Plastic Injection Molding
Workplace Safety
By Clinton Cowen, President, CPC Plastics, Inc.
Table of Contents
I. Introduction
About the Author
About the Plastics Industry
Industry Safety Statistics
Industry Standards and Practices
II. Equipment and Environmental Considerations
Plant Design and Layout
Injection Molding Machinery
Peripheral Equipment
Assembly and Automation
Decoration and Packaging
Housekeeping
III. Industry Standards Enforcement
Common Industry Practices
Litigation and Compensation
IV. Industry Perception and Awareness
Who’s responsible?
Employers and Employees
Injection Molding Machinery Manufacturers
Safety Training and Awareness
Workforce Development
2
I. Introduction
About the Author
Clinton Cowen began working in plastic injection molding in 1991 after serving in the
U.S. Navy as an avionics engineer. Mr. Cowen’s plastics career began as an
electronics technician, responsible for the electronic, hydraulic, pneumatic and
programming systems of injection molding machinery for one of the largest
proprietary plastic container manufacturers in the US.
Through experience, education and training1, Mr. Cowen advanced his
troubleshooting skills at various leading proprietary and captive molders, before
moving into the technical service field for global injection molding machinery
manufacturing companies.
With this highly technical understanding of injection molding systems combined with
the broad based industry experience Mr. Cowen founded CPC, Inc. 2, a plastic
manufacturing company, base in Rhode Island, in 1998.
About the Plastics Industry
The plastic injection molding industry was born in Germany, 1921 3 with the invention
of the first plastic injection molding machine. In 1932, the world’s first automatic
injection molding machine would allow companies to mass manufacture their
products in record time, thus the injection molder was born.
In its simplest form the plastics industry can be divided into two (2) sectors, these
are referred to proprietary and custom or captive injection molder.
The proprietary molder customarily designs and manufactures the “core” plastic
product(s) or components in house.
The custom molder generally takes on the responsibility of molding the part to the
customers documented specifications, and in certain circumstances may aid in
material selection and tooling design.
Since 19764, plastics have been the most widely used material in the United States.
The ever growing demand for injection molded products, lends itself well to the
entrepreneurial spirit. Colossal industries have been built and generations have been
fed but is has not been without cost.
1
http://www.plastexgroup.com/cv/ccowen.html
2
http://www.cpcplastics.com
3
Plastics Forming Industry (www.unido.org/userfiles/PuffK/plastic.pdf)
American Plastics Council (www.americanplasticscouncil.org/apcorg/newsroom/articles/millenium.html)
4
©CPC, Inc. 2003, All Rights Reserved.
3
Industry Safety Statistics
In 2001, the plastics injection molding industry in the U.S. alone suffered twelve (12)
fatalities and experienced an injury rate of 8.0 (N/EH x 200,000) 5. One half (50%) of
those fatalities were caused by “contact with objects or equipment” 6.
Fines levied by OSHA on plastics manufacturing companies for noncompliance during
the period of October 2001 through September 2002 totaled over $1,000,000.00
USD7.
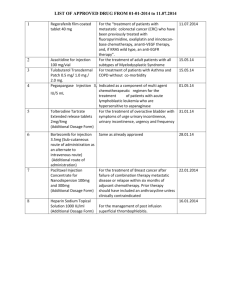
The ten (10) most frequently cited standards for plastic injection molders during the
period of October 2001 through September 20028 were:
1910.147
1910.212
1910.1200
1910.305
1910.134
1910.178
1910.303
1910.219
1910.215
1910.95
The control of hazardous energy (lockout/tagout)
General requirements for all machines
Hazard Communication
Electrical, Wiring Methods, Components and Equipment
Respiratory Protection.
Powered Industrial Trucks
Electrical Systems Design, General Requirements
Mechanical Power-Transmission Apparatus
Abrasive Wheel Machinery
Occupational Noise Exposure
The financial penalties imposed for each of the above infractions, during the same
time period has been depicted in the chart below:
Total Cost Per OSHA Standard Citation 10/2001 thru 09/2002
$400,000.00
$300,000.00
$200,000.00
$100,000.00
$0.00
1910.147
1910.212
1910.12
1910.219
1910.215
1910.95
1910.305
5
http://www.bls.gov/iif/oshwc/osh/os/osnr0016.pdf
6
http://www.bls.gov/iif/oshwc/cfoi/cftb0146.pdf
1910.134
1910.178
7
http://www.osha.gov/cgi-bin/std/stdser1?esize=0&state=FEFederal&sic=3089
8
http://www.osha.gov/SLTC/plastics/standards.html
1910.303
©CPC, Inc. 2003, All Rights Reserved.
4
Industry Standards and Practices
Plastic injection molding safety standards are defined and enforced by the
Occupational Safety and Health Administration, herein OSHA (www.osha.gov), the
American National Standards Institute, herein ANSI (www.ansi.org) and approved
State Occupational Safety and Health Plans, such as Michigan’s OSHP.
Plastic manufacturing employers must conform to OSHA’s general industry standard
29 CFR 19199, which applies to the major percentage of plastics processors
operating under SIC code 3089.10
ANSI, a private non-profit organization (501(c)3) administers and coordinates the
U.S. voluntary standardization and conformity assessment system 11. As with most
industries, organizations such as ANSI have developed standards primarily through
relationships with the injection molding machinery manufacturers. Some of the
current applicable ANSI standards are listed below:
ANSI/SPI B151.1-1997 (19.197). Applies to horizontal injection molding machines that are
used in the rubber and plastics industries. Safety requirements of ancillary equipment used with
horizontal injection molding machines are not covered by this standard.
Summary of Interpretations of ANSI B151.1-1997. Machinery Division,
the Society of the Plastics Industry, Inc. (www.socplas.org).
ANSI/SPI B151.27-1994 (1994) - Definitions and requirements for robots used with horizontal
injection molding machines.
ANSI/SPI B151.29-2002 (2002) - Identifies and addresses known hazards to personnel
working on or with the specified machinery.
ANSI/SPI B151.26-1993 - Dynamic Reaction Injection Molding Machines - Safety
Requirements for the Manufacture, Care, and Use.
Other Standards, though not enforceable in the United States, contains information
that may aid industry members in providing a safer and healthier workplace, such as
the European ANSI equivalent:
European Standard EN 201:1997 - European Committee for Standardization (1997).
(http://www.cenorm.be/)
II. Equipment and Environmental Considerations
Plant Design and Layout
9
http://www.osha.gov/SLTC/plastics/standards.html
10
http://www.osha.gov/cgi-bin/sic/sicser4?30
11
http://www.ansi.org
©CPC, Inc. 2003, All Rights Reserved.
5
Plant design and the layout of a plastic injection molding facility have the potential of
effecting safety in a positive or negative way. Although many manufactures do not
have the luxury of building a plant from the ground up, plastic injection molders can,
through layout design, efficiently utilize their work space in a more ergonomic and
safer way.
For example, a properly maintained central material handling system could
drastically reduce the instances of “slip and fall” injuries, largely due to pelletized
resin that has fallen onto to walkway surface.
For most custom or captive injection molders, a central material handling system is
not realistic or cost effective, primarily because of the wide assortment of materials
they manufacture. However, with some creative design, using existing technology,
custom material systems that can prove agile enough for the custom molder, have
the potential to reduce costs and instances of “slip and fall” injuries.
Additionally, segmenting “service centers” within a plastic manufacturing facility,
such as an isolated mold repair workshop or automated assembly area, limits the
primary exposure to only those employees who work in that area, and limited
exposure means decreased risk.
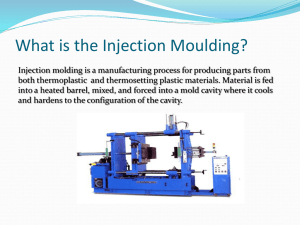
Injection Molding Machinery
There are essentially two (2) types of injection molding machines, or IMM as it is
often referred, horizontal and vertical with various clamp and injection unit(s)
configurations. Some of these configurations can be seen below:
Horizontal Injection Molding Machine
©CPC, Inc. 2003, All Rights Reserved.
6
IMM configured for two color or multi-component molding are equipped with two (2)
injection units and these can be mounted vertical, horizontal or combinations
thereof.
Insert work and over-molding plastic manufactures tend to use a vertical clamp with
a horizontal injection unit or “L” configuration as it is often referred.
In simple terms, the injection molding machine is comprised of two (2) primary
components, the clamp, which when sized properly, supplies enough opposing force
onto the tool (mold or die) to counteract pressure of the plastic melt being forced
into it by the components, which make up the injection unit.
The clamp unit is constructed with, or a combination of, hydraulic, hydro-mechanical,
electric or servo-electric clamping devices, while the injection unit is powered either
hydraulically, electrically or a combination thereof.
The power plants (drive units) systems used in IMM vary by manufacturer and
model. Most are equipped with a hydraulic, electric, and in some custom miniature
IMM’s, pneumatic energy source(s) or a combination thereof.
Peripheral Equipment
A variety of peripheral and support equipment can be found on the plant floor at any
given time. Below, I have outlined the most common peripheral or support
equipment that one could find in an injection molding facility.
Tooling (molds or dies) found in the injection molding facilities typically use chilled or
heated water (Thermalators) or hot oil units to allow the plastic to cure at a faster
rate. These units can be a triple threat, slipping injuries caused by leaking water,
burning caused by leaking hot water and trips caused by yards of hoses running to
and from the unit and the mold.
Material granulators (grinders) are also highly used in the plastic injection molding
industry. Defective product, runners, purging and other plastic scrap are reground in
these machines, typically equipped with three (3) to four (4) rotating cutting blades,
forcing the plastic between two (2) stationary (bed) knifes and shear the plastic into
a size capable of being processed again and again. Plastic material that has been fed
through a granulator is referred to as “regrind”.
Material dryers and blenders are used to prepare the plastic resin for molding. The
material dryer (desiccant or dehumidifying) extracts the moisture from hydroscopic
plastic resin until the desired dew point of the material has been reached.
Plastic parts that have not reached their ideal dew point or dried improperly can
exhibit both visual and functional defects. Thus, it is a very important piece of
equipment used in the plastics manufacturing process.
©CPC, Inc. 2003, All Rights Reserved.
7
Assembly and Automation
Robotics and automation cells, such as the ones can be found in a large portion of
captive or proprietary molding shops automate and accelerate the production
process. These systems tend to be very unique and can prove to be quite a
challenging when trying to develop a comprehensive safety guard (device).
Generally, automation and or robotic equipment, with proper function and design,
have systems in place to protect the operator from being mauled by fast moving
robotics or cylinders or amputated from unsuspecting pinch point.
Protective devices such as plastic safety guards equipped with electrical, mechanical,
hydraulic or light barriers, which disconnect or in some case discharge the energy
sources intended in the design.
Safety circuits found on robotics and automations cells can be comprised of one or all
of the barriers mentioned above. Machinery and automation suppliers routinely use
and collaborate to develop, redundant and or combinative systems in an effort to
meet their industry’s standards and safety requirements.
Often, robotics and or the automation machinery are supplied by the IMM supplier
that offers the optional robotic equipment on their injection molding machinery,
coupled with custom automation cells per the client’s application.
This type of IMM and robotic and or automation configuration, when properly
designed and functioning correctly, offers a more robust safety systems due to
integration of the IMM and robot or automation.
Decoration and Packaging
In an effort to bring in additional sources of income and add value to their product or
service(s), some plastic injection molders will offer hot stamping, pad printing, inmold decoration or other decorative services.
The hot stamp machine uses a heated die, which strikes the plastic through a thin
layer of foil or film and thermally transfers the image to the plastic part. This
machinery most often uses a pneumatic, electric or hydraulic power plant and is
basically comprised of a base and a head. The base holds the part in place, typically
with a fixture, while the head is forced in a downward direction until striking the part.
III. Industry Standards and Enforcement
Regulatory Agencies
©CPC, Inc. 2003, All Rights Reserved.
8
In the United States, OSHA is tasked the responsibility of enforcing federal, and in
some cases state, violations of the general and industry standards that pertain to
that particular industry. For the topic of this discussion, we will be discussing the
enforcement of the plastic injection molding industry only.
OSHA conducted 58,402 state inspections in 200212. Of those, approximately sixtytwo (62%) percent were considered “High Hazard Targets”. Twenty-five (25%) were
complaint or accident related and the remaining fourteen (14%) percent were from
referrals or follow-up visits.
OSHA State Inspections 2002
High Hazard Target
14%
62%
Complaint or Accident Related
Referrals or Follow-up Visits
25%
While OSHA has developed its own industry standards (General and Specific),
plastics manufacturers must comply with the standards developed by ANSI (Industry
Standards) and approved or common industry standards or practices.
The ANSI equivalent in Europe is the European Committee for Standardization or
CEN as they are referred. As with their U.S. counterparts, CEN determines the
standards for the plastic injection molding industry in Europe.
Common Industry Practices
Proprietary molders tend to be more automated in regards to material handling,
robotics, automation and packaging. This is due in a large part because this kind of
molder tends to make only one or a family of similar products.
Custom or captive molders on the other hand, tend be much less automated.
Material is bought and stored in 50 lbs. bags or 1100 lbs. Gaylord boxes versus the
silo’s that most proprietary molders maintain. This is due to the various plastic
products that a custom molder may manufacture.
Instead of using central material loading systems like the proprietary molder, it is
common for custom molders to hand load the hopper and or mixer unit of the IMM or
use machine dedicated material loaders.
12
http://www.osha.gov/as/opa/oshafacts.html
©CPC, Inc. 2003, All Rights Reserved.
9
The process of moving either bags or Gaylord boxes in and out of the manufacturing
floor increases the risk of pelletized resin falling onto the floor surfaces and thus
increasing the potential for slip and fall injuries.
Another common practice in injection molding is referred to as purging or injecting
plastic into the air so that any degraded (over heated or otherwise bad) material will
be purged from the barrel unit. Although it may sound innocent, purging is the
number one cause of burn injuries in the plastics injection molding industry.
This type of injury is commonly caused when the operator is hit with molten gaseous
plastic resin that has been overheated in the barrel. As the plastic starts to degrade,
gas begins to form under pressure do to either a material obstruction or in some
cases, a hydraulically actuated shutoff nozzle, which intentionally blocks the flow of
plastic.
The result of either is the same, material gases keep building and building until the
unsuspecting operator begins to purge the machine, by the time that the operator
realizes the dangerous situation, it’s too late.
Engineered resins such as Acetyl and POM rapid degrade and are highly volatile at
elevated temperatures. The pressure that builds up can be quite high. I have
witnessed metal hoppers filled with thirty (30) plus pounds of resin blow off the
machine and land five (5) to ten (10) feet away.
In addition to purging the barrel, operators can experience similar conditions while
cleaning or removing solid plastic material from the gate, the area were plastic
enters the part, of a mold. This practice of “cleaning the gate” is necessary to allow
hot molten plastic through the gate and into the mold.
Cleaning the tool at regular intervals is a common practice in the plastics injection
molding industry. Depending on the level of service that the tool requires, it may be
pulled from the machine and taken to a mold repair area or the work may be
preformed in the machine.
The practice of maintaining a mold while it is mounted onto the machine, while not
uncommon, can be quite dangerous if adequate safety standards are not met.
Occasionally, overzealous, untrained or confused operators will make the mistake of
reaching into the IMM while it is running in semi or automatic mode.
In fact, this action of leaning, reaching or entering into the molding area of the IMM
while it is running is the leading cause of death in the injection molding industry.
Additionally, these fatalities occur while mold or machine maintenance is being
performed or when an operator reaches into the machine to remove a plastic part
from the mold.
Often times, an unfamiliar or complacent eye will believe that the machine is in a
rest or off (zero potential) position, when most likely it only paused briefly until the
IMM receives an input via a machine operator or IMM, robotic or peripheral control
circuitry.
©CPC, Inc. 2003, All Rights Reserved.
10
Litigation and Compensation
Litigation involving plastic injection molding workplace injuries typically involves the
injection molding machine (IMM) manufacturer,13 the owner and or operator of the
IMM,14 the individual or company who sold the IMM and or any companies or
individuals who have provided applicable maintenance or repair services on the
IMM15.
Complaints filed against the injection molding machinery suppliers, such as Ortiz v.
HPM, Corp.16, the claimant, Mr. Ortiz, argued that his injuries were the result of
negligence, breach of express and implied warranty and strict liability, on the part of
HPM Corporation, a named defendant. The California Court of Appeals (Second
Appellate District Four) agreed, resulting in a $ 150,000.00 USD verdict in favor of
Mr. Ortiz.
As in the above mentioned case, suits brought against the seller of an injection
molding machine involving injury typically argues that a seller of used goods who
makes extensive modifications to a product prior to the sale should be considered
"tantamount to a manufacturer" and subject to strict liability.
It is important to note, plastic injection molders who sell their used equipment to
other companies are named defendants in a substantial number of cases, where
modifications are believed to have been made after the purchase, while in their
custody or control, as in the case of Luke Allan Lund v. Pan American Machine Sales,
LLC.17
Mr. Lund’s complaint argues that the machine was in an unsafe condition at the time
of sale to his employer and that seller knew or should have known of the defective
safety device while in its possession. Parties that engage in the selling of injection
molding machinery either directly or indirectly, which involve injury, are finding
themselves involved in litigation.
Consider Juana Balido v. Improved Machinery, Inc.18, complainants charged
negligence, breach of warranty, and strict liability after Balido's right hand was
crushed when a plastic injection molding press closed as she was adjusting an insert.
The Superior Court of Los Angeles County and the Court of Appeal of California
upheld the decision handed out by the lower court, relieving the seller of liable,
partly based upon disclosure of modifications and safety concerns prior to the sale.
13
Ortiz v. HPM Corp., 234 Cal. App. 3d 178, 285 Cal. Rptr. 728 (Cal.App.Dist.2 09/20/1991)
14
Suarez v. Dickmont Plastics Corp, 03/16/94, CT
15
Luke Allan Lund v. Pan American Machine Sales, 05/19/87, MN
16
Ortiz v. HPM Corp., Superior Court of Los Angeles. No. C502847
17
Lund v. Pan American Machine Sales. District Court, Hennepin County, MN. No. C7-86-2129
18
Juana Balido v. Improved Machinery, Inc., Superior Court of Los Angeles County, No. 876 585
©CPC, Inc. 2003, All Rights Reserved.
11
Compensation awarded to those injured on an injection molding machine varies
greatly from state to state, and greatly depends on the extent of ones injuries and or
degree of negligence. 19 Case strategy varies firm to firm, typically injection molding
workplace injury lawsuits include the manufacturer of the injection molding machine,
the seller or supplier of the injection molding machine, maintenance or technical
consulting firms who have previously worked on the injection molding machine, and
the individual or company who owns or leases the injection molding machine.
More than not, current and past litigation revolving around injection molding
workplace safety has pointed the proverbial finger at the injection molder itself.
Modification to original equipment, removing safety devices, improper maintenance,
and the list goes on and on, and the injection molding companies being held liable
for aftermarket safety system modifications made on injection molding equipment,
which they sell, barter or lease.
Both the proprietary and captive, or custom, injection molder, need to be aware of
the legal ramifications involved when they decide to sell their injection molding
machinery. Plastics technical experts and consultants are available to assist injection
molders in determining if all of their safety and liability concerns have been met.
IV. Industry Perception and Awareness
Who’s responsible?
Injuries that occur on or around injection molding machinery are devastating to the
employee and their families. When you’re dealing with the tremendous amount of
pain and suffering associated with this type of injury, one has to have faith in the
decisions handed out in our courts of law. As devastating as the injuries are, one
must rely on the truth of the facts and the facts behind the truths.
Employers and Employees
Injection molding companies need to be aware of the margin of safety that they are
required by law, varying both federally and state to state, to maintain in regards to
their injection molding machinery and working environment. Warning labels advising
the user of potential injury are common place on injection molding equipment
currently produced. As is interlocking safety devices such as safety guard limit
switches, mechanical hydraulic shut off valves, and electronic monitoring systems
are intended to, when properly maintained, protect the user from injury.
However, poor design, end user and or process modifications and or additions such
as safety gate(s), robotics, assembly peripherals, improperly labeled and not
19
Smith v Hobart Mfg. Co., 302 F2d 570, 573-575
©CPC, Inc. 2003, All Rights Reserved.
12
conforming to industry safety standards20, have been based on complaints of
negligence and liability as a result of after market injection molding machinery
modifications on the equipment that they own, operate or lease and equipment that
they have sold, bartered or leased.
Injection Molding Machinery Manufacturers
History has proven that litigation defines the gray area between right and wrong.
This proves true with litigation stemming from injuries sustained while working on
injection molding machinery equipped with questionable safety systems and or in
violation of federal, state or industry guidelines pertaining to injection molding
machinery warning labels and operator safety notices.
The safety systems incorporated in today’s injection molding machinery is a result of
technological and workplace quality advancements, and through liability cases
argued at the state and federal level. Today’s injection molding machinery has
redundant systems in place to ensure operator safety.
One component of these safety systems are commonly referred to as safety guards
or gates. These guards prohibit access to the internal workings or “pinch points” of
the injection molding machine, which have the potential to cause injury. These
guards or gates are equipped with limit switches (front and rear) and mechanically
actuated hydraulic valves. When designed correctly and functioning properly they
combine to remove both the electrical and hydraulic energy.
Also, the operator safety gate is fixed with a mechanical interlocking system, again,
when properly designed and functioning as intended, prohibit clamp movement when
the operator door has been opened or is ajar.
Safety Training and Awareness
Workforce development, safety training and continuous education are instrumental in
helping to decrease employee injuries in the plastic plant. Many programs including
state, federal and private organizations offer monetary incentives for secondary
education or certificate programs.
Workforce Development
A plastics molder’s ability to mold a quality product for its customers, and a safe
work environment for its employees largely lie with workforce development.
Workforce development in its most effective way is a cultivation of local, state, and
federal training assistance programs and grants, coupled with accredited local and
state colleges and universities that offer plastics technology certificates and degree
programs.
20
http://www.osha.gov/SLTC/plastics/standards.html
©CPC, Inc. 2003, All Rights Reserved.