33Rudzitis
advertisement

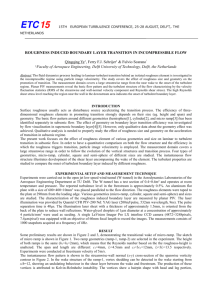
5th International DAAAM Baltic Conference “INDUSTRIAL ENGINEERING – ADDING INNOVATION CAPACITY OF LABOUR FORCE AND ENTREPRENEURS” 20–22 April 2006, Tallinn, Estonia THREE-DIMENSIONAL ROUGHNESS ANALYSES FOR AIR COMPRESSOR CYLINDERS Rudzitis, J., Torims, T., Konrads, G., Shperbergs, J. – slope module; S – surface area; V – volume of irregularities. We have obtained equations for mathematical expectation for mentioned parameters in the way similar to presented below for some parameters. Abstract: The present surface roughness research is based on machine parts surface cross section profile analysis. But in practical applications machine parts surface roughness behaves as a 3D object. Therefore it is necessary to create a new theoretical and practical basis for machine parts surface assessment as a 3D quantity. This paper contents investigation of 3D surface parameters, characterizing height and spacing of surface roughness irregularities, description of the 3D measurement system and air compressor cylinders surface analysis. It is found that Air Compressor Cylinders surface roughness can be presented by mean arithmetic deviation of surface and mean spacing between peaks in two perpendicular directions of surface. These parameters are relatively convenient for measurement using standard equipment and are easily reproduced in manufacturing practice. 1.1.Mean arithmetic deviation of surface Major parameter of surface roughness describing height properties of surface, is the average roughness. Ra 1 h( x, y) dxdy , A where h(x, y) – deviation of surface from least squares mean surface; A – size of an investigation area . If to designate g h( x, y) , mathematical expectations Ra for surface and profile are identical, as ERa 1 dxdy gf ( g )dg , A 0 where f(g) – density function of absolute of the deviation of the surface from mean surface. We obtained Key words: 3D surface roughness, parameters, Cylinders of Air Compressor. ERa 1. THEORETICAL RELATIONS FOR 3D ROUGHNESS ASSESSMENT 2 . 1.2.Relative bearing area A relative bearing area at level u we shall understand the ratio of the total platforms of cut of surface at level u form least squares mean surface over nominal area A considered: Let normal homogeneous random field h(x, y) describes rough surface. On the basis of its continuity we can specify commonly used roughness parameters: Ra – mean arithmetic deviation of surface; u – relative bearing area; Nv – density of summits; Hm – average peak height; kx, ky – mean summits curvature along “X” and “Y” axes; kv – full summits curvature; u 1 (h, u )dzdy , A where (h, u) – variable depending on surface height and level u measured from mean plane, as follows: 163 E u 1 u E (h, u )dxdy 1 , A where ( x) x 1 2 e t 2 2 dt For a detailed study a measuring system has been elaborated which consist of a twocoordinate table. A counter and a connecting block integrating this system with a computer into a common mathematical software circuit. Such a system ensures 3D recording of roughness and surface micromap in terms of isoline tops and the numeric values of tops and steps as well as shape parameters of asperities. – function of Laplace. 1.3.Other parameters Mathematical expectations for parameters [Rudzitis J., 1992]: EN v c other 2 E 2 m1 ; 3 3 1 1 Ek v Ek x E k y 2E 2 n1 01 c 2 2 2 E h 3. DESCRIPTION OF THE MEASUREMENT SYSTEM En1 0 1 c 2 ; 2 2 2 2 ES 1 E n1 01 c 2 ; 2 2 1 2 E V e 1 , 2 For verification of theoretical equations the three-dimensional measurement system has been used. The 3D system is composed of following three parts: – The mechanical structure including two step motors, a support with setting and adjusting screws with an inductive sensor, stage (X-Y), gearbox, column stand; – The electronic part including a transducer, a frequency filter, a digitization and amplification circuitry. This unit receives the output signal from the sensor and transforms it into a form necessary to the computer to receive it, as well as controls the step motors. – The computer which is used to control all operating procedures, to calculate parameters and to display drawings and results into the memory of PC. The system is capable of dealing separately with roughness, waviness, summary surface and also showing them by means of graphical images. For this purpose, the user, in a dialogue mode, sets the filter size Fx and Fy along x and y-axes. Then the surface roughness rij at point hij is determined as difference between the height measured at this point and the mean height of the nearest ij points: where c – surface anisotropy ratio; m1 – profile peak density and n1 – profile zerocrossing density in x direction respectively; – surface texture parameter; – root mean square deviation of a surface, – normalized surface section level, () – function of the Laplace. 2. METHODS OF EXPERIMENTAL MICRO-TOPOGRAPHIC REGULARITIES DETERMINATION Surface roughness parameters can be obtained by sectional methods. For a general profile anisotropic surface determination five sections are sufficient with a definite orientation from x axis. , n(0), m are determined by section = 0 and n(0) and m are determined by = 45; 90 and m by = 30 and 135 (n(0) and m are the numbers of zeroes and maxims for a unit of route length). Microtopographical parameters can by calculated on the basis of the initial parameters drawn from the sections. Directional anisotropy rough surfaces contain their man information across three sections with the angles 0, 30 and 60 to x axis. Isotropic surfaces contain all their information in one randomly orientated section. Fx Fy rij hij 164 hij i 1 j 1 Fx Fy material, metal, plastic, wooden etc. items and machine parts), in medicine it cold be dermatological investigations, in biology, for example, plant surface investigations, in criminology – dactiloscopy and other fields. 4. BORE SURFACE ANALYSIS Specimens of air compressor cylinder surface were tested by above-mentioned system. Total scanned area is square 3.23.2 mm for all specimens. Tests were managed and test data processed by system software, developed in the Riga Technical University. Results are placed in Table 1. 6. REFERENCES Rudzitis J. Surface Roughness Topography Investigations. Proceedings of the VIII. Internationales Oberflächen Colloquium, 1992, February 3-5, Chemnitz. TU Chemnitz, 1992. 4.1. Parameter values Specimen No 1 2 3 4 5 Surface roughness parameters Ra, Nv, Km, Kx, Ky, 10, m 1/m2 1/m 1/m 1/m % 0.22 90.62 0.84 1.65 0.03 51 0.36 103.20 0.67 1.32 0.02 62 0.65 100.00 2.49 4.87 0.11 34 0.28 112.50 1.68 3.31 0.05 38 0.38 121.88 1.28 2.51 0.05 58 7. CORRESPONDING AUTHOR Janis Rudzitis, Prof., Dr.habil.Sc.ing. Riga Technical University, Institute of Mechanical Engineering Address: 1 kalku Street, Riga, PDP, LV1658, Latvia Phone: +371 9425510; Fax: +371 7089701 E-mail: arai@ latent.lv Table 1. Test results. 4.2. Graphical presentation of test results Fig. 1. View of measured surface. 5. CONCLUSION The difference between proposed 3D system and current profile analysis is based firstly on use of another datum – plane instead of line and secondly on another set of parameters, describing area features of asperities. The system can be used in any field where machine parts quality is an important issue. In industry it is surface microgeometry investigation (composite 165 166