Study on the Separation of Active Amyl Alcohol and Isoamyl Alcohol
advertisement

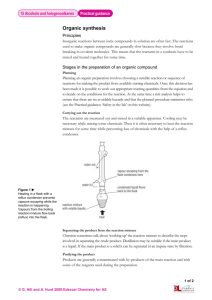
Separation of Active Amyl Isoamyl Alcohol Alcohol and Zhou Rongqi (Department of Chemical Engineering , Tsinghua University ,Beijing 100084) Abstract Factors affecting the separation of isoamyl alcohol and active amyl alcohol ,such as reflux ratio, vapor velocity, temperature automatic control and feed composition ,have been are studied. The operational condition are also discussed. Active amyl alcohol product with a concentration of more than 95% and a yield of 30% is obtained. Keywords: active amyl alcohol, isoamyl alcohol, fusel oil, distillation 1 Introduction [1-3] Fusel oil is a by-product of alcohol distillation. In China about two million tons of alcohol are produced every year , 0.3%of which is fusel oil. isoamyl alcohol and active amyl alcohol are contioned in fusel oil with a totel amount of 50% or so. Active amyl alcohol , also called 2-Methyl-1-Butanol, and Isoamyl alcohol ,or 3-Methyl-1-Butanol, have the same molecular formulas. The difference of configuration between them is methyl location. This leads to their completely differnt optical rotation properties,that is , the former is left-hand rotation, optical rotation of -5.9(25℃),which the latter isn’t optically active. It is comparatively easy to obtain the mixture composed of them from fusel oil by the ordinary distillation. However, in this case the concentration of active amyl alcohol at most would be 20%-30%, the remaining70%-80%would be isoamyl alcohol.So it is difficult to reach a concentration of 95% for them respectively because of the small boiling point difference(2.8℃). In the industry both of them have commercial value, especially the high price of active amyl alcohol. So active amyl alcohol belongs to fine chemical products with high additional value。 Liquid crystal synthesized with active amyl alcohol is used extensively for the sake of good stability and wide temperature range. So far this product has not been produced .domestically. If imported from abroad, active amyl alcohol with a concentration of 95% Costs more than1000 RMB, per kilogram(.above 3000 RMB/kg for 99% grade) 2 Selection of Separation Methods The current methods for separating active amyl alcohol and isoamyl alcohol are listed below: (1) Ordinary distillation This method can reach the target.But it is unsatisfactory in some respects, It needs 100 theoretical plates and a period of several days to separate them,while the yield is as low as 10%. 1 (2) Extractive distillation German researchers used 2,3-dichloropropanol and 2,3-dibromopropanol as the solvents to separate them by extractive distillation[5] and got some success. But this method is limited by the expensive cost, solvent toxicity and low resistance to high temperature . (3) Gas chromatography separation[5] This method is good for separation them. But it isn’t easy to industrialize due to the low throughput and yield. (4) Chemical separation[5] Active amyl alcohol and isoamyl alcohol are combined with barium bisulfate , then on the basis of different solubilities they can be separated . Based on the situation in China, we have improved the ordinary distillation in order to meet the needs of industrialization. A set of separation methods by salting out-special precise distillation with certain adaptability has been established . 3. Experiment 3.1 properties of the system Fusel oil is a mixture of several components . The typical compositions and physical properties are listed in Tables1 and 2. Table 1 Physical properties of fusel oil Component active amyl alcohol isoamyl alcohol butanol propanol ethanol water Boiling point Density Heat capacity Composition g·ml-1 Enthalpy of vaporization J·g-1 ℃ J·(g·K)-1 % 128.0 130.8 107.9 97.2 78.5 100 0.809 0.8094 0.802 0.804 0.789 1.0 535.9 485.7 574 6807.7 389.3 2256.6 2.98 2.87 2.38 2.45 2.42 418.6 11.8 31. 1 6.2 1. 7 19.5 29.7 The optical rotation of active amyl alcohol is -5.91. Table 2 Alcohol Azeotropes between fusel oil Azeotropic temperature components and water(ambient pressure) ℃ Alcohol %(wt) Water %(wt) ethanol 78.7 96.0 4.0 propanol 87.7 71.7 28.3 isopropyl alcohol 80.3 87.4 12.6 isobutanol 89.92 66.8 33.2 butanol 92.7 57.5 42.5 isoamyl alcohol 95.15 50.4 49.6 The difference of boiling points between active amyl alcohol and isoamyl alcohol is 2.8℃, relative volatility α= 1.078. 2 3.2 Experimental apparatus The initial fusel oil contains about 29% water and 10% active amyl alcohol. By means of salting out, the content of water will decrease to15% with active amyl alcohol up to 15% or so. 97% active amyl alcohol is obtained by precise distillation in the column having 40 theoretical plates. The characteristics of this column are : 1) the partition on the reflux ratio is very standard because gas partition is used instead of liquid partition .2) automatic control system is equipped . The top temperature of the column can be accurately controlled to ensure the quality of top product. 3) It is competent for keeping heat well, and the vapor velocity is high and stable. A new-type column used for batch distillation is employed in the experiments with a height of 1.2m, diameter of 30mm and a mesh packing section of 1.1m. Autocontrol meter controls the top product temperature. In the meantime the oil-bath temperature at the bottom controls the vapor velocity. We use the yield of active amyl alcohol and factorεexpressing separation ability to show the experimental results.εis defined as : x i x0 ε= x0 Heve x 0 stands for the initial mole fraction of active amyl alcohol, x i is the average mole fraction of active amyl alcohol at the top of the column. 3.3 The influence of reflux ratio on the separation It can be seen from Figure 1 that as reflux ratio Rt increases, the yield of active amyl alcohol also goes up. For the same yield, the factorεunder lower reflux ratio is evidently less than that of higher reflux ratio. The more reflux ratio, the better are separation results. But it takes longer time to higher reflux ratio. to accomplish the separation process. Thus the optimum reflux ratio is around 20based on30 sets of data. 0.70 Rt=20 0.60 ε 0.50 Rt=15 0.40 0.30 0.20 0.10 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 Active amyl alcohol yield Fig.1 The influence of reflux ratio on the separation 3.4 The influence of vapor velocity on the separation Vapor velocity is controlled by the oil-bath temperature. In certain range , high oil3 bath temperature means that velocity vapor fluid is considerable, and factor εand the yield also rise correspondingly. In the first period of heating, factor εrises quickly, but when oil temperature reaches certain point ,factor εlevels off. In the process of production we should select suitable vapor velocity so as to make quality and yield high, and low energy consumption. Thus the optimum temperature is 170-180 ℃based on 21 sets of data. 1.40 180℃ 1.00 170℃ ε 162℃ 0.60 Rt=20 0.20 0.00 0.20 0.40 0.60 0.80 1.00 Active amyl alcohol yield Fig.2 The influence of oil_-bath temperature on the separation 3.5 The influence of automatic temperature control at the top of the column Automatic temperature control at the top of the column is to control the concentration of active amyl alcohol in the product. It is showed by experiments that with regard to εor yield, automatic control has significant effect. But it needs longer operation time. Automatic temperature control 0.40 No control ε 0.30 oil-bath temperature 170℃ Rt=50 0.20 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 Active amyl alcohol yield Fig.3 The influence of temperature control on the separation 3.6 The influence of feed concentration on the separation 4 It is verified by experiments that as the concentration of the feed increases and the yield rises , εdecreases gradually. The curve is very steep when the concentration is low. When the concentration reaches certain amount, the curve becomes level. So it is advisable that reflux ratio should be changed when the concentration is high, that is, in the first period of distillation reflux ratio is small, and later reflux ratio should be increaced. Through experiments the following optimum operational conditions are obtained: oil-bath temperature 170 ℃; reflux ratio 100/5 for low concentration; temperature control; changing reflux ratio for high concentration; whole reflux and batch distillation. 1.20 33.2% 1.00 ε 0.80 44.4% 0.60 0.40 0.20 0.00 0.20 oil-bath temperature 170℃ feed concentration 81.8% 0.30 0.40 0.50 0.60 0.70 0.80 0.90 Active amyl alcohol yield Fig.4 The influence of feed composition on the separation 4 Conclusion Based on the ordinary distillation , the separation of active amyl alcohol is improved in terms of operational process and conditions. Compared with the ordinary distillation , the yield rises from 10.8% to 30% and the concentration of active amyl alcohol in the product can be as high as 97.9%. This process may provide some helpful hints for similar separation processes of isomer-couple mixtures. References [1] Cheng Linneng,Hu Shengwen, “Solvent Handbook”, Chem.Eng.Press,Beijing,1986, p.300( in Chinese) [2]“Chemical Engineering Handbook”, Vol.1,Foundational Data and Physical Properties, Chem.Eng.Press,Beijing,1979( in Chinese) [3]“Chemical Engineering Handbook”,Vol.13,Equipment of Vapor-Liquid Mass Transfer,Chem.Eng.Press,Beijing,1979(Chinese) [4 ] Kortum G. , Faltusz E., Chemie Ing Techn., 1961; 33(9): 599 [5] Frankc, Whitmore ,Hrrjsulewine J., J .Amer. Chem. Soc., 1938; 60:2569 5