, I was able to control the size of the pores fairly well, but they weren’t as well
Fig. 7 – Porous alumina created with consistent pore size, but inconsistent organization ordered as I would have liked to see. Figure (7) shows an up close shot of the pores created.
While all of the pores seem to hover right around 50nm in diameter, the hexagonal arrangement
12
of pores can only be seen in a couple of places. Figure
(8) shows a view that is zoomed further out. This perspective shows that the pores are indeed very well defined. Furthermore, the ordering of the pores seems to be more regular from this expanded viewpoint. I also believe that these scanning electron micrographs show that the chemical etching process was very successful. All of the pores seem to be well defined and open significantly. This attempt to create a
Fig. 8 – Well defined pores can be seen over a very large area highly ordered porous alumina layer met with some success, but in order to make accurate measurements of the performance of the electrode-electrolyte interface in a fuel cell, templates with much more regular structures must be fabricated.
Discussion:
I strongly believe that the research that I have started has a great potential. By relating how the basic structure of the electrode-electrolyte interface effects the properties of that interface, we are opening the door to new structures that can increase the reliability, efficiency, and durability of future fuel cells. The research that I have done this summer has barely scratched the surface of the idea of engineering the electrode-electrolyte interface to suit our needs. Other avenues of exploration include nano-indentation of the aluminum prior to anodization, pulse-laser depositing the ceramic material into the porous aluminum, and taking impedance measurements of this engineered interface.
One especially intriguing technique of creating perfectly ordered alumina templates involves intentionally adding defects to the polished aluminum samples to give the pores a place
13
to start forming. Choi et al were able to create a master stamp consisting of silicon nitride pyramids that they used to press against a piece of polished aluminum. As a result, after the anodization, all of the pores that formed came out of a spot where there was an indentation (36). Figure (9) shows the silicon nitride (Si
3
N
4
) pyramids that were formed by advanced silicon technology. These pyramids are approximately 260nm tall and the lattice constant is
500nm (Choi et al 36). These pyramids were pressed onto a piece of polished aluminum, which was subsequently anodized, and the result is shown in figure
Fig. 9 – Silicon nitride pyramids with a height of 260nm and a lattice constant of
500nm (Coi et al 36)
(10). These pores are perfectly spaced and the pore diameters are incredibly consistent. This type of pore arrangement and consistency is what is needed to grow
“nano-posts” of electrode material. I also believe that a similar type of nano-indentation can be accomplished by using an AFM, or atomic force microscope. The tip of the AFM can be set to indent a piece of aluminum in
Fig. 10 – Perfect porous alumina that was formed by anodizing a piece of aluminum after it was pressed by the
“master stamp.” a very regular manner. Simply input the required depth of the indentation as well as where to put the array of indents, and the AFM would be able to accomplish the same task as this “master stamp.” I think that both of these methods would be worth pursuing in an attempt to create a highly ordered porous alumina layer.
14
Even after a perfect porous alumina layer is formed, there is still plenty of work to be done. Attaching the alumina template to an electrolyte is no trivial task. The alumina layer is very fragile on its own without the aluminum backing, and it can not be handled easily at all.
Also, while I do believe that pulse-laser deposition does have the capability of depositing the ceramic material into the pores of the alumina layer, some additional step may be needed to ensure that the ceramic material solidifies in the form of “nano-posts.” Finally, there is the issue of electroding all of the posts together, and finally running tests across the electrode-electrolyte interface. None of this work is trivial, but the possibilities make the effort worth it.
I believe that I have made significant strides in advancing the synthesis of an electrode with “nano-posts.” I have demonstrated the glycine-nitrate processes ability to synthesize high quality ceramics, and I have constructed a setup which gives the Mumm research group the ability to anodize aluminum in an attempt to make ordered porous alumina templates.
Furthermore, I have collected data and run anodiation experiments to find out what types of conditions will work, and I have discovered some conditions that won’t work. Nevertheless, my work this summer has advanced the Mumm’s group cumulative goal to better understand how the microstructure of fuel cell components relates to their physical properties.
Acknowledgements:
This has been my first time being involved in a serious research project, and I have learned and grown from the experience. I would like to thank the National Science Foundation for funding the IM-SURE program and making this experience possible. I would also like to thank Said Shokair, and the rest of the UROP staff at UCI for dedicating so much time and effort to ensuring that the program is a success. Finally, I’d like to thank Professor Mumm and the rest
15
of the Mumm research group for welcoming me into their group and providing me with guidance in and out of the laboratory.
16
Works Cited Page
Chick, L., Pederson, L., Maupin, G., Bates, J., Thomas, L. and Exarhos, G. “Glycine-nitrate combustion synthesis of oxide ceramic powders.” Materials Letters 10.1,2 (1990): 6-12.
Choi, J., Wehrspohn, R., Kornelius, N. and Reiche, M. “Fabrication of Porous Alumina Using
Advanced Nanoimprint Lithography.” Max Planck Institute of Microstructure Physics-
Annual Reports (2003): 36-37.
Hennesthal, C. “Anodization of Aluminum: New applications for a common technology.” JPK
Instruments – Application and Technical Reports (2003).
Jessensky, O., Müller, F. and Gösele, U. “Self-organized formation of hexagonal pore arrays in anodic alumina.” Applied Physics Letters 72.10 (1998): 1173-1175.
Kanakala, R., Singaraju, P., Venkat, R. and Das B. “Modeling of Porous Alumina Template
Formation under Constant Current Conditions.” Journal of the Electrochemical Society
152.1 (2005): J1-J5.
Li, A., Müller, F., Birner, A., Nielsch, K. and Gösele, U. “Hexagonal pore arrays with a 50-420 nm interpore distance formed by self-organization in anodic alumina.” Journal of
Applied Physics 84.11 (1998): 6023-6026.
Mumm, D. and Lu, G. “”Tailored Nanostructures for Characterizing Atomic and Electronic
Structure of SOFC Cathode Materials and Surfaces.” Funding Proposal (2005).
Yan, J., Rao G., Atanassov, P. and López, G. “Anodization Patterned on Aluminum Surfaces.”
Dekker Encyclopedia of Nanoscience and Nanotechnology 10.1081 (2004): 83-88.
17