Engineering Letters

International Journal of Science, Engineering and Technology Research (IJSETR)
Volume 1, Issue 1, July 2012
Statistical Optimization of Oil Extraction and
Biodiesel Preparation from Jatropha Curcas Kernel using In-Situ Transesterification Method
Khin Myo Myo, May Myat Khine
Abstract- Firstly, solvent extraction of oil from Jatropha
curcas kernel was investigated for biodiesel preparation. This extraction was optimized by using Box-Behnken design and response surface methodology (RSM). A quadratic polynominal equation obtained to predict the oil yield of 63 wt % was found to be solvent to kernel ratio of 15:1, reaction time of 4.4 hr and reaction temperature of 47
◦
C using fixed stirring rate 200 rpm.
And then, biodiesel preparation of Jatropha kernel with in-situ transesterification using this optimum condition of oil extraction was taken. Molar ratio of methanol to oil (100:1), NaOH catalyst
(1%), reaction time (60 min), reaction temperature (60
◦
C) and stirring speed (600 rpm) gave 90% of biodiesel yield.
Keywords-Box-Behnken, in-situ transesterification, Jatropha
curcas, RSM.
I.
I NTRODUCTION
Diesel fuel plays an important role in the industrial economy of a country. These fuels serve for a major part of the transport sector and their demand is steadily increasing, demanding an alternative fuel which is technically feasible, economically competitive, environmentally acceptable and readily available [1].
Biodiesel is chemically a mono-alkyl ester of long chain fatty acids derived from renewable biological sources such as vegetable oils and animal fats. As the demand for vegetable oil increase tremendously in recent years, it has become impossible to justify the use of these oils for fuel production.
Fortunately, non-edible vegetable oils, mostly produced by seed-bearing trees and shrubs can provide an alternative.
Jatropha curcas is a drought-resistant shrub or tree. The seed is the part of the Jatropha plant with the highest potential for utilization. It contains between 40% and 60% oil, and between 20% and 30% proteins. The seed and oil were found to be toxic to mice, rats, calves, sheep and goats, human, chickens and so on. The seeds are poisonous because they contain toxalbumine called curcine, cyanic acid related to ricinic acid and toxic phorbol esters. Phorbol esters were found to be responsible for purgative, skin- irritant effects and tumour promotion [2-6].
Transesterification method, one of the biodiesel preparations, is a chemical reaction between triglyceride and alcohol in the presence of catalyst.
In this reaction, triglycerides, as the main
Khin Myo Myo, Department of Chemical Engineering, Mandalay
Technological University, Mandalay, Myanmar, +95973199028(e-mail: skythoughts23@gamil.com).
May Myat Khine, Department of Chemical Engineering, Mandalay
Technological University, Mandalay, Myanmar, +9595341798., (e-mail: maymyatkhine81 @gmail.com). components of vegetable oils, react with an alcohol produce fatty acid mono-alkyl esters and glycerol. The transesterification reaction can be catalyzed by acid, alkalis or enzymes.
The other biodiesel preparation processes are supercritical and subcritical alcohol transesterification, microwave assited transesterification and in-situ transesterification.
In-situ transesterification is a biodiesel preparation method in which the oil-bearing material or biomass contacts with acidified or alkalized alcohol directly instead of reacting with pre-extracted oil and alcohol. This method combines extraction and transesterification process into one step. This could reduce the long production sequence associated with pre-extracted oil [7,8].
The objectives of this study are to investigate the optimum conditions for the oil extraction of Jatropha Curcas kernel using solvent extraction, to study the optimization of biodiesel preparation from Jatropha curcas kernel using in-situ transesterification method and analyse the product.
II.
M ATERIALS AND METHODS
A. Raw materials
Freshly harvested Jatropha curcas seeds were obtained from Agricultural Research Center (ARC) at Pyinmana. The seeds were selected according to their condition where damage seeds were discarded before seeds in good condition were cleaned, de-shelled and dried to 0.2% moisture content.
B . Chemicals
96% of n-hexane (E.Merck, India) as solvent, methanol
(95%), NaOH (96% purity) and phosphoric acid (85% concentration), Pure Chemical Indurteries, China, were purchased from local market.
C. Oil Extraction
The oil contents of jatropha seed, kernel and whole seed were investigated with solvent ratio range of 5:1 to 20:1, reaction time of 2 to 10 hr. Three extraction solvents, including n- hexane, ethyl acetate and iso-proponal, were tested to extract oil from jatropha kernel. From this study, solvent ratio of 15:1, reaction time of 6 hr and n-hexane gave higher oil yield than other conditions. Firstly, the seed kernels were ground by using a grinder. Then, 5 g of ground kernel and 115 ml of n-hexane (mass ratio of solvent to kernel, 15:1), were added into the two-necked flat bottom flask equipped with condenser and magnetic stirrer with reaction conditions of
200 rpm stirring speed, 50
◦
C of reaction temperature. After reaching to the desired extraction time, the solid and liquid
1
All Rights Reserved © 2012 IJSETR
International Journal of Science, Engineering and Technology Research (IJSETR)
Volume 1, Issue 1, July 2012 mixture was separated with filter paper. The filtrate was then evaporated by condensation to recover n-hexane.
The oil yield was calculated as follows:
% oil yield
weight weight in gram of extracted oil in gram of ground kernel
(1)
D. In-situ transesterification
First of all, oil extraction step using optimum condition of extraction was taken with reflux condenser. Then, 87% of n-hexane was recovered. An accurate amount of NaOH catalyst was weighed and dissolved in methanol. After recovering n-hexane, the mixture of methanol and NaOH was added into the reactor and the reaction time was recorded.
When the desired reaction time was reached, reaction solution was separated by filtration. The solution was distilled to recover the mixture of methanol and remained cosolvent. The resultant filtrate was left to separate the crude biodiesel and glycerol layer. Then, small amount of phosphoric acid was added into the oil to naturalize the alkaline catalyst and remove the gums and phospholipids. Biodiesel-gum separation step was done by centrifugation with 1200 rpm about 20 min. After degumming, the biodiesel layer washed with distilled water until the washing water reached its natural pH by testing with pH paper and then dried at oven (±105 ◦
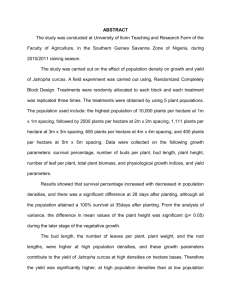
C) to remove moisture. The weight of the sample oil was recorded as the yield of biodiesel. Figure 1 showed the biodiesel preparation of Jatropha curcas kernel using in-situ transesterification method.
Jatropha seed
Deshelling
Kernel
Separation
Degumming
Glycerol
Phosphoric acid
Where, Y is the response or the product and x i
, x j are the uncoded independent variables, β
0,
β i,
β ii,
β ij, are intercept, linear, quadratic and interaction constant coefficients respectively and ε is the random error [9,11,12].
In this study, the oil extraction process was optimized by applying Box-Behnken design and response surface methodology. This technique is a powerful tool that involves the following general advantages: (1) More information per experiment than unplanned approaches. (2) A reduction in the number and cost of experiments. (3) It makes possible the calculation of the interactions among experiment variables within the range studied, leading to a better knowledge of the process. (4) It facilitates the determination of the operation conditions necessary for the scale-up of the process [10].
III.
R ESULT A ND D ISCUSSION
A. Result and Discussion of Oil Extraction
The oil contents of jatropha shell, kernel and whole seed were observed with solvent ratio range of 5:1 to 20:1 at reaction temperature of 50
◦
C, reaction time of 8 hr and 200 rpm stirring speed to study the maximum oil content of the various parts of jatropha seed. As shown in Figure 2, jatropha kernels have the highest oil content. Then, reaction time of oil extraction was observed from 2 to 10 hr to obtain the optimum range of reaction time. In Figure 3, it was found that 6 hr and 8 hr of oil extraction gave the optimum range of reaction time for oil yield while the oil yield slightly decreased at 10 hr of extraction time. Thus, the reaction time of 6 hr was chosen for the purpose of economy. The oil extractability of jalropha kernel with various solvents such as n-hexane, ethyl acetate and iso-proponal was investigated. According shown in
Figure 3, n-hexane gave the highest oil yield. Through all experiments, reaction temperature of 50
◦
C and 200 rpm stirring rate were fixed.
Grinding
(< 600µm)
Centrifugation
(1200 rpm)
Extraction
Transesterification n-Hexan
Washing/
Drying
Recovery n-hexane
Filtration
Methanol
+
Catalyst
Warm distrilled water
105 ± 5ºC
Biodiesel
Distillation
Methanol/ remained
Hexane
Figure 2. Oil extraction of jatropha seeds
Figure 1. Flow Chart for the Biodiesel Preparation from
Jatropha Curcas Kernel using in-situ transesterification method
E. Statistical Design
In order to study the optimum oil extraction, Box-
Behnken experimental design was employed. A three-level-three factor design was applied which generated
15 experimental runs including 3 center points. Selected variables for oil extraction were mass ratio of solvent to kernel (w/w), reaction time (hr) and reaction temperature (
◦
C).
The general equation (2) for the second order polynominal equation is as follows:
Y
0
i k
1
i x i
k i
1
ii x i
2 i
1 j
i
1
ij x i x j
(2)
Figure 3. Oil extraction of Jatropha kernel with various times
2
All Rights Reserved © 2012 IJSETR
International Journal of Science, Engineering and Technology Research (IJSETR)
Volume 1, Issue 1, July 2012
8
9
10
11
12
4
5
6
7
13
Figure 4. Oil exteraction of Jatropha kernel with various solvents; (1)iso-proponal, (2) ethyl acetate, (3) n-hexane
For design of experiment, independent variables and levels are displayed in Table 1 while Table 2 presents 15 experimental runs generated with experimental oil yields and predicted oil yields.
TABLE I
I NDEPENDENT V ARIABLES A ND L EVELS F OR B OX -B EHNKEN
D ESIGN
Variables
Mass ratio of solvent to kernel,g
Time,hr
Symbol
X
1
X
2
(-1)
5
2
Level
(0)
10
4
(+1)
15
6
Temperature,
◦
C X
3
35 50 65
TABLE II
B OX -B EHNKEN D ESIGN M ATRIX , E XPERIMENTAL O IL Y IELD
A ND P REDICTED O IL Y IELD
Run no
1
Mass ratio of solvent to kernel ,
(x
1
)
0
Time, hr,
(x
2
)
+1
Tempera
-ture,
◦
C,
(x
3
)
+1
Experimental oil yield, wt %
29.500
Predicted oil yield, wt%
29.790
2
3
-1
+1
+1
-1
0
0
21.023
50.560
20.806
50.777
+1
0
-1
+1
-1
+1
-1
0
0
0
+1
-1
0
0
0
0
-1
0
0
0
0
-1
-1
-1
+1
+1
0
0
0
0
56.970
30.460
50.686
50.686
60.000
33.570
31.060
61.500
29.770
50.684
57.256
31.036
50.685
50.683
59.423
33.279
30.774
61.573
29.696
50.685
14
15
0
0
-1
+1
+1
-1
33.000
33.900
32.497
34.402
TABLE III
A NALYSIS O F V ARIANCE F OR O IL Y IELD (W T %)
Source
Degree of freedom
SS Adj MS F value
P value
Regression
Linear
Square
Interaction
9
3
3
3
2439.7
1718.6
625.74
89.943
271.0
97.94
208.5
31.79
843.5
304.7
649.0
98.92
0.000
Residual error
Lack of fit
Pure error
5
3
2
1.61
1.61
0.00
0.321
0.536
0.00
401713.1
R 2 = 99.93, R 2 (adj) = 99.82
Multiple regression analysis of the experimental data gave the following second–order polynomial model equation.
Y = – 83.9142+ 0.7071X
1
+ 19.1857 X
2
+ 3.2299X
3
+0.0432 X
1
2
– 2.8314X
X
1
X
3
2
2 – 0.0308 X
– 0.0319X
2
X
3
2 + 0.4719 X
1
X
2
– 0.0108
3
(3)
The results of the second-order response surface model fitting in the form of ANOVA are given in Table 3. At 95% confidence level, the result showed that the P-value of the model terms were significant, i.e P<0.05. While experiment F vale was greater than tabulated F value (4.77), low probability values (P-value) presented a high significance for the regression model. To test the fit of the model, the regression equation and determination of coefficient (R 2 ) are evaluated.
In this case, the determination of coefficient value
(R 2 =0.9993) indicates that the sample variation of 99.93% for oil extraction is attributed to the independent variables and only 0.07% of the total variation are not explained by the model. The value of coefficient (Adj R 2 =0.9982) is also very high to advocate for a high significance of the model.
Therefore, equation (3) gives the model to predict theoretically the oil yield of extraction.
Figure 5. Response Surface of Oil Yield vs Mass Ratio of
Solvent to kernel & Time
Figure 6. Response Surface of Oil Yield vs Mass Ratio of
Solvent to kernel & Temperature
3
All Rights Reserved © 2012 IJSETR
International Journal of Science, Engineering and Technology Research (IJSETR)
Volume 1, Issue 1, July 2012
Figure 7. Response Surface of Oil Yield vs Temperature &
Time
The graphical representations of the regression equation for the optimization of Jatropha curcas kernel oil extraction are shown in figure 5-7. Figure 5 shows the response surface plot presenting the effect of reaction time, solvent ratio and their reciprocal interaction on the oil yield while keeping temperature constant at zero level. According to Figure 5, the high solvent ratio and high reaction time have the positive influences on the yield.
In Figure 6, the response surface figure described the effect of reaction temperature, solvent ratio and their mutual interaction effect on the oil yield while reaction times is kept constant at zero level. Solvent ratio appeared more effect on the oil yield than that of reaction temperature. At high reaction temperature, the oil content slightly decreased. It might be poor contacting time with solvent and kernel because of evaporating solvent.
The response surface plot representing the effect of reaction time, reaction temperature and their interaction effect on the oil yield with solvent ratio constant at zero level is demonstrated in Figure 7. Moderate reaction time and reaction temperature gave the highest oil yield. Maximum oil yield was found at moderate reaction time of 4 hr and reaction temperature of 50
◦
C.
The theoretical oil (66 wt%) yield was with optimum reaction conditions, mass ratio of solvent to kernel of 15:1,
4.4 hr reaction time and reaction temperature of 47
◦
C. After confirming this optimum condition, the actual maximum oil yield gave 63% (wt) with the error 4.5%. 95% confidence level allows up to 5 error percentage. This 63% oil yield was found nearly the same with futher researches.
Figure 8. Biodiesel preparation from Jatropha kernel with
NaOH(1%), 60
◦
C, 1hr, 600rpm without recovery n-hexane
Figure 9. Biodiesel preparation from Jatropha kernel with
NaOH(1%), 60
◦
C, 1hr, 600rpm with recovery n-hexane
3.03.
%
0
24.44
5 10 15 20 2 30
5
Figure 10. GC MS result of sample time
B. R esult and discussion of in-situ transesterification
Figure 8 showed that the study of biodiesel preparation with various molar ratio, NaOH catalyst 1%, reaction time of
60 min, reaction temperature of 60 ◦ C and stirring speed 600 rpm was carried out. From this experiment, 200:1 molar ratio gave th highest yield (80 wt%).As this molar ratio was quite high, experiments with recovered n-hexane was done in order to reduce the amount of molar ratio and to improve the product yield.
Figure 9 presented the preparation of biodiesel with recovered n-hexane and other reaction conditions are the same with the previous conditions. According to figure 9,
100:1 gave the highest yield (90%). So, the amount of molar ratio of methanol to oil could be reduced and improved the yield.
The composition of biodiesel sample was analyzed using
GC MS (Perkin elmer clarus). Figure 10 is the GC MS result of the bio diesel prepared with the condition of 100:1 molar ratio of methanol to oil, reaction temperature of 60
◦
C reaction
4
All Rights Reserved © 2012 IJSETR
International Journal of Science, Engineering and Technology Research (IJSETR)
Volume 1, Issue 1, July 2012 time of 1 hr and 600 rpm stirring speed. Some esters were found in this GC MS result.
IV.
C ONCLUSIONS
In the present work, statistical design has been applied to optimize the extraction of oil from Jatropha kernel.
Box-Behnken design has been applied to optimize the variables determining the oil yield. Equation (3) given by the model is possible to adequately predict the required operating conditions. According to this study, the maximum oil yield of
63% (wt) was found at mass ratio of solvent to kernel (15:1), reaction time (4.4 hr) and reaction temperature (47
◦
C).
Biodiesel preparation from Jatropha curcas kernel was investigated with solvent assisted in-situ transesterification method. Molar ratio of methanol to oil (100:1), catalyst 1%
(NaOH), reaction time of 1 hr, reaction temperature of 60
◦
C and 600 rpm gave 90% (wt) yield.
[12] V. Shashikant, “ Process optimization for biodiesel production from mahua (Madhuca indica) oil using response surface methodology” ,
Indian Institute of Technology , 2006.
A CKNOWLEDGMENT
The author is very grateful to the Agriculture Research
Center (ARC), Pyinmana for the supply of raw materials,
Jatropha curcas seeds and Maj. Maung Maung Myint
(Assistast Lecturer), Chemical Technology Department,
Research Center, Pyin Oo Lwin for testing samples with GC
MS. The author wishes to express Dr. Tint Tint Kywe, Head of Department of Chemical Engineering, Mandalay
Technological University. The author deeply would like to express her gratitude to Dr. May Myat Khine (Lecturer),
Department of Chemical Engineering, Mandalay
Technological University for her kind, patient and guidelines to perform this study.
R EFERENCES
[ 1 ] A. Bouaid and L.Bajo, “ Optimization of Biodiesel production from
Jojoba oil ,
”
IChemE , vol 85, pp.378-382, September 2007.
[2] S. Yucel , “ An alternative fatty acid alkyl esters production method:In situ transesterification”, Faculty of Science Mugla Sitki Kocman
University, Turkey, 2013.
[3] A. Sanchez, “Influence of n-Hexane on in situ Transesterification of
Marine Macroalage”, Energies, 2012.
[4] J. Porwal, “Reactive-extraction of pongamia seeds for biodiesel production”, Journal of Scientific and Industrial research, vol.71, pp.
822-828, 2012.
[5] N. Nazir , “ Life Cycle Assessment studies of Jatropha ( Jatropha curcas) Biodiesel Production Processed by In-Situ Transesterification
Method”, University of Andalas Padang, Indonesia , 2012.
[6] U. Gaudani and M. Gupta, “Isolation and Charaterization of
Phorbol esters (toxin) from Jatropha curcas L”, International Journal of Microbiology Research, ISSN:0975-5276, vol. 1, issue 1, pp.1-7,
2009.
[7] U. Olawale, “ Effect of initial Catalyst Amount on Production of
Biodiesel from Jatropha Curcas Seed Using In-Situ Technique”,
Trannational Journal of Science and Technology, vol.2, pp. 23-33,
Nigeria, 2012.
[8] X. Zeng, “ Rapid In-Situ TRansesterification of Sunflower Oil”,
Chinese Academy of Science , Beijing 100049, China, 2009
[9] C. Chang and J. Chen, “Optimization of Lipase-catalyzed biodiesel by isopropanolysis in a continuous packed-bed reactor using response surface methodology”, New Biotechnology , vol.26 pp.. 187-192,
2009
[10] G. Vicente and M. Martirez, “Optimisation of integrated biodiesel production. Part I. A study of the biodiesel purity and yield”,
Bioresouece Technology 98, pp. 1724-1733, 2007.
[11] X. Yuan and J. Liu, “ Optimization of conversion of waste rapseed oil with hogh FFA to biodiesel using response surface methodology”,
Renewable Energy , vol. 33, pp. 1678-1684, 2008.
5
All Rights Reserved © 2012 IJSETR