Layered Fiberglass vs. Injection Molded Composite
Surfboard Fin Finite Element Analysis
by
Dan Ippolito
An Engineering Project Submitted to the Graduate
Faculty of Rensselaer Polytechnic Institute
in Partial Fulfillment of the
Requirements for the degree of
MASTER OF ENGINEERING IN MECHANICAL ENGINEERING
Approved:
_________________________________________
Ernesto Gutierrez-Miravete, Project Adviser
Rensselaer Polytechnic Institute
Hartford, Connecticut
December, 2011
© Copyright 2011
by
Dan Ippolito
All Rights Reserved
ii
CONTENTS
LIST OF TABLES ....................................................................................................................................... iv
LIST OF FIGURES ...................................................................................................................................... v
NOMENCLATURE .................................................................................................................................... vi
ACKNOWLEDGMENT............................................................................................................................. vii
ABSTRACT............................................................................................................................................... viii
1. Introduction ............................................................................................................................................ 1
1.1
Background .................................................................................................................................. 1
1.2
Problem Description .................................................................................................................... 2
1.3
Material Properties – Laminate vs. Homogeneous Composites .................................................. 2
2. Methodology .......................................................................................................................................... 3
2.1
Abaqus Finite Element Analysis .................................................................................................. 3
2.2
Finite Element Model Development ............................................................................................ 4
2.2.1 Layered Fiberglass Fin Composite Layup ........................................................................ 6
2.2.2 Injection Molded Fin Thickness Assignments ................................................................... 7
2.3
Surfboard Fin Drag Force Calculation ......................................................................................... 8
2.4
Part Mesh, Loads Applied & Bounday Conditions...................................................................... 9
3. Results and Discussion ......................................................................................................................... 10
3.1
Layered Fiberglass Fin vs. Various Injection Molded Fins – Deflection Comparison .............. 10
3.2
Layered Fiberglass Fin vs. Ideal Injection Molded Fin – Deflection Comparison .................... 10
4. Conclusion ............................................................................................................................................ 13
5. References ............................................................................................................................................ 14
6. Appendix A – Additional Information .......................................................................................... 15
iii
LIST OF TABLES
Table 1: Material Properties of E-Glass Fiberglass (Transversely Orthotropic)……….……...…..…….......2
Table 2: Material Properties of Short Fiber Random Fiber Matrix Boron-Epoxy (Isotropic)…….…...........2
Table 3: Drag Force Design Data....................................................................................................................8
Table 4: Layered Fiberglass vs. Ideal Injection Molded Fins Deflection Comparison Summary Table.......12
iv
LIST OF FIGURES
Figure 1: Layered Fiberglass Surfboard Fin ................................................................................................. 1
Figure 2: Injection Molded Surfboard Fin .................................................................................................... 1
Figure 3: FCS® G-AM Surfboard Fin ........................................................................................................... 3
Figure 4: FCS® G-AM Surfboard Fin Abaqus Model Dimensions............................................................... 4
Figure 5: FCS® G-AM Surfboard Fin Abaqus Model Construction ............................................................. 5
Figure 6: Layed Fin Composite Layup ......................................................................................................... 6
Figure 7: Layered Fin Individual Ply Regions ............................................................................................. 6
Figure 8: Ply Layup Visualization of Thickest Section ............................................................................... 6
Figure 9: Example of a Injection Molded Fin’s Section Assignments ......................................................... 7
Figure 10: Range of Random Short Fiber Boron-Epoxy Young’s Moduli .................................................. 7
Figure 11: Injection Molded Fins with Young’s Moduli Ranging from 4 Msi to 9 Msi ............................. 7
Figure 12: Surfing Bottom Turn ................................................................................................................... 8
Figure 13: Drag Force Equation................................................................................................................... 8
Figure 14: Kinematic Equation for Final Velocity ...................................................................................... 8
Figure 15: Fin Mesh ..................................................................................................................................... 9
Figure 16: Pressure Applied to Fin ............................................................................................................... 9
Figure 17: BC - 1 Fin Plugs .......................................................................................................................... 9
Figure 18: BC - 2 Fin Bottom Surface .......................................................................................................... 9
Figure 19: Layered Fiberglass Fin vs. Injection Molded Fins Magnitude of Deflection Comparison ....... 10
Figure 20: Layered Fiberglass Fin vs. Ideal Injection Molded Fin Side by Side Deflection Comparison . 11
Figure 21: Layered Fiberglass Fin Magnitude of Deflection ...................................................................... 12
Figure 22: Ideal Injection Molded Fin Magnitude of Deflection ................................................................ 12
v
NOMENCLATURE
E
Modulus of Elasticity (Msi)
Poisson’s Ratio (-)
E1
Longitudinal Modulus of Elasticity (Msi)
E2
Transverse Modulus of Elasticity (Msi)
12 & 23
G12, G13, & G23
Orthotropic Poisson’s Ratios (-)
In-Plane Shear Moduli (Msi)
vi
ACKNOWLEDGMENT
I would like to thank Advisor and Professor Ernesto Gutierrez-Miraverte for the guidance to make this
project possible. I would also like to thank the faculty of Rensselaer Polytechnic Institute at Groton for
their support throughout the Masters of Engineering program.
vii
ABSTRACT
Layered fiberglass surfboard fins are nearly twice as expensive as injection molded composite fins, but
relatively little data exists to support that layered fiberglass fins are better. This study is designed to
compare the deformation behavior of layered fiberglass surfboard fins with injection molded composite
surfboard fins. Surfboard fin deformation patterns determine the responsiveness of the fin when making
turns on the face of a wave. A thruster center fin (the middle fin of a three fin set up) is modeled and
analyzed using Abaqus Finite Element Analysis software for these two construction methods. The goal
of this study is to compare the relative deformation patterns by looking at deflections throughout the fin,
with the ultimate goal of determining if the more expensive layered fiberglass fins are worth the extra
money.
viii
1. Introduction
1.1 Background
In recent years, the sport of surfing has developed into a cutting edge industry that is applying the latest
composite technologies as well as using in-depth engineering analysis to produce high performance boards
and fins that are optimized to meet desired deformation patterns and hydrodynamic responses. In particular,
the surfboard fin industry has been innovating using different materials, construction methods, and various
hydrofoils to improve performance. The key to having a fin that performs well is for it to have a stiff base
with a flexible tip. The two main fin construction types are injection molded (randomized fiber matrix)
composites and a variation of layered fiberglass, shown in Figures 1 and 2. While the injection molded fins
are half as expensive, manufacturers do not make data available to the public to quantify if layered fiberglass
fins actually perform better.
Figure 1: Layered Fiberglass Surfboard Fin [1]
Figure 2: Injection Molded Surfboard Fin [1]
Surfboard fins experience a combination of drag and lift forces as water flows around them at various angles
of attack. The highest drag force occurs when the surfer performs a full speed bottom turn, at which the water
is flowing perpendicular to the fin. In the sport of surfing, the bottom turn is considered one of the most
important parts of wave riding. It places the rider in the ideal position on the face of the wave to begin the
start of the ride. At this critical moment the surfer can “feel” the fins underneath them and fin performance is
paramount. Any slight variation in expected fin behavior can alter the position of the rider on the wave,
throwing him/her off balance and out of rhythm for the rest of the ride.
Precise deflection of the fin is ideal when making this initial turn. The force that deflects the fin is the drag
force of water acting on the face of the fin. This drag force can be estimated using the density of sea water,
relative velocity, drag coefficient, and area of the fin exposed to flow. In this comparative analysis, the exact
drag coefficient will not be computed, and it will be assumed to be similar to that of a flat plate.
1
1.2 Problem Description
The objective of this study is to determine if cheaper injection molded composite surfboard fins can perform
as well as the more expensive layered fiberglass surfboard fins. An Abaqus Finite Element analysis will be
performed to compare the deflections of surfboard fins made from each of the two different construction
methods. First, a layered fiberglass fin will be modeled using several layers of orthotropic E-Glass fiberglass
(with alternating fiber angles). This will be compared with several injection molded surfboard fins consisting
of isotropic short-fiber/epoxy composites. Since randomized short-fiber/epoxy material stiffness can vary
significantly with the volume fraction of fibers to epoxy and the aspect ratio of the fibers themselves (fiber
length/diameter), several isotropic fins with Young’s moduli ranging from 4 Msi (most flexible) to 9 Msi
(stiffest) will be used for comparison. Identical loads and boundary conditions will be applied to all fins, and
the resulting magnitude of deflection will be analyzed. Once the range of isotropic fins is compared to the
layered fiberglass fin, an isotropic fin with an ideal Young’s modulus (whose deflections most closely match
those of a layered fiberglass fin) will be compared to the layered E-Glass fin for final detailed deflection
analysis. A comparison of these deflections will determine if layered fiberglass construction is superior to the
cheaper injection molded fins.
1.3 Material Properties – Laminate vs. Homogeneous Composites
This study focuses on the difference between laminate and random fiber-matrix homogenous composite
material properties. Laminate materials are orthotropic, meaning they have different material properties
(Young’s moduli, Poisson’s ratios, and shear moduli) in the different orthogonal directions. Homogeneous
composites, such as random short-fiber composites, are isotropic and have a single Young’s modulus and
Poisson’s ratio that are applicable for all directions.
Layered fiberglass surfboard fins are commonly made from layered E-Glass fiberglass [2], while injection
molded surfboard fins are made from randomized short-fiber matrix fiber/epoxy mixtures. Young’s Moduli
of randomized short-fiber/epoxy can vary significantly depending on the volume fraction of fibers to epoxy
and the aspect ratio of the fibers (fiber length/diameter). Below are Tables 1 and 2 which list E-Glass and
randomized short-fiber boron/epoxy composite material properties.
Depending on the mixture of the
boron/epoxy material the Young’s modulus can range from 4 Msi – 9 Msi [3].
Table 1: Material Properties of E-Glass Fiberglass
Table 2: Material Properties of Short Fiber Random
(Transversely Orthotropic) [4]
Fiber Matrix Boron-Epoxy (Isotropic) [3] [5]
Material
E-glass
Fiberglass
E1
(Msi)
8.34
E2
(Msi)
2.727
v12
v23
0.25 0.29
G12
(Msi)
1.08
G13
(Msi)
1.08
G23
(Msi)
Material
E
(Msi)
v
1.05
Randomly Oriented Short
Fiber Boron/Epoxy
Composite
.4 - 9
0.33
2
2. Methodology
2.1 Abaqus Finite Element Analysis
This study first calculates a relative velocity to approximate how fast a surfer is moving while making a
bottom turn after dropping in from a 10 foot high wave. This velocity is used to calculate a drag pressure
(derived in Section 2.3) that will be applied perpendicularly to the fin.
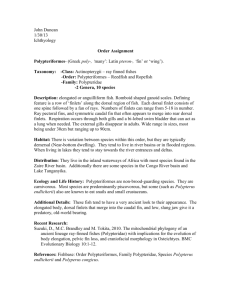
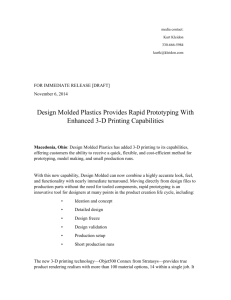
Using Abaqus CAE, a surfboard fin is modeled after a popular FCS® thruster center fin design, the “G-AM
model” (Figure 3) [1]. The actual fin and a digital picture are used to construct the model. The picture
provides a to-scale silhouette to make a part sketch, while the real fin provides a basis for how to scale the
model to actual size. The thickness contour of the fin is then simulated as accurately as possible using
Abaqus CAE modeling features.
Figure 3: FCS® G-AM Surfboard Fin [1]
The study involved the following three steps:
Step 1
First, the Abaqus CAE fin model is assigned a composite layup consisting of E-Glass material properties to
simulate the construction of layered fiberglass with alternating fiber angles. Each layer is defined with a
certain thickness and fiber orientation. Boundary conditions are applied to replicate having the fin secured in
the surfboard. Then the drag pressure, analogous to a surfing bottom turn, is applied to one side of the fin.
Finally, post processing is performed to evaluate deflections of the fin.
Step 2
Using identical fin geometry as the layered fiberglass fin model, several isotropic short-fiber/epoxy fins are
constructed with Young’s modulus material properties ranging from 4 Msi – 9 Msi [3]. The isotropic fins are
then analyzed with the same boundary conditions and loads as the layered fiberglass fin. After the analysis is
completed, the deflections of the various isotropic fins are compared to that of the layered fiberglass fin.
Step 3
An ideal isotropic fin is created using the layered fiberglass vs. isotropic fin deflection comparison as a guide.
A Young’s modulus that best replicates the deformation pattern of the orthotropic layered fiberglass fin is
selected and assigned to the ideal isotropic fin. This fin is then analyzed with the same boundary conditions
and loads as the layered fin and post processed to evaluate deflections in all directions. These deflections are
compared to that of the layered fiberglass fin for final side by side comparison.
3
2.2 Finite Element Model Development
The finite element model of the FCS® G-AM surfboard fin was developed using an actual FCS® G-AM and a
picture of the side profile. The actual fin was used to measure various dimensions and thicknesses while the
picture was used to sketch the side profile of the piece. Using Abaqus CAE, the fin profile was sketched and
scaled to size. It was then made into a solid 3 dimensional (3D) part using various modeling techniques.
Since lamina material properties are needed for the layered fiberglass fin, and lamina material properties can
not be assigned to a 3D solid part, a 2D shell of the fin was made. From the 3D part, a sketch of the thickness
profile was made to facilitate a shell model that would allow for 9 individual layers (for the layered fiberglass
fin). The basic fin model dimensions are shown in Figure 4 below. It should be noted that to perform a
comparative analysis focusing on how fin construction methods affect deflection, exact representations of all
fin dimensions are not required. The following is a description of the steps taken to develop the shell model.
Figure 5 shows screen shots of each of the steps below.
Modeling Steps:
1. Sketch fin profile to scale.
2. Extrude out to the thickness of the thickest section.
3. Extrude cut various areas using the real fin for various thickness dimensions.
4. Delete and create faces as needed to construct a smooth thickness transition from the middle
(thickest regions) to the edges (thinnest regions).
5. Sketch eight evenly spaced lines on the bottom surface of the fin starting from one of the sides.
6. Partition the solid fin using the lines on the bottom to create nine individual layer sections.
7. Using the lines from the layered sections, create a sketch that contains the outer profile as well as the
various contour lines that will help define each individual region’s thickness.
8. Create a 2D planar shell with thickness counter lines.
t1 = 0.0870”
t2 = 0.1566”
t3 = 0.2262”
t4 = 0.2958”
Height = 5.3828”
Base = 4.8059”
Figure 4: FCS® G-AM Surfboard Fin Abaqus Model Dimensions
4
3
2
1
5
6
4
7
8
Figure 5: FCS® G-AM Surfboard Fin Abaqus Model Construction
5
2.2.1 Layered Fiber Glass Fin Composite Layup
Creating a model of an orthotropic layered fiberglass fin in Abaqus requires creating a material with lamina
material properties. The layered fiberglass material used for this analysis is E-Glass, which is commonly used
in surfboard and surfboard fin construction [2]. Using E-Glass, a composite ply layup is created to assign
individual layer thicknesses, region assignments, and fiber angle orientations. Figure 6 shows the composite
ply layup assignments. Layers of E-Glass plys are stacked on top of each other, starting from one side of the
fin and continuing to the other. Different plys are stacked together in different regions, shown in Figure 7, to
give the layered fin its desired thickness. The thickest region of the fin is the center (pink) region of Figure 7;
it is 9 plys thick (Ply-1 through Ply-9). The next thickest region (gray) is 7 plys thick (Ply-2 through Ply-8).
The next thickest region (blue) is 5 plys thick (Ply-3 through Ply-7). Finally, the thinnest region (tan) is 3
plys thick (Ply-4 through Ply-6). Each of the nine layers is assigned a thickness of 0.0348” (with the
exception of the middle layer, which is 0.0174” thick to help create the thinnest cross-section of the edge of
the fin) and fiber angles of +45◦/-45◦ that alternate with each layer. Figure 8 shows the ply thickness and fiber
orientations for the thickest cross-section of the fin.
Figure 6: Layered Fin Composite Layup
Figure 7: Layered Fin Ply Assignment Regions
Figure 8: Ply Layup Visualization of Thickest Region
6
2.2.2 Injection Molded Fin Material Property Assignments
To create a model of an isotropic injection molded composite fin, a homogeneous composite material is made.
Using this homogenous composite material, different regions of the shell model are assigned different
thicknesses. Figure 9 shows the four shell sections with the thicknesses required to create the model of the
isotropic fin. The four shell thicknesses are 0.0870”, 0.1566”, 0.2262”, and 0.2958”. Since the injection
molded fin is made from a randomized short fiber composite-epoxy construction, the fin’s elastic stiffness
(Young’s modulus) can vary due to different combinations of fiber volume fractions (volume of fibers / total
volume) and fiber aspect ratios (length of fibers / diameter of fibers). Figure 10 is a graph of experimental
data for randomized short fiber boron-epoxy material. It shows that Young’s moduli can be between 4 Msi
and 9 Msi [3] depending on the aspect ratio of the fibers (fiber length / diameter). Therefore, six isotropic fins
with Young’s moduli of 4 Msi, 5 Msi, 6 Msi, 7 Msi, 8 Msi, and 9 Msi (Figure 11) are created for comparison
to the layered E-Glass fin (all have approximately the same 0.33 Poisson’s ratio [5]). From this comparison it
can be determined what isotropic Young’s modulus is needed for the fin to have the most similar deformation
behavior as that of a layered E-Glass fin.
Figure 9: Example of an Injection Molded
Fin’s Section Assignments
Figure 11: Injection Molded Fins with Young’s Moduli
Figure 10: Range of Boron-Epoxy Young’s Moduli [3]
Ranging from 4 Msi to 9 Msi
7
2.3 Surfboard Fin Drag Force Calculation
Comparing deflections in Abaqus requires applying a load to each fin and
restraining them in indentical ways. The load used in this analysis is
derived from the approximate drag force the fin would encounter while
performing a surfing bottom turn (Figure 12). During a surfing bottom
turn, the fin is orthogonal to the flow of water – this causes the worst case
fin deflection. The drag force acting on the fin is calculated assuming the
rider is dropping in from the top of a 10 foot wave, and the velocity of
Figure 12: Surfing Bottom Turn
the rider is calculated as if he/she were falling with no resistance.
Using the drag force design data of Table 3 and the kinematic equation for final velocity (v f) (Figure 14), the
velocity of the rider during a bottom turn on a 10 ft wave is calculated to be 25.4 ft/s (assuming initial
velocity (vi) = 0). Taking the drag force equation of Figure 13 and dividing both sides by the area exposed
to fluid flow (A), a drag pressure of 5.7 psi is found. This drag pressure is applied to one side of each fin’s
exposed surface in the Abaqus finite element analysis.
Figure 13: Drag Force Equation [6]
Figure 14: Kinematic Equation for Final Velocity [7]
Table 3: Drag Force Design Data
Symbol
Drag Force Design Data
Description
Value
Cd
Drag Coefficient of a Flat Plate
1.28
ρ
Density of Salt Water @ 40°F
0.037 lbf/in^3
a
Acceleration of Gravity
32.2 ft/s^2
d
Height of a 10 ft Wave
10 ft
8
2.4 Part Mesh, Loads Applied & Boundary Conditions
Part Mesh
Since all of the layered and injection molded fins are constructed from
the same shell geometry, all of the fins are assigned identical meshes.
The elements used are linear quad reduced integration shell elements
(S4R) and the mesh density is an approximate global seed size of 0.125”
(Figure 15). (See Appendix A-1 for a mesh density side study for mesh
density rationale).
Figure 15: Fin Mesh
Loads Applied
A pressure load of 5.7 psi is applied to one side of each fin’s exposed
surface (Figure 16). This is the pressure force derived in Section 2.3 to
simulate the force of a surfing bottom turn.
Figure 16: Pressure Applied to Fin
Boundary Conditions
To simulate having the fin plugs secured into the board, and the bottom
surface of the fin in contact with the bottom surface of the surfboard, two
boundary conditions are assigned.
Boundary Condition 1: All degrees of freedom (DOFs) are constrained
on the fin plugs to prevent movement and
rotation in all directions (Figure 17).
Figure 17: BC 1 - Fin Plugs
Boundary Condition 2: Rotation is constrained about the x and z axes on
the bottom surface of the fin, representing the
contact surface of the bottom of the fin on the
bottom of the board (Figure 18).
Figure 18: BC 2 - Fin Bottom Surface
9
3. Results and Discussion
3.1 Layered Fiberglass Fin vs. Various Injection Molded Fins - Deflection Comparison
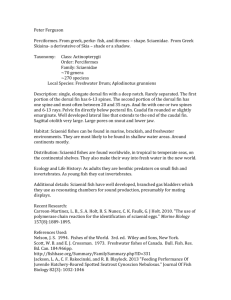
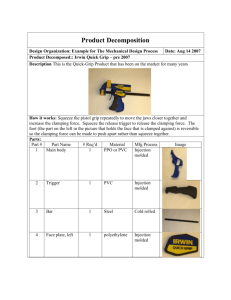
The Abaqus finite element analysis is designed to find out whether orthotropic traditional layered fiberglass
surfboard fins perform better than fins constructed using the cheaper/newer method of injection molded
randomly oriented short-fiber composite. Figure 19 shows the magnitude of deflection of the layered
fiberglass fin compared to each of the isotropic fins, with Young’s Moduli of 4 Msi thru 9 Msi, with the
deflection scale magnified 50 x for visualization (Note: deflection values are given in inches). This
comparison shows that all of the fins appear to be deflecting similarly, with the contour lines following
similar smooth patterns with the tip of the fin deforming the most and the base deforming the least. In
addition, the isotropic fins deform less as their Young’s moduli increases. This comparison concludes that the
isotropic fin with the Young’s modulus of 4 Msi (the most flexible isotropic fin) has a higher magnitude of
deflection (Umag) than the layered fiberglass fin, while the isotropic fins with Young’s moduli ranging
between 5 Msi – 9 Msi have lower magnitudes of deflection when compared to the layered fiberglass fin.
E = 9 Msi
E = 8 Msi
E = 7 Msi
E = 6 Msi
E = 5 Msi
E = 4 Msi
Injection Molded Fins
Layered Fiberglass Fin
(Isotropic)
(Orthotropic)
Figure 19: Layered Fiberglass Fin vs. Injection Molded Fins
Magnitude of Deflection Comparison
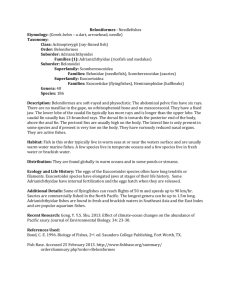
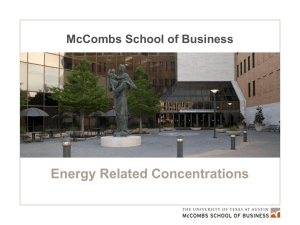
3.2 Layered Fiberglass Fin vs. Ideal Injection Molded Fin - Deflection Comparison
The above deflection study shows that the magnitude of deflection of an injection molded fin with a Young’s
modulus between 4 Msi and 5 Msi most closely matches that of the layered fiberglass surfboard fin. After
several iterations of analyzing Young’s moduli between 4 Msi and 5 Msi, it is determined that a Young’s
modulus of 4.07 Msi is ideal to mimic the deformation pattern of the orthotropic layered fiberglass fin. A
side by side deflection comparison of both the layered fiberglass fin and the ideal injection molded fin (E =
4.07 Msi) is shown on the following page. The magnitude of deflection (Umag), as well as the deflection in
the x-direction (U1), y-direction (U2) and z-direction (U3) are shown for comparison (Figure 20).
10
Layered Fiberglass Surfboard Fin Deflections
Injection Molded Surfboard Fin Deflections
(Orthotropic E-Glass)
(Isotropic Random Short Fiber Matrix w/ E= 4.07 Msi)
Figure 20: Layered Fiberglass Fin vs. Ideal Injection Molded Fin
Side by Side Deflection Comparison
Magnitude of Deflection
11
The side by side deflection comparison of Figure 20 shows that the ideal isotropic injection molded surfboard
fin (consisting of a fiber/epoxy mixture with a Young’s modulus of 4.07 Msi) behaves nearly identically to a
layered fiberglass fin when experiencing a transverse load.
This means that the layered (orthotropic)
fiberglass fin behaves like it is constructed from an isotropic medium. This is surprising since the layered
fiberglass fin is constructed of layered orthotropic sheets with different material properties in different
orthogonal directions, while the injecting molded surfboard fin is constructed of isotropic material with the
same material properties (stiffness) in all directions. This study shows that the alternating fiber angles of the
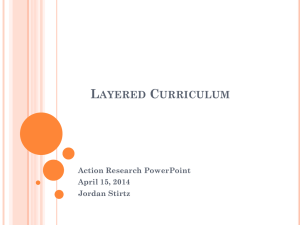
layered fiberglass fin significantly stiffen the fin in all directions. Table 4 provides a side by side comparison
of the maximum and minimum deflections of the layered fiberglass fin and the ideal injection molded fin.
When rounded to the nearest thousandth of an inch, the magnitude of deflection (Umag) (Figures 21 and 22),
in-plane deflection (U1), vertical deflection (U2), and transverse deflection (U3) for both fins are identical.
Therefore, for all rational purposes, the deflections for both fins are identical.
Figure 21: Layered Fiberglass Fin
Figure 22: Ideal Injection Molded Fin
Magnitude of Deflection
Magnitude of Deflection
Table 4: Layered Fiberglass vs. Ideal Injection Molded Fins Deflection Comparison Summary Table
Layered Fiberglass Surfboard Fin vs Ideal Injection Molded Surfboard Fin
Deflection Comparison Results
Fin
Injection
Injection
Injection
Injection
Layered Fin
Layered Fin
Layered Fin
Layered Fin
Construction
Molded Fin
Molded Fin
Molded Fin
Molded Fin
(E-Glass)
(E-Glass)
(E-Glass)
(E-Glass)
Method
(E = 4.07)
(E = 4.07)
(E = 4.07)
(E = 4.07)
Deflection
Umag
U1
U2
U3
Direction
Min
0
0
0
0
-0.00053
-0.00050
0.00139
0.00078
Max
0.07035
0.07037
0.00013
0.00017
0.00001
0.00001
-0.07035
-0.07036
12
4. Conclusion
The results of this study show that it is indeed possible to create a randomized short-fiber injection molded
composite surfboard fin whose performance matches that of a traditional layered fiberglass surfboard fin.
Although the material properties of layered fiberglass and injection molded composites are different (the
former orthotropic and the latter isotropic) the difference in construction methods does not significantly affect
the deflection behavior of the fin in any of the three principle directions. Therefore, this study concludes that
if the injection molded randomized short-fiber mixture is engineered correctly, the cheaper injection molded
fin will perform as well as the nearly twice as expensive traditional layered fiberglass fin.
13
5. References
[1] FCS Company Website, http://www.surffcs.com/us/index.aspx, 2011
[2] Stephen Pirsch, “How to Build Your First Surfboard – Glassing”, www.surfersteve.com, 2003
[3] Ronald F. Gibson “Principles of Composite Material Mechanics”, Second Edition, CRC Press Taylor &
Francis Group, 2007
[4] Y.W. Kwon, D.H Allen, R. Talreja, “Multiscale Modeling and Simulation of Composite Materials and
Structure”, 2008
[5] Chou Shih-Pin, “Finite Element Application for Strength Analysis of Scarf-Patch-Repaired Composite
Laminates”, Master of Science Thesis, Wichita State University, Dec. 2006
[6] White, Frank M., “Viscous Fluid Flow”, 3rd Edition, McGraw Hill, 2006
[7] Robert C Juvinall, Kurt M. Marshek , “Fundamentals of Machine Component Design”, Fourth Edition,
John Wiley & Sons, INC, 2006
14
Appendix A
Additional Information
Mesh Density Study...................................................................................................................A-1
Abaqus FEA Input File Highlights.............................................................................................A-2
15
A-1
Mesh Density Study
A mesh density study was performed to validate that the density used was sufficiently refined to provide
accurate results. To do this, the layered fiber glass fin was analyzed with the same loads and boundary
condition as in the calculation, with mesh density being the only variable. A coarse mesh, fine mesh and
super fine mesh were analyzed and the magnitudes of deflection were compared. The three fin results follow:
Mesh Seed Size (Global Approximations)
Coarse Mesh: 1.25”
Fine Mesh: 0.125”
Super Fine Mesh: 0.063”
Coarse Mesh Results
Fine Mesh Results
Super Fine Mesh Results
Conclusion
For the purposes of the comparative deflection analysis between layered fiberglass vs. injection molded
surfboard fins, a fine mesh density provides enough resolution on deflection results to provide an accurate
comparison. Increasing the mesh density to superfine (twice as many elements) only results a 0.2% deflection
difference and is not required for this analysis. In addition, the fine mesh density provides the smooth
deflection gradient lines shown in the super fine mesh results.
A-2
Abaqus FEA Input File Highlights
Explanation
Listed below is a summary of the key features in the input file. It is provided to give a brief idea of how the
analysis was set up and run. It is not the complete input file.
Input File Highlights
*Heading
** Job name: Fin_Final_Analysis_113011 Model name: Fin - Deflection Analysis
** Generated by: Abaqus/CAE 6.9-EF1
*Preprint, echo=NO, model=NO, history=NO, contact=NO
**
** PARTS
**
*Part, name="Fin Shell - Injection Molded 1"
*Element, type=S3
*Element, type=S4R
** Section: Injection Molded Fiber Glass 1 - 0870
*Shell Section, elset=_PickedSet138, material="Injection Molded Fiberglass 1"
0.087, 5
** Section: Injection Molded Fiber Glass 1 - 2262
*Shell Section, elset=_PickedSet136, material="Injection Molded Fiberglass 1"
0.2262, 5
** Section: Injection Molded Fiber Glass 1 - 2958
*Shell Section, elset=_PickedSet134, material="Injection Molded Fiberglass 1"
0.2958, 5
** Section: Injection Molded Fiber Glass 1 - 1566
*Shell Section, elset=_PickedSet137, material="Injection Molded Fiberglass 1"
0.1566, 5
*End Part
**
*Part, name="Fin Shell - Injection Molded 2"
*Node
*Element, type=S3
*Element, type=S4R
** Section: Injection Molded Fiber Glass 2 - 0870
*Shell Section, elset=_PickedSet138, material="Injection Molded Fiberglass 2"
0.087, 5
** Section: Injection Molded Fiber Glass 2 - 2262
*Shell Section, elset=_PickedSet136, material="Injection Molded Fiberglass 2"
0.2262, 5
** Section: Injection Molded Fiber Glass 2 - 2958
*Shell Section, elset=_PickedSet134, material="Injection Molded Fiberglass 2"
0.2958, 5
** Section: Injection Molded Fiber Glass 2 - 1566
*Shell Section, elset=_PickedSet137, material="Injection Molded Fiberglass 2"
0.1566, 5
*End Part
**
*Part, name="Fin Shell - Injection Molded 3"
*Element, type=S3
*Element, type=S4R
** Section: Injection Molded Fiber Glass 3 - 0870
*Shell Section, elset=_PickedSet138, material="Injection Molded Fiberglass 3"
0.087, 5
** Section: Injection Molded Fiber Glass 3 - 2262
*Shell Section, elset=_PickedSet136, material="Injection Molded Fiberglass 3"
1
A-2
0.2262, 5
** Section: Injection Molded Fiber Glass 3 - 2958
*Shell Section, elset=_PickedSet134, material="Injection Molded Fiberglass 3"
0.2958, 5
** Section: Injection Molded Fiber Glass 3 - 1566
*Shell Section, elset=_PickedSet137, material="Injection Molded Fiberglass 3"
0.1566, 5
*End Part
**
*Part, name="Fin Shell - Injection Molded 4"
*Element, type=S3
*Element, type=S4R
** Section: Injection Molded Fiber Glass 4 - 0870
*Shell Section, elset=_PickedSet138, material="Injection Molded Fiberglass 4"
0.087, 5
** Section: Injection Molded Fiber Glass 4 - 2262
*Shell Section, elset=_PickedSet136, material="Injection Molded Fiberglass 4"
0.2262, 5
** Section: Injection Molded Fiber Glass 4 - 2958
*Shell Section, elset=_PickedSet134, material="Injection Molded Fiberglass 4"
0.2958, 5
** Section: Injection Molded Fiber Glass 4 - 1566
*Shell Section, elset=_PickedSet137, material="Injection Molded Fiberglass 4"
0.1566, 5
*End Part
**
*Part, name="Fin Shell - Injection Molded 5"
*Element, type=S3
*Element, type=S4R
** Section: Injection Molded Fiber Glass 5 - 0870
*Shell Section, elset=_PickedSet138, material="Injection Molded Fiberglass 5"
0.087, 5
** Section: Injection Molded Fiber Glass 5 - 2262
*Shell Section, elset=_PickedSet136, material="Injection Molded Fiberglass 5"
0.2262, 5
** Section: Injection Molded Fiber Glass 5 - 2958
*Shell Section, elset=_PickedSet134, material="Injection Molded Fiberglass 5"
0.2958, 5
** Section: Injection Molded Fiber Glass 5 - 1566
*Shell Section, elset=_PickedSet137, material="Injection Molded Fiberglass 5"
0.1566, 5
*End Part
**
*Part, name="Fin Shell - Injection Molded 6"
*Element, type=S3
*Element, type=S4R
** Section: Injection Molded Fiber Glass 6 - 0870
*Shell Section, elset=_PickedSet138, material="Injection Molded Fiberglass 6"
0.087, 5
** Section: Injection Molded Fiber Glass 6 - 2262
*Shell Section, elset=_PickedSet136, material="Injection Molded Fiberglass 6"
0.2262, 5
** Section: Injection Molded Fiber Glass 6 - 2958
*Shell Section, elset=_PickedSet134, material="Injection Molded Fiberglass 6"
0.2958, 5
** Section: Injection Molded Fiber Glass 6 - 1566
*Shell Section, elset=_PickedSet137, material="Injection Molded Fiberglass 6"
0.1566, 5
*End Part
**
2
A-2
*Part, name="Fin Shell - Injection Molded 7"
*Element, type=S3
*Element, type=S4R
** Section: Injection Molded Fiber Glass 7 - 0870
*Shell Section, elset=_PickedSet138, material="Injection Molded Fiberglass 7"
0.087, 5
** Section: Injection Molded Fiber Glass 7 - 2262
*Shell Section, elset=_PickedSet136, material="Injection Molded Fiberglass 7"
0.2262, 5
** Section: Injection Molded Fiber Glass 7 - 2958
*Shell Section, elset=_PickedSet134, material="Injection Molded Fiberglass 7"
0.2958, 5
** Section: Injection Molded Fiber Glass 7 - 1566
*Shell Section, elset=_PickedSet137, material="Injection Molded Fiberglass 7"
0.1566, 5
*End Part
**
*Part, name="Fin Shell - Layered Fiberglass"
*Element, type=S3
*Element, type=S4R
** Region: (Layered Fiber Glass 2-1: Generated From Layup)
*Elset, elset="Layered Fiber Glass 2-1"
** Section: Layered Fiber Glass 2-1
*Shell Section, elset="Layered Fiber Glass 2-1", composite, layup="Layered Fiber Glass 2"
0.0348, 3, "Layered Fiberglass", -45., Ply-4
0.0174, 3, "Layered Fiberglass", 45., Ply-5
0.0348, 3, "Layered Fiberglass", -45., Ply-6
** Region: (Layered Fiber Glass 2-2: Generated From Layup)
*Elset, elset="Layered Fiber Glass 2-2"
** Section: Layered Fiber Glass 2-2
*Shell Section, elset="Layered Fiber Glass 2-2", composite, layup="Layered Fiber Glass 2"
0.0348, 3, "Layered Fiberglass", -45., Ply-2
0.0348, 3, "Layered Fiberglass", 45., Ply-3
0.0348, 3, "Layered Fiberglass", -45., Ply-4
0.0174, 3, "Layered Fiberglass", 45., Ply-5
0.0348, 3, "Layered Fiberglass", -45., Ply-6
0.0348, 3, "Layered Fiberglass", 45., Ply-7
0.0348, 3, "Layered Fiberglass", -45., Ply-8
** Region: (Layered Fiber Glass 2-3: Generated From Layup)
*Elset, elset="Layered Fiber Glass 2-3", generate
** Section: Layered Fiber Glass 2-3
*Shell Section, elset="Layered Fiber Glass 2-3", composite, layup="Layered Fiber Glass 2"
0.0348, 3, "Layered Fiberglass", 45., Ply-1
0.0348, 3, "Layered Fiberglass", -45., Ply-2
0.0348, 3, "Layered Fiberglass", 45., Ply-3
0.0348, 3, "Layered Fiberglass", -45., Ply-4
0.0174, 3, "Layered Fiberglass", 45., Ply-5
0.0348, 3, "Layered Fiberglass", -45., Ply-6
0.0348, 3, "Layered Fiberglass", 45., Ply-7
0.0348, 3, "Layered Fiberglass", -45., Ply-8
0.0348, 3, "Layered Fiberglass", 45., Ply-9
** Region: (Layered Fiber Glass 2-4: Generated From Layup)
*Elset, elset="Layered Fiber Glass 2-4", generate
** Section: Layered Fiber Glass 2-4
*Shell Section, elset="Layered Fiber Glass 2-4", composite, layup="Layered Fiber Glass 2"
0.0348, 3, "Layered Fiberglass", 45., Ply-3
0.0348, 3, "Layered Fiberglass", -45., Ply-4
0.0174, 3, "Layered Fiberglass", 45., Ply-5
0.0348, 3, "Layered Fiberglass", -45., Ply-6
0.0348, 3, "Layered Fiberglass", 45., Ply-7
3
A-2
*End Part
**
**
** ASSEMBLY
**
*Assembly, name=Assembly
**
*Instance, name="Fin Shell - Layered Fiberglass-1", part="Fin Shell - Layered Fiberglass"
0.,
0.,
-0.1115
*End Instance
**
*Instance, name="Fin Shell - Injection Molded-1", part="Fin Shell - Injection Molded 1"
0.,
0.,
-5.1115
*End Instance
**
*Instance, name="Fin Shell - Injection Molded 2-1", part="Fin Shell - Injection Molded 2"
0.,
0.,
-10.
*End Instance
**
*Instance, name="Fin Shell - Injection Molded 3-1", part="Fin Shell - Injection Molded 3"
0.,
0.,
-15.
*End Instance
**
*Instance, name="Fin Shell - Injection Molded 4-1", part="Fin Shell - Injection Molded 4"
0.,
0.,
-20.
*End Instance
**
*Instance, name="Fin Shell - Injection Molded 5-1", part="Fin Shell - Injection Molded 5"
0.,
0.,
-25.
*End Instance
**
*Instance, name="Fin Shell - Injection Molded 6-1", part="Fin Shell - Injection Molded 6"
0.,
0.,
-30.
*End Instance
**
*Instance, name="Fin Shell - Injection Molded 7-1", part="Fin Shell - Injection Molded 7"
10.,
0.,
-7.5
*End Instance
**
(Various Nset’s and Elset’s)
*End Assembly
**
** MATERIALS
**
*Material, name="Injection Molded Fiberglass 1"
*Elastic
4e+06, 0.33
*Material, name="Injection Molded Fiberglass 2"
*Elastic
5e+06, 0.33
*Material, name="Injection Molded Fiberglass 3"
*Elastic
6e+06, 0.33
*Material, name="Injection Molded Fiberglass 4"
*Elastic
7e+06, 0.33
*Material, name="Injection Molded Fiberglass 5"
*Elastic
8e+06, 0.33
*Material, name="Injection Molded Fiberglass 6"
4
A-2
*Elastic
9e+06, 0.33
*Material, name="Injection Molded Fiberglass 7"
*Elastic
4.07e+06, 0.33
*Material, name="Layered Fiberglass"
*Elastic, type=LAMINA
8.34e+06, 2.727e+06,
0.25, 1.08e+06, 1.08e+06, 1.05e+06
**
** BOUNDARY CONDITIONS
**
** Name: Injection Molded Fin - Bottom BC Type: Displacement/Rotation
*Boundary
_PickedSet58, 4, 4
_PickedSet58, 6, 6
** Name: Injection Molded Fin - Plug BC Type: Displacement/Rotation
*Boundary
_PickedSet57, 1, 1
_PickedSet57, 2, 2
_PickedSet57, 3, 3
_PickedSet57, 4, 4
_PickedSet57, 5, 5
_PickedSet57, 6, 6
** ---------------------------------------------------------------**
** STEP: Apply Load
**
*Step, name="Apply Load", nlgeom=YES
*Static
1., 1., 1e-05, 1.
**
** BOUNDARY CONDITIONS
**
** Name: Layered Fin - Bottom Face BC Type: Displacement/Rotation
*Boundary
_PickedSet33, 4, 4
_PickedSet33, 6, 6
** Name: Layered Fin - Plug BC Type: Displacement/Rotation
*Boundary
_PickedSet25, 1, 1
_PickedSet25, 2, 2
_PickedSet25, 3, 3
_PickedSet25, 4, 4
_PickedSet25, 5, 5
_PickedSet25, 6, 6
**
** LOADS
**
** Name: Fin Pressures Type: Pressure
*Dsload
_PickedSurf59, P, 5.7
**
** OUTPUT REQUESTS
**
*Restart, write, frequency=0
**
** FIELD OUTPUT: F-Output-1
**
*Output, field, variable=PRESELECT
**
5
A-2
** HISTORY OUTPUT: H-Output-1
**
*Output, history, variable=PRESELECT
*End Step
6