Egg Basics
advertisement

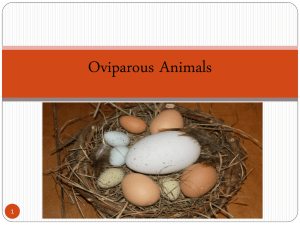
HYGIENE OF EGG AND EGG PRODUCT INSPECTION OF EGGS AND EGG PRODUCTS MANUFACTURE, AND The egg, similarly to the previously discussed milk and meat, has outstanding importance in human nutrition. The biological value of egg proteins practically is complete, therefore the proteins of other food commodities are related to the egg proteins (for example, the biological value of egg proteins, cow milk, pork and potatoes are 100, 88-95, 84, and 73, respectively). Beside the essential amino acid components of proteins, eggs contain vitamins (especially D-, A-, B2-, B12vitamins), and several other essential nutrients. The yearly egg consumption is about 300 per capita in Hungary positioning the Country into the first 5 in the world. In the same time, meals prepared by using egg and/or egg products are the most frequent sources of human salmonella-infections. Therefore, in discussing the production hygiene of eggs and egg products, a pivotal aspect is the way of reduction or exclusion of potential contamination with salmonella. 18.1. Hygiene of egg production and egg product manufacture (processing) The hygiene rules and quality requirements of egg production and egg product manufacture can be found in Regulations 853/2004/EC, 1028/2006/EC and 557/2007/EC. Acording to Regulation 853/2004/EC, the egg is a product of farmed birds which is in not broken shell, fresh (raw), and non fertile and is fit for direct human consumption or for manufacture of egg products. The definition of egg in Regulation 1028/2006/EC, dealing with rules of marketing of eggs, is restricted to hen eggs in shell, other than broken, incubated or cooked eggs, directly intended for human consumption or for manufacturing of egg products. In practice, hen (Gallus gallus) eggs intended for human consumption is termed as table egg. Further terms in the above Regulations: Liquid egg: the unprocessed content of eggs after removal of the shell, Egg products are processed eggs originating from eggs, from different components of eggs, or from mixture of eggs (melange) or from further preparation of these processed eggs, Broken egg: means eggs showing breaks both the shell and membranes, resulting in the exposure of their contents, Cracked egg: means eggs with damaged shell and intact membranes. 18.1.1. Hygiene conditions of egg production Egg producers, including those with retail marketing up to 360 eggs per week, must be registered and supplied by registration number by the competent animal health authority. Table eggs, originating from a holding farming more than fifty layers and are intended for marketing, must be marked with the producer’s code and/or with another indication if marketed in another Member State. The official veterinarian or the regional reponsible of the competent authority shell carry out inspection tasks at least yearly on site at the registered producer including sampling if necessary. The layer flocks are under continuous veterinary control. In the framework of this control, the veterinarian must observe all the factors which might influence the safety of table eggs and must advice the producer how to be able to satisfy the corresponding food safety requirements. 18.1.1.1. The main hygiene risks of egg production and their prevention Main table egg safety risk factors are the followings: a) Factors corresponding with the health condition of the layer flock, with their farming and feeding Salmonella infection pattern of the flock, vaccination programs, medical treatments, Keeping conditions, cleanness of the cage or other facilities, animal welfare aspects, Feeding, generation of taste and odour abnormalities/defects, Plant cleaning and disinfection (sanitation). b) Factors corresponding with the treatment/handling, transport and processing of eggs Protection of the egg shell (integrity, contamination), Collection of eggs, storage at the plant, candling of eggs, disinfection, transport, Tracebility, marking. From part of microbiological safety of eggs, the most important risk source is their infection/contamination by zoonotic salmonella serotypes. Eggs (see its structure in Figure 18.1) may be infected germinatively when salmonellas are getting into the follicles by the blood circulation and survive there for a long time. More typically, however, they penetrate into the egg through the pores of shell following faecal contamination of the shell. The penetration is greatly inhibited by the presence of the waxy glycoprotein layer (cuticule) covering the shell. The removal of this protective layer by washing and/or rubbing facilitates the penetration of salmonellas. The penetration rate is higher through shell of eggs stored at higher temperature than of those stored at chill temperature (about 10°C) and the (spontaneous) loss of the outer glycoprotein layer also facilitates the penetration (2-3 weeks old eggs). The more porous structure of duck egg ab ovo promotes the penetration of salmonellas, therefore, the duck egg must not be used for human consumption or for the preparation of food. Chemical substances including drug residues may also contaminate eggs. Therefore, for medical treatment of egg producing birds only registered veterinary products are permitted to be used. The active substances of these usually are not appearing in the egg in a quantity that would represent public health risk, therefore following their application, the establishment and observation of withdrawal time is not necessary. Figure 18.1. The structure of egg The keeping conditions including the cleanness of the cage, etc. affect the potential contamination of the egg shell. The sticky contaminants (faeces, bedding, feed, soil, etc.) mean not only physical contamination but it may carry bacteria and moulds in significant number. The presence of daily more than 3% eggs with contaminated shell indicate high degree technological defect. The main tools in prevention are the regular exchange of bedding with appropriate frequency, furthermore efficient cleaning and disinfection. For sanitation, adequate standard sanitation operation procedures (SSOPs) must be elaborated and implemented (prescribing the occasional and regular activities, the way and tools of cleaning and disinfection and the tasks of sanitary maintenance). Only detergents and disinfecting agents authorized for food industrial use are permitted to be applied in the indicated concentrations. All the activities, their time and the applied chemical cleaning and disinfecting agents must be documented. A potential feed-related risk source is the consumption of medicated feed (See: consumption of drugs). The presence of fish meal in the diet of layers is not desirable because of the possible contamination of eggs with salmonella and development of fishy-odour/taste. The green forage and oily seeds may also contribute to the development of particular (off) flavour/taste of eggs. Other keeping-associated factors such as the infrequent removal of manure or collection of eggs may result in abnormal odour by diffusion of ammonia into the eggs or the application of smelling cleaning and disinfecting agents may have similar consequence. The main factor in the microbiological safety of table eggs is the actual condition of egg shell. The egg shell is the first defence line of eggs and it is composed of three parts. The double (internal and external) cuticules which is formed in the isthmus of the oviduct, the calcificated layer deposited in the after-isthmus segment and this is covered by a thin cuticule (glycoprotein). This latter mucinous layer is hardening after laying and forms an even protective cover giving also the brightness of the egg. The cuticule is penetrable for steem and gases but it is an important barrier against microbes preventing their penetration through the porous calcinated layer. Its injury, removal (washing, rubbing-friction) greatly increase the potential of microbial (bacteria, yeasts/moulds) contamination. For this reason, prohibited the removal of contamination from the surface of eggs intended for human/public consumption by washing or dry cleaning (rubbing)! The perfectness of cuticule or the possible washed condition of eggs can be examined under UV light (normally the cuticle is fluorescent in red or bluish colour but at sites of removal of curticle grey spots are appearing), or by immersion of eggs into stain-solution (the cuticule is stained but the stain can be removed from the calcificated layer). Important not only to preserve the intactness of the cuticle but also to prevent the contamination of egg shell. Therefore, the egg producer must keep clean the the cage and must collect the eggs several times in a day (daily 4-5 occasions). The collected table eggs must be stored at the plant in a dry room until delivery at a cool site (2-8°C), free of abnoxious odours and exposure to direct sun. Winter time, the egg may be frozen and the formed ice crystals may damage its structure, consequently its quality. The candling of eggs may belong to the task of the plant but it is a must only for producers who directly market eggs. Otherwise, the before marketing/use control of eggs by candling is the task of the egg-collecting centre, egg packaging and/or processing plant. Eggs with detected abnormalities must be removed from the normals. Depending on the character of abnormality, eggs must be collected separately for industrial use or destroyment. The most important abnormalities that can be detected by candling are the followings: a) In freshly layed eggs presence of foreign objects in the albumen (e.g. parasites, sand particles, seeds) blood rings, blood spots or so called redish or brownish blood or tissue spots originating from separated tissue parts in the yolk, b) In stored eggs the increased size of the air space (the shrinkage of egg due to enzymatic process/decomposition), swimming or floating yolk, migrating air space due to the ageing of egg, mould spots in the inner surface of the shell, bacterial rotting mainly in the yolk accompanied with getting troubled/cloudy and fluidy of the albumen. As it was earlier described, the eggs intended for human consumption must not be washed or dry cleaned at the plant but on permission of the competent animal-health authority, eggs may be disinfected by ozone-gas at site of production. It is an advantageously dry, environment-friend, cold method and if applicated in appropriate concentration and duration, it can kill bacteria and viruses on the egg shell surface. Eggs treated by ozone must be separately stored from the other non-treated eggs. Another egg shell disinfecting method is the treatment with UV-C light. It is thought to be the most natural and mild method for killing Salmonella and coliform bacteria potentially present on the surface of egg shell. Eggs are stored on tray in a air space-up position . Eggs must not be stored in bulk! The optimum storage temperature should be between +2 és 18°C. Eggs should be collected latest in each third day after laying and must be delivered from the producer to the egg packaging centre following the first working-day after collection day. Therefore, producer may sell eggs within 3 days to the collectors or to the packaging centres or for industrial processing plants. Retailers may sell maximum 360 eggs on the local market . 18.1.1.2. Marking and classification of eggs In sake of tracebility, class A. eggs must be individually marked with the producer’s code. The code should contain the followings: code of the animal husbandry technology (1=free farming, 2=alternative farming, 3=caged keeping, 4=plant housing maximum 50 layer hens, 0=ecological keeping system); Code of Hungary (HU); Two digit code of the County or Capital (e.g. 01=Baranya, 20=Budapest); Serial number of the animal health district; Mark indicating laying hen (T); Two digit serial number of the animal farming plant in the district; Number of rooms written after mark ”/ „. Plants with maximum 50 layer hens are exempt if the eggs are marketed exclusively in local market of the region of the production site (in the County of the seat town and neighbouring Counties) and at site of marketing, the name and address of the farm is indicated (Joint Decree 83/2005 [IX.17.] FVM-EüM-GKM). In order to prevent abuse, the class B eggs (intended for food industrial or other industrial use) also must be marked. In these eggs, a further code must be applied indicating the class of the egg in form of an at least 5 mm height „B” letter in an at least 12 mm diameter circle or an at least 5 mm diameter, well visible coloured point. Marking of eggs should be carried out at site of production or, after transport from the site of production, at the first packing centre (e.g. packing centre operating in a bigger layer farm). Marking must be done using visible, non removable, boiling resistant stain satisfying the corresponding catering health prescriptions. Eggs must be transported directly from the producer or through collectors into the packing centre. The collector is an authorized person designated by the competent authority for collecting and transporting of eggs to the packing centres or to the industry. The packing centre is an authorized establishment (Regulation 85/2004/EC), where eggs are classified according to weight and quality: Class A or fresh eggs, Class B. eggs (used only for food industrial or other industrial purposes). Quality requiremenst against class A eggs are the followings: The shell and cuticle are regularly shaped, clean and not damaged, The height of air space is maximum 6 mm and it is fixed (maximum 4 mm if it is class “extra”), The albumen is clear, transparent, gelatinous and is free of any other material The yolk can be seen at candling only as a shadow, without any discernible outline and at turning the egg, it is only slightly mobile from the center of egg and is returing to a central position (the vitelline membrane is intact) and it is free from any foreign matter, The cicatricule non visibly developed, Odour: it is free from any foreign smell. Class B eggs are those which cannot be classified into class A. Class A eggs can be classified also according to their weight as follow: X very large eggs ≥ 73 g L M S large eggs 63-73 g medium sized eggs 53-63 g small eggs < 53 g On the package of class A eggs (containing maximum 36 eggs), and on the collecting-package (open-boxes or containers including more than 36 eggs) the following data must be written (well readably): a) identification code of the packaging site/centre, b) the quality and weight classes of the egg (may be supplemented with weight range), c) Expiry date (maximum 28 days after laying), d) Suggestion for chill storing of eggs after purhase, e) Indicating on the package also the type of farming (free, semi-intenzive, deep-litter, sitting-rod, laying-box)(szabadtartás, félintenzív, mélyalmos, ülőrudas, tojóketreces). Data written on the package of class B eggs: a) Identity code of the packing centre, b) Class of quality („class B” or „B”); c) Date of packing Industrial eggs are unfit for human consumption and must be marketed in a package supplied with red ribbon or label (ticket). On the ribbon or ticket the followings must be written: a) The name and address of undertaker to whom the eggs are delivered; b) The name and address of the undertaker who is delivering the eggs; c) „Industrial egg” must be written with 2 cm height capital letters, and „Unfit for human consumption” is written with at least 8 mm height letters. The eggs must be classified and packaged in egg packing centres latest in the second work-day after arrival (if the date of laying is also indicated on eggs originating from farms combined with egg packing unit, the packaging should be made on the day of laying). Class A eggs must not be chilled (i.e. artificially reduce the temperature below 5°C) or preserved. Eggs which were transported or stored below +5°C for maximum 24 hours in retail marketing are not considered to be chilled (in this case a further condition is that the quantity of stored eggs at the retailer is maximum equal to the level of a 3 day local turnover). Otherwise, the chilled eggs are considered to be class B and are not fit for (direct) human consumption. The background of this measure is that in chilled eggs stored later at room (ambient) temperature, condensation may develop facilitating the multiplication of bacteria on the shell and also their potential penetration into the egg. 18.1.1.3. Microbiology of eggs The nutrients and the slightly acidic pH of yolk (6.0-6.5) ensure excellent multiplication condition for the miscellenous micro-organisms. The penetration of microbes into yolk, in the same time, is greatly inhibited by the double prtotective system of eggs. (Figure 18. 2.). a) Outer protective system Outer cuticle Porosous calcificated shell Double shell membrane b) Inner protective system (in the albumen) Lysosyme Avidin Conalbumin High pH (9.0-9.5) Figure 18.2.: The antimicrobial protective system of eggs The structure and function of the outer protective system have been described in Chapter 1.1.1. Lysosyme is an important component of the internal protective system of albumen. Lysosyme acting as muramidase enzyme is damaging the cell-wall of bacteria (mainly of Gram-positives) but it is rather efficient also against Gram-negatives. Its effect is (inactivated) inhibited by the yolk, therefore the mixed albumen and yolk always represent a more favourable condition for bacterial growth. Further components in the internal protective system are the avidin and conalbumin. Avidin is complexed with biotin, thereby the vitamin cannot be utulized by bacteria. Conalbumin is complexing iron and bacteria cannot access to shoz. The proteins of albumen are forming chelate with vitamins B2- and also with B6. The complexing ability of proteins are reduced during storage. The pH of fresh egg is slightly alkalic (7.6), and exposed to air, it is further increased significantly altogether with the reduction of the CO 2 content (9.0-9.5). This also significantly inhibits the multiplication of most bacteria. Egg originated from healthy bird usually is sterile inside after laying. It may occur that egg originating from healthy bird is germinatively infected by bacteria in the ovary (salmonellas, E. coli). More frequently, miscellenous bacteria are getting into the egg from the faeces contaminating the egg shell surface. This may occur in the cloaca of the infected bird (e.g. water birds) but most frequently, eggs infected layed to the contaminated bedding. The measure of bacterial contamination of egg shell, depending on the cleaness of the cage, etc, may vary in a wide range (102-108 CFUt/egg). The penetration potency of bacteria is highly influenced by the outer protection system, first of all the intact condition of the cuticule. (See in Chapter 18.1.1.1.). The protective mechanisms of the albumen do not kill the entered Grammnegative bacteria but their multiplication is inhibited. Conalbumin and avidin inhibit primarily the bacteria of the Pseudomonas genus (these bacteria are able to grow also about pH 9). In the air space, occasionally moulds (e.g. Mucor, Penicillium, Cladosporium) are multiplicating. The spoilage potential of eggs with yolk contacting to the membrane and the liquid egg used frequently in food industry is much higher than that of yolk “insulated” by albumen. A particular spoilage phenomenon in eggs is the rotting that usually is caused by species of the Pseudomonas genus. Rotting is accompanied with characteristic colour change that can be seen at candling of eggs. The fluorescence appearing in the albumen is caused by P. putida. Occasionally the process is without characteristic colour change (colourless rotting), but it is indicated by particular sweetish odour. The causative usually is P. fluorescens or P. aeruginosa. The Proteus vulgaris, Pseudomonas and Aeromonas species digest proteins and make black the yolk. Spoilage caused by moulds regularly occurs in eggs with ruptured egg shell and is accompanied with mouldy taste, the albumen is liquified and the yolk may be coagulated. 18.1.2. Hygiene of manufacture of egg products Egg products are manufactured by processing of eggs, components of eggs or the mixture of eggs. Their manufacture is authorized in approved establishements according to Regulation 853/2004/EC. 18.1.2.1. Requirements against the establishments According to the requirement of Regulation 853/2004/EC, the following operations must be separated in egg-product manufacturing establishments: a) washing, drying and disinfection of contaminated eggs (if such an operation is performed); b) breaking of eggs, collection of their content, removal of egg-shell and egg membrane; c) further operations. Accordingly, as a more complete range of operations, the following operations must be separated (in separate room, or separated by wall): Receive of eggs and storage, Classification, candling, marking, packing, Storage of (inferior) eggs removed after classification, Egg wash, and/or disinfection, rinsing, drying, Breaking of eggs using equipment suitable for collecting of egg content and for removing of egg shell and membranes, Filtering of liquid egg, chilling, transient storage, heat treatment (pasteurization); These operations and breaking of eggs may be carried out in the same room if the equipment, especially the pasteurizing facility are appropriately closed systems, Packing of liquid egg and other egg products, Cold storage of liquid egg and egg end-product, Drying of liquid egg, packing of dried egg product, Storage of dried egg product, Cleaning and drying of vessels and tools, Storage of packing materials and containers, Storage of cleaning/disinfecting (sanitizing) agents and of other chemicals. 18.1.2.2. Hygiene rules (prescriptions) on production and storage of raw materials and (end)products For manufacturing egg products, only eggs with fully developed and intact shell membranes must be used. Cracked eggs may be used only in case, if are directly transported from the packing centrre or from the producer to the the processing establishment and there are unduly broken. Only liquid eggs originating from an establishment authorized for this purpose, may serve as raw material for manufacturing of egg products. While manufacturing egg products, all the processing procedures, intramural transport and storage must be organized such a way to prevent potential contamination. To achieve this goal, the following main aspects should be observed. a) Before breaking, the eggs must be clean and dry. For this reason, appropriate space and tools are ensured in the room for cleaning of eggs if necessary. The preparation for breaking (unpacking, cleaning) is carried out in a separate room. The floor and walls of room are easily cleanable and disinfectable and appropriate drainage of water is ensured. If necessary, eggs must be washed and disinfected before breaking such a way to prevent the contamination or other damage of egg content. The egg shell must be dry at time of breaking to prevent the contact of washing water and egg content. b) Eggs, other than hen, turkey or guinea-fowl ones, should be handled and processed separately in the establishment. Before processing again hen, turkey or guinea-fowl eggs, all the equipment and tools must be cleaned and disinfected. c) Breaking is made without contaminating the egg content and the cracked eggs must be processed as soon as possible. Centrifuging or pressing of eggs in order to gain the egg content is prohibited, as well as to recover the remainder (rest) of albumen by centrifuging of empty egg shell. Separate hand wash and disinfection facility is established close to the breaking equipment for the use of the handler. d) Immediately after breaking, all parts of the egg product must processed for preventing or reducing to acceptable level of microbiological hazards. The heattreatment should be applied with temperature-time combinations capable of killing pathogens potentially present in the egg product. The temperature is continuously recorded during heat treatment and the related records and notes of each batch are archived for 2 years. If a batch does not satisfy the standard but it potentially can be rendered fit for human consumption, it must be subjected to a repated heat treatment in the same establishment. If a batch is condemned for human consumption then, it must be denaturated for preventing its marketing. e) If the heat treatment is not carried out immediately after breaking, the liquid egg (content) is frozen or hygienically stored at 4 °C for not more than 48 hours. f) During further processing after heat treatment, the recontamination of egg product should be excluded. In order to store at ambient temperature, the microbiologically non-stabilized liquid or condensed products must be powdered immediately (or after fermentation) or must be chilled to ≤4°C. Products intended for freezing, must be frozen immediately after processing. g) During stuffing, packing of egg products, their contamination should be prevented. Egg products must be stored at definite temperatures and the following temperature values should not be passed through: Chilled products +4°C, Frozen products -12°C, Deep frozen products -18°C. 18.1 2.3. Microbiological and other requirements for egg products Food safety and food hygiene criteria for egg products laid down in Regulation 2073/2005/EC are summarized in Table 18.1. Table 18.1. Microbiological criteria for egg products Criterium Food safety Microorganism Salmonella Sampling n c 5 0 Limit value m Phase of application M 0/25 g Technological Enterobacteriaceae hygiene 5 2 10 cfu/g or ml 100 cfu/g or ml Marketed products during their shelf-life The end of the production process If the technological hygiene criterium is not satisfied, the efficiency of heat treatment and possible recontamination must be examined. The egg products must be randomly tested by the establishment for the following criteria prescribed in Regulation 853/2004/E: a) The 3-OH-butyric acid concentration in the solids of non-modified egg products may not be over 10 mg/kg. nem módosított tojástermékek b) The lactic acid concentration in the solids of raw material for manufacture of egg products may not be more than 1 g/kg. In case of fermented products, the actual value of this parameter must be recorded before fermentation. c) The quantity of shell, membrane and other part remainders in processed products must be within 100 mg/kg. 18.2. Inspection and judgement of eggs and egg-products 18.2.1. Abnormalities and defects of eggs Defects are formed during the development of egg: Other abnormalities of eggs usually due to physical impacts during transport and storage or to natural physico-chemical processes or are consequences of microbial processes after infection. 18.2.1.1. Developmental defects of eggs Due to certain local or systemic diseases of layer hens, the calcification of egg membrane may often be disturbed (e.g. infectious bronchitis, Newcastle disease, mycoplasmoses, metabolic disorders (e.g. Ca, P, vitamin D). Blood or meat spotted egg will develop if blood or meat particles are getting into the egg content from the mucosa of the oviduct. Egg without yolk may occur if the yolk, instead of oviduct, is dropping into the abdominal cavity. The shape of eggs with two yolks is more elongated than the normal is and both ends are equally spherical. The abnormally big eggs with higher weight usually may contain two yolks. The yolk of the so called grass egg is light green and the albumen is greenish. This disorder supposedly is caused by certain feeds, without altering the taste of the egg. Egg containing foreigh matter (worm, seed, feather, etc.) may occur. The foreign matter can be detected at candling as dark spot in the lower part of the egg albumen. 18.2.1.2. Disorders caused by external factors (acquired disorders) Acquired disorders of egg may be the followings: a) Broken egg due to external physical impact is the most frequently appearing disorder, b) Cracked egg (candle-broken) can be observed only at candling or by fine knocking of eggs; c) The egg shell of the deformed egg is damaged but the membranes are intact and the internal content of the egg is safe; d) The membranes of the liquid egg are ruptured and a part of internal content is flown out. This egg is considered as a contaminated one; e) The air space becomes mobile on physical impact, the membranes may be ruptured or the two layers may be separated and at turning of the egg, the location of air space is also changing, f) Egg with contaminated shell can be produced under non-hygenic manufacture conditions and it is contaminated by liquid egg, faeces, blood, bedding and with the associated microbes. Processes and disorders developing during storage may be the followings: a) Shrinking of eggs may occur by water loss, therefore the mass of egg is reduced and the volume or air space is increased and the visual demarcation of yolk is more marked and the central position of yolk at turning of egg is less stabile, b) Placing into water, the swimming egg remains on the surface of water, in contrast, the fresh egg, having higher density, is sinking into the water (egg density is reduced with higher air space volume), c) Egg with sticked yolk is developing at fluiditation of the otherwise dense albumen and the less dense yolk is ascending to the highest point of egg and it is sticking to shell membrane. Usually the process is associated with the penetration of moulds resulting in mould-spotted egg, d) In egg with mixed content the liquified albumen is mixed with the yolk after decomposition and on slight mechanical impact rupture of the yolk membrane occurs. e) In egg with blood ring, the embryo starts developing and on the surface of yolk a ring shaped network of vessels are formed. 18.2.2. Judgement/Decisions concerning egg and egg products Only egg fit for human consumption is suitable for direct human consumption or for food industrial processing. Only eggs belonging to class A are for direct human consumption and it must satisfy the requirements (candling and other examinations) (1028/2006/EC) written under pont 18. 1.1. 2. Eggs classified as B, but fit for human consumption are intended for food industrial processing. Unfit eggs are utilized as industrial eggs (by product industry). Eggs are unfit for human consumption if: a) Broken, b) Contain foreign matter, c) d) e) f) g) h) a. i) j) Mould-spotted, Mixed albumen and yolk, Contain blood ring, Rotted, Infected with pathogen microbe, Contaminated with parasite, Contain chemical residue in concentrations higher than threshold values written in the corresponding regulation, Degusting on any reason, Illegally marketed, k) Unfertile hen egg removed from the hatchery after 7 days, l) Unfertile hatched eggs of other bird species independently the day of removal from hatchery. Conditionally approved: Only for food industrial processing (i.e. after heat treatment) if: a) Egg shell is contaminated, b) Cracked or dented, c) Shrinken (the size of air space does not fit the requirement of class A), d) Swiming, e) f) g) Floating yolk, Blood or meat spotted, Chilled or frozen. Unfit for human consumption the egg product if: a) It does not satisfy the food safety requirements of Regulation 2073/2005/EC; b) Contain chemical residue over the permitted concentration, c) Prepared by mixing the eggs of miscellenous bird species, d) Banned chemical is added or was treated by banned chemical. 18.2.3. Official inspections The legal rules on production and marketing of eggs must be officially controlled all along the egg-chain. Disregarding random/ad hoc sampling, the inspections should be carried out based on risk assessment, taking into consideration the type, production volume of the establishment and the results of previous inspections. The inspections must be regular and without previous information on the date of inspection. During inspection, special attention should be paid on checking the documentation/records of the establishment. 18.2.3.1. Records The egg producer must record the followings: a) Date of housing of layer hens, their age and number; b) Daily egg production rate; c) Number and/or mass of daily sold or otherwise transported eggs; d) Name and address of buyers; e) The quantity and type of purchased or mixed on spot (locally) feed; f) Date of transport of feed, g) Participation in salmonella reducing program. The egg collector must record the followings: a) The quantity of eggs according to producers, the name, address and code of producer, the date or period of laying; b) The quantity of eggs transported into each collection centre according to producers, indicating the name, address and code of the collector centre, altogether with the date or period of egg laying. The packing center must record the followings: a) The quantity of unclassified eggs according to producers and indicating the name, address and code of producer altogether with the date or period of laying; b) After classification, the quality and mass class of the egg; c) The quantity of classified eggs arriving from other packing centre and the code of the given centre and the expiry date; d) The quantity of unclassified eggs transported to another packing centre according to producers, indicating the code of the given centre and the date or period of laying; e) The number and/or the mass of transported eggs according to quality and mass class and buyer, indicating the name and address of buyer, the date of packing if it is class B egg and the expiry date if it is class A egg. These records must be archived for at least 12 months and must immediately be submitted to the inspector authority on request. 18.2.3.2. Inspection of egg batches The inspection may be random/ad hoc (sampling) or regular, risk assessmentbased. The number of eggs submitted for inspection is depended on the number of eggs in a batch, e.g. between 1800 and 3600 eggs, 10% of the batch, between 3600 és 10800 eggs, 5% of the batch and above 360000 eggs, usually 0.5% of the batch is inspected. Concerning class A eggs, the following quantities are permitted to be abnormal: a) In packing centre, immediately before transport 5% of the batch may be abnormal, b) In further phases of marketing, 7% of eggs may be abnormal. The permitted range for the mass of eggs: 10% may be fallen into the mass of the neigbouring mass classes but from lower mass class only 5% may be present (compared to mass class indicated on the package). 20% deviation is permitted concerning the unreadable markings. If the inspected batch does not satisfy the requirements, the marketing of the whole batch is prohibited until the whole batch is made perfect according to the legal requirements.