Die-to-Wafer molecular bonding for optical interconnects and
advertisement

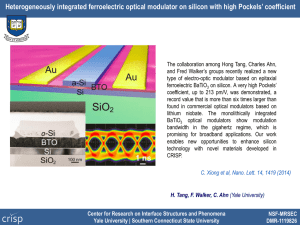
EMPC 2005, June 12-15, Brugge, Belgium Die-to-Wafer molecular bonding for optical interconnects and packaging M. Kostrzewaa, L. Di Cioccioa, J. M. Fedelia, M. Zussya, P. Regrenyb, J. C. Roussina, N. Kerneveza a CEA-DRT-LETI – CEA/GRE - 17, rue des Martyrs, 38054 Grenoble cedex 9, France b Ecole Centrale de Lyon, LEOM, UMR CNRS 5512, 69134 Ecully cedex, France Corresponding author: Phone: +33438782643, Fax: +33438782434, e-mail address: marek.kostrzewa@cea.fr, Abstract Molecular Wafer Bonding allows monolithic integration of different materials. This approach is suitable for new applications such as Silicon On Insulator, Photonics on Silicon, advanced Systems-on-Chip and engineering substrates. Wafer Bonding technique was initially developed to join two semiconductor wafers together to overcome epitaxial impossibilities. Today a new technological challenge is to integrate chips of different sizes and of different materials on one common substrate. With this target in mind, we report on assembly of semiconductor dies on Silicon wafers (100 mm and 200 mm of diameter) for 3D packaging and optical interconnects purpose using direct molecular bonding. The chips are diced from a bulk substrate and bonded directly onto a silicon substrate without any organic nor metallic adhesive layer. A very thin silicon dioxide layer is added to reinforce the adhesion. After bonding, the dies can mechanically be thinned down to 20 µm and chemically etched down to several nanometers. The dies can be of different materials, sizes and thickness. In this paper we present especially the results on reported InP dies containing an InAsP Single Quantum Well (SQW) for optical interconnects applications and Si, GaAs, Ge, GaN and Garnet dies bonded on silicon for heterogeneous 3D integration and fabrication of engineered System-On-Chip. Key words: Optical interconnects, Molecular Bonding, Advanced Packaging, 3D integration. Introduction The fabrication of the multifunctional System On Chip (SOC) or Lab On Chip (LOC) is an important challenge in the micro technology. SOC can combine different functions and integrate different devices like power, optical, radio frequency and also bio-electronic devices on one substrate. The additional functions like: micro-fluidic or micromechanical are assured by the means of MEMS (Micro-Electro-Mechanical Systems) technology [1]-[6]. The SOC’s have a great interest for medical, telecommunication and automotive applications. The functionality of this system depends on the features and possibilities of the integration technology. The new technologies must satisfy the actual trends in the integrated circuits (IC) miniaturization scale. One interesting way is to thin and bond the chips on the substrate (die-to-wafer bonding) or to bond thins chips one on another (die-to-die bonding). Using theses approaches the extremely low packaging heights [7]-[8] for 3D stacking, memories and sensor component technology [9]-[10] can be reached. Recently, it was also demonstrated [11][13] that the optical interconnects could decrease power consumption and power dissipation in the IC, could eliminate delays in the clock-signal distribution, decrease the number of the metallic layers and finally increase the IC features and performances, especially in terms of maximal operating frequency. One of possible approach is to integrate an optical layer above CMOS Integrated Circuit (IC). A passive waveguide structure can be fabricated from silicon (core material) and silicon dioxide (cladding material) independently and then a molecular bonding can be used to assembly of CMOS processed wafer. The next step is a monolithic integration of III-V optical devices and optical coupling to the passive waveguide layer. Figure 1: Cross section of optical interconnect configuration - over CMOS approach [14]. Figure 1 present one of possible configuration of the optical interconnection. The optical signal is guided from source to receiver which converts the optical signal to the electrical photocurrent. This current is guided by a metallic via to the CMOS receiver which regenerates the electrical, digital output signal. This signal can then if necessary be distributed over a small zone by a local electrical interconnect network [14]. Presently, the most common and most effective approach used for integrated circuit packaging is the flip-chip bonding which can be used even in multilayer structure assembling [15][16]. The assembly using microsolders metallic bumps can be useful also in the optical coupling of photonic devices and optical waveguides [17]. This involves the depositing of solder bumps on either the electronic or photonic IC, then alignment and bonding, usually using thermocompression. The optical coupling between optical device and waveguide can be realized thanks to micromirrors reflecting the light from laser diode to the optical waveguide [18]. However this technology demands a realization and assembly of a metal coated micromirrors before flip-chip bonding. The use of BCB was also developed for assembling different optical devices on silicon. Roelkens et al. [19] demonstrated that a thin BCB spin coated layer is optically transparent and that the optical coupling between an optical device and silicon dioxide waveguides can be easily realized. However, this technique has a main inconvenient, a BCB refractive index (n = 1.55) is slightly higher compared to the SiO2 (n = 1.45). This implies an intrinsic reflection at the semiconductor/polymer interface and a reduced efficiency due to buttcoupling loss. Spin coating technique involves a BCB deposition on a whole substrate surface. This particularity could be harmful if we wish to integrate dies on the circuit with MEMS or other devices on the same substrate. More futuristic idea concern a direct III-V materials integration on silicon substrate. However, the epitaxial growth of high quality III-V heterostructures based on InP on silicon is not possible due to lattice mismatch (8.1%). Facing to this inconvenient, a wafer bonding could be a promising way to obtain monolithically integrated III-V optoelectronic devices onto the silicon. Our recent research [20] has successfully demonstrated hydrophilic wafer bonding and transfer of an InP and III-V epitaxial layer stack onto a silicon wafer at room temperature by means of SiO2 layers on both InP and silicon substrates. This approach allow to assembly the III-V devices directly on silicon substrate. The thermal treatment at 200°C guarantees a monolithic integration of both materials. Additionally, the molecular bonding satisfy the requirements in term of thermal conductivity and dissipation, transparency at the device working wavelengths, mechanical resistance. The final choice of the bonding technology depends on the used materials and applications. However, for the optical interconnects purpose, the presence of the bonding material layer could be harmful for efficient optical coupling. The bonding of the singular optoelectronic chips (dies) is more advantageous than wafer-towafer transfer because of the cost of InP or GaAs substrates. In this paper we present the III-V thin layer transfer onto the silicon via a thin silicon dioxide bonding layer and we review the adaptation of this technique to bond the InP, GaAs, GaN, Ge, Garnet and Si dies (from 1x1 mm² up to 3 x 3 mm²) on a silicon substrate. Wafer-to-Wafer Bonding Technology The direct wafer-to-wafer molecular bonding technology allows to achieve a good bonding quality without any additional adhesive materials [21]-[22]. Prior bonding silicon wafers have be flat and uniform because the surface morphology is critical to the quality of bonded wafers. When the two wafers are carefully cleaned and its surfaces hydrated thanks to chemical treatment, molecular bonding can occur spontaneously. A complete physical model of such a molecular bonding was proposed and presented by Stengl et al. [23] and Gösele et al. [24]. Bonding of oxidized silicon wafers is also possible, however, depending of the wafer roughness additional planarization step may be required. When the wafers are of dissimilar materials one of possible way to their assembly is to deposit a silicon oxide or a silicon nitride layer on each surface. After being planarized and cleaned, the surfaces are then bonded together. The application field of the molecular bonding is very large. M. Bruel demonstrated the SOI (Silicon on Insulator) substrate [25] obtained by a molecular bonding of two silicon wafers using a ‘Smart CutTM’ approach. The use of molecular bonding technology and the implementation of hydrogen ions allowed to prepare other advanced substrates like: SiC on Insulator [26]-[27], GaAs on Silicon [28]-[29] etc. Finally, this technique which is compatible with the requirements of semiconductor devices fabrication allows integration of the optoelectronic devices on the silicon wafer. InP dies on silicon for optical interconnects. Using a wafer-to-wafer bonding approach we have succeed in the heterointegration of InP 50 mm wafers on silicon. For this purpose, we thermally grow a 1 µm thick SiO2 layer on silicon substrate which acts as a bonding layer. The Si/SiO2 wafer is polished to reach a low roughness, cleaned in deionized water and then dried. A 10 nm thick silicon dioxide layer is deposited on InP (100) epi-ready substrate using Electron Cyclotron Resonance plasma. Thanks to this preparation, the bonding of the both InP/SiO 2 and Si/SiO2 wafers is similar to the Si/SiO2 on Si/SiO2 bonding described above. Figure 2 presents InP on the silicon bonding configuration. Depending on the requirements, an epitaxial layer stack comprising an optoelectronic devices structure can be realized on InP substrate before oxide deposition. InP Substrate Sacrificial layer Epitaxial layers SiO2 (10 nm) SiO2 (1 µm) Bonding interface Si substrate Figure 2: InP on Silicon bonding configuration. Such an epitaxial stack must contain also the etch-stop layers helpful in the post-bonding substrate removal. The molecular bonding assures a good adhesion even at a room temperature. A bonding energy around 200-250 mJ/m² has been measured using the Maszara [30] blade opening method. A thermal annealing at 200°C for 24 hours guarantees a high bonding quality (bonding energy EB > 700 mJ/m²). The annealing at higher temperature is not possible because of the differences between the thermal expansion coefficients (TEC) of InP and Silicon. However, the Si and InP wafers can not be debonded after annealing at 200°C. The bonding quality was checked by the infrared (IR) transmission technique and confirmed after the initial InP substrate removal using a chloridric acid solution. The remaining etch-stop layers can be chemically etched in order to obtain a thin III-V layer. Using this approach we succeed in a transfer of a 10 nm thick InP layer on Silicon. It was demonstrated that a sophisticated technological process like epitaxial regrowth was also possible on the prepared thin InP layer on Silicon. [31]. The above wafer-to-wafer bonding procedure was adapted to InP dies bonding on silicon substrate. The dies are obtained by a mechanical dicing of 360 µm thick InP substrate containing an epitaxial heterostructure. The minimal die size we have bonded is 1 x 1 mm². The pick&place apparatus can be used to report the InP dies on the Silicon substrate. An annealing at 200°C during several hours reinforces adhesion between dies and host substrate. Mechanical dies thinning down to 20 µm is possible after bonding without degrading the remaining bonded material quality (Figure 3). The additional post-bonding technological steps as polishing may be performed. Indeed theses tests show that the assembled InP dies on the Si substrate can suffer from many kind of mechanical action without debonding. (a) (b) 300 µm 300 µm Figure 3: SEM image of 360 µm thick InP die bonded on Silicon substrate (a) and of thinned down to 20 µm die after bonding (b). We determined the bond strength between the die and the substrate using Die Shear testing equipment. The obtained shear strength is of 5 MPa 1.4 MPa for 1 mm², 360 µm thick InP dies. Theses values are comparable to those obtained by Neysmith and Baldwin [32] from 5 mm² silicon dies bonded on silicon substrate using a PDMS as a bonding layer (from 2.8 MPa to 5.5 MPa) but lower than those bonded using a BCB as a bonding layer (from 10.2 MPa to 12.9 MPa). However, it seems to be sufficient for the monolithic integration of optical devices on silicon. When the bonded die is an epitaxial stack including an etch-stop layer, the initial InP substrate can be mechanically thinned down to several micrometers and the remaining InP substrate and the sacrificial InGaAs layer can be chemically and selectively back-etched. Using this approach we bonded a die containing an InAs0.65P0.35 6 nm thick Single Quantum Well (SQW) confined between 120 nm thick InP barriers. In this case, the final thickness of the reported die with a SQW is reduced to 256 nm. (a) (b) [a.u. ] [0.353 ] [2.569 ] [4.784 ] Figure 4: Optical image of a 256 nm thick InP die containing an InAsP quantum well bonded on a silicon substrate (a) and its PL cartography (b). Figure 4 presents the photoluminescence (PL) cartography at 1.514 µm from the reported die after chemical back etching of the initial substrate and etch-stop layer. The intensity is homogenous on the whole die surface and reveal no scratch that could be induced by mechanical thinning. The peak intensity at 1.514 µm and the Full Width at Half Maximum (FWHM) did not change after all the technological process. It demonstrate that theses technological procedures do not induce any significant strain or stress in the reported heterostructure which conserve its optical properties after dies bonding. We demonstrated also the feasibility of direct molecular bonding of the InP dies (including SQW) on the Silicon CMOS processed wafers (200 mm of diameter). A thick silicon dioxide layer was deposited on CMOS structure. Polishing was then performed to achieve required surface roughness and CMOS wafer was cleaned. Figure 5 present the InP dies bonded on Silicon wafer. Each die is placed on a specific position on the CMOS wafer. Figure 5: InP dies bonded on CMOS processed wafer. Using the same approach we demonstrated direct molecular bonding of the 200 µm thick InP dies with QW on the optical layer transferred on CMOS processed 200 mm of diameter wafer [33]. The optical layer was composed of waveguides processed on a SOI wafer and then transferred on a CMOS wafer using the wafer-to-wafer bonding process. Finally, the back side of SOI substrate was removed and the relieved oxidized surface (SOI buried oxide layer) was cleaned. Then, InP dies were placed on specific spots on the CMOS wafer. Figure 6a show an optical view from an InP die bonded on CMOS wafer with an optical layer and Figure 6b – an in-plane view presenting the optical waveguides transferred on CMOS wafer. (a) InP requirements of advanced System On Chip application. We are looking for a generic technology allowing different materials integration by a mean of molecular bonding, that is why we bonded the dies of Silicon (Si), Germanium (Ge), Gallium Nitride (GaN) and Garnet using a silicon dioxide (SiO2) layer as a bonding media and even Gallium Arsenide (GaAs) dies bonded using a silicon nitride (Si3N4) layer. All the dies are separated from a bulk material for 1-4 mm² pieces before pre-bonding cleaning using a high precision saw with ultra-thin diamond and resinoidal blade. Then the dies are cleaned in the ammonia solution, rinsed, dried and immediately bonded on oxidized silicon surface. The bonding is reinforced by an annealing at 200°C during several hours. Figure 7 presents the optical views from different dies bonded on silicon substrate (Si, GaAs, GaN, Garnet). Figure 8 present the SEM image of a Germanium die bonded on a silicon substrate. Note that the Ge die was mechanically thinned down to 65 µm before SEM observation. Actually, the dissimilar materials dies are bonded on individual oxidized silicon substrate. However, we are working on the integration of dies on one common substrate. Also the evaluation of bonding energy by a shear test is in progress. (a) (b) (c) (d) (b) CMOS Figure 7: Dissimilar materials integration: (a) 2x2 mm², 525 µm thick Si; (b) 1.9x1.9 mm², 340 µm thick GaAs; (c) 2.17x2.17 mm², 337 µm thick GaN; (d) 4.9x4.9 mm² 200 µm thick Garnet dies bonded on silicon substrate. Figure 6: 1.2 x 1.2 mm², 200 µm thick InP die bonded on optical layer transferred on a CMOS substrate (a) and optical waveguides on CMOS (b). The above achievements paves the way for the introduction of optical interconnects on the intrachip level. Dissimilar Materials Integration. We have been studying also the feasibility of integration of different semiconductor chips on one common silicon substrate in order to satisfy the Figure 8: SEM image of a 2 x 2 mm², 65 µm thick Germanium die bonded on silicon substrate. Concluding Remarks In the actual stage, the full wafer InP on the Silicon bonding is functional and can be optimized to satisfy the needs of each application including photonic on silicon, advanced System-On-Chip and advanced packaging. In this work the bonding of the individual InP dies containing an InAsP Quantum Well was demonstrated. The reported thin QW conserves its optoelectronics features and performances. With theses results in mind we can conclude that optical devices can be integrated on the engineered optical thin layer transferred onto CMOS wafer. To go further, we demonstrated feasibility of dissimilar materials integration on one common substrate. This approach opens a new ways to combine different functions and integrate different devices like power, optical, radio frequency and bioelectronic devices on one platform. Acknowledgments This paper is a part of a study dedicated to PICMOS project partially supported by the EU under contract FP6-2002-IST-1-002131-PICMOS. The authors thank the whole LTFC laboratory (LETI – CEA – Grenoble) also Ch. Lagahe-Blanchard and B. Aspar from TRACIT Technologies for helpful discussions. References [1] B. Rao, A Review of the Current Status, Scope and Future Trends for MEMS Technologies, The 21st International Battery Seminar and Exhibit, March 2004 [2] A. C. Richards Grayson, R. C. Shawgo, A. M. Johnson, N. T. Flynn, Y. Li, M. J. Cima, R. Langer, A BioMEMS Review: MEMS Technology for Physiologically Integrated Devices, Proceedings of the IEEE, vol. 92, 6-21, 2004 [3] D. Erickson, D. Li, Integrated Microfluidic Devices, Analytica Chimica Acta, 507 (2004) 11-26 [4] K. Huikko, R. Kostiainen, T. Kotiaho, Introduction to Micro-analytical System: Bioanalytical and Pharmaceutical Application, European Journal of Pharmaceutical Sciences 20, 149-171, 2003 [5] D. J. Bartelink, Integrated Systems, IEEE Transactions On Electron Devices, Vol. 43, No. 10, 1996 [6] W. Merlijn van Spengen, MEMS Reliability from a Failure Mechanisms Perspective, Microelectronics Reliability 43, 1049–1060, 2003 [7] P. Singer, New Bonding Process Offers 'PenaltyFree' 3-D Integration, Semiconductor International, January 2002 [8] M. Feil, C. Adler, D. Hemmetzberger, M. Koning, K. Bock, The Challenge of Ultra Thin Chip Assembly, Electronic Components and technology Conference 2004. [9] M. Karnezos, Stacked-die Packaging: Technology Toolbox, Step 8, Advanced Packaging, August 2004 [10] B. Chylak, I. W. Qin, Packaging for MultiStack Die Application, Semiconductor International, January 2004 [11] D. A. B. Miller, Physical Reasons for Optical Interconnection, Int. J. Optoelectronics 11, 155-168, 1997 [12] D. A. B. Miller, Optical Interconnects to Silicon, IEEE Journal On Selected Topics In Quantum Electronics, Vol. 6, No. 6, 2000 [13] G. Tosik, F. Gaffiot, Z. Lisik, I. O’Connor, F. Tissafi-Drissi, Power Dissipation in Optical and Metallic Clock Distribution Networks in New VLSI Technologies, Electron. Lett. 40, No. 3, 198-199, 2004 [14] I. O'Connor, F. Gaffiot, "On-chip optical interconnect for low-power", in Ultra Low-Power Electronics and Design, ed. E. Macii, Kluwer, 2004 [15] T. Shimoto, K. Kikuchi, K. Baba, K. Matsui, H. Honda, K. Kata, High-performance FCBGA Based on Multi-layer Thin-substrate Packaging Technology, Microelectronics Reliability 44, 515520, 2004 [16] J.-H. Kim, I.-S. Kang, Ch.-J. Song, Y.-J. Hur, H.-N. Kim, E. Baek, T.-J. Seo, Flip-Chip Packaging Solution for CMOS Image Sensor Device, Microelectronics Reliability 44, 155-161, 2004 [17] A. V. Krishnamoorthy, K. W. Goossen, Optoelectronic-VLSI: Photonics Integrated with VLSI Circuits, IEEE Journal of Selected Topics in Quantum Electronics, Vol. 4, No. 6, 1998 [18] H. Takahara, Optoelectronic Multichip Module Packaging Technologies and Optical Input/Output Interface Chip-Level Packages for the Next Generation of Hardware Systems, IEEE Journal of Selected Topics In Quantum Electronics, Vol. 9, No. 2, 443-451, 2003 [19] G. Roelkens, D. Van Thourhout, R. Baets, “Heterogeneous integration of III-V membrane devices and ultracompact SOI waveguides”, IEEE LEOS Summer topicals, june 2004 [20] E. Jalaguier, L. Di Cioccio, M. Kostrzewa, M. Zussy, P Perreau, S Pocas, N Kernevez, C. Seassal, P Regreny, P. Rojo-Romeo, M.P. Besland, J-L. Leclerc, G. Grenet, G. Hollinger, O Marty, JM Chatelanaz, X. Wallaert, III-V Layers Transfer onto Silicon and Applications, ICAST 2004, Chamonix, France, 2004. [21] Q.-Y. Tong, U. Gösele, Semiconductor Wafer Bonding, The Electrochemical Society Series, INC, Pennington, New Jersey, 1999 [22] U. Gösele, Q.-Y. Tong, A. Schumacher, G. Krauter, M. Reiche, A. Plößl, P. Kopperschmidt, T.H. Lee, W.-J. Kim, Wafer Bonding for Microsystems Technologies, Sensor and Actuators 74, 161-168, 1999 [23] R. Stengl, T. Tan, U. Gosele, A Model for the Silicon Wafer Bonding Process, Jpn J. Appl. Phys. 28, 1735, 1989 . [24] U. Gösele, Y. Blum, G. Kästner, P. Kopperschmidt, G. Kräuter, R. Scholz, A. Schumacher, St. Senz, Q.-Y. Tong, L.-J. Huang, Y.L. Chao, T. H. Lee, Fundamental Issues In Wafer Bonding, J. Vac. Sci; Technol. A17 (4), Jul/Aug 1999 [25] M. Bruel, Silicon On Insulator Material Technology, Electron. Lett. 31, No. 14, 1201-1202, 1995 [26] L. Di Cioccio, Y. Le Tiec, F. Letertre, C. Jussaud, M. Bruel, Silicon Carbide on Insulator Formation Using the Smart-Cut process, Electron. Lett. 32, No. 12, 1144-1145, 1996 [27] L. Di Cioccio, E. Jalaguier, F. Letertre, Compound Semiconductor Heterostructures by Smart-CutTM: SiC On Insulator, QUASICTM Substrates, InP and GaAs Heterostructures on Silicon, Wafer Bonding – Applications and Technology, Materials Science, Springer 2004 [28] E. Jalaguier, B. Aspar, S. Pocas, J. F. Michaud, M. Zussy, A. M. Papon, M. Bruel, Transfer of 3 inch GaAs Film on Silicon Substrate by Proton Implantation Process, Electron. Lett. 34, No. 4, 408409, 1998 [29] A. Fontcuberta I Moral, J. M. Zahler, H. A. Atwater, S. P. Ahrenkiel, M. W. Wanlass, InGaAs/InP double heterostructure on InP/Si templates fabricated by wafer bonding and hydrogen-induced exfoliation, Appl. Phys. Lett. 83, 5413-5415, 2003 [30] W. P. Maszara, G. Goetz, A. Cavigilia, J. B. Kiterrick, Bonding of silicon wafers for silicon-oninsulator, J. Appl. Phys. 64, 4943, 1988 [31] M. Kostrzewa, P. Regreny, M. P. Besland, J. L. Leclercq, G. Grenet, P. Rojo-Romeo, G. Hollinger, E. Jalaguier, P. Perreau, H. Moriceau, O. Marty, High Quality Epitaxial Growth on New InP/Si Substrate, IPRM 2003, Santa Barbara, USA 2003 [32] J. Neysmith, D. F. Baldwin, Modular, DeviceScale, Direct-Chip-Attach Packaging for Microsystems, IEEE Transactions On Components and Packaging Technologies, Vol. 24, No. 4, December 2001 [33] M. Kostrzewa, L. Di Cioccio, M. Zussy, J. C. Roussin, J. M. Fedeli, N. Kernevez, P. Regreny, Ch.cLagahe-Blanchard, B. Aspar, InP dies transferred onto silicon substrate for optical interconnects application, Electronics Letters, In press, 2005