Now - Pharmaceutical Manufacturing
advertisement

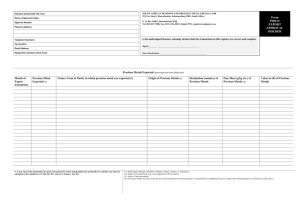
1 Reclaiming Precious Metals from Spent Carbon Catalysts Careful planning can help add profits and eliminate possible legal complications By James Lewis, Technical Director, Sabin Metal Corp. Many pharmaceutical, nutraceutical, and cosmetic production processes use precious metal-bearing catalysts to facilitate reactions. As an example, heterogeneous palladium on carbon, platinum on carbon, palladium on alumina, and palladium on calcium carbonate catalysts facilitate hydrogenation and other reactions of intermediates. Although these catalysts may represent a small portion of overall pharmaceutical manufacturing costs, they are by no means insignificant nor should they be perceived that way considering the value of the precious metals incorporated in the catalyst. (The precious metals used in pharmaceutical catalysts – typically platinum, palladium, and rhodium – are commonly referred to as “PGMs,” or Platinum Group Metals.) At the end of a catalyst lot’s useful life, the value of its remaining precious metals could easily be worth in excess of many hundreds of thousands of dollars. With the astronomically high costs associated with developing, producing, and successfully marketing new pharmaceutical-based products, it is simply prudent management to look at ways to lower costs – and add profits – wherever possible. One often neglected approach concerns methods to maximize recovered value of the remaining precious metals in spent process catalysts. All precious metals refiners are not the same There are many organizations that recover and refine PGMs from spent catalysts. While they all essentially perform the same tasks, there are also considerable differences among them. Some of these differences can have a significant impact on your returns, your relationship with the refiner, and your risk of litigation through exposure to the EPA and/or other pollution control authorities. To that end it is in your best interest to learn as much as possible about any precious metals refiner you are considering. For instance, you should know how the organization processes spent catalysts and what equipment and procedures they use. Critical areas of interest include the refiners’ contamination removal processes, material sampling and assaying methods, environmental protection 2 policies and systems; and – perhaps most important – the refiner’s reputation with its long term customers. All of these issues (and there are others as well which will be discussed later) will have an impact on the relationship you establish with your precious metal refiner. This paper will discuss those subjects – and others – to provide some basic guidelines for determining the right refiner for your application. Risk of litigation There are legal implications that you must be aware of when working with a precious metals refiner. They concern possible effluent or atmospheric discharges at the refiner’s facility, since violations are taken quite seriously by controlling organizations. Based on these concerns, choosing the wrong refiner could result in a costly mistake. The question is, how do you go about choosing the right refiner? There are many criteria to consider when selecting a precious metals refiner. Before that discussion, however, consider the various methods used to help maximize returns for your spent precious metals catalysts. Essentially there are three critical factors under the refiner’s control which apply to virtually all precious metal bearing materials. These are sampling, assaying, and processing turnaround time. Recovery and refining The process of reclaiming remaining precious metals in spent catalysts is referred to as “recovery and refining.” Included in the process are many specialized procedures such as materials documentation, contamination removal, sampling, assaying, environmental considerations, and turnaround time. Each of these is independent; however, together they will have a dramatic affect on how much of the remaining PGMs are recovered, the speed at which they are recovered, and the value returned. Consequently, these procedures impact the overall costs associated with an organization’s precious metals management program. While each of these functions is important, sampling procedures for spent catalyst materials are perhaps the most critical elements with regard to recovering maximum remaining precious metals. As a user of these materials, it is in your best interest to understand how sampling is used to determine the precious metals content of spent catalysts, and, ultimately, the value of these metals which is returned to their owners. 3 Precious metals sampling To accurately determine the amount of precious metals present in materials for recovery the spent catalysts must first be sampled. Three common sampling techniques used in precious metals sampling are dry sampling, melt sampling, and solution sampling. As each of these techniques offers specific advantages, determining the most appropriate sampling method depends upon the type of material being processed as well as its estimated precious metals content. Some precious metal bearing materials can be sampled only by one of the three methods described; however, others may be processed by more than one method. In this case the method chosen will depend on variables such as: the estimated value of the precious metals content, the cost-effectiveness of using one method over another for highest possible returns, and practicality (a function of refining costs, materials value, and other factors). Because precious metal bearing catalysts are made with various substrates and in many sizes and configurations (powder, granulated, and extrudates, for example), determining the best sampling technique is crucial to recovering the most value from your spent catalyst. Most catalysts used for pharmaceutical processing are carbon based (90% or greater carbon content), and therefore are best suited for dry sampling. Dry sampling is commonly used whenever materials cannot be dissolved in solution or are inappropriate to melt either because of their structure, or because of the cost associated with melting vs. the possible return. Dry sampling Because it is difficult to achieve homogeneity, dry sampling is more complex and potentially less precise than melt or solution sampling; in fact, this method requires more judgmental skills than the others. Because of this, it is essential that the material is properly prepared prior to dry sampling in order to reduce sampling error. This process typically begins with a thermal oxidation step used to eliminate contaminants and results in large quantities of spent catalysts (as much as many tons) being “reduced” into smaller quantities (as little as a few pounds). Once the contaminants are eliminated as completely as possible, the final step of proper preparation generally includes grinding large pieces into smaller and ever finer particles and passing the material through a 4 predetermined sized screen. The goal is to reduce sampling error by eliminating contaminants and produce a material that is free flowing. This will help generate as precise a representative sample of the overall material lot as possible, and thus permit as accurate a determination as possible of the actual value of recoverable precious metals within the lot. Following the preparation steps a proper sampling procedure would then allow the fine material from the screening step (oversize material is handled separately) to free-fall in a stream into a crosscut, timed automatic sampler. An ideal dry sampling system would be capable of drawing representative samples from free flowing catalyst according to the principles of Pitardi and Gyii and the practices of Merksiii. Proper preparation (which will be expanded on later) and sampling will result in representative samples where sampling accuracy is typically ± 2%. (Figure 0 – Typical dry sampling process) Like most concise descriptions of complex procedures, this is easier said than done, since there are many processes, evaluations, equipment, and systems involved in the preparation and sampling process, and there are also vastly different sampling methods used depending upon circumstances. The refiner’s experience and expertise play a major role here, since some sampling procedures and their ultimate outcome can be affected by judgment. Therefore, it is critical that the catalyst user understands the preparation and sampling methods of the refiner to ensure that they properly minimize sampling error and variability. Because of this, a refiner should have detailed documented procedures describing their preparation and sampling protocols. An example of proper preparation and sampling procedures and what to look for follows. Identification and tracking A proper dry sampling procedure for spent pharmaceutical catalyst should include an organized identification and tracking system as well as approved preparation and sampling procedures based on sound sampling principles. In a typical precious metal refinery, incoming catalyst materials are inspected, weighed, assigned tracking numbers, and stored prior to sampling. The assignment of tracking numbers is critical; a specific 5 lot – from its arrival at the loading dock – is segregated from all other materials at the refiner’s facility to eliminate the possibility of mixing with other lots. Removing contaminants Spent catalysts are contaminated with organic materials that must be removed to assure accurate evaluation of their remaining precious metals. Removal of those contaminants helps provide free flowing properties to help assure accurate sampling. The removal of organic contaminates is typically done in a quiescent box furnace where the carbon catalyst is placed in a tray which is subsequently placed in the furnace and heated until its initial burn off is complete. From there, the catalyst tray is transferred to a cooling area where the “roasting” is completed and the remaining carbon is reduced to as low as 1-2%. Burning virtually all the carbon and liquid from the entire catalyst lot is a key factor towards achieving highest possible sample accuracy. To illustrate the importance of removing contaminants before sampling, consider a 10,000 lb. spent catalyst lot that is 50% by weight liquid. Now assume that sampling the spent catalyst for contained liquid results in ± 2% relative accuracy and that during contaminant removal 95% off the weight of the spent catalyst (virtually all of the liquid and most of the carbon) is burned off or evaporated in the thermal oxidation step. A comparison of sampling error due to contained liquid using a contaminant removal procedure versus a sampling as received procedure follows. 1) Sampling with Pre-burning Net weight received: 10,000 Lbs. Afterburn weight: 500 Lbs. Moisture content after pre-burn: Settlement weight: Settlement Pd assay: Pd content Pd accuracy: 0.1% ± 2% relative 499.51 --- 499.49 Lbs. (assuming 1% Pd as received) 20.02 % 1458.27 --- 1458.33 t.o. ± .002% ± 0.03 t.o.) 6 2) Sampling without Pre-burning Net weight received: 10,000 Lbs. Afterburn weight: 10,000 Lbs. Liquid content as received: 50% ± 2% relative Settlement weight: 4900 --- 5100 Lbs. Settlement Pd assay: (assuming 1% Pd as received) 2 % Pd content Pd accuracy: 1429.13 --- 1487.47 t.o. ± 2.0% ± 29.17 t.o.) It should be mentioned that variances are additive and that the above example only considers one source of variance, so total error would be greater for both procedures. While somewhat simplistic, this example shows the significance of limiting sampling error and demonstrates how contaminant removal assists in this. This, of course, translates into maximum possible returned value and reduced variability for the remaining precious metals in the lot. Preparation and sampling As previously stated, the goal with all sampling procedures is to obtain material samples that accurately represent entire lots of spent catalysts. Once the organic contaminates have been removed, it is necessary to further prepare the spent catalyst for dry sampling by creating a free-flowing powder where ample particles will be contained in a given sample (there is a direct relationship between particle size and sample size). To illustrate, after the burning and roasting process, the material is milled (if necessary) and screened through a 40 mesh (40M) screen. Any +40M material (oversize) that cannot be reduced to –40M should be inspected. Many times this material will include non-value material (referred to as “tramp”) such as filter cores – even nuts and bolts may be included. Tramp material should be cleaned of catalyst particulate, weighed, documented, and set aside. If there are any questions about value, the oversize material will have to be sampled separately (typically melt sampled) for value determination. After the milling and screening step, the -40M materials (fines) are subsequently reduced in a timed crosscut automatic sampler(s) to 1-lb. portions. 7 During this step it is important that the refiner have procedures or guidelines in place ensuring that during every pass through an automatic sampler, an adequate number of cross cuts are taken. These cross cuts should be taken at regular intervals during the passage of the entire lot through the sampler; they should also be well into the hundreds at a minimum to avoid the vagaries that the statistics of small numbers might introduce to the sample. Depending on the specific automatic sampler used, multiple 1 lb. samples should be available at this step. One of these samples should be used for a moisture determination while another should be used for the analytical sample. Moisture determination involves heating the sample to slightly over the boiling point of water to drive off any contained moisture. This allows for the precise determination of a “dry settlement weight” to which the precious metal analysis (determined in the laboratory after the same evaporation procedure) is applied. The next step is reducing the 1 lb. analytical sample into multiple samples. As the sample size is getting smaller, it is important to understand that the relationship of particle size to sample size affects the precision of the entire sample. Therefore, it is important at this stage to ensure that 100% of the 1 lb. analytical sample passes through a 100M screen. This is usually accomplished with a ring and puck mill. After 100% of the 1 lb. portion is ground to -100M it is able to be split into smaller samples. The -100 mesh sample is subsequently split on a small rotary sampler into eight 60-gm. (approximately) laboratory sized samples. These are then packaged and sealed for the customer, the refiner, an umpire, and for reserves. The materials’ owner and the refiner usually assay the quality samples (on a dry basis) independently. If these assays are within predetermined limits they are simply averaged to arrive at a final settlement. If they do not agree, the sealed “umpire” sample is sent to an independent laboratory (the umpire). The three resulting assays are used (again by an agreed upon procedure) to determine the settlement. Many times this procedure involves averaging the two closest assays or using the middle assay to determine the final settlement. The “reserve” samples (usually sealed by both the materials’ owner and the refiner) are held in case any samples are compromised (lost in the mail, spilled in the lab, etc.) or consumed 8 before any value determination is agreed upon. When these sampling procedures are completed, the spent catalyst lot is ready for standard refining techniques. Throughout the sampling procedure the refiner must adhere to all applicable environmental codes and standards with regard to effluent disposal and atmospheric emissions. This is a critical area, and one with which you should be familiar. For instance, thermal oxidation systems should be equipped with adequately sized afterburners to ensure complete combustion of organic contaminates, and the off-gases should be evacuated to a baghouse and scrubber system. Because sampling is considered a critical part of the precious metal recovery and refining process, it has been discussed in detail. However, additional topics need to be considered when choosing the proper precious metals refiner to obtain maximum value from spent pharmaceutical process catalyst. The role of assaying In conjunction with this comprehensive – and thorough – spent catalyst sampling procedure, accurate and repeatable assaying procedures also play a major role in determining precise values of remaining precious metals. Once the final samples are obtained, sophisticated instrumentation is used to measure their precise precious metals content. Among the equipment and methods used in a well-equipped analytical laboratory is X-ray fluorescence, which is helpful in identifying contaminates that may have an affect on the assaying or refining steps. This is especially important since a refiner has many different customers that use a variety of catalysts for different processes. Other instrumentation and methods employed by a well equipped analytical laboratory include; atomic absorption (AA) and inductively coupled plasma (ICP) emission spectroscopy as well as classical volumetric, gravimetric, and fire assay techniques. By utilizing a combination of these methods, an assayer is able to provide the most thorough and precise approach for determining precious metals content in spent catalyst materials. In general, the types of materials being analyzed determine the specific techniques used for assaying. After sampling and analysis, the total value of the entire spent catalyst lot is determined, and agreed upon between the refiner and its customer. 9 Processing turnaround time and your bottom line The speed at which catalysts are processed – and their precious metals recovered (reclamation turnaround time) – is also a key factor of the “maximum return” equation. Logically, faster processing turnaround minimizes interest charges a user accrues for leasing replacement precious metals to eliminate process downtime. It also avoids the necessity of purchasing PGMs on a volatile spot market for use in the timely manufacture of catalysts to permit uninterrupted processing or production. The costs for PGMs have been fluctuating wildly over the past few years, at one point reaching over $1100 an ounce for palladium, and over $900 an ounce for platinum. Obviously these high values add to the overall expenses for processing and production of many chemical products. While these metal prices are not at their peaks today, there is still good reason to seek out a precious metals refiner who will return maximum value to you. As prices for PGMs rise, recovery/refining processing turnaround times increase, and lease rates (the most common method for financing PGMs) move up, the stage is set for a classic profit squeeze. While any of these factors will decrease profits, the combination of all three can have a dramatically negative effect. At high PGM prices users are forced to seek relief in a number of different directions. Since you are not likely to influence metal market prices, the best place to turn is to your precious metals refiner. The refiner, at least, has some control over precious metals management, certainly as far as your returns are concerned. Leasing and pool accounts Typically, precious metals used in catalytic processes – especially platinum and palladium – are not purchased on an outright basis by their users. Instead, they are leased from a “pool account” (essentially a bank account for metal) at one of a number of physical locations where the metal is commingled with other owners’ or lessees’ metal. Owners or lessees of these metals “draw” on this material on an as needed basis or are provided with credit from a pool account from which to draw. From this pool users can request physical delivery of metals for incorporation into catalyst products. 10 Leasing PGMs for catalyst production is where the user has no desire to purchase the metal but rather “borrows” it, the same as borrowing money from a bank. In the precious metals industry the practice is known as “leasing metal,” and it is strictly a financial mechanism with widely varying lease rates depending upon supply and demand. In fact, the rate fluctuation is substantially greater than borrowing money from a bank at a fixed rate, which is generally fairly constant and much more predictable. Most businesses can usually borrow money from lending institutions at one or two points above prime. On the other hand, metal leasing rates have been as low as 3% per annum to as high as 200%! At today’s current palladium price of approximately $216 per ounce, a 10,000 lb. lot of 1.0% palladium, at a lease/financing rate of 2%, would cost over $500 per month to lease the metal contained in that material. If you are using platinum-based catalysts, a 10,000 lb. shipment of 0.6% platinum catalyst (with platinum at $845 per ounce and a lease rate of 5%) would cost over $3100 per month to lease the metal contained in this material. To determine the actual advantage faster processing turnaround time offers with regard to precious metals leasing costs, visit www.sabinmetal.com and select the “early settlement savings calculator.” This interactive program provides actual metal lease costs for platinum and palladium based on variables such as metal content, metal price, and lease rates. In today’s difficult business climate, metal values that are returned to you faster allow your financial resources to work harder and more efficiently. For example, using the platinum-based catalyst example given above, a six week recovery/refining turnaround vs. a twelve week turnaround would save you more than $4,400 in lease charges. In addition to leasing precious metals, there is another practice in the precious metals industry commonly referred to as “banking.” This is where owners of metals “lend” them to institutions or other businesses who pay interest charges to the owners just as a bank would pay interest on dollar deposits. These institutions, in turn, lease out these metals to users as a method of generating profits. This practice is not common with regard to PGMs employed by catalyst users, except when refined metal is available earlier than might be required to produce new catalysts; instead, it is more closely associated with metals speculating or accumulation for future consumption. For example, a speculator or consumer may purchase metal today but not require it physically until six or twelve 11 months later. In order to defray some of the financing costs, the purchasers may “lend” this metal back to the market. As to when to lease and when to buy precious metals, most users make that determination based upon their perception of prevailing lease rates and their trends over extended time periods. Also, many catalyst users prefer not to “own” precious metals since they don’t want their costs to appear on their balance sheet as inventory or as a fixed asset; consequently they are willing to incur added expense by leasing. Typically those who lease precious metals are not consuming them but instead using them to produce their products or having others fabricate them into catalysts. Since much of the precious metals in catalysts are recoverable, users get their metal back after the recovery and refining process. Because of these operating practices, it is in the best interest of precious metal catalyst users to first, obtain the highest possible percent recovery for their precious metals; and, second, to work with a refiner that offers fastest possible processing turnaround time so as to minimize lease charges. The worldwide production of primary (mine production) sources, the immediate local availability of physical metal, and the demand for the metals govern variations in lease rates. For the catalyst user, PGM lease rates usually represent a significant cost, since “new” precious metals are often financed while spent catalysts are being recovered and refined. By providing faster spent catalyst reclamation turnaround times, substantial cost savings may be realized, in many cases translating into thousands or hundreds of thousands of dollars each year. These are serious numbers of course, and because of this, there is a clear trend towards establishing independent asset recovery programs (or departments) functioning as profit centers for the recovery of precious metals within an organization. Environmental concerns and their legal implications As previously mentioned, you must also consider the legal implications associated with processing procedures at your precious metals refiner. In addition to choosing the wrong refiner with regard to maximum recovery and fastest possible turnaround, 12 choosing the wrong refiner with regard to possible unlawful effluent or atmospheric discharges could become even more costly. Avoiding legal/environmental problems when selecting a refiner When selecting a refiner, you must be aware of how your materials will be processed, as well as those of the refiner’s other customers. It is your responsibility to determine how any solid, liquid, or gaseous by-product is handled at the processing facility. For instance, exhaust air quality should be managed with state of the art pollution control systems resulting in minimal pollutants being emitted before, during, or after refining. In addition the process water treatment procedure should minimize all causes of pollution. While each of these functions is fundamental, there are many hidden pitfalls surrounding them with regard to environmental compliance. Request full documentation from your catalyst refiner Requesting detailed documentation on environmental law compliance may help you determine that the refiner you select does not violate any applicable law or regulation. In the United States, the Superfund Act (CERCLA) addresses the direct responsibility of customer and refiner. This law mandates that both the company that is the source of the materials for precious metals recovery and the precious metals refiner share in the “cradle-to-grave” responsibility, as well as future liability for the proper treatment and/or disposal of any materials. When choosing a precious metals refiner, make sure that the one you select does not violate any applicable environmental laws or regulations. Ask the refiner to provide you with copies of all detailed documentation relative to regulatory compliance. Essentially, the environment must be protected to avoid serious financial and legal consequences and the refiner’s violation of environmental laws or regulations could result in heavy fines and legal costs to you. One way to determine if a refiner meets these criteria is to check its use of appropriate pollution abatement technology such as afterburners, bag houses, wet scrubbers, and liquid effluent neutralizing equipment. Also, evaluate the refiner’s approval status with all applicable agencies at local, state, and federal levels. Most precious metals refiners will be pleased to provide copies of all required documentation, which could include permits under the Clean Air and Water Acts and prove that the company qualifies as a bona fide 13 precious metals refiner as specified in Subpart F of the Resource Conservation Recovery Act (RCRA) regulations and the preamble to the Boiler and Industrial Furnace (BIF) Rule and its amendments. Conclusion The keys to obtaining maximum value from spent pharmaceutical process catalysts focus on the refiner’s meticulous attention to hundreds of details, all of which influence the final outcome. Possibly most important, these include the thoroughness and accuracy of the materials sampling process, with assaying of the sample lots close behind. Whether you are seeking a new precious metals refiner for your spent catalyst materials, or working with one presently, you must look carefully into these areas, and work closely with the refiner whenever possible. It’s most important that you adhere to the full compliance issues concerning environmental regulations. All else being equal (i.e., highest possible returns and fastest possible turnaround time), environmental violations at your refiner could create problems for you. These steps – and the refiner’s overall policies with regard to applicable pollution codes and standards compliance – should provide you with the knowledge and confidence to select (and work with) the proper precious metals refiner. In any case, your relationship with the refiner must be viewed as a “partnership,” and must be based upon mutual trust and fair treatment. ------------------------------------------------------------------------------------------------------------------About the Author James Lewis is Technical Director, Sabin Metal Corp., East Hampton, N.Y. He may be reached at jlewis@sabinmetal.com; telephone (585) 538-2194. i Pitard, Francis F., Sampling and Process Control for Precious Metals, Francis Pitard Sampling Consultants, LLC, 2001. ii Gy, Pierre M., Sampling of Particulate Materials, Elsevier Scientific Publishing Co., 1982. iii Merks, J.W., Sampling and Weighing of Bulk Solids, Trans Tech Publications, 1985.