Mathematical modelling of surface roughness im milling process
advertisement

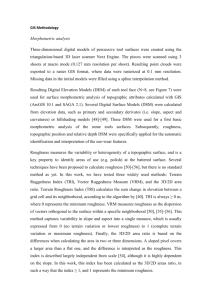
MATHEMATICAL MODELLING OF SURFACE ROUGHNESS IN MILLING PROCESS Dražen Bajić Alen Belaić Prof. dr. sc. D. Bajić, University of Split, FESB, R. Boškovića bb, 21000 Split A. Belaić, University of Split, FESB, R. Boškovića bb, 21000 Split Key words: up milling process, surface roughness, cutting parameters, mathematical modelling ABSTRACT The roughness of technical surfaces presents one of the most important criterions relating to the choice of machining process and cutting parameters in project processing. The following article will therefore focus on researching results of the roughness of treated surface depending on the cutting parameters characterized to the up milling process. In order to find the most suitable empiric model to describe the depending character of the roughness of treated surface the following elements have been taken into consideration: cutting speed, the depth of cut and a feedrate. The experiment with the material 2011(AlCuPbBi) has been conducted and the central composite design of the second degree has been applied. Given results determined by regression analysis led to the empiric equation that is used for the purpose of the calculation of the average arithmetic roughness. 1. INTRODUCTION Production of technical surfaces of the machine components is realized either by the method of chips forming machining or the one without metal removal. During the machining and the usage of machine parts the given surfaces are exposed to the effect of the various kinds of burdening. The most important ones are mechanical and chemical burdening that result with dilapidation of parts and corrosion. Microscopically observed, technical surfaces are not geometrical level surfaces with the ideal smoothness but rather rough level surfaces characterized by series of uneven spots of different forms and disposition. The dimension of the surface roughness can affect the following elements: the decrease of dynamic endurance, intensified friction and dilapidation of the tribo-burdened surfaces, D. Bajić, A. Belaić 2 Mathematical modelling of surface roughness in milling process 7 the decrease of overlap of a contraction link which effects the decrease of its carrying capacity, speeding up the corrosion. The roughness of the machined surface is seen through micro-geometrical irregularities of the surface. The evaluation of the quality of machined surface is based on the judgement of its roughness. Theoretical roughness depends exclusively on tools geometry and applied process of machining whereas a real roughness appears as the result of theoretical roughness though with bigger or lesser occasional roughness provoked by the many factors. The surface roughness is influenced by the most important factors such as: cutting parameters, the work piece and tools' materials, dynamic performance of machining system, the coolant, tool condition. We can differ the roughness proceeded from direction of the main motion (measurements are made in direction of machining) and the roughness came out of the direction of feed motion (measurements are made vertically the traces of machining). The first type of the roughness is characterized by the important activity of separation of scraps whereas, beside the layer on the front surface, material and the geometry of tools, the cutting speed plays the important role as well. However, the roughness dimension depends on elastic deformation of tools, machine tool and the geometry of tools. The second type of roughness is rather important for the surface quality and can be approximately measured on the basis of geometry of the cutting part of tools and machining kinematics. The main elements that determine the cutting parameters of chip forming machining or rather the milling are as follows: the speed of metal removal (cutting speed) vc, depth of cut ap, feedrate vf. 2. THE AIM, METHODOLOGY AND CONDITIONS OF EXPERIMENT Experiment aim is to define adequate mathematical model that is used to determine the influence of independent factors and cutting data, at surface roughness. The following independent factors are selected: cutting speed (vc), depth of cut (ap), and feedrate (vf).. For a concrete case, that means determination of criteria: – surface roughness: Ra = f(vc, ap, vf), Experiments are performed in laboratory for machine tools of Faculty of electrical engineering, mechanical engineering and naval architecture, University of Split, at universal milling machine. The experiments are carried out by the HSS (DIN 841) milling tool as it is shown at figure 1. For test piece material, a material 2011(AlCuPbBi) was selected, figure 2. D. Bajić, A. Belaić 2 Mathematical modelling of surface roughness in milling process 3 Figure 1. – HSS milling tool (DIN 841) 60 50 5 5/45° 10 160 10 8 52 180 Figure 2. - Workpiece The measurement of surface roughnes was made by «Surtronic 3» instrument. The multifactor design of the second degree has been used to carry out this experiment. Actually, in order to learn more about the maximum or minimum of the process or its function it is necessary to approximate it by the polynomial of the second rather than the polynomial of the first degree. The selected values of the cutting parameters are the following: – cutting speed: vc,max = 78,539 [m/min] vc,min = 40,055 [m/min] – depth of cutt: ap,max = 2 [mm] ap,min = 1 [mm] – feedrate: vf,max = 190 [mm/min] D. Bajić, A. Belaić 4 Mathematical modelling of surface roughness in milling process 3 vf,min = 90 [mm/min]. Central composite design with empiric polynomial model of the second degree is taken: k k k i 0 1 i j i 1 y b0 bi xi bij xi x j bii xi2 (1) –- b0, bi, bij, bii – regression coefficient, – x – coded values of input parameters. In order to get regression equation determined by polynomial of the second degree using the statistics analysis, it is necessary to expand the design matrix with some other physic factor values or rather to increase the number of experimental points which is to get by rotatability character. Rotatability can be selected by an appropriate choice of coefficient, marked by value of which depends upon the number of the points of factorial design. For k = 3 the given value of = 1,682. The needed experimental points number, as far as the design of the second degree is concerned, figure out the following: N 2 k n0 n 20 (2) 2k – the design number within the basic points n0 – the repeated design number of the average level, n0 = 6 n – the design number on the central axes, n = 6 Adding the points to the central axes where xi = ± , and = 1,682, the 3-factorial design can be presented in Table 1. Table 1. – Physic values and coded indexes of input factors Coded values of input factors x-i x-i,min x-i0 xi,max x+i -1,682 -1 0 +1 +1,682 x1 = vc [m/min] 21,991 40,055 60,475 78,539 95,033 x2 = ap [mm] 0,5 1 1,5 2 2,5 x3 = vf [mm/min] 32 90 135 190 255 Input factors 3. EXPERIMENTAL RESULTS AND STATISTICS ANALYSIS Measured values of surface roughness, as the results of testing twenty experimental points defined by experiment plan matrix, are shown in Table 2. The mentioned values of surface roughness are input data for mathematical modeling of results, which was made by multiple regression analysis and by using program package “Design Expert 6”. D. Bajić, A. Belaić 4 Mathematical modelling of surface roughness in milling process 5 Table 2. – Given results of the surface roughness measurements TEST NUMBER 1 2 3 4 5 I6 I7 I8 I9 I10 I11 I12 I13 I14 I15 I16 I17 I18 I19 I20 INPUT Measured values Calculated values vc [m/min ap [mm] vf mm/min Ra m Ra m 40,055 78,539 40,055 78,539 40,055 78,539 40,055 78,539 21,991 95,033 60,475 60,475 60,475 60,475 60,475 60,475 60,475 60,475 60,475 60,475 1 1 2 2 1 1 2 2 1,5 1,5 0,5 2,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 90 90 90 90 190 190 190 190 135 135 135 135 32 255 135 135 135 135 135 135 1,73 0,67 1,82 0,81 1,95 0,99 1,98 1,11 2,88 0,84 1,07 1,25 0,91 1,62 1,17 1,11 1,14 1,18 1,15 1,15 1,73 0,59 1,73 0,59 2,07 1,06 2,07 1,06 2,86 0,78 1,12 1,23 0,86 1,72 1,12 1,12 1,12 1,12 1,12 1,12 On Figure 3 comparison between predicted (calculated) and actual (measured) values is presented. D. Bajić, A. Belaić 6 Mathematical modelling of surface roughness in milling process 5 Figure 3.- Comparison between predicted (calculated) and actual (mesured) values for surface roughness Ra Final mathematical model of surface roughness Ra is obtained: Ra 4,352 0,088 vc 4,674 104 vc2 7,796 106 v2f 3,285 105 vc v f (3) with regression coefficient: r2 = 0,9904. The analysis of obtained mathematical models and cutting data influence at surface roughness has been made using diagrams shown in Figures 4, 5, 6. Figure 4.- Surface roughness in dependence of cutting speed vc and feedrate vf (ap= 1 [mm]) D. Bajić, A. Belaić 6 Mathematical modelling of surface roughness in milling process 7 Figure 5.- Surface roughness in dependence of cutting depth ap and cutting speed vc (vf= 135 [mm/min]) Figure 6.- Surface roughness in dependence of cutting depth ap and feedrate vf (vc= 65 [m/min]) 4. CONCLUSION Mathematical model presents quite well the performance of the average arithmetic roughness. However, it can be used as well for the evaluation of the surface roughness value in up milling process, whilst applying specific cutting parameters or as a useful model in selection of appropriate cutting parameters in order to achieve a specific demanding roughness. Relating to the given equation it is worth to point out the following conclusions: Regression coefficient r2 which determines quality and reliability of model is 0,9904, what means that 99,04 % of variability is caused by impact of variables, meaning that mathematical model quite well describes correlation of surface roughness Ra, to selected input factors vc, ap, vf . The final value of surface roughness Ra is most dependent to cutting speed vc. Feedrate vf also impacts surface roughness Ra. The correlation of feedrate to surface 2 roughness is presented in model through its quadratic value (v f ) and interaction with cutting speed (vc v f ) . Impact of depth of cut ap is negligible by comparison with cutting speed vc and feedrate vf. Therefore, depth of cut as well as its interactions with other two factors is not included in final formula. Relating to the Figures 4, 5 and 6., it is worth to point out the following conclusions: D. Bajić, A. Belaić 8 Mathematical modelling of surface roughness in milling process 7 Surface roughness Ra enhances with decrement of cutting speed vc and increment of feedrate vf. Also, greater impact of cutting speed than feedrate on surface roughness can be observed, figure 4. Decrement of cutting speed vc and increment of depth of cut ap causes surface roughness enhancement. Although impact of depth of cut by comparison with cutting speed is almost negligible, it exists as result of vibrations and reduction of machine stiffness, figure 5. It is essential to point out that detailed study of diagrams gave following concludions: At high feedrate values vf and low cutting speed values vc, enhancement of depth of cut ap, results with improvement of surface roughness, while at higher cutting speed values, enhancement of depth of cut results with enhancement of surface roughness. 5. LITERATURE 1 2 3 4 5 6 CEBALO, R; BAJIĆ D.; BILIĆ, B.: Mathematical modelling of cutting forces in the longitudinal turning process, 10th International Scientific Conference on Production Engineering CIM 2005, Lumbarda, 2005., str. I 31-I 40. BILIĆ, B.; BAJIĆ, D.; VEŽA, I.: Optimization of cutting parameters regarding surface roughness during longitudinal turning, 15th International DAAAM Symposium: Intelligent Manufacturing & Automation: Globalisation – Technology – Men - Nature, Vienna, 2004., str. 039-040. BAJIĆ, D.: Doprinos poboljšanju obradivosti kod kratkohodnog honovanja, Ph.D. Thesis, University of Zagreb, FSB, Zagreb 2000. CEBALO, R.: Ovisnost dubine hrapavosti o srednjoj aritmetičkoj hrapavosti brušene površine kod različitih postupaka brušenja, Strojarstvo 35(5,6) 231-235 (1993). MONTGOMERY, D.C.: Design and Analysis of Experiments, John Wiley & Sons, Inc., New York, 1997. CEBALO, R.: Prepoznavanje materijala i automatsko određivanje elemenata rezanja kod tokarenja, Zbornik II, Suvremeni trendovi proizvodnog strojarstva, Zagreb, 1992.