Cellulase_-_Literature_Review
advertisement

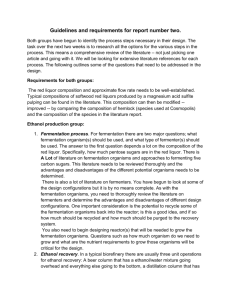
“SSF Experimental Protocols – Lignocellulosic Biomass Hydrolysis and Fermentation” Laboratory Analytical Procedure (LAP) Issue Date: 10/30/2001 N. Dowe and J. McMillian National Renewable Energy Laboratory (US Department of Energy) The method discussed in this article is simultaneous saccharification and fermentation, SSF. Cellulase is utilized to breakdown to break down the cellulose and yeast to ferment the sugars. These are lab methods used by researchers to test a variety of lignocellulosic substrates. While an interesting reference, this article provides step-by-step lab-scale procedures focused on determining the optimal substrate. This would be useful for a research and development group but has little to do with developing the large scale production line. “Lignocellulose Biotechnology: Future Prospects” Editors: R.C. Kuhad and Ajay Singh Anshan Publishing – 2007 “Bioethanol from Crop Residues, Production Forecasting and Economics: An Indian Perspective”. By Rajeev Kumar Kapoor, Anuj Kumar Chandel, Sarika Kumar, Rishi Gupta and Ramesh Chander Kuhad. Pages 247 – 260. Approximately 313 x 106 tons of crop residue is left after the crops have been harvested. This could be converted to 89.42 x 109 liters of bioethanol. In India, lignocellulosic biomass is abundantly available. The technology has been broken down into three steps, depolymerization of the polysaccharide into fermentable sugars, fermentation of the sugars into ethanol and ethanol recovery. Pretreatment: - Mechanical Comminution - Steam Explosion - Ammonia Fibre Explosion - Biological Pretreatments - Acid Pretretment – Releases xylose as main sugar in hydrolysates. The hydrolysates also contain furan derivative inhibitors. Methods must be explored to remove these inhibitors such as: o Overliming o Charcoal Adsorption o Ion Exchange o Enzymatic Detoxification with Laccase o Biological Detoxification Enzymatic Hydrolysis – After pretreatment, lignocellulosics can be saccharified enzymatically to get fermentable sugars. Typically a mixture of enzymes including cellulases, xylanases and mannanses is used. Methods to be explored include simultaneous saccharification and fermentation (SSF) and simultaneous saccharification and co-fermentation (SSCF). Fermentation of Lignocellulosic Hydrolysate – The sugar mixture obtained from enzymatic hydrolysis can be used for ethanol fermentation. Ideally an organism that is capable of utilizing the variety of sugars formed during the hydrolysis (both pentoses and hexoses can form) should be used. Saccharomyces cerevisiae is only capable of converting hexoses to ethanol. Recombinant plasmids have been have been developed for co-fermentation of glucose and xylose. One of the major problems yet to be solved is maintaining stable performance of genetically engineered yeast for commercial scale operations, development of more efficient pretreatment technologies as well as developing an economically feasible ethanol production system. Review: Overall this article is helpful. It is a little vague when it comes to the technical description of how the process is carried out, but could be useful for some background information as well as determining which areas we need to do additional research in. “Genetic Improvement of Bioenergy Crops” Editor: Wilfred Vermerris 2008 Composition and Biosynthesis of Lignocellulosic Biomass - Pages 89 – 129 By Wilfred Vermerris The process efficiency of lignocellulosic biomass on the large production scale depends on the chemical composition of the biomass. If there is interest in exploring this more in-depth for our project a more thorough discussion can be included. “Selection of Promising Biomass Feedstock Lines Using High-Throughput Spectrometric and Enzymatic Assays” – Pages 143 – 157 By Mark F. Davis, Ed Wolfrum and Tina Jeoh This was also discussed in the first article reviewed. This subject is not critical to the process design, but would be a good subject to include as a process optimization if we have time. “Current Techonologies for Fuel Ethanol Production from Lignocellulosic Plant Biomass” – Pages 161 – 177 By Yulin Lu and Nathan S. Mosier A study predicted that use of bioethanol could reduce net carbon dioxide emissions from vehicles by 90% and sulfur dioxide emissions by 60-80%. Argonne National Laboratory claims that an 86% reduction of greenhouse gas emissions would result per gallon of lignocellulosic ethanol when displacing an energy-equivalent amount of gasoline. An eight page discussion of pretreatment strategies is included. Jeff, this would be a good resource for you to review also if you need it. Ethanol Fermentation: Strain Development for Sugar Co-Fermentation Microorganisms used for fermentation must be robust and have a high productivity. Also, the microorganism selected must be able to convert a mixture of different sugars to ethanol. Other favorable traits include high tolerance to ethanol or other inhibitors and resistance to contamination by undesired microorganisms. - Saccharomyces cerevisiae – S. cerevisaiae has been considered the workhorse for ethanol fermentation for years. o This microorganism has high ethanol tolerance and operates at lowpH fermentation conditions which can aide in minimizing the potential for contamination. Wild type strains can ferment glucose, mannose and fructose as well as disaccharides like sucrose and maltose, but they cannot ferment pentoses which make up 40% of total biomass carbohydrates. Recombinant DNA technologies have been applied to increase this function. o Major enzymes required for xylose fermentation must incorporate xylose flux into the pentose phosphate pathway, these enzymes are xylose reductase and xylitlo dehydrogenase which can be found in yeasts like P. stipitis and Candida shehatae. o Additionally, xylose must be transported across the cell membrane. It is believed that this is carried out by glucose transporters. These transporters have a higher affinity for glucose which delays the transport of xylose until the majority of the glucose has been consumed which decreases the effectiveness of the co-fermentation process. This delay results in an increase fermentation time which in turn can increase capital costs (larger tank volumes). o A detailed description of the plasmid development and genetic engineering is included in the article. - Zymomnas mobilius – The Entner-Doudoroff pathway is utilized to anaerobically produce ethanol from sugars. Since only one mole ATP is generated per mole sugar consumed, glucose metabolism must be high to compensate for low energy yield which results in high ethanol productivity. Compared to traditional yeast, a 5-10% increase in yield and a 5 fold higher volumetric productivity is observed. Z. mobilius must be metabolically engineered to ferment xylose in addition to hexoses. Some success has been achieved. Major hurdles include industrial adapataion of the recombinant type, increased likelihood of contamination due to operation at neutral pH and less robust cells. - Escherichia coli – Wild type E. Coli can ferment a mixture of sugars to acids with ethanol as minor by-product. Only half the theoretical yield of ethanol can be achieved. By over-expressing pyruvate decarboxylase and alcohol dehydrogenase the ethanol production and tolerance can be increased. Ethanol Recovery: Distillation and Dehydration Ethanol vaporizes at 78°C and water vaporizes at 100°C. If distilled an azeotropic mixture of ethanol and water will form the distillate (95.6% ethanol to 4.4% water). Since the ethanol-water mixture is not ideal a multi-stage process must be implemented. Typically the fermentation mixture will be fed to a “beer” column. Carbon dioxide leaves out the top with water coming out the bottom and ethanol is removed from a side-draw. This ethanol is fed to a rectifying column, the product of which is the aseotropic mixture. This mixture cannot be further purified using distillation. The effluent is therefore fed to a dehydration unit. Typically a molecular sieve adsorption unit can be used. The zeolites in the molecular sieve unit selectively adsorb water from vapor mixtures, further purifying the ethanol. The energy input of the distillation/dehydration unit must be minimized to make the process economically feasible. Pressure swing adsorption can be implemented to remove the water from the azeotropic mixture. This enables to the system to operate at a constant temperature and the heat of adsorption can be essentially stored for used later at the regeneration stage.