KINETICS CHARACTERISTICS OF REDUCTION WITH SOLID
advertisement

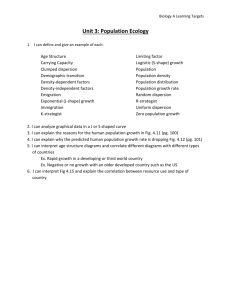
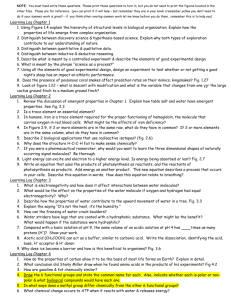
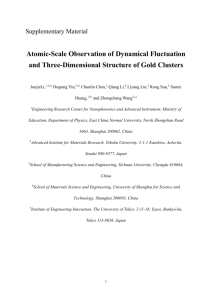
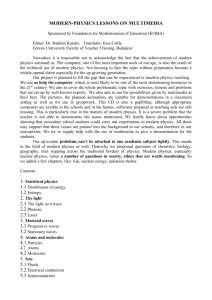
KINETICS CHARACTERISTICS OF REDUCTION WITH SOLID CARBON OF THE WASTE DUSTS OF STEELMAKING PRODUCTION Rossitza Paunova, Daniela Grigorova, Dimitar Damgaliev University of Chemical Technology and Metallurgy, Sofia, Bulgaria Abstract. Thermodynamics of the untreated waste products reduction with solid carbon of the steelmaking production has been carried out in temperature range 873К÷1173К and kinetics in temperature range 298К÷1273K. The correlation between waste emissions/reducer is 1:1, 1:2 and 1:2.5. DTA analysis of the waste products has been used for the calculation of ratio and rate of reduction in temperature range 298К÷1273К. Experimental results have been processed mathematically. It was created mathematical equations of the models. INTRODUCTION Large quantities of waste materials (dusts and slurries) are liberated after gas cleaning installations in the extraction ferrous metallurgy (“Kremikovtzi” JSco, Sofia and “Stomana Industry” JSCo, Pernik). The waste materials are subject of landfilling and their accumulation cause ecological pollution. These waste dusts and slurries that are not utilized in their greater part have considerable iron content and considerable high content of non-ferrous metals. On the other, these waste products could be use effectively as mineral raw materials in different branch of industry. The waste products utilization will solve some ecological, economical and technological problems of the firms. In other to be chosen the correct strategy of the waste material processing, it is necessary to be investigated some thermodynamic and kinetic characteristics of their reduction. The mathematical processing of these characteristics enables their wide application and use. The experimental models are received on the base of the measured data of the entrance and exit quantities of the object. The purpose of present work is to be received some appropriate mathematical models for the kinetic characteristics of the waste products reduction from steelmaking production. The received equations, deduced from real experimental data, will enable an express mathematical calculation of kinetic characteristics of the waste products with the same or similar composition. EXPERIMENTS Initial Materials 2-55 For carrying out of the investigations the waste dusts from the metallurgical plants in Bulgaria have been used: - sample 1 - blast furnace powders; sample 2 – BOF converter dusts; sample 3 – electric arc furnace (EAF) dusts from “Kremikovtzi” JSco; sample 4 – EAF dusts from “Stomana Industry” JSco . Their chemical composition is shown in Table 1. Table 1. Chemical composition of the waste products, % Element FeO Fe2O3 CaO MgO SiO2 Al2O3 s,% sample 1 9.34 45.83 9.2 0.66 9.43 2.90 sample 2 14.0 59.93 2.63 1.01 1.72 0.36 sample 3 14.2 54.82 8.62 2.90 5.66 0.65 sample 9.75 50.42 5.01 2.76 5.86 6.4 4 MnO PbO CuO ZnO 1.38 5.62 7.99 2.75 2.81 1.33 0.04 1.14 0.21 2.39 0.62 2.69 5.1 5.17 - 10.6 For the experiments the following mixtures were prepared: Mixture 1 - 88 % of waste converter output and 12 % fine cokes (Kremikovtzi JSco); Mixture 2 - 22 % of a waste product in a blast furnace output, 68 % of waste converter output and 9 % fine cokes (Kremikovtzi JSco); Mixture 3 – 40% of a waste product in a blast furnace output, 40 % of waste of converter output, 8 % of waste of EAF output and 12 % fine cokes (Kremikovtzi JSco); Mixture 4 – EAF output and reducing agent in correlation 1:1 (Stomana Industry JSco); Mixture 5 - EAF output and reducing agent in correlation 1:2 (Stomana Industry JSco); Mixture 6 – EAF output and reducing agent in correlation 1:2,5 (Stomana Industry JSco); A fine cokes with 88 % of carbon contained was used as reductive agent at pellets formation by use of waste from „Kremikovtzi” JSco . The quantity of the reductive agent is selected in stoichiometric ratio. The content in mixture-3 [in %] from the three outputs is selected in such correlation taking into account their quantities, generated in “Ktemikovtzi” JSco. Despite its different constitution mixture-3 presents good palletization characteristics. The last could be explained by the presence of converter slurry, which has good palletizing properties. The waste product from the “Stomana Industry” JSco contains high percent of ZnO and water soluble sulphur [1]. Because of that, the material was watery leached in advance and subsequently palletized with carbon in correlation waste product /reductive agent: 1: 1; 1: 2 and 1: 2, 5. Experimental Apparatus The waste products reduction was carried out with a reductive agent solid carbon at the temperature range 298 К - 1273 К at non-isothermal conditions. The maximal temperature for heating pellets can be up to 1423 К (1150 оC). Superficially smelting of pellets was observed at heating over this temperature. The received results of the gas analysis are considered as non-representative. 2-56 In thermodynamics study of the waste products reduction the following galvanic cell was used PtFe2O3 (waste product), C (O2,CO2ZrO2(CaO)NiO, Ni Pt Po2 Po2 PCO2 The experimental values of lg PO2 and lg were calculated with the following PCO equations as well [2] E.20186 24406 8,8867 T T PCO2 14783 lg 1 / 2. lg PO2 4,57 PCO T The percent content was calculated at the equation in СО lg PO2 (1) (2) 100 (3) PCO2 1 P CO For the kinetics investigation of the reduction of the waste metallurgical products a thermogravimetric apparatus was being used. DТА analysis was carried out in nonisothermal heating in the following conditions: scale sensitivity 100mg, temperature range 293 К 1123 К. The heating rate is 10 oC/ min, sensitivity of DТА 1/5, sensitivity of DТG 1/5, errs at DTA 0. 5 oC [3,4]. The quantity of gas mixture (СОtheor. + СО2theor.) was calculated with experimental data for CO. The result for mixture 1 was 0.16906g, for the second - 0.19884g, for the third - 0.1878g, of fourth - 0.20097g, of fifth – 0.1364g to sixth 0.15974g as well. %CO Experimental Results Besides if in the constitution of pellets the quantity of the carbon is higher from the stoichiometry of the reduction reactions and containing carbon addition is with weak reducing ability, it is possible to run reduction process at roasting of pellets in neutral atmosphere without their oxygenizing. Mixtures 1 and 5 have a higher degree of reduction than mixture 4, that it can be represented with the lower reduction ability at a reducing agent in these mixtures and its well - lined spending for the reduction. The lower degree of reduction of a mix 4 is explained with a failed reductive agent. Experimental kinetics results of the studied mixture at non-isothermal conditions are shown in Table 2. Kinetic investigations have been registered highest degree of reduction for EAF waste dusts from “Stomana Industry” JSco, Pernik, in stoichiometric correlation 1:2 reducing agent (solid carbon) and waste product at temperature range 1273 К and 1423 К. The heating over this temperature is objectionable because of the pellets smelting. The highest degree of reduction for mixtures from metallurgical production of “Kremikovtzi” JSco has been obtained in mix 1. In mixes 2 and 3 the degrees of reduction are close. The EAF waste addition in mix 3 does not real influence on degree of reduction. By comparisons of kinetic curves of different waste mixtures for Kremikovtzi JSco has been found the highest velocity of reduction with converter waste product while it 2-57 for the other waste products ( 2 and 3) runs comparatively slowly. The velocity of reduction for mixture 3 is = 5.26*10 5 kg / sec. It is due to dilution effect of the added by the blast furnace waste great quantities of some oxides like MnO, Al2O3, SiO2, MgO, CaO. These oxides reflect on the better contact between reductive agent and ferrous oxides. Kinetic curves of Fe2O3 and Fe3O4 reduction with solid carbon is reported also in [5]. Table 2. Experimental kinetics results conditions Mix 1 T, K m, g *105 kg / s α, % 613 0.015 0.00 8.87 743 0.038 6.27 22.48 773 0.045 8.27 26.62 873 0.067 7.80 39.63 973 0.082 5.32 48.50 1073 0.095 4.61 56.19 1173 0.105 3.55 62.11 1273 0.114 3.19 67.43 Mix 3 T, K m, g *105 kg / s α, % 693 0.017 0.00 9.05 773 0.020 1.10 10.65 873 0.032 351 17.04 973 0.045 3.80 23.96 1073 0.063 5.26 33.55 1173 0.074 3.22 39.40 1273 0.081 2.05 43.13 T, K 623 673 773 873 973 1073 1173 1273 m, g 0.019 0.021 0.036 0.053 0.073 0.090 0.101 0.107 Mix 5 *105 kg / s 0.00 2.02 7.58 8.59 10.10 8.59 5.56 3.03 α, % 14.03 15.51 26.59 39.14 53.91 6647 74.59 79.03 of the studied mixture at non-isothermal T, K 693 773 873 973 1073 1173 1273 m, g 0.016 0.021 0.031 0.047 0.063 0.073 0.082 T, K 573 673 723 773 873 973 1073 1173 1273 m, g 0.012 0.018 0.029 0.037 0.050 0.062 0.077 0.087 0.091 T, K 753 773 873 973 1073 1173 1273 m, g 0.011 0.012 0.021 0.032 0.042 0.048 0.054 Mix 2 *105 kg / s 0.00 2.26 3.62 5.80 5.80 3.62 6.88 α, % 8.05 10.56 15.59 23.64 31.68 36.71 41.24 Mix 4 *105 kg / s 0.00 2.31 7.64 5.56 4.51 4.17 5.21 3.47 1.39 Mix 6 *105 kg / s 2.59 4.66 5.69 5.18 3.11 3.11 2.59 α, % 5.97 8.96 14.43 18.41 24.88 30.85 38.31 43.29 45.28 α, % 6.89 7.51 13.15 20.04 26.30 30.06 33.81 Mathematical Models Kinetic characteristics of waste products reduction can be well described with mathematical models. At the present work have been used two methods for mathematical models inventing – regression analysis and splain-approximation. The regression analysis is not too precise method because the curves do not pass through every points of the model. By use of splain-approximation method curves pass through every point. On one hand this method is more precise on the other it 2-58 does not give any information about mistake which has been received by mathematical models inventing. Dispersion was detected with regression analysis. The most small remainder sum of dispersion was the factor choosing appropriate models. It was been used because the temperature was one of the indicators in comparison of changing components. To obtain mathematical models the experimental data were processing in the shell of Matlab. At the present investigation was shown mathematical treatment of the third mixture. It was chosen because it contains the waste products from the third basic metallurgical productions (blast furnace, converter and electric arc furnace). Splain-Approximation Predicted value of splain-approximation of mass (m,g) dependent on temperature (T,K) for mixture 3 is shown on Fig. 1, predicted value of splain-approximation of velocity (v*10-5, kg/s ) dependent on temperature(T,K) is shown on Fig.2 and predicted value of splain-approximation of degree of reduction (, % ) dependent on temperature(T,K) is shown on Fig. 3. 6 0.09 0.08 0.07 4 0.03 0.02 0.01 600 v*10-5, kg/s 0.04 700 800 900 1000 1100 1200 1300 3 2 1 0 -1 600 700 800 900 1000 1100 1200 data data Fig. 2. Velocity (v*10-5, kg/s) as a function of temperature (К) Fig. 1. Mass (m, g) as a function of temperature (К) 45 40 35 30 25 20 15 10 5 600 700 1300 Temperature,cubic K spline Temperature, K cubic spline α, % m, g 0.06 0.05 5 800 900 1000 1100 1200 1300 Temperature, K cubic spline Fig. 3. Degree of reduction (α, %) as a function of data temperature (К) Regression Analysis of Mathematical Models For description of kinetic characteristic were invented regression models from first to fifth power. Predicted value of regression model of mass (m, g) dependent on temperature (T, K) for mixture 3 is shown on Fig. 4. The model equation from first power is as follows Y1=b1(1)+b1(2)*x(i) The model equation from second power is as follows Y2=b2(1)+b2(2)*x(i)+b2(3)*x(i)^2, and it is shown on Fig. 5. 2-59 The model equation from third power is as follows Y3=b3(1)+b3(2)*x(i)+b3(3)*x(i)^2+b3(4)*x(i)^3, and it is shown on Fig. 6. The model equation from fourth power is as follows Y4=b4 (1)+b4 (2)*x(i)+b4 (3)*x(i)^2+b4 (4)*x(i)^3+b4 (5)*x(i)^4, and it is shown on Fig. 7. The model equation from fifth power is as follows Y5 = b5(1)+b5(2)*x(i)+b5(3)*x(i)^2+b5(4)*x(i)^3+b5(5)*x(i)^4+b5(6)*x(i)^5, and it is shown on Fig. 8. The regression coefficients and dispersion (S) from first to fifth power for a function m f (T ) are shown in Table 3. Table 3. Models regression coefficients for a function m f (T ) . Coeffi cients. b(1) Mixture 3 3 power 1 power 2 power -7.072994 0375*10^-2 -6.00027 49482*10^-2 b(3) 1.210817 72*10^-4 - b(4) - 9.8303329 *10^-5 1.1611 *10^-8 - b(5) - b(6) S 0.1272 5 power 45.9778 072952*10^-2 50.283920 4065*10^-2 -77.03180 18671*10^-2 - -1.56362 9438 *10^-3 1.740 088*10^-6 -5.86 *10^-10 - -1.7475 39124*10^-3 2.0297 78*10^-6 -7.85 *10^-10 0.5 *10^-14 0.1565 0.0130 0.0194 5.06521 6948*10^-3 -1.2374 649*10^-5 1.4260 *10^-8 -0.8 *10^-11 0.0 0.0375 m, g m, g b(2) 4 power Temperature, K Temperature, K Fig. 5. Model from second power for a function m f (T ) 0.09 0.09 0.08 0.08 0.07 0.07 0.06 0.06 0.05 0.05 m, g m, g Fig. 4. Model from first power for a function m f (T ) 0.04 0.04 0.03 0.03 0.02 0.02 0.01 600 700 800 900 1000 1100 1200 1300 0.01 600 700 800 900 1000 1100 1200 1300 Temperature, K Temperature, K Fig. 6. Model from third power for a function m f (T ) 2-60 Fig. 7. Model from fourth power for a function m f (T ) 0.09 0.08 0.07 m, g 0.06 0.05 0.04 0.03 0.02 0.01 600 700 800 900 1000 1100 1200 1300 Temperature, K Fig. 8. Model from fourth power for a function m f (T ) Predicted value of regression analysis of velocity ( *10-5, kg/s) dependent on temperature (T, K) for mixture 3 is shown on Fig. 9. The model equation from first power is as follows Y1=b1 (1) +b1 (2)*x(i) The model equation from second power is Y2=b2(1)+b2(2)*x(i)+b2(3)*x(i)^2, and it is shown on Fig. 10. The model equation from third power is Y3= b3(1)+b3(2) *x(i)+b3(3)*x(i)^2 +b3(4)* x(i)^3, and it is shown on Fig. 11. The model equation from fourth power is Y4=b4 (1)+b4 (2)*x(i)+b4 (3)*x(i)^2+b4 (4)*x(i)^3+b4 (5)*x(i)^4, and it is shown on Fig. 12. The model equation from fifth power is Y5 = b5(1)+b5(2)*x(i)+b5(3)*x(i)^2+b5(4)*x(i)^3+b5(5)*x(i)^4+b5(6)*x(i)^5, and it is shown on Fig. 13. The regression coefficients and dispersion (S) from first to fifth power for function .10 5 f (T ) is shown in Table 4. Table 4. Models regression coefficients for function .10 5 f (T ) . Coeffi cients. b(1) Mixture 3 3 power 1 power 2 power b(3) -1.512332 623509 4.322402 0443*10^-3 - b(4) - -39.51494 9709620 8.501831 1552*10^-2 -4.11303 78*10^-5 - b(5) - - -7.458701 224916 -1.747744 7130*10^-2 6.546940 58*10^-5 -3.61 22*10^-8 - b(6) - - - S 2.7898 0.4053 0.4660 b(2) 2-61 4 power 5 power 2.1874058 81394e+002 -0.009835 514725e+002 0.000015 872022e+002 -0.000000 010844e+002 0.000000000 0027e+002 -8.162337 586388e+002 0.045546 708582e+002 -0.000101 224375e+002 0.000000 111458e+002 -0.000000 000060e+002 0.0000000 0000001e+002 1.0568 0.5743 v*10-5, kg/s v*10-5, kg/s Temperature, K Temperature, K Fig. 9. Model from first power for a function .105 f (T ) Fig. 10. Model from second power for a function .10 5 f (T ) 6 v*10-5, kg/s v*10-5, kg/s 5 4 3 2 1 0 -1 600 700 Temperature, K 800 900 1000 1100 1200 Fig. 12. Model from fourth power for a function .105 f (T ) Fig. 11. Model from third power for a function .105 f (T ) 6 5 v*10-5, kg/s 1300 Temperature, K 4 3 2 1 0 -1 600 700 800 900 1000 1100 1200 1300 Temperature, K Fig. 13. Model from first power for a function .10 5 f (T ) Predicted value of regression analysis of velocity (, %) dependent on temperature (T, K) for mixture 3 is shown on Fig. 14. The model equation from first power is Y1=b1 (1) +b1 (2)*x(i) The model equation from second power is Y2=b2(1)+b2(2)*x(i)+b2(3)*x(i)^2, and it is shown on Fig. 15. The model equation from third power is Y3=b3(1)+b3(2)*x(i)+ b3(3)*x(i)^2+b3(4) *x(i)^3, and it is shown on Fig. 16. The model equation from fourth power is Y4=b4 (1)+b4 (2)*x(i)+b4 (3)*x(i)^2+b4 (4)*x(i)^3+b4 (5)*x(i)^4, and it is shown on Fig. 17. The model equation from fifth power is Y5 =b5(1)+b5(2)*x(i)+b5(3) *x(i)^2+ b5(4) *x(i)^3+b5(5)*x(i)^4+b5(6)*x(i)^5, and it is shown on Fig. 18. The regression coefficients and dispersion (S) from first to fifth power for function f (T ) is shown in Table 5. 2-62 Table 5. Models regression coefficients for function Mixture 3 Coeffic 1 power 2 power 3 power ients. b(1) -37.66231 -31.97547 2.44734113 6439523 9639935 2462e+002 b(2) 0.06447 0.052397 -0.0083234 3168654 5669470 600094e+002 b(3) 6.15488 0.00000926 52*10^-6 3244e+002 b(4) -0.0000000 03118e+002 b(5) - f (T ) 4 power 5 power -4.226653 086562e+002 0.0276402 29407e+002 -0.0000673 10293e+002 0.000000 077415e+002 -0.000000 000042e+002 0.00000000 000001e+002 1.0697 - - S 3.6060 4.4385 0.3711 0.5553 α, % - α, % b(6) 2.6794012 44329e+002 -0.009314 565008e+002 0.0000108 24405e+002 -0.000000 004193e+002 0.0000000 0000027e+002 - Temperature, K Temperature, K Fig. 14. Model from first power for a function f (T ) Fig. 15. Model from second power for a function f (T ) 45 40 35 35 30 30 α, % 40 25 20 15 10 5 600 25 20 15 10 700 800 900 1000 1100 1200 5 600 1300 Temperature, K 700 800 900 1100 1200 1300 Fig. 17. Model from fourth power for a function f (T ) 45 40 35 30 25 20 15 10 5 600 1000 Temperature, K Temperature, K Fig. 16. Model from third power for a function f (T ) α, % α, % 45 700 800 900 1000 1100 1200 1300 Temperature, K Fig. 18. Model from fifth power for a function f (T ) 2-63 CONCLUSION 1. The highest degree to reduction was achieved at steelmaking waste from “Stomana Industry”JSco reduction at temperatures between 1273 К and 1423 К and reductive agent quantity twice more then stoichiometric. 2. From the investigated charges, the first one (converter slurry-88 % and a fine coke 12 %), the highest degrees of reduction was obtained. The degrees of reduction of charges 2 and 3 are lower and approximately equal. Adding to electric arc steelmaking (EAF) dusts in mixture 3 doesn't influence materially on the degree of reduction. 3. By comparison with kinetic curves for the different waste products mixtures of “Kremikovtzi” JSco it is found out that the reducing processes of the mixture only with converter waste run with highest velocity, while in mixtures with wastes and from another productions (blast furnace as well EAF) the process is quite slowly. The velocity of mixture 3 is = 5, 26. 10-5kg/s. 4. The obtained experimental data of the mixture 3 are processed mathematically with regression analysis. It was found out that the model of third power with dispersion S = 0.0130 is the best for a function m f (T ) , the model of second power with dispersion S = 0.4053 is the best for a function .105 f (T ) and the model of third power with dispersion S = 0.3711 is the best for a function f (T ) . REFERENCES 1. Paunova R., M. Marinov, D. Grigorova: ‘Thermodynamics and Kinetics study of the waste emission of steelmaking production of “Stomana-Factory”AD, Bulgaria’, 4th Balkan Conference on Metallurgy, Zlatibor, Serbia, 2006, p 361 – 367 2. Paunova R.: ‘Thermodynamics study of reduction of titanium magnetite concentrate with solid carbon’, Metallurgical and Materials Transaction B, 33B, 4, 2002, p 633 –638 3. Paunova R., K. Todorov, D. Damgaliev: ‘Reduction of The Ferrous, Copper and Lead Oxides in the Slurries of The Steel Converter Production at Non Isothermal Conditions’, International conference on the Efficient Use of Energy in Metallurgy, Varna Bulgarian, 1999, p 323-329 4. Paunova R., K. Todorov, D. Damgaliev: ‘Reduction of the Fe2O3 and ZnO in the Slurries from The Converter Steel Production at The Non Isothermal Conditions’, International conference on the Efficient Use of Energy in Metallurgy, Varna Bulgarian, 1999, p 330-335. 5. Simonov V.K., S. T. Rostovtzev: Izv. VUZ, Chernaja Metallurgia, 4,5, 1960. 2-64