2 Hydraulic Shovels - University of Alberta
advertisement

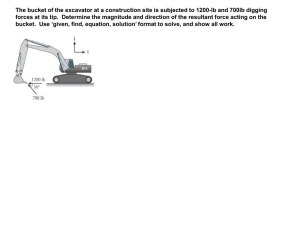
RELIABILITY ASSESMENT AND CONDITION MONITORING OF A SHOVEL TEST BED Rahman Yousefi Moghaddam and Michael G. Lipsett Department of Mechanical Engineering, University of Alberta, Edmonton, Canada Excavation requires a high amount of interaction between the machine and the environment. Uncontrolled interactions can cause impacts and other high-load conditions that negatively affect operational performance and cause damage to the machine. Although such mechanical systems are controllable under specified control parameters for firm ground conditions, the dynamics of a shovel on an elastic foundation makes it prone to oscillation. On soft ground conditions such as oil sand, deformation of the ground under the tracks exacerbates the effect. High-bandwidth inputs can come from shock loading within the machine, such as in loose joints and poorly tuned motor controllers, or from the dynamics of the working environment, including fast contact of the bucket in hard digging conditions. Reliability of a machine is classically studied based on monitoring the machine in a certain period of operating time; but an excavator performs different tasks, which do not necessarily have the same hazard rate. In this work we recognize the variable failure rate as an important factor to consider in evaluating reliability, and investigate the point of machine-environment interaction where the system has the highest hazard rate among all machine operations compared to the other basic operations. A laboratory setup has been developed to investigate the dynamic effects of well-defined faults and ground-tool interactions on the reliability of a simplified mechanism representing shovel digging dynamics. Reliability of the test rig has been assessed following a classical system reliability analysis; however, a more detailed study has been done on the soil-tool interaction stage, to develop methods to recognize a fault that might occur during machine operation. This fault recognition allows for modification of machine control to achieve an acceptable level of performance with a lower hazard rate on a specific component, thereby making the machine more reliable. Numerical experimental results are presented for an idealized laboratory-scale model that includes a time-varying load to represent soil-machine interaction and a crack in one machine element, showing the effect of a crack on the overall power utilization of the system. Key Words: Hydraulic Shovel, Reliability, Fault Monitoring 1 INTRODUCTION The hydraulic shovel has a long history as a primary loading machine in most mines and construction. Downtime of these machines can be very costly. A comprehensive study by Edwards et al. presents a method on predicting the downtime costs of shovels in mining industry [1]; greater downtime leads to lower utilization of the machine, which consequently influences the total excavation cost. Typically the term reliability is used to characterize the probability of satisfactory performance of equipment for an interval of time. De [2] discussed the reliability assessment technique of a hydraulic excavator, based on data taken from an open-cast mine during its useful life. Majumdar [3] investigated failure of hydraulic excavator system in different environments to estimate the proper modeling of its reliability and applied FMEA to identify high risk prone failure modes. Samantha et al. [4,5] did a series of work to analyze the reliability of shovels based on the reliability of the subsystems. Hall [6] characterized the operation of a heavy hydraulic excavator and described the chronic and acute failure modes of the machine. The first section of this work considers a system model of a hydraulic shovel, describing the components and the entire system, modes of failure, and its reliability assessment by a classical systems reliability approach. Within different operating modes, the reliability of the system does not have the same failure rate, and so a single reliability assessment would not provide a realistic evaluation of reliability, unless the weighted average of different reliability factors were modeled. Describing basic machine operations, we investigate the stage of machine-environment interaction, where it has the highest hazard rate, and consequently requires more attention. Acquiring real time data from a full-scale machine is generally very difficult, and so a test rig has been developed that represents a simplified model of shovel digging dynamics. Certain physical faults can be introduced to its components to characterize its failure modes, with the objective of capturing the effects of these faults and possibly associating the variation in consumed energy with those faults. Such a connection might lead to a kind of constitutive relationship between the fault and energy dissipation in the damaged element over time, and thus a predictive model of damage. Consequently the understanding of the dynamics of damage accumulation can be used to implement an appropriate control scheme to deliver satisfactory system performance without furthering the damage. 2 HYDRAULIC SHOVELS There are many different types of earthmoving equipment that use a bucket to dig into the ground, generally classed as excavators; however, they can be classified into different categories according to the size, configuration, and the actuation method. Hydraulic excavators are a class of machines that use hydraulic cylinders as a mean of actuation and can come in two types backhoe excavators (where the bucket, stick and boom system has the ground-engaging tool pointing toward the machine body) and shovels (where bucket points toward the working face). Each configuration has different manipulability and loading capacity. Large front shovels are mostly used in mining, while smaller shovels are used in construction industry. 2.1 Machine Components Figure 1 shows the components of a heavy hydraulic shovel. The carriage includes major components of the excavator: the engine, fuel, hydraulic pumps, and supporting structure for the shovel attachment and the operator cabin. The shovel attachment comprises a boom, stick, and bucket. The boom is the link connected directly to the carriage through a revolute joint. Distal to the boom is the stick, which is the second component of the linkage. The stick also pivots through a revolute joint attached to the end of the boom. The bucket is the end effector of the system used to dig into Carriage Boom the ground and carry the charge of excavated Power Units Stick material. There are also three separately commanded hydraulic cylinders that are used to actuate each of the three links (boom, stick and Bucket bucket. Power units and hydraulic pumps and electrical components are all located in the carriage. The carriage and shovel attachment Tracking System Hydraulic comprise the upper body of the shovel, which Actuators rotates about a vertical axis through a mechanical drive system. The lower body moves the machine Figure 1 – Hydraulic Shovel Schematic on tracks driven by the propel system. 2.2 Basic machine operations The basic mining machine operating cycle, shown in figure 2, consists of digging through the bank or material, swinging with the load to the dump position, dumping (usually into a haul truck), swinging empty back to the digging face, and repositioning or spotting of the bucket at the face [6]. The hydraulic flow rate of each actuator at the boom, stick, and bucket is controlled and hence the speeds of those systems are also maintainable. Vertical and horizontal motion of the bucket are dictated by actuating the boom and stick cylinders, which draws the motion of the bucket through the working space, while bucket cylinder controls the orientation of bucket in order to facilitate its motion through the bank, so that the machine has a good angle of attack to penetrate the soil, and does not spill material whilst swinging. Since a shovel has to penetrate (dig) and then separate (lift) the soil, two important parameters must be taken into consideration, shown in Figure 3 as “crowd force” and the “breakout force,” with both forces acting at the tip of the shovel bucket tooth line [7]. The machine itself can also move about the pit and position the excavator at the digging face, either on wheels or tracked crawlers, so as to be stable enough to support the machine’s weight and react to digging forces. This positioning is an essential component to facilitate manoeuvres and minimize damage from material sliding Figure 2 - Shovel's Duty Cycle down the face. 2 There are different sources of damage that can occur during machine operation. Evaluation of potential damage to such a dynamic system is based on the average behaviour of the system - over a certain time domain - which might vary over time due to the changes in the working situation and operational requirements. This would consequently cause a change in the system's hazard rate. (t ) exp( t ) , (1) where (t ) is time dependent failure rate, and are parameters of failure rate function. This log-linear failure rate function represents the possibility of error occurrence due to the structural weaknesses. Spotting the bucket might be riskier at certain times due to physical constraints, and digging trajectory might vary upon to different environmental conditions that affect soil strength. Such changes in operating conditions can change the related hazard rate for each of the activities during a set of tasks in a cycle. A comprehensive look at a shovel cycle (Spotting, digging, swing, dumping and return) reveals digging as the harshest part of operation, with high structural loads, as well as variability in the interaction forces between bucket and ground. Variation of soil parameters affects the amount of force the machine must produce during digging - and the kind of damage the machine might experience. Hence a static hazard rate for damage during digging is likely inappropriate. Damage associated with other aspects of shovel operations can still be characterized on an average basis. Downtime from unreliable operation should be considered before setting long-term fleet replacement programs and optimum changeover timeframes. The costs of downtime can include the associated cost of the machine, the cost associated with idle skilled operator, inconvenience costs, and cost associated with idle capital investment. Comprehensive assessments of machine (or plant) downtime enables informed decisions to be made on optimum replacement times when developing long term plant replacement programs. It is then very important to detect a fault early, identify it and respond properly to minimize costs of damage and lost production. This can also be supported by selecting an appropriate control mode for the type of operation to reduce costs of damage while the machine is still operating. Figure 3 - Bucket - Ground interaction: Breakout (left) and Crowd (right) forces (reprint from [7]) 2.3 Reliability of Shovels In the study of the reliability of hydraulic shovels, different approaches have been taken depending on the available data and initial assumptions in order to achieve a more realistic reliability estimate. Considering the major systems and components of a hydraulic shovel, each component affects the overall system performance and reliability. One classical approach is to identify the reliability of each component in order to build a bottomup estimate of the reliability of the system. As there is no redundancy in a shovel attachment, the failure of even one link in the hydraulic shovel system leads to breakdown of the whole system; and so in calculating the reliability we need to pay attention to failure of the first link, independently of whether the remaining links are working [2]. The hydraulic excavator consists of a series of electro-mechanical units such as Power unit, Pump unit and Utilization unit. These units each also consist of several components (each with different reliabilities); but the reliability of the whole system is found from the combination of the reliabilities of the components. The reliability assessed for the useful life period of the equipment subject to the combination of the chance failure and wear out failure that is modeled by: R(t ) RChance Rwear out e t Rw (T t ) Rw (T ) (2) where chance failure is described by an exponential distribution ( is the chance failure rate). Wear out is described as fraction applying a normal distribution RW (T ) 1 2 e (t )2 2 (3) dt T where T is component age, is mean wear out life and is standard deviation from . When the components are combined in series, the reliability of the system, RS (t ) is the product of all component reliabilities in the period (t). Component : 1 w i n 1 , RS (t ) exp c w t . i i wear out failure rate i 1 3 (4) Another approach considers the system to be repairable. In the probabilistic approach, stochastic point process is applied to model the repairable system's failure occurrence, considering the fact that the time of the system's repair is negligibly small compared to its time to failure [8]. Comparing this approach to a statistical one, the main idea here is to characterize the failure of the excavator system by a stochastic point process rather than by a component-related distribution function as applied to time of failure of parts or components. Majumdar [3] claimed that the best results are obtained using a failure rate that is independent of the environment type and can adequately modelled by Homogenous Poisson Process (HPP) with constant failure rate estimated by: 1 n (5) t , , E( X ) tn where n is the number of failures observed for an excavator and t n the time to the nth failure. For an HPP model, the reliability function R(t1 , t2 ) in any time interval of (t1 , t 2 ) for the excavator system is given by: R(t1 , t2 ) exp t2 t1 . (6) Fault tree analysis is also regarded as an effective means of assessing the reliability of the complex system. It can be used in the evaluation of the reliability of a hydraulic shovel or alternative design, to identify critical components for the success of such system and potential causes of system failure. The first step is to produce the minimal cut set list for each system top event. A minimum path set is the collection of the smallest component sets that are required to work in order to keep the system working. A minimum cut set is the collection of the smallest component sets that are required to fail in order for the system to fail [9]. Developing a reliability block diagram and fault tree of the shovel system, then the minimum cut sets and the minimum path sets can be obtained from the fault tree, which leads to identification of the reliability of the machine and its sub-systems. The reliability is equal to the probability that at least one of the minimal path sets works, while the unreliability of the system is equal to the probability that at least one minimal cut set is failed. Since the focus of this work is the digging task, where the interaction of machine/environment varies and the digging force can be several times higher than nominal, the variation of damage rate is higher than for systems operating with little variability in load. The high variability of loads demands monitoring the system inputs and outputs, in order to monitor changes (damage) within the system, its progress (since damage effects generally increase with time), and how this affects the energy requirements of the system. For example, a damaged bearing will produce heat, which dissipates energy that could otherwise be converted to useful work. 3 SHOVEL TEST RIG In order to investigate the effect of ground condition such as looseness and some other faults in the shovel system, a shovel test rig has been developed. The main part of the excavation task – which is to dig the ground – is modeled using a slider-crank mechanism, but other capability of a hydraulic shovel is not modeled. A complete cycle is to have a full turn of the crank resulting in a single reciprocation of the slider. When the slider moves forward, it engages with the soil and does a single dig, with data such as forces, pressures and deflections acquired in this period. The test rig will be operated under computer control to study the dynamic behaviour of the system under different conditions, including digging soils and operating with faulty components. 3.1 Models and Components The shovel test rig consists of four parts as shown in the photograph in figure (4): Power Unit: including an induction motor and variable frequency drive (VFD); Transmission: with gear box, shafts and joints; Utilization Unit: comprising a slider-crank mechanism and blade; and Control Unit: with a computer controller and input sensors for measuring state variables of machine dynamics and machine condition indicators. The electric motor has to provide enough power for the system to dig into the soil. A control signal commands the VFD, which provides the required torque at the voltage of the electric motor. Power is transmitted through a spur-gear box connected to the crank through a coupling and a flange. Rotational motion of the crank is then converted to translational motion of the slider through a connecting rod. The Figure 4 - Shovel testbed and its components 4 connecting rod is connected to the crank and the slider through journal bearings. The shovel blade, representing the bucket, is mounted to the slider (and so the two are considered to be one single part). Since the vertically oriented blade has only horizontal motion, this mechanism models only the crowd force of a bucket (according to figure 3). In order to achieve the control action, a data acquisition system is required (in terms of transducers and sensors) to provide data to a controller in a timely manner, which in turn drives actuators to modify the system dynamics. To achieve the required performance, both the controller and plant (the machine with its power unit, transmission unit and utilization unit) must be functioning. Figure (5) shows one of the possible models for soil tool interaction, the coulomb model, in which parameters are: α the measured tool angle, β the soil surface angle, H the depth of penetration, ‘γ’ the unit weight of the soil (500 kg/m3 < γ < 3000 kg/m3), δ the soil-tool friction angle (10º < δ <40º), and ‘Φ’ the soil-soil internal friction angle (10º< Φ<50º). Applied force on the blade can be estimated as the difference of passive and active forces on the two sides of the blade [10]: F F Passive - F Active 0.5 H 2 K P ( , , , ) - K A ( , , , ) Figure 5 - Soil-Tool Interaction during a dig (7) 3.2 Assessing Reliability The proposed reliability block diagram (RBD) of the shovel rig is shown in figure (6), where it is divided into a control unit and a mechanical unit - which itself is divided into three subsystems P, T and U, with individual reliabilities as shown in Table 1. This RBD can be used to find the fault tree as presented in figure (7). P VFD U T U U U Electro motor Gear box Coupling s Bearings Con-rod Slider Controller Blade Sensors Figure 6 - Reliability Block Diagram for the Shovel Rig (Power, transmission, utilization and control units) Table 1 Components of the Shovel rig and their reliabilities Component VFD Reliability R1 Electro motor Gear box R2 R3 Coupling Bearings R4 R5 Con-rod R6 Slider R7 Blade Controller Sensors R8 R9 R10 According to figure 6, we can find the reliability of the test rig system, using classical systems reliability theory for a series system, to be: 10 R s Ri R1 R 2 R3 R 4 R5 R6 R7 R8 R9 R10 . (8) i 1 Fault trees are used to assess system operational reliability and safety, to improve understanding of the system and to identify root causes of machine failure. Algorithms that yield the minimum cut set as well as the minimum path set are presented and the reliability of the test rig is assessed from the minimum path sets (fault tree demonstrated in figure 7). As mentioned previously, for the system to work we need both the mechanical setup and control unit to be in the working state. This is represented symbolically by the ‘OR’ gate. Once we go down in the mechanical setup branch, we see that Power unit, Transmission and Utilization unit units are connected using a ‘OR’ gate, and so failure of that one component is enough for the system to fail. Having the failure rate i of each component, one can find the reliability of the system Rs (t ) -as discussed in Figure 7 - Fault Tree for the top level failure Section 2.3. of the Shovel test rig 5 4 FAULT AND CONDITION MONITORING Changes in the dynamics of the system will affect the system response for the same inputs. These changes might come either from the environment or from the physical system. These two types of changes can be considered faults in the system and changes in environmental parameters (or, more specifically, soil parameters). 4.1 Fault detection Once the potential effect of a fault on the system reliability is understood, then it can be managed. One approach is to consider the fault as a disturbance and pursue fault rejection by adding energy to the system to compensate for the disturbance. This additional energy may well have the adverse effect of accelerating the fault damage and decreasing overall system reliability. Another approach is to diagnose the fault and its weight in the overall performance, including the fault in the dynamic model of the system, and modify the controlled input to produce the required task output. This would modify the plant and controller to produce acceptable dynamic behavior, representing a more realistic model of the system operating in a harm-reducing way. In order to investigate this approach, a series of experiments is proposed to capture the behavior of different type of faults, including a loose pin and a crack in the connecting rod of the idealized shovel test rig. A fault is first introduced to the physical system that has been modeled using a finite-element model, and then identifiability of such fault is investigated in numerical experiments described below. According to input/output result it is possible to search for a mathematical representation of the fault. Fault tolerant control is in fact a good method to overcome a fault by modifying the plant and controller accordingly. Figure 8 - Fault Detection process Online soil parameter estimation is also is a second step in refining the results in order to make a better prediction of the cutting force. This interaction force is an essential part of the system model and would largely affect the system response [11]. 4.2 Numerical Simulation Figure 9 - FE Model of system. Faults can be introduced to model. A finite-element model of the test rig was developed in Pro/E, converted to an SAT file and imported into Visual Nastran, defining all constraints for every linkage, including joints, connections, actuators and solids, as shown in Figure (9). To represent the digging force, a saturation-like function is defined, which increases the amount of force linearly relative to the distance shovel blade travels in the soil. This approximation represents a distributed force on the blade (digging force) where the total force function can be shown as, (d xblade ) ( N ) where d is the maximum travel distance of 319 mm and xblade is displacement of blade. The coordinate system is located at the left end of travel, where soil will accumulate. Figure (10) shows this representation of force in terms of time and also displacement. 4.3 Energy Calculations The drive motor has a constant angular velocity of / 2 (rad / s), considering ‘power in’ source. The load on the system is digging force, which is assumed to be equal to the predefined force, rather than a tool-soil interaction force. The energy in the system includes potential energy and kinetic energy associated with flywheel, connecting rod and slider assembly. Energy dissipation from friction in joints is not included. The effect of substituting a faulty component in the system is a variation of energy flowing instantaneously through the system, compared to the fault-free case. Power input is: Pin ( N .mm) (rad / s) (9) PDig F ( N ) V (mm / s ) (10) and power load at the shovel blade is: 6 τ ( N .mm) ω (rad / s) F (N ) System V (mm / s) flow of power Figure 10 - Power in and Power out Scheme for the test rig system. where angular velocity and force function F are predetermined parameters in the numerical model. Torque and Velocity were measured variables in the simulation. Instantaneous energy storage was computed numerically at each time step. 4.3.1 Normal vs. Faulty Component While the flywheel of the rig is rotating, the con-rod goes into tension and compression in each cycle, causing the crack in the con-rod to open and close. This would consequently be an alternating source of energy storage and release within the system. If the crack dissipates energy, then energy will be lost. In order to investigate the effect of the fault, the following numerical experiment is done with two cases: once with a totally normal connecting rod and once with a faulty rod. A crack with specified angle, height and distance from center is introduced to the con-rod model in Pro/E and transferred to our dynamic modeling package. It is possible to tag this faulty component and do a FEA on it during the simulation, considering an adaptive meshing of the crack. Providing a constant angular velocity (a quarter of rotation per second), the same forcing function was applied on the shovel blade in both cases (fig. 11), and the resulting torque on the input shaft was found. Figure (11) shows the input shaft measured torque for the faulty case where it reaches its maximum while the flywheel is just passing the halfway mark (kT+2.28 s) of its rotation, and its minimum just before completing a full rotation (kT+3.64 s), where T=4 (s) and k=1,2,3,… is the number of rotations. Figure 11 - Faulty Case. Force input function vs. displacement (top left) and versus time (bottom left). Velocity readings of slider (top right) and Input shaft torque readings (bottom right) for 3 cycles of motion. 5 Since the angular velocity of flywheel and forcing function on the blade are not changing, almost the same values are found for velocities and force as expected. Thus, according to equations (9) and (10), this results in the same digging energy. Figure (12) shows the difference in torque readings as the difference between the readings from two cases, with the maximum value of 47 N.mm at kT+2.73 (s). Here, maximum value of torque represents the maximum amount of energy if multiplied by the angular velocity (fig. 12). This increase in the input energy ( Pin ) can be interpreted as the energy losses due to the openings and closings of the crack. CONCLUSION Excavating machines have different power requirements for different operating activities, which makes it difficult to use a time average of failure for the whole process of their duty cycle. Hence it is very important to recognize the dynamic behaviour of such machines to analyze system reliability and ultimately to control it. Variability of failure rates is an important factor to consider in evaluating the reliability for machines with time-varying loads, such as excavators and shovels. To achieve a better representation of the reliability of such a system, the aspect of machine operation was selected where shovel has the highest hazard rate among all machine operations. In order to recognize the effect of variable failure rate in reliability evaluation of shovels, a laboratory setup has been developed to investigate the dynamic effects of well-defined faults and ground-tool interactions on reliability. Reliability of the test rig system was assessed following the classical approach. Fault identification allows for modification of the plant and controller mode to achieve an acceptable level of performance, and thereby a more 7 reliable working condition. The idealized laboratory-scale model includes soil-machine interaction and controlled model of a crack to study the effect of such a fault on the overall energy requirement of system. Numerical results show that it is possible to monitor the fault in the system through the variation of energy and thus to define control mode to keep the performance of such machines at a satisfactory level. Difference in Torque 60 50 4(s) 40 10 12.38 11.76 11.14 9.9 10.52 9.28 8.66 8.04 6.8 7.42 6.18 5.56 4.94 3.7 4.32 3.08 2.46 1.84 -10 0.6 0 1.22 2(s) 20 time (s) Max 2.78(s) Torque (N mm) 30 1(s) 3(s) -20 -30 -40 Time (s) Figure 12 - Difference of the readings of the input shaft’s torque for the two cases of normal and faulty con-rod in 3 cycles of motion. Maximum Torque of 47 N.mm occurs at kT+2.73 (s), where T=4 (s) and k=1,2,3,… the number of rotations. 6 REFERENCES 1 D. J. Edwards, G. D. Holt and F. C. Harris, Predicting downtime costs of tracked hydraulic excavators operating in the UK opencast mining industry, Construction Management and Economics, Vol. 20, pp. 581-591, 2002 2 A. De, Reliability Assessment of Hydraulic Excavator, Journal of the Institution of Engineers - India, Mechanical Engineering Division, Vol. 67, No. 5, pp. 102-105, 1987. 3 S. K. Majumdar, Study on reliability modeling of hydraulic excavator system, Quality and Reliability Engineering International, Vol. 11, pp. 49-63, 1995. 4 B. Samantha, B. Sarkar and S. K. Mukherjee, Reliability Analysis of Shovel Machine Used in An Open Cast Coal Mine, Mineral Resources Engineering, Vol. 10, No. 2, pp. 219-231, 2001 5 B. Samantha, B. Sarkar and S. K. Mukherjee, Reliability Assessment of Hydraulic Shovel System Using Fault Tree, Mining Technology: IMM Transactions, section A, Vol. 111, No. 2, pp. 129-135, 2002 6 A. Hall , Characterizing the Operation of a Large Hydraulic Excavator, M. Sc. Thesis, University of Queensland, pp 7-9, 2002 7 F. Geu flores, A. Kecskemethy and A. Poettker, Workspace Analysis and Maximal Force Calculation of a Face-Shovel Excavator using Kinematical Transformers, 12th IFToMM World Congress, Besancon¸ pp. 18-21, 2007 8 V. Krivtsov, “Recent Advances in Theory & Applications of Stochastic Point Process Models in Reliability Engineering”, Reliability Engineering & System Safety, Volume 92, Issue 5, May 2007, pp. 549-551 9 Pham, Hoang (Ed.), Springer Handbook of Engineering Statistics - Statistical Reliability with Applications: Part A, Springer, 2006, p. 9 10 W. Hong, Modeling, Estimation, and Control of Robot-Soil Interactions, Ph.D. Thesis, Department of Mechanical Engineering, MIT, September (2001). 11 C. Tan, Y. H. Zweiri, K. Althoefer and L. D. Seneviratne, Online Soil-bucket Interaction Identification for Autonomous Excavation, Proceedings of IEEE International Conference on Robotics and Automation (2005) Acknowledgments Financial support for this work was provided by the Natural Sciences and Engineering Research Council of Canada (NSERC) and the University of Alberta. Authors would also like to thank Mr. James Hendry for his contribution on the designing stage of the test rig. 8