Technical Paper
advertisement

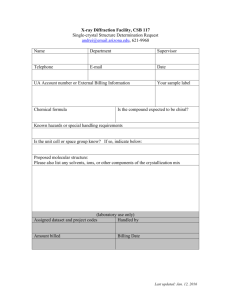
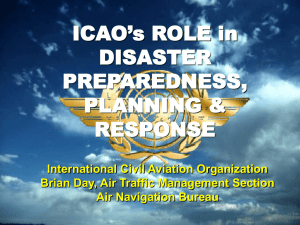
A Technical Paper presented at the Canadian Mineral Processors Annual Meeting, a division of CIMM (Week of the 18 January 2004) Crystallex’s Las Cristinas Gold Project Prepared by, J.R. Goode, P.Eng., Metallurgical Consultant1 K.G. Thomas, P.Eng., PhD, Chief Operating Officer2 1 2 J.R. Goode and Associates Crystallex International Corporation ABSTRACT The Las Cristinas deposit contains about 10.2 million ounces of gold reserves at a grade of 1.3 g/t. The deposit comprises a layer of fully oxidized saprolite (SAPO), a layer of sulphideenriched saprolite (SAPS), carbonate leached bedrock (CLB) and carbonate stable or un-leached bedrock (CSB). Gold occurs at about the same level in all lithological groups. The bedrock units contain minor amounts of copper (about 0.1%) as chalcopyrite, while SAPO contains virtually no copper it having been leached and deposited in the SAPS zone. A previous owner started investigation of the Las Cristinas deposit in Venezuela in 1991. Over the next seven years, 1174 holes with a total length of 159 km were drilled, extensive metallurgical testwork, including pilot plant operations, were conducted and feasibility studies were completed. Construction was started in 1997 and again in 1999 but was suspended. Crystallex has been producing gold in Venezuela since the early 1990’s. In 1997, Crystallex acquired Inversora Mael which had held two of the claims to the Las Cristinas concessions since 1986. In September 2002, Crystallex entered into a definitive agreement with the Corporación Venezolana de Guayana, (CVG), to develop the Las Cristinas deposit. An extensive program of studies and testwork was started in early 2003 to determine an optimum development plan for Las Cristinas. Mine Development Associates, SNC–Lavalin Engineers and Constructors, SGS Lakefield Research Limited, J.R. Goode and Associates, and Professor A. Laplante at McGill University acted as the main contractors. Because of the potential value of by-product copper, earlier flowsheets used carbon-in-leach for SAPO, but processed all other ore types by flotation to produce a gold-copper concentrate with cyanide leaching of cleaner tailings to maximize gold recovery. Cyanide recovery was necessitated by the high copper content of the leach feed. Initial studies of available data by Crystallex revealed that direct leaching of all ore types would provide about 11% more gold recovery than the previously selected flotation route with reduced capital and operating costs. Bench and pilot scale studies have confirmed that a SAG-ball mill-gravity-CIL route is very effective for all ore types and will give about 89% gold recovery. This paper describes the recent testwork, discusses the proposed plant design, and presents economic data. INTRODUCTION Venezuela is best known as a major oil producer supplying about 12% of US imports in 2002 or roughly the same as Saudi Arabia or Mexico. Venezuela is less well known as a gold producer having produced only 9 t in 2002. Most gold production has come from Bolivar State located in the south-east of the country and in particular from the El Callao district. Gold is produced by local mining companies such as Compañia General de Mineria de Venezuela (CVG Minerven) but, recognizing the potential of the country, several foreign mining companies are also active in Venezuela including Crystallex International, Hecla Mining, Bolivar Gold, Gold Reserve, Gold Fields, and China’s Shandong Gold Group. The Bolivar State deposits are in Archean to Guayana Shield. The Shield hosts several including Cambior’s Omai mine in Guyana deposits are geologically similar to those in layer overlying primary ore. early Proterozoic granite-greenstone terrain of the world class deposits besides those in Venezuela and its Gross Rosebel mine in Surinam. These Bolivar State and comprise an oxidized saprolite Crystallex has been producing gold in Venezuela since the early 1990’s and the company is well versed in operating mining and milling facilities in the region. In 1997, Crystallex acquired Inversora Mael which had held the rights to two of the Las Cristinas concessions since 1986. Figure 1 indicates the location of Crystallex’s current operations and Las Cristinas. On September 17, 2002, Crystallex entered into a definitive Mining Operation Contract (MOC) with Corporación Venezolana de Guayana, (CVG), to develop the Las Cristinas deposit. The MOC provides Crystallex with the exclusive right to explore, design and construct facilities, exploit, process and sell gold from Las Cristinas. An official translated version of the MOC is available on the Company’s website (www.crystallex.com). Following signing of the MOC, Crystallex initiated studies of the significant amount of geological and metallurgical data that was available on the deposit. These studies confirmed the viability of the project and also suggested an alternative processing route to that which had previously been considered. In early 2003, Crystallex shipped several tonnes Figure 1. Location of Crystallex properties in Venezuela of samples to Canada for metallurgical testing to confirm the suitability of the selected process route. This paper describes the metallurgical work that has been recently completed and the resulting development plan for Las Cristinas. LOCATION AND EXISTING FACILITIES The Las Cristinas concessions are located in Bolivar state, Venezuela, about 6 km from Troncal 10, the main paved highway that runs from Puerto Ordaz to the Brazilian border. The mining concessions are in relatively flat terrain ranging from 130 to 160 m above sea level. The climate is tropical. The property is provided with an airstrip and a 3000 man construction camp. A major 400 kV power line supplying power to Brazil parallels the highway and a 150 MVA switching station was constructed in 2001 for the Las Cristinas project at Las Claritas some 6 km from the site. GEOLOGY, MINERALOGY, RESERVES, AND MINING There are two main deposits at Las Cristinas: Conductora/Cuatro Muertos and Mesones/Sofia (see Figure 2). At Conductora/Cuatro Muertos, gold and copper mineralization are associated with pyrite-chalcopyrite disseminations, veinlets (2-5% sulphides) and blebs generally oriented parallel to the foliation. The occurrence of sulphide mineralization is not associated with any particular rock type, but rather with alteration assemblages that include secondary biotite and a younger carbonate-epidote assemblage. On a microscopic scale, gold can be found as free grains in quartz and as blebs and fracture fillings in pyrite and/or chalcopyrite. Silicatecarbonate-sulphide veins tend to parallel foliation. At Mesones/Sofia, gold-copper mineralization occurs within tourmaline breccia zones, which have obliterated primary tuffaceous textures. Sulphide concentrations are coarser grained and more chalcopyrite rich than those at Conductora/Cuatro Muertos. Extensive weathering has led to the development of saprolite to depths of over 90 m locally. The upper part of the saprolite is oxidized. Within the oxidized saprolite, copper has been predominantly leached, but the gold remains generally in its original distribution. The sulphide saprolite, which has been enriched in copper leached from the overlying oxide saprolite, also retains the original gold distribution. The secondary copper minerals in the sulphide saprolite are soluble in cyanide solutions. Copper and gold grade distributions in the bedrock have not been affected by weathering. Figure 2. Plan of Las Cristinas deposit Earlier exploration work generated a database including information on 1,174 drill holes covering 160,600 m of drilling, 108 trenches, 162,806 gold assays, 145,221 silver assays, 145,547 total copper assays, and 40,655 cyanide-soluble copper assays. Crystallex determined that the prior exploration and sampling procedures conformed to or exceeded industry standards. Nevertheless, Crystallex drilled an additional 2,188 m in twelve diamond drill holes, for a total of 1,087 core samples, to verify the presence and tenor of mineralization. In addition, 275 quality assurance/quality control (QA/QC) samples were analyzed. The Crystallex drill results and check samples corroborate the general tenor of gold mineralization reported by the previous operator. For additional confirmation, Crystallex re-assayed 262 pre-existing pulps, 200 pre-existing coarse rejects and 342 pre-existing quarter core samples. Mean grades are similar for both datasets. Based on all available data, MDA generated a total resource estimate of 499,000,000 t grading 1.17 g Au/t for a total of 18,807,000 ounces of gold (Measured, Indicated and Inferred) which agrees well with earlier estimates. MDA developed a mine plan based on a conventional truck and shovel operation. The total reserves, using the Canadian Institute of Mining, Metallurgy and Petroleum reserve definitions, are 246 Mt at a grade of 1.29 g/t for a total of 10.2 million ounces of gold. From a processing viewpoint, the mass and analysis of the different ore types is important and especially the mass of the sulphide saprolite. This material contains cyanide soluble copper minerals which affect processing costs. The distribution of the different lithologies is summarized in Table 1. Table 1. Distribution of ore types and grades Lithology Saprolite Oxide Saprolite Sulphide Carbonate Leach Bedrock Carbonate Stable Bedrock Tonnage Mt 38,868 23,532 54,666 128,593 Percentage of total reserve % 16 10 22 53 Gold grade g/t 1.12 1.38 1.20 1.36 Cyanide soluble copper % ~0.005 0.093 ~0.01 ~0.005 METALLURGICAL TESTWORK Background Earlier investigators recognized that cyanide leaching could be economically applied to all ore types. However, it was decided to additionally recover copper from the deposit and a gravityflotation circuit was developed that would produce a copper-gold flotation concentrate for custom processing by an off-shore smelter. To give adequate overall gold recovery, it was necessary to cyanide leach certain flotation products. The flotation flowsheet was demonstrated in several pilot plant runs operated at solids flowrates of up to 150 kg/h. As the metallurgical development work continued, an acidificationvolatilization-recovery (AVR) plant was added to the flowsheet because of excessive cyanide consumption when leaching a copper-bearing flotation intermediate product for gold recovery. In early 2003, Crystallex and its consultants reviewed available metallurgical test data and performed various trade-off studies. These analyses indicated that the production and off-shore, smelting of a copper-gold flotation concentrate, as proposed earlier, was not the preferred alternative. Direct leaching of most or all of the ore and on-site production of bullion would give higher gold recovery, simplify the process, improve plant operability, and give lower capital and operating costs, and a higher Internal Rate of Return (IRR). Crystallex arranged for new samples to be prepared in Venezuela and SGS Lakefield Research Limited (Lakefield) was engaged to test the direct leach process. The program ran from the time that samples arrived at Lakefield in early April until September 2003. Samples Nine composite samples of the four different ore types from the Conductora deposit were prepared from drill core stored at the mine site in Venezuela. Each sample was composited from individual drill core intervals with a mass of between 0.5 and about 7 kg and averaged about 2 kg across all samples. A listing of the major samples and their assays is presented in Table 2. Table 2. Summary of main Conductora samples tested Sample SAPO 1 SAPS1 SAPS2 SAPS(2) SAPS3 SAPS4 CSB1 CLB/CSB2 Mine estimate Au – g/t 1.59 1.55 2.29 1.29 1.64 1.53 1.38 - Major Assays – Lakefield Au – g/t Ag – g/t Cu – % CNSCu – % 1.63 1.32 2.16 1.33 2.15 1.84 1.28 1.38 1.2 2.2 1.9 1.4 6.1 1.7 0.9 1.8 0.038 0.14 0.15 0.11 0.21 0.43 0.15 0.14 0.004 0.018 0.033 0.037 0.12 0.31 0.006 .016 Crystallex also shipped samples of Conductora waste and ore from the Mesones deposit. Graphitic carbon assays were obtained as the difference between CTotal and CCO2 on all samples and found to be in the range of 0.01 to 0.08%. Preg robbing tests were done on the earlier samples and CSB, SAPS2, and SAP(2) were found to be mildly preg robbing with 11, 9, and 16% of a 10 ppm spike adsorbed after 24 h. SAPO and the other SAPS samples returned values of 4% or less. Mercury assays in the various samples were either 0.3 g/t or <0.3 g/t except for SAPS1 which was reported as 0.4 g/t. The as-received screen analyses of SAPO, SAPS2 and SAPS 3 were 63, 182, and 69 micrometres m respectively. All other samples were competent rock provided as fragments of drill core. Various composites were produced for metallurgical testwork as presented in Table 3. The composites were made to represent possible operating combinations and to investigate the impact of varying cyanide soluble copper levels on operating parameters. Table 3. Main composites used in testwork Composite name SAPO-CSB Comp S1 Comp S2 Comp S3 Comp S4 Comp S5 SAPS350 CLB-CSB Comp. 1 CSB2 CLB-CSB Comp. 2 Mine blend Composition 20% SAPO1, 80% CSB 10% SAPO1, 10% SAPS2, 80% CSB1 (target 85 ppm CNSCu) 10% SAPO1, 20% SAPS2, 70% CSB1 (target 112 ppm CNSCu) 10% SAPO1, 10% SAPS3, 80% CSB1 (target 172 ppm CNSCu) 10% SAPO1, 20% SAPS3, 70% CSB1 (target 286 ppm CNSCu) 10% SAPO1, 10% SAPS4, 80% CSB1 (target 362 ppm CNSCu) 40% SAPS1, 50% SAPS2, 10% SAPS3 (target 350 ppm CNSCu) 68% CLB, 32% CSB (selected from CLB-CSB sample) 100% CSB (balance of CLB-CSB sample) 27% CLB, 73% CSB 15% SAPO, 5% SAPS (350ppm CNSCu), 10% CLB, 70% CSB Grinding tests A great deal of grinding testwork had been performed on Las Cristinas ore by earlier investigators, including A.R. MacPherson Consultants Ltd. Bond rod and ball mill work index determinations and abrasion index measurements were made in the recent Lakefield program which confirmed the earlier data. The Bond ball mill work index data (metric) for CSB and CLB are 15.3 and 10.5 respectively. The abrasion indices are about 0.1 g for CLB, and 0.2 g for CSB. SAPO and SAPS have not been subjected to Bond work index tests because the as-received material is too fine to test. However, an apparent work index for saprolite can be calculated from the work index measurements for blends containing this material. This calculation method yields values between 6 and 11. Gravity recovery of gold The feed for bottle roll leach tests were prepared by grinding 2 kg batches of ore to the desired grind then passing the sample through a 3” Knelson concentrator, then upgrading the concentrate on a Mozley table. The leach feed was then made by mixing the Knelson and Mozley tailings. Average data for the different ore types from twenty small-scale gravity recovery tests are provided in Table 4. Table 4. Average data from gravity tests ahead of bottle roll leach tests Sample SAPO SAPS COMP S SAPO/CSB1 20/80 CSB CSB depth CLB/CSB2 Grind K80, µm 35 50 63 77 67 94 99 Gravity Conc Wt % Au, g/t % Rec'y 0.031 252 5.3 0.060 900 18.4 0.097 356 22.9 0.082 278 15.7 0.091 328 22.5 0.086 254 17.2 0.026 1198 22.2 Tail Au, g/t 1.35 1.39 1.14 1.00 0.96 1.03 1.07 Head, g/t Au calc. direct 1.47 1.63 1.71 1.48 1.43 1.19 1.38 1.24 1.24 1.25 1.29 1.38 1.46 The four samples of Mesones CSB and CLB-CSB mixtures were also processed by gravity concentration and responded well. From an average feed grade of 1.1 g/t, 37% of the gold was recovered to a 711 g/t concentrate. As is described later, a pilot plant was operated to process about 1 tonne of Las Cristinas material over a 20-day period. The first part of the pilot plant run used a feed comprising 20% SAPO and 80% CSB. The second part used a feed comprising 15% SAPO, 5% SAPS, 10% CLB, and 70% CSB – the Mine Blend. The feed for the pilot plant was prepared in 30 kg batches which were processed by the same Knelson-Mozley flowsheet as described above. Gravity recovery data from the pilot plant are provided below in Table 5. Table 5. Gravity concentration data from pilot plant feed preparation work Feed SAPO-CSB SAPO-CSB Mine Blend Phase PP1-1 PP1-2 PP2 Gold assays – g/t Head Tail Conc 1.50 0.95 775 1.39 0.95 1760 1.38 0.90 1920 Recovery to conc. – % Mass Gold 0.071 36 0.025 32 0.025 34 In the first part of the pilot plant (Phase PP1-1), the mass of Mozley concentrate was set at 15 to 25 g per 30 kg batch grind or about 0.07% mass pull. In the later operation (PP1-2 and PP2) the mass pull was reduced to 5 to 10 g of concentrate or about 0.025% mass. The tabulated concentrate assays are based on the assay head and the gravity tail assay estimated from the cyanidation data. Gravity recovery in the pilot plant was far higher than in the small-scale tests as indicated in Figure 3. This is as expected and reinforces the importance of processing large samples to determine the potential for the gravity recovery of gold. About 40 kg of SAPO and 100 kg of CSB were studied by Professor André Laplante at McGill University using the Laplante Gravity Recoverable Gold (GRG) test procedure. This work established that SAPO contained 39% GRG while CSB contained 46%. It was noted that about 10% of the total gold in each sample was –20 m in size and would be difficult to recover. Based on an analysis of the data, Laplante concluded that about 25% gold recovery would be obtained by gravity processing. Gravity gold recovery - % 40 30 20 10 0 - 500 1,000 1,500 2,000 Conc. grade - g/t 80/20 Blend CSB SAPO Comp S1 - S5 CSB depth SAPS1 - 2 PP1-high mass PP1-low mass PP2 Figure 3. Gravity concentration data illustrating sample size effect Intensive cyanidation of gravity concentrate Samples of the concentrates produced during the three different segments of the gravity recovery portion of the pilot plant were subjected to intensive cyanidation using 2% NaCN solution, H2O2 as an oxidant, and a leach time of 48 h. Results are summarized in Table 6. Table 6. Intensive cyanidation of gravity concentrate Feed PP NaCN kg/t Add Cons 1-1 233 74 1-2 240 78 2 260 100 SAPO-CSB Mine blend Metal extraction - % Au Ag Au Ag Au Ag 2h 90 95 91 102 101 104 6h 84 90 93 95 96 95 12 h 90 96 101 103 108 101 24 h 95 96 99 100 99 98 Tail 48 h 98.6 95.7 99.5 98.3 99.3 98.3 g/t 6.6 2.3 6.3 2.3 8.5 2.3 Calc head g/t 484 54 1,378 138 1,246 136 The intensive cyanidation testwork gave very encouraging results and this method will be used to process the gravity concentrates at Las Cristinas. In summary, the data show that gravity recovery should be very effective at Las Cristinas and give well over 20% recovery of the gold in the feed. The concentrates are very amenable to intensive cyanidation. Bottle roll leach tests All bottle roll tests were preceded by the removal of coarse gold by gravity concentration as detailed earlier. The results discussed in this section are overall gold recovery, i.e., gravity recovery plus leach extraction. An initial series of CIL tests investigated the effects of grind (P80 of 110, 75, and 50 micrometres) and time (12, 24, 48 h) on leaching of the SAPO-CSB blend with a cyanide strength of 0.5 g/L. This work showed that a grind of 75 micrometres and CIL time of 36 h was optimum and most additional leach tests were then conducted under said conditions. A second series of tests on SAPO-CSB looked at cyanide addition strategy and showed that an initial 0.5 g/L held for 4 h gave low tailings (0.15 g/t) and lower cyanide addition (0.9 kg/t). Tests on SAPO showed that 99% extraction (tailings of 0.02 g/t) was possible after 36 h of CIL with 0.9 kg/t NaCN addition. Extraction from SAPO at 24 h was 98% (0.03 g/t tailings). A 36 h leach of CSB gave 85% recovery (0.17 g/t tails) following 0.8 kg/t NaCN addition. Copper leaching from the SAPO, CSB, and blends was generally less than 5% from heads of about 0.05% for SAPO and 0.15% Cu(Total) for CSB. Numerous leach tests were completed on samples of SAPS selected and composited to give a range of cyanide soluble copper levels between 180 and 1200 ppm. With sufficient cyanide, the leach extraction of gold varied from 85% to 95%. The extraction of cyanide soluble copper from the SAPS-bearing material was between 2 and 45% of the analytical cyanide soluble content of the ore. The chemical consumption of cyanide and lime in the SAPS tests varied according to the following equations: Cyanide addition (kg/t) = 7.93 x Cyanide soluble copper (%) + 0.62 (R2 = 0.83) Lime addition (kg/t) = 16 x Cyanide soluble copper (%) + 0.36 (R2 = 0.68) The regression equations were consolidated with data obtained in earlier testwork on Las Cristinas ore and operating cost factors and the following equation developed for SAPS: SAPS processing cost ($/t) = 24.2 x Cyanide soluble copper (%) + 2.487 This equation was used to determine the cut-off grade for the SAPS during mine planning and calculation of the ore reserves. Pilot plant Configuration The CIL pilot plant operation included the batch ball milling of 30 kg charges of feed material followed by the removal of a gravity concentrate using a 3” Knelson concentrator, upgrading of the composite on a Mozley table, and combination of the table and Knelson tails. Initially the table was operated to give a 0.07% mass pull but this was changed early in the operation to a 0.025% mass pull. Gravity tailings were transferred to a holding tank ahead of the CIL pilot plant where the density was adjusted and trash removed on a 28# screen. Feed slurry was then pumped at a rate corresponding to 1.9 kg/h of solids to the first of 6 CIL tanks providing a total of 36 h residence time. Lime was added to adjust the pH and, for the SAPO-CSB blend, a total of 0.7 kg/t of NaCN was added as a solution – 67% to the first tank with the balance to the second tank. During processing of the Mine Blend, which contains CNSCu-containing SAPS, the NaCN addition was increased to 0.8 kg/t. Each CIL tank contained 4 g/L of activated carbon during the initial operation. This was changed to 8 g/L part way through the first pilot plant run (PP1) because it was suspected that the concentration was too low. Carbon was retained in each tank with a 20 # screen located on the tank outlet and was manually advanced every 12 h. Based on isotherm and kinetic tests and modeling studies performed by Lakefield, a carbon loading of 1500 g/t was selected in the design of the pilot plant operation. The carbon used in each CIL tank prior to start-up was pre-loaded with gold to ensure rapid attainment of equilibrium. A 28# safety screen was fitted to the last CIL tank. A feed sample was taken from each batch of feed to the Knelson concentrator and every 8 h from the feed to the CIL plant. Tailings were sampled every hour, filtered, and combined to form 4 h composites. A full profile through the CIL circuit (solids, solution, carbon) was taken every day and screen analyses were periodically checked. Results As noted earlier in Table 6, after adjustment of the Knelson procedure to give a high concentration ratio, the gravity concentration section of the pilot plant achieved better than 30% gold recovery to a concentrate assaying more than 1700 g/t. Lakefield data show that the average gold content of the pilot plant tailings when the plant was at equilibrium was 0.15 g/t when processing both the SAPO-CSB blend and the Mine Blend. Corresponding overall gold extraction levels are 89%. The cyanide addition during the pilot plant operation was set at 0.7 kg/t for the SAPO-CSB blend and 0.8 kg/t for the Mine Blend. The cyanide consumption was 0.3 kg/t during the last four days of PP1B and 0.34 kg/t during the last four days of PP2. Residual cyanide concentration must be added to the chemical consumption to arrive at expected total cyanide addition. Results are summarized in Table 7 and in the graph presented as Figure 4. Table 7. Summary of pilot plant data PP1A (day 7-9) 20/80 Blend 4 0.71 0.27 0.87 0.95 0.17 36.3 82.2 88.6 Parameter Feed C Concentration, g/L NaCN Addition, kg/t NaCN Consumption, kg/t CaO Addition, kg/t Average CIL Feed Assay, g/t Au Average CIL Tail Assay, g/t Au % Gravity recovery % Extraction in CIL % Overall recovery PP1B (day 10-14) 20/80 Blend 8 0.70 0.30 0.78 0.95 0.15 31.4 84.8 89.6 PP1 O’all (day 7-14) 20/80 Blend 0.70 0.28 0.84 0.95 0.16 33.0 83.6 89.0 PP2 (day 16-20) Mine Blend 8 0.77 0.34 0.85 0.90 0.15 34.5 83.6 89.3 100 1.5 95 1.0 90 0.5 Initial feed 20%SAPO 80%CSB Started Mine Blend Carbon conc. doubled 85 Hours Knelson feed CIL tails O'all recovery Figure 4. Pilot plant operation – time variation in major parameters 432 408 384 360 336 312 288 264 240 216 192 168 144 120 96 72 48 80 24 0.0 O'all recovery - % 2.0 0 Gold assay - g/t Las Cristinas Pilot Plant Lines are 36 h running averages Recovery calculated from running averages using 36 h offset The pilot plant operated quite smoothly although some issues arose and had to be solved. During the initial operation, it was observed that tailings assays were very low but also that the tailings were very fine with P80 of 38 micrometres. This was due to the SAPO component of the ore traversing the leach train at a faster rate than the coarser bedrock particles. Agitator speeds were changed and equilibrium was attained. Another problem was evidenced by occasional spikes in the tailings assay. This was found to be due to contamination of tailings with partially loaded carbon. Tailings samples were rescreened at 28 mesh and operating procedures changed. Selected tailings samples were re-leached to determine if longer leach times would be warranted. An additional 48 h of leaching (more than double the 36 h leach time of the CIL pilot plant) gave a reduction in tailings assay of between 0.01 and 0.04 g/t suggesting that longer leach times would not be justified. Carbon elution Two samples composited from loaded carbon from the pilot plant were eluted using the high pressure Zadra approach. Data are summarized in Table 8. Table 8. Carbon stripping results Parameter Loaded carbon assay Acid washed assay Eluted carbon assay Recovery Unit g/t g/t g/t % PP1 Loaded Carbon Au Ag Cu 1552 185 334 1598 306 366 32 1.2 <20 98.0 99.6 94.6 PP2 Loaded carbon Au Ag Cu 1534 287 555 1615 319 364 38 40 20 97.6 87.8 96.4 The data indicate no problems with eluting gold from carbon. Viscosity measurements Lakefield measured the viscosity of various Las Cristinas slurries using a Haake rheometer. The data are discussed here in terms of the critical solids density (CSD) which is defined as the percentage solids where the yield stress exceeds 8 Pa – a level where slurry handling problems can be expected. One series of tests measured the rheology of limed and flocculated mixtures of CSB and SAPO across a range of percentage solids. The data show that 100% SAPO has a CSD of about 40% solids, while 70% SAPO-30% CSB has a CSD of about 47%. At 50% SAPO, the CSD is about 52% solids which increases to about 60% solids at 20% SAPO. Figure 5 presents selected viscosity data. Data show that the CSD for pure SAPS is about 56% solids which is far higher than the 40% indicated for SAPO. The CLB and CSB have negligible yield stress (<1 Pa) up to 60% solids. 24 Yield Stress, Pa 20 SAPS 350 CSD SAPO CSD 16 SAPO Operating domain 12 SAPS 350 Operating domain 8 4 0 30 33 36 39 42 45 48 51 54 57 60 Solids density, % wt. SAPO 100% M 368 pH 10.6 SAPS 350 100% M 368 pH 10.6 SAPO 100% M 919 pH 10.6 SAPS 350 100% M 919 pH 10.6 Figure 5. Viscosity data for pure SAPO and SAPS The rheology data indicate that the percentage solids should be held below 36% solids if pure SAPO were to be handled but that higher percentage solids can be accommodated as the percentage SAPO is decreased by blending with CSB and CLB. Thickening tests Initial small-scale flocculant scoping tests and static settling tests allowed selection of the anionic flocculant Magnafloc 919 as suitable for the promotion of thickening of Las Cristinas slurries. After the preliminary tests, Outokumpu was requested to operate its pilot thickener on different ore blends. Outokumpu operated its continuous 0.1 m2 pilot-scale thickener at Lakefield in three campaigns. In all, Outokumpu conducted 58 thickening tests on nine ore blends ranging from pure SAPO through various SAPO-SAPS-CLB-CSB blends, to a simple mixture of CSB and CLB. The results of the Outokumpu tests are summarized in Figure 6. The data show that, with the correct flocculant, thickener underflow solids concentrations of 50% or greater can be obtained at a loading rate of 0.47 t/m2/h or lower (scale up to be applied) with all of the ore types/mixtures that were tested provided that the saprolite content of the thickener feed does not exceed 50%. 0.7 Solids loading rate - t/m2/h 0.6 0.5 0.4 0.3 0.2 0.1 0 20 30 40 50 60 70 Underflow % solids - % 27% CLB-73% CSB PP1 feed, SAPO-CSB PP2 feed, M ine Blend 20% SAPO-80% CSB 25% CSB - 75% SAPO 35% SAPO-65% CSB 50% SAPO-50% CSB 50% SAPO-25 SAPS-25 CSB 100% SAPO Figure 6. Results of Outokumpu pilot thickening tests The average flocculant dose in all of the tests that were performed was 27 ppm and a dosage of 30 to 40 ppm will probably be needed in the plant. Overflow clarity was generally good and well under 500 ppm of suspended solids. Environmental tests Lakefield completed modified EPA Acid Base Accounting (ABA) tests on SAPO, CSB, 20%SAPO:80%CSB blend (PP1 pilot plant feed), PP1 and PP2 pilot plant tailings, SAPS2 (about 330 ppm CNSCu, 0.7% S), 50% SAPS3:50% SAPS4 (about 2100 ppm CNSCu, 1.2%S), samples of Mesones ore, and waste rock from Conductora. Based on the samples that were examined, it was concluded that Conductora SAPO ore and waste would be classified as non-acid generating and that the SAPS blend with very high cyanide soluble copper and a SAPS waste sample may be acid generating. The acid generating potential of the other samples was deemed uncertain. It should be mentioned that previous investigators performed over 2100 ABA tests on different rock types from Las Cristinas and concluded that acid generation would not be a problem. Standard settling test, without rakes, were performed on flocculated but degraded tailings from pilot plant operations with SAPO-CSB blend and Mine Blend. After seven days, settled solids reached 60 to 61% solids. Consolidation tests up to 5 bar were performed in a consolidation (Rowe) cell. Natural degradation Natural degradation tests were performed on tailings from the pilot plant operation with SAPOCSB blend (PP1) and Mine Blend (PP2) in two 57 L aquarium located outside at Lakefield. Results are summarized in Figure 7 presented below. The natural degradation of PP1 was terminated after 55 d when the CNWAD level had dropped to less than 15 ppm whereas it took the PP2 tailings, which contained 40% more copper in solution, 98 days to reach the same level. Assay - ppm 1000 100 10 0 2 4 6 8 10 12 14 Time - weeks PP1 CNwad PP1 Cu PP2 CNwad PP2 Cu Figure 7. Removal of CN and Cu from PP tailings by natural degradation Figure 7 shows that cyanide and copper are quite rapidly removed by natural degradation in the Lakefield environment. Faster rates are expected at the mine site based on experience gained at the Crystallex Revemin operation in Venezuela. Cyanide destruction tests Nine continuous cyanide destruction tests were performed on naturally degraded tailings solution from PP1 and PP2 using the INCO Air/SO2 process. CN(wad) levels below 1 ppm were readily obtained and copper was also effectively eliminated. Retention times of about 30 minutes were adequate and an SO2 addition of about 5 g/g CN(wad) was effective. ENGINEERING DESIGN As the testwork at Lakefield progressed, Crystallex and its consultants reviewed earlier testwork and data generated by Lakefield and developed the process flowsheet and project design criteria. The flowsheet will comprise a mineral sizer for crushing saprolite and a gyratory crusher for bedrock. Crushed material will be fed to a SAG mill – ball mill circuit with gravity recovery facilities including intensive cyanidation and electrowinning of gravity gold. The overflow from the grinding circuit cyclones will be thickened, leached in a CIL circuit, gold recovered using a high pressure Zadra strip circuit, and the CIL tailings sent to the tailings area. Reclaim water will be returned to the mill and treated for cyanide destruction before re-use in the mill or discharge to the environment. Key process design criteria are tabulated below in Table 9. Table 9. Principal design criteria for process plant Parameter Ore throughput Head grade Initial ore blend Gravity recovery Overall gold recovery Annual gold recovery Grind P80 size Blended SAG Wi Blended Ball mill Wi Thickener area Thickener underflow CIL residence time Carbon concentration Net carbon loading Carbon advance rate Lime addition Cyanide addition Cyanide destruction Units t/a t/d g/t Au %SAPO Average % % oz/a Year 1-5 oz/a Mine life m metric metric m2/t/h % solids h g/L g/t Au t/d kg/t kg/t Data 7,300,000 20,000 1.29 50 21 89 311,000 266,000 70 12.4 11.5 0.4 50 36 6 1500 13 1 0.33 Inco on reclaim water The numerous mine and infrastructure facilities will not be described here. ECONOMICS Capital costs Project capital costs as developed in the Feasibility Study are presented in Table 10. Table 10. Summary of Las Cristinas capital costs Item Mine Process Plant Tailings Management Facility Infrastructure Sub-Total Direct Costs Owner’s Cost Indirect Costs (including contingency) Total Costs VAT1 Total Initial Capital Requirement Cost Estimate (US$,000) 27,258 80,196 24,490 27,728 160,672 10,000 72,095 242,767 38,843 $281,610 1 VAT of 16.5% has been applied to the total capital costs. This is fully recovered over the first two and one half years from gold sales revenues. Operating Costs (at US$325 gold) Total cash costs for the first five years of production are estimated at US$130 per ounce before royalties and US$144 per ounce including royalties. Over the life of mine, average total cash costs are estimated at US$182 per ounce of gold ($6.70/tonne of ore) before royalties and US$196 per ounce including royalties. Unit operating costs by area are presented below in Table 11. Table 11. Las Cristinas operating costs Item Mining Processing General and administration Grand total1 1 Operating costs $/t ore $/oz gold $2.94 $80 $3.38 $92 $0.38 $10 $6.70 $182 Excludes royalties; add $14/oz at a gold price of $325/oz. Financial Analysis SNC-Lavalin Capital prepared a financial model for the Las Cristinas Project. The model was run in US dollars with no allowance for inflation. The model includes all capital costs, operating costs, royalties and a 34% income tax. Depreciation was conservatively assumed for a 20 year life on a straight line basis. An existing investment tax credit of 10% of the development capital cost was utilized to offset income taxes during the first two years of production. For simplicity, the model assumed that the Project is financed entirely with equity; however, the application of project debt will improve the already robust internal rate of return. The Base Case model used a gold price of $325 per ounce. Key results are presented in Table 12. Table 12. Las Cristinas Economics – Before Tax and Unleveraged (US$) Gold price Cumulative Free Cashflow Internal Rate of Return Payback $325/oz $742 million 13.8% 4.7 a $375/oz $1,2 billion 19.4% 6.9 a A sensitivity analysis was performed which considered the impact on the financial results of changes to the gold price, capital costs and operating costs. The analysis indicated that the Las Cristinas financial results are most sensitive to changes in the gold price. On a pre-tax basis, a 10% increase in the gold price resulted in a 29% increase in the IRR to 17.8%, while similar decreases to the capital or operating costs yielded IRR increases of only 15% in both cases. The Feasibility Study was provided to the CVG in accordance with the Mining Operation Contract signed in September 2002. NEXT STEPS – PROJECT IMPLEMENTATION The next phase of advancing Las Cristinas, which is estimated to extend through the first quarter of 2004, will focus on awarding an Engineering Procurement and Construction Management mandate, initiating Detailed Engineering work, completing the Preliminary and Final EIS reports, and securing the Land Use Permit and the Permit to Impact the Environment. The Company will also continue to advance the social programs committed to under the terms of Crystallex’s Mining Operation Contract. These include providing new water treatment facilities, sewerage systems, houses and road improvements for the local communities. In addition, the Company will continue to work with its financial advisors to determine the optimum financing structure and sources of debt financing for Las Cristinas. ACKNOWLEDGEMENTS Many people have contributed to the development of the Las Cristinas project to this date including staff at Crystallex, Lakefield, SLEC, MDA, Knelson, Gekko, Outokumpu, McGill, and various other service and supply groups. Their input is gratefully acknowledged.