Liquid phase oxidation in multichannel reactors
advertisement

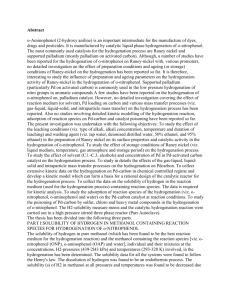
LIQUID PHASE HYDROGENATION IN A STRUCTURED MULTICHANNEL REACTOR Xiaolei Fan, A.A. Lapkin and P.K. Plucinski x.fan@bath.ac.uk; a.lapkin@bath.ac.uk; p.plucinski@bath.ac.uk Catalysis and Reaction Engineering Group, Department of Chemical Engineering, University of Bath, Claverton Down, Bath BA2 7AK, UK Topic 6: Structured catalysts and reactors in intensification of industrial processes. Abstract Advances in the field of process intensification have led to the development of compact heat exchangers and reactors. These consist of multichannel structures that may have individual channels with hydraulic diameters in the range of 0.5 to 5 mm. These compact structures provide high rates of heat transfer even when two-phase flow conditions prevail in the channels. In our group, a structured, multifunctional packed bed catalytic reactor for the applications in the pharmaceutical and speciality chemicals industries has been developed. The reactor consists of an integrated micro-heat exchanger, gas/liquid mixing zone, and a reactant injection system. The reactor was successfully used in our group for partial oxidation of organic feedstocks. In this study, we expanded the application scope of the structured reactor to the three phase catalytic hydrogenation reactions, using a model substance benzyl aldehyde and Pt/C (3 wt %) catalyst. Up to 50% yield was attained in a single pass channel (10 cm length of single channel) at a liquid phase residence time of ca. 10 s, proving the effectiveness of the designed reactor. Integrated heat exchange function ensured isothermal mode of operation, in spite of exothermic reaction (Hr = - 67 kJ mol-1). By controlling the point of injection of hydrogen into the reactor an increase in the yield of hydrogenation was achieved using two channels in consecutive mode (Figure 1). 70 0.14 0.12 60 0.10 50 0.08 40 0.06 30 0.04 Channel arrangement C Channel arrangement B Channel arrangement A 0.02 0.00 20 Channels arrangement: Yield / % BALC concentration / mol L -1 0.16 C B A 10 0 0 2 4 6 8 10 Gas flow rate / mL(STP) min 12 -1 Figure 1. The yield of benzyl alcohol as a function of hydrogen flow rate for different hydrogen injection modes (p = 8 bar, T = 318 K, FL = 1 mL min-1, cbald,0 = 0.2 mol L-1. Designed compact reactor proved to be an excellent kinetic tool: the kinetics of three-phase hydrogenation was evaluated showing: (i) reaction limitation for applied reaction conditions, (ii) Langmuir-Hinshelwood mechanism of hydrogenation, and finally (iii) the dominating role of adsorption of reactant in the mechanism of hydrogenation by higher temperatures (Figure 2). 50 increase temperature -3 1.6x10 -3 1.4x10 -3 1.2x10 -3 1.0x10 -3 8.0x10 -4 6.0x10 -4 4.0x10 -4 40 30 20 decrease temperature 310 320 330 340 350 -1 10 300 -1 1.8x10 Average reaction rate / kmol kgcat s Yield of benzyl alcohol / % 60 Reaction temperature / K Figure 2. The influence of temperature on the yield of benzyl alcohol (p = 8 bar, FL = 1 mL min-1, FG = 16 mL(STP) min-1) Finally, the designed structured reactor has been successfully used for a more complex continuous chemical synthesis comprising a Heck cross-coupling reaction followed by the hydrogenation of the formed unsaturated bond (see reaction scheme below). In this last process Pd/C catalyst was used (5 wt %). The exemplary results are shown in Table 1. Table 1. The results of the flow chemistrya in the compact reactor for a multi-step organic synthesis. Pressure [bar] 4 8 Solvent EtOH EtOH PhI conversion [%] 100 100 Selectivity [%] trans/cis-stilbene 3/4 Dibenzyl 5 intermediate product 0 0 83 83 benzene byproduct 13 12 a reaction conditions: initial concentration of 1 = 0.4 mol dm-1, reaction temperature 120 ºC, FL = 0.25 ml min-1, FG = 8 ml min-1. In conclusion, it was shown that the developed structured multichannel reactor shows considerable promise for the catalytic hydrogenation of organic feedstocks as well as for continuous multi-step organic synthesis. This, together with the earlier results for catalytic oxidation shows unequivocally the great potential of structured, compact reactors for continuous synthesis of pharmaceutical intermediates and specialty chemicals.