FYP draft 5
advertisement

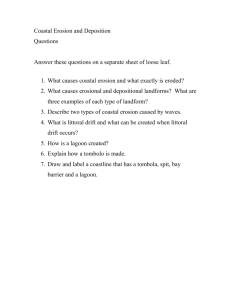
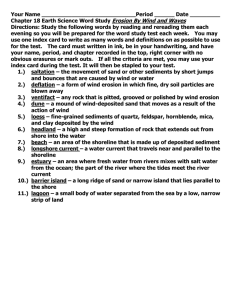
Numerical simulation of Erosion in a pipe bend CHANGE FIGURE NUMBERS Kevin John O’Flaherty Bachelor in Engineering University of Limerick Patrick Frawley 'Final Year Project report submitted to the University of Limerick, March 2011 I declare that this is my work and that all contributions from other persons have been appropriately identified and acknowledged. Abstract An abstract, or summary, not exceeding 300 words, single spacing, or one page in length, should be bound as an integral part of the report, and should precede the main text. The style of writing for this section is technical and concise, with economical use of words. It should be written only when almost all section of the report have been completed. Students sometimes find it difficult to accept that a statement should be made in the abstract, knowing that an identical or similar statement appears in the body of the report. The summary should be regarded as an independent section which is meaningful when read in isolation from the remainder of the report. In writing the abstract, therefore, one should look at each completed section of the report, extract key statements, and present them as concisely as possible. It is important to include in the abstract any significant findings of the study or experimentally determined value, the determination of which is a major feature of the investigation. Comments should be made, wherever possible, to the significance of the results. i Dedication ii Acknowledgements This section is used to acknowledge anybody who has contributed to your project. iii Contents List Table of contents Abstract ........................................................................................................................... i Dedication ......................................................................................................................ii Acknowledgements ...................................................................................................... iii Contents List ................................................................................................................. iv Table of contents ....................................................................................................... iv Table of figures .......................................................................................................... v Table of tables ............................................................................................................ v Nomenclature ...............................................................................................................vii 1. Introduction ............................................................................................................ 1 2. Literature Review ................................................................................................... 2 2.1. Solid particle erosion ....................................................................................... 2 2.2. CFD modelling ................................................................................................ 7 2.3. Empirical modelling ........................................................................................ 8 2.4. Design of Experiments .................................................................................... 9 3. Theoretical Analysis ............................................................................................. 12 4. Numerical Modelling ............................................................................................ 14 4.1. Fluent............................................................................................................. 14 5. Experimental Apparatus ....................................................................................... 16 6. Experimental Procedure ....................................................................................... 17 6.1. 7. 8. ICEM ............................................................................................................. 17 Results .................................................................................................................. 18 7.1. Observed Readings ........................................................................................ 25 7.2. Analysis of Data ............................................................................................ 27 Discussion ............................................................................................................. 28 iv 9. Conclusions and Future Work .............................................................................. 29 9.1. Conclusions ................................................................................................... 29 9.2. Future Work .................................................................................................. 29 References .................................................................................................................... 30 Appendices ................................................................................................................... 32 Table of figures Figure 2.1.1 Wall removal at low impact angles (Sherry, 1997) ................................... 2 Figure 2.1.2 Particle impact at 90° causing deformation (Sherry, 1997) ...................... 2 Figure 2.1.3 Particle causing cutting with velocity being reduced to zero (O'Mahoney, 2006) ........................................................................................................ 3 Figure 2.1.4 Typical particle removal at different angles of attack (Finnie I. , 1995) ... 3 Figure 2.1.5 Particle with a) Hardness greater than 1.2 time the wall hardness and b) Hardness less than 1.2 times the wall hardness striking a flat surface (Corish, 2007). . 5 Figure 2.1.6 Normalised characteristic equations for different materials at different angles (Oka, Olmogi, Hosokawa, & Matsumur, 1997) ................................................. 6 Figure 2.1.7 Normalised erosion for ASTM A106b Carbon Steel ................................ 7 Figure 2.3.1 Schematic of the erosion test rig (O'Mahoney, 2006) ............................... 9 Figure 4.1.1 Plot of residuals for 660mm diameter pipe with a 1.75 radius of curvature for an ASTM A106b Carbon Steel .............................................................................. 15 Figure 6.1.1 divergence graph for ................................................................................ 18 Table of tables Table 1 Main factors affecting erosion (O'Mahoney, 2006) .......................................... 4 Each student should discuss the contents of the report with his/her supervisor before starting to write. v This section lists the contents of the report (Table of Contents) giving the page number at which each section starts. Sections preceding the main body of the report are not seen as part of the report and should be paginated as such (see Section 5, above). It is usual to start the Introduction at page 1. It is common for the FYP supervisor to require that the student include a Table of Figures and a Table of Tables. vi Nomenclature Symbol 𝑝 Description Units Plastic flow stress All symbols used in the text should be defined here, including for example sub- and super-scripts, Greek symbols and acronyms. Where a symbol represents a physical quantity the associated units of measurement should be listed. (SI units should be used whenever possible). Refer to Engineering Tables and Data (Howatson et al., 1991) or Young (2005) for Greek Alphabet, symbols and units. vii Main body (See Section 9) Note: Do not number more than 2 subsection levels for each chapter, e.g. maximum numbering 2.3.5. For any other subsections use formatting (such as Bold or Italic) to distinguish. 1. Introduction Slurry flow is a major concern costing up to £20 million in the U.K. according to the Department of Trade and Industry in 2000. Slurry flow can cause a plant to be shut down for maintenance unexpectedly, creating a predictive equation would allow proper scheduling to replace parts which would reduce maintenance and inventory costs. An example is in the production of alumina; particles can be very abrasive and cause severe erosion requiring the replacement of equipment every couple of days. Areas such as a 90° bends have higher erosion in concentrated areas and are more frequently replaced. The aim of this project is to: Create a C.F.D model of a 90° pipe bend. Determine the angle of attack of the particles, particle velocity and particle impact frequency from a C.F.D model using ICEM and FLUENT. Compare the historical and previous experimental data to the C.F.D modelling. The introduction should include a full but concise statement of: a) The background to the investigation, briefly stating the reasons governing the need for the investigation. This background should reflect the title of the project. b) The aims or objectives of the investigation. (The Conclusion section should always refer back to the objectives you set out) The introduction should have a flowing, natural, style of writing and should read like a story. 1 2. Literature Review This section will give a review of solid particle erosion, method of computational fluid dynamics (CFD) to predict erosion and empirical modelling. 2.1. Solid particle erosion Erosion can occur in two different ways, cutting and deformation erosion. Cutting erosion is primarily caused by a particle striking a surface at a low angle of attack and removing material Figure 2.1.1. Figure 2.1.1 Wall removal at low impact angles (Sherry, 1997) (need to be redrawn) Deformation erosion is caused at high angles of attack when particles cause plastic deformation at the surface Figure 2.1.2. Figure 2.1.2 Particle impact at 90° causing deformation (Sherry, 1997) (need to be redrawn) Figure 2.1.3 is a method of deformation erosion at lower anlges of attack, the particle velocity reduces to zero during a cutting erosion before the material is removed resulting in deformation at angles typical between 20-40° (Finnie I. , 1995). 2 Figure 2.1.3 Particle causing cutting with velocity being reduced to zero (O'Mahoney, 2006) (need to be redrawn) Figure 2.1.4 shows the characteristic erosion curve for a typically ductile material normalised at 90° showing typical erosion at different angles. At low angles, erosion shown in Figure 2.1.1 occurs, Figure 2.1.4 Typical particle removal at different angles of attack (Finnie I. , 1995) (need to be redrawn) 3 There are numerous factors that affect erosion with the principal factors being listed in Table 1. Table 1 Main factors affecting erosion (O'Mahoney, 2006) Particles Eroding Surface Hydrodynamics Size Hardness Impact angle Hardness Ductility or brittleness Impact velocity Shape Density State of motion Density Particle concentration Rotation An equation to predict erosion is vital for industry and previous attempts have been made by Bitter (1963) and Finnie (1960). Bitter proposed three equations in 1963, with a separate equation for deformation erosion (equation 2.1.1) at high impact angles shown in Figure 2.1.2. Equation 2.1.2 deals with the cutting effect of a particle with a horizontal velocity component after the collision this is shown in Figure 2.1.1 and equation 2.1.3 deals with the cutting effect of the particle when the horizontal velocity component is zero after the collision, an example of which is shown in Figure 2.1.3. 𝑊𝑑 2.1.1 2 1 𝑀(𝑉 sin 𝛼 − 𝐿) = 2 𝜍 𝑊𝑐1 = 2𝑀𝐶(𝑉 sin 𝛼 − 𝐾) √𝑉 sin 𝛼 2 (𝑉 cos 𝛼 − 𝐶(𝑉 sin 𝛼 − 𝐾) 2 √𝑉 sin 𝛼 𝜌) 2.1.2 3 1 𝑉 2 𝑐𝑜𝑠 2 𝛼 − 𝑘1 (𝑉 sin 𝛼 − 𝐾)2 𝑊𝑐2 = 𝑀 2 𝜌 2.1.3 4 Finnie (1960) proposed equation 2.1.4 and equation 2.1.5 by matching up erosion patterns for ductile materials. Finnie took 𝑝, the plastic flow stress as the factor affecting erosion the most. Equation 2.1.4 and equation 2.1.5 are used when the angle of attack is below 18.5° and above 18.5° respectfully. This is due to an assumption by Finnie that the ratio of vertical to horizontal forces is 2 as they are difficult to measure in practise. 𝑊= 𝑀𝑉 2 2𝑝 [sin 2𝛼 − 3sin2 𝛼] 𝑊= 𝑀𝑉 2 24 𝑝 cos 2 𝛼 2.1.4 2.1.5 The previous erosion equations proposed by Bitter and Finnie have been specific to certain angles of attacks, under certain conditions. In 1995, Finnie proved a reflection of contributions to erosion prediction and determined that typically the velocity exponent would be around 2.3 to 2.4 (Finnie I. , 1995). This was due to new technologies at the time as it was possible to more accurately measure velocities resulting in a finding that a rotational velocity was present resulting in a potential velocity cubed term so an exponent of 2 was not the case as previously thought. Hutching (1992) showed the hardness of the particle must be 1.2 times the hardness of the wall otherwise the particle itself would be deformed, as shown in Figure 2.1.5. Figure 2.1.5 Particle with a) Hardness greater than 1.2 time the wall hardness and b) Hardness less than 1.2 times the wall hardness striking a flat surface (Corish, 2007). In 1997, Oka et al (1997) proposed a general set of equations with the hardness being the main factor affecting erosion. The equations, applicable to any material, are 5 shown in equations 2.1.6, 2.1.7 and 2.1.8, provide an estimation of erosion and based on semi-theoretical model (Oka, Olmogi, Hosokawa, & Matsumur, 1997). 𝐸(∝) = 𝑔(∝)𝐸90 2.1.6 𝑔(∝) = (sin ∝)𝑛1 (1 + Hv(1 − sin ∝))𝑛2 2.1.7 𝐸90 = 𝐾(Hv)𝑘1 (𝑣)𝑘2 (𝐷)𝑘3 2.1.8 Oka et al measured the erosion rate of sand particles striking different materials with varying hardness. The erosion was normalised at 90° and found that as hardness increased impact angle causing highest erosion increased as shown in Figure 2.1.6. Figure 2.1.6 Normalised characteristic equations for different materials at different angles (Oka, Olmogi, Hosokawa, & Matsumur, 1997) (need to be redrawn) For the ASTM A106b Carbon Steel elbow under investigation, the following erosion curve is produced in Figure 2.1.7. 6 Normalised Erosion Normalised erosion 2.5 2 1.5 1 0.5 0 0 10 20 30 40 50 60 70 80 90 Angle of attack (°) Figure 2.1.7 Normalised erosion for ASTM A106b Carbon Steel Stokes number 𝑆𝑡 = 𝜏𝑝 𝜏𝑓 𝜌𝑝 𝑑𝑝2 𝜏𝑝 = 18𝜇 𝜏𝑓 = 2.2. 𝐿𝑠 𝑉𝑠 2.1.9 2.1.10 2.1.11 CFD modelling ANSYS Fluent 𝑁𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒𝑠 𝑅𝑒𝑟𝑜𝑠𝑖𝑜𝑛 = ∑ 𝑝=1 𝑚̇𝑝 𝐶(𝑑𝑝 )𝑓(𝛼)𝑣 𝑏(𝑣) 𝐴𝑓𝑎𝑐𝑒 2.2.1 7 Fluent using the following equation to model erosion, outputting units in 𝑘𝑔 𝑚2 𝑠 , the particle impact frequency. 𝑏(𝑣) is the velocity exponent which can be calculated using 𝑘2 in equation 2.1.8. 𝐶(𝑑𝑝 ) is a function of particle diameter which was modified to include 𝐾, (Hv)𝑘1 and (𝐷)𝑘3 from equation 2.1.8. 2.3. 𝑒⊥ = 0.988 − 0.78𝜃 + 0.19𝜃 2 − 0.024𝜃 3 + 0.027𝜃 4 2.2.2 𝑒∥ = 1 − 0.78𝜃 + 0084𝜃 2 − 0.21𝜃 3 + 0.028𝜃 4 − 0.022𝜃 5 2.2.3 Empirical modelling In 2007, A PhD thesis by Corish (2007) proposed an empirical equation (2.3.1) applicable to ASTM A106b Carbon Steel, it was found empirically for a mild steel elbow from erosion testing using a sand blasting rig pictured in Figure 2.3.1 and from site data from Aughinish Alumina Limited. 𝐶1 + 𝐶2 𝐿𝑖𝑞𝑓𝑙𝑜𝑤𝑅 + 𝐶3 𝑃𝑎𝑟𝑡𝑓𝑙𝑜𝑤 + 𝐶4 𝑃𝑎𝑟𝑡𝑑𝑖𝑎𝑚 + 𝐶5 𝑃𝑎𝑟𝑡𝑑𝑒𝑛𝑠 +𝐶6 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎 + 𝐶7 𝑅𝑂𝐶 + 𝐶8 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎2 + 𝐶9 𝐿𝑖𝑞𝐹𝑙𝑜𝑤𝑅 ∗ 𝑃𝑎𝑟𝑡𝑓𝑙𝑜𝑤 +𝐶10 𝐿𝑖𝑞𝐹𝑙𝑜𝑤𝑅 ∗ 𝑃𝑎𝑟𝑡𝐷𝑖𝑎𝑚 + 𝐶11 𝐿𝑖𝑞𝑢𝑖𝑑𝐹𝑙𝑜𝑤𝑅 ∗ 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎 2.3.1 +𝐶12 𝑃𝑎𝑟𝑡𝑓𝑙𝑜𝑤 ∗ 𝑃𝑎𝑟𝑡𝐷𝑖𝑎𝑚 + 𝐶13 𝑃𝑎𝑟𝑡𝑓𝑙𝑜𝑤 ∗ 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎 +𝐶14 𝑃𝑎𝑟𝑡𝑑𝑖𝑎𝑚 ∗ 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎 An equation for ASTM A106b Carbon Steel Tee was also found empirically given in equation 2.3.2. 0.2 ∗ (𝐶1 + 𝐶2 𝐿𝑖𝑞𝑓𝑙𝑜𝑤𝑅 + 𝐶3 𝑃𝑎𝑟𝑡𝑓𝑙𝑜𝑤 + 𝐶4 𝑃𝑎𝑟𝑡𝑑𝑖𝑎𝑚 + 𝐶5 𝑃𝑎𝑟𝑡𝑑𝑒𝑛𝑠 +𝐶6 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎 + 𝐶7 𝑅𝑂𝐶 + 𝐶8 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎2 + 𝐶9 𝐿𝑖𝑞𝐹𝑙𝑜𝑤𝑅 ∗ 𝑃𝑎𝑟𝑡𝑓𝑙𝑜𝑤 2.3.2 +𝐶10 𝐿𝑖𝑞𝐹𝑙𝑜𝑤𝑅 ∗ 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎 + 𝐶11 𝑃𝑎𝑟𝑡𝑓𝑙𝑜𝑤 ∗ 𝐸𝑙𝑏𝑜𝑤𝐷𝑖𝑎) 8 Figure 2.3.1 Schematic of the erosion test rig (O'Mahoney, 2006) (need to be redrawn) It was found that the elbow diameter and liquid flow rates were the factors most affecting the empirical erosion with particle density and radius of curvature being the least influential. 2.4. Design of Experiments Traditional experiments require factors to remain constant with one factor varied and its response recorded. 𝐿𝑘 experiments are required, with 𝐿 being the number of levels and 𝑘 the number of factors. To fully model an experiment with the inputs listed in Table 1, 212 experiments would be required for a two level experiment. To reduce the number of testing required, design of experiments is utilized, giving a structured method for evaluating the effects of selected inputs on desired outputs. For a simple two level and two factor design, 4 experiments would need to be conducted. In Figure 2.4.1 the two factors, A and B, were varied from low to high as 9 shown in Table 2. Test 1 line shows a low A value while B was varied from low to high, Test 2 and Test 3 shows a High A value while B was varied from low to high. Test 2 shows a change in slope, this represents an interaction between A and B; while Test 3 shows no change in slope, representing no interaction between A and B. The slope can determine if the interaction between A and B is significant. 20 Response 18 16 Test 2 14 Test 1 12 Test 3 10 8 6 4 2 0 0 0.5 1 1.5 2 2.5 B value Figure 2.4.1 Table 2 Factors and responses for a two level and two factor experiment A B Response Low Low Test 1 Low High Test 1 High Low Test 2, Test 3 High High Test 2, Test 3 This section should contain an in-depth review of published work relevant to your investigation. Where a large number of papers are reviewed it is useful to group them under different aspects of the investigation, that is, to use a separate sub-section for each aspect. You should compare and contrast the literature reviewed. 10 The important part of this section is your reporting and discussion of the literature. It is important to distinguish what you have learnt from reading the papers from what the authors originally said. Your conclusions, on reviewing the literature, should reinforce the aims or objectives of the investigation given earlier. 11 3. Theoretical Analysis ANSYS Fluent 𝑁𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒𝑠 𝑅𝑒𝑟𝑜𝑠𝑖𝑜𝑛 = ∑ 𝑝=1 𝑚̇𝑝 𝐶(𝑑𝑝 )𝑓(𝛼)𝑣 𝑏(𝑣) 𝐴𝑓𝑎𝑐𝑒 Fluent using the following equation to model erosion, outputting units in 2.4.1 𝑘𝑔 𝑚2 𝑠 , the particle impact frequency. 𝑏(𝑣) is the velocity exponent which can be calculated using 𝑘2 in equation 2.1.8. 𝐶(𝑑𝑝 ) is a function of particle diameter which was modified to include 𝐾, (Hv)𝑘1 and (𝐷)𝑘3 from equation 2.1.8. The This section will require presentation of relevant formulae, equations, etc., leading to the appropriate theoretical prediction (s). It is essential that all assumptions be clearly stated. While it is important to present relevant information do not include unnecessary theory or pages of derivations, particularly if they are from a book or if they have no bearing on the work in the report. Reference to other work may be made in this section. All equations should prepared using a software package, such as Microsoft Equation Editor or Math Type; and must be numbered consecutively. A two part numbering system may be used, where the first part designates the chapter. The number should be aligned with the right margin, e.g. The Reynolds number (Re) is given in Equation 3.1 as: 12 u = velocity d = characteristic length, in this case diameter This can then be referenced in the text – see Equation 3.1, or see Eq. 3.1. Frequently, available theory will not always adequately cover the system under investigation and in such cases the differences between the theoretical model and test system should be stated. The representation of a particular system by an approximate model should wherever possible be justified. 13 4. Numerical Modelling 4.1. Fluent A 64-bit Windows 7 computer running Fluent version 12.1.4 was used to model erosion on the pipe bend. A limit of 512,000 cells were placed on the educational version. The geometry was created as a STEP file using a computational aided drawing package and imported into ICEM. The meshing was created using a max size of 50 (the max it can be is 20 otherwise won’t run in fluent, 50 is too small) and a height of 1 and a height ratio of 1.2. A tetra/mixed mesh was chosen along with a Robust (Octree) method of meshing. The ICEM file was outputted to Fluent version 6 with a 3D grid dimension. The inlet was defined as a velocity inlet, the outlet was defined as outflow. 𝑒⊥ = 0.988 − 0.78𝜃 + 0.19𝜃 2 − 0.024𝜃 3 + 0.027𝜃 4 4.1.1 𝑒∥ = 1 − 0.78𝜃 + 0084𝜃 2 − 0.21𝜃 3 + 0.028𝜃 4 − 0.022𝜃 5 4.1.2 Equation 4.1.1 and 4.1.2 are the coefficents of restitution for AISI 4130 Carbon Steel (Forder, Thew, & Harrison, 1998) and were used for the normal and tangential components. Fluent’s erosion model mentioned in equation 4.1.3, can be used to models particle impact frequency. 𝑁𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒𝑠 𝑅𝑒𝑟𝑜𝑠𝑖𝑜𝑛 = ∑ 𝑝=1 𝑚̇𝑝 𝐶(𝑑𝑝 )𝑓(𝛼)𝑣 𝑏(𝑣) 𝐴𝑓𝑎𝑐𝑒 The particle impact frequency, 𝑅𝑒𝑟𝑜𝑠𝑖𝑜𝑛 is in 𝑘𝑔 𝑚2 𝑠 4.1.3 , giving the particle impact frequency. 𝑏(𝑣) is the velocity exponent which can be calculated using 𝑘2 in equation 2.1.8. 𝑓(𝛼) is a function of the impact angle which can be calculated in equation 2.1.7 and shown in Figure 2.1.7. 𝐶(𝑑𝑝 ) is a function of particle diameter which was modified to include 𝐾, (Hv)𝑘1 and (𝐷)𝑘3 from equation 2.1.8. 𝑚̇𝑝 is the mass flow of the particle and 𝐴𝑓𝑎𝑐𝑒 is the area of the cell face. 14 A standard k-epsilon model with standard wall functions was used to model the turbulent flow in the pipe bend. A turbulent intensity of 5% and turbulent length scale estimated at 7% of pipe diameter. An under-relaxation factor of 0.3 was used for pressure and momentum, with a typical plot of residuals shown in Figure 4.1.1. Figure 4.1.1 Plot of residuals for 660mm diameter pipe with a 1.75 radius of curvature for an ASTM A106b Carbon Steel The particles, modelled using Discrete Phase Modelling, were injected from the inlet surface. A spread parameter of 1.7 and 20 stochastic number of tries in a to rosinrammler diameter distribution for particles varied from 0.00005m to 0.003m diameter with a mean diameter of 0.008m. A 90° This section will include information on the analysis method used, such as Finite Element Analysis or Computational Fluid Dynamics, stating version of modelling software used. The contents must be agreed with the FYP supervisor, but will include description of models and boundary conditions. 15 5. Experimental Apparatus Precise details of items under test, and of the testing system, are required. Sketches, circuit diagrams, and/or CAD drawings are often required in this section. All equipment should be specified fully (i.e. using model numbers, and reference numbers if possible) with the exception of minor ancillary equipment such as a metre rule, protractor etc. This specification may also include the accuracy of the equipment used. Always remember that at some future date the experimental results may be subject to severe scrutiny and the more accurately the system has been specified the less the doubt concerning the test, and the better the chance of remedial action. If this section is short, it may be combined with the Experimental Procedure section. 16 6. Experimental Procedure 6.1. ICEM The require geometry was created using computer-aided design and imported into a 64-bit version of ANSYS ICEM CFD 12.1. The geometry was created as a STEP file using a computational aided drawing package and imported into ICEM. The meshing was created using a max size of 50 (the max it can be is 20 otherwise won’t run in fluent, 50 is too small) and a height of 1 and a height ratio of 1.2. A tetra/mixed mesh was chosen along with a Robust (Octree) method of meshing. The ICEM file was outputted to Fluent version 6 with a 3D grid dimension. The inlet was defined as a velocity inlet, the outlet was defined as outflow. 6.2. FLUENT – Divergence test Concise details of the operations performed should be presented mentioning factors which are of special significance. Trivial statements however should be avoided, but, for example, where the order of performing a number of steps is considered to be important such information should be concisely presented. The writing style should resemble a recipe in a cookbook. It is particularly useful to refer to special precautions taken as this can often eliminate possible doubts in a future enquiry. The purpose of this section is to define the experimental techniques employed without ambiguity, and thus in a way which would permit a complete identical “re-test”. 17 7. Results Figure 6.2.1 divergence graph for 7.1. Minitab 7.2. Angle The Main Effects Plot for angle Data Means 14 LiquidFLowRate PartFlowRate PartDiam Point Ty pe Corner Center 12 Mean 10 8 750 1000 1250 6 PartDensity 14 9 12 450 PipeDiam 800 1150 ROC 12 10 8 2900 3000 3100 520 590 660 1.75 2.00 2.25 18 Interaction Plot for angle Data Means 6 9 12 450 800 1150 2900 3000 3100 520 590 660 1.75 2.00 2.25 12 LiquidFLowRate Point Type 750 Corner 10 LiquidFLowRate 1000 Center 1250 Corner 8 12 PartFlowRate Point Type 6 Corner 10 PartFlowRate 9 Center 12 Corner 8 12 PartDiam Point Type 450 Corner 10 PartDiam 800 Center 1150 Corner 8 12 PartDensity Point Type 2900 Corner 3000 Center 10 PartDensity 3100 Corner 8 12 PipeDiam Point Type 10 PipeDiam 8 520 Corner 590 Center 660 Corner ROC Residual Plots for angle Normal Probability Plot Versus Fits 99 5.0 Residual Percent 90 50 10 2.5 0.0 -2.5 -5.0 1 -5.0 -2.5 0.0 Residual 2.5 5.0 5 10 Fitted Value Versus Order 16 5.0 12 2.5 Residual Frequency Histogram 8 4 0 15 0.0 -2.5 -5.0 -6 -3 0 Residual 3 6 1 5 10 15 20 25 30 35 40 Observation Order 45 50 19 Pareto Chart of the Effects (response is angle, Alpha = 0.05, only 30 largest effects shown) Term 1.859 A EF BD E C A BF AC ADF AC E A BE ABD AF CF D DE CE EF BE ADE A BF AD AC F F CD AC D ABC DF AB BC B F actor A B C D E F 0 1 2 3 4 5 6 N ame LiquidF Low Rate P artF low Rate P artD iam P artD ensity P ipeD iam RO C 7 Effect Lenth's PSE = 0.838125 Equation for angle Coded Constant LiquidFLowRate PartFlowRate PartDiam PartDensity PipeDiam ROC PartFlowRate*PartDensity LiquidFLowRate*PipeDiam*ROC Ct Pt 1.844 -0.057 1.851 0.657 2.108 0.288 -2.124 -6.542 8.766 0.922 -0.029 0.925 0.328 1.054 0.144 -1.062 -3.271 4.734 0.3398 0.3398 0.3398 0.3398 0.3398 0.3398 0.3398 0.3398 0.3398 1.9520 25.80 2.71 -0.08 2.72 0.97 3.10 0.42 -3.13 -9.63 2.43 0.000 0.012 0.933 0.012 0.344 0.005 0.676 0.005 0.000 0.024 𝜃 = 8.76625 + 0.92187𝐿𝑖𝑞𝑢𝑖𝑑𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 − 0.0275𝑃𝑎𝑟𝑡𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 + 0.92531𝑃𝑎𝑟𝑡𝐷𝑖𝑎𝑚 + 0.32844𝑃𝑎𝑟𝑡𝐷𝑒𝑛𝑠𝑖𝑡𝑦 + 1.05406𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 + 0.11406𝑅𝑂𝐶 − 1.06219𝑃𝑎𝑟𝑡𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 ∗ 𝑃𝑎𝑟𝑡𝐷𝑒𝑛𝑠𝑖𝑡𝑦 − 3.27125𝐿𝑖𝑞𝑢𝑖𝑑𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 ∗ 𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 ∗ 𝑅𝑂𝐶 UNCODED NEEDS TO GO HERE 20 𝜃 = 8.76625 + 0.92187𝐿𝑖𝑞𝑢𝑖𝑑𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 − 0.0275𝑃𝑎𝑟𝑡𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 + 0.92531𝑃𝑎𝑟𝑡𝐷𝑖𝑎𝑚 + 0.32844𝑃𝑎𝑟𝑡𝐷𝑒𝑛𝑠𝑖𝑡𝑦 + 1.05406𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 + 0.11406𝑅𝑂𝐶 − 1.06219𝑃𝑎𝑟𝑡𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 ∗ 𝑃𝑎𝑟𝑡𝐷𝑒𝑛𝑠𝑖𝑡𝑦 − 3.27125𝐿𝑖𝑞𝑢𝑖𝑑𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 ∗ 𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 ∗ 𝑅𝑂𝐶 7.3. Particle Impact Frequency Main Effects Plot for particle impact frequency Data Means LiquidF Low Rate P artF low Rate P artDiam Point Ty pe Corner Center 0.00020 0.00015 Mean 0.00010 0.00005 750 1000 1250 6 P artD ensity 9 12 450 P ipeD iam 800 1150 RO C 0.00020 0.00015 0.00010 0.00005 2900 3000 3100 520 590 660 1.75 2.00 2.25 21 Interaction Plot for particle impact frequency Data Means 6 9 12 450 800 1150 2900 3000 3100 520 590 660 1.75 2.00 2.25 0.0003 LiquidFLowRate Point Type 750 Corner 0.0002 LiquidFLowRate 1000 Center 1250 Corner 0.0001 0.0003 0.0002 PartFlowRate PartFlowRate Point Type 6 Corner 9 Center 12 Corner 0.0001 0.0003 PartDiam 450 Corner 0.0001 1150 Corner 0.0003 PartDensity 800 Center PartDensity Point Type 0.0002 2900 Corner 3000 Center 0.0001 3100 Corner 0.0003 PipeDiam PartDiam Point Type 0.0002 PipeDiam Point Type 0.0002 520 Corner 590 Center 0.0001 660 Corner ROC Residual Plots for particle impact frequency Versus Fits 0.00010 90 0.00005 Residual Percent Normal Probability Plot 99 50 10 1 -0.00010 -0.00005 0.00000 Residual 0.00005 0.00000 -0.00005 -0.00010 0.00010 0.0000 0.0001 0.0002 0.0003 0.0004 Fitted Value Versus Order 0.00010 6 0.00005 Residual Frequency Histogram 8 4 2 0 -0.00008 -0.00004 0.00000 Residual 0.00004 0.00008 0.00000 -0.00005 -0.00010 1 5 10 15 20 25 Observation Order 30 22 Pareto Chart of the Effects (response is particle impact frequency, Alpha = 0.05, only 30 largest effects shown) Term 0.0000473 E A B F EF C BE AB A EF AC BC AF BF CE ABD AC D CF ABC A BF AE CD DF AD DE D BD ADE ADF A BE AC E 0.00000 F actor A B C D E F 0.00002 0.00004 0.00006 0.00008 Effect 0.00010 0.00012 0.00014 N ame LiquidF Low Rate P artF low Rate P artD iam P artD ensity P ipeD iam RO C 0.00016 Lenth's PSE = 0.0000213045 Coded Term Constant LiquidFLowRate PartFlowRate PartDiam PipeDiam ROC PipeDiam*ROC Ct Pt Effect 0.000101 0.000093 0.000048 -0.000150 -0.000087 0.000068 Coef 0.000147 0.000051 0.000046 0.000024 -0.000075 -0.000043 0.000034 0.000010 SE Coef 0.000009 0.000009 0.000009 0.000009 0.000009 0.000009 0.000009 0.000050 T 17.01 5.86 5.37 2.76 -8.66 -5.02 3.92 0.21 P 0.000 0.000 0.000 0.011 0.000 0.000 0.001 0.835 𝑃𝑎𝑟𝑡𝑖𝑐𝑙𝑒 𝐼𝑚𝑝𝑎𝑐𝑡 𝐹𝑟𝑒𝑞𝑢𝑒𝑛𝑐𝑦 = 10−3 ∗ (0.1472 + 0.0507𝐿𝑖𝑞𝑢𝑖𝑑𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 + 0.0464𝑃𝑎𝑟𝑡𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 + 0.0239𝑃𝑎𝑟𝑡𝐷𝑖𝑎𝑚 − 0.0749𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 − 0.0434𝑅𝑂𝐶 + 0.0339𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 ∗ 𝑅𝑂𝐶 Uncoded Constant LiquidFLowRate PartFlowRate PartDiam PipeDiam ROC PipeDiam*ROC 0.00301632 2.02937E-07 1.54831E-05 6.83001E-08 -4.94718E-06 -0.00131743 1.93866E-06 23 𝑃𝑎𝑟𝑡𝑖𝑐𝑙𝑒 𝐼𝑚𝑝𝑎𝑐𝑡 𝐹𝑟𝑒𝑞𝑢𝑒𝑛𝑐𝑦 = (0.00301632 + 2.02937 ∗ 10−7 𝐿𝑖𝑞𝑢𝑖𝑑𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 + 1.54831 ∗ 10−5 𝑃𝑎𝑟𝑡𝐹𝑙𝑜𝑤𝑅𝑎𝑡𝑒 + 6.83001 ∗ 10−8 𝑃𝑎𝑟𝑡𝐷𝑖𝑎𝑚 − 4.94718 ∗ 10−6 𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 − 0.00131743𝑅𝑂𝐶 + 1.93866 ∗ 10−6 𝑃𝑖𝑝𝑒𝐷𝑖𝑎𝑚 ∗ 𝑅𝑂𝐶 This section will contain a statement of what has been determined, i.e. both evaluated and observed, as a consequence of performing the test. Thus it will comprise a concise statement of the calculated results together with other important facts which have been derived or observed. The results are a dry unaltered record of the facts. In some cases the discussion of the results can be included with the results – you must discuss with your supervisor which method he/she prefers. A statement referring to the magnitude of the difference (not necessarily error) between theoretical prediction(s) and experimental results should be included. It is emphasised that one should not consider the experimental results to be in error if they do not agree with the theoretical predictions presented, for a variety of reasons. For example: i) Assumed material characteristics, local temperatures, friction or loss terms etc., may well be unrealistic. ii) The theoretical model may not be identical to the test system etc. Experimentally derived results should be respected and not automatically considered to be in error if they are not in agreement with the theoretical predictions. If at all times the theoretical predictions were considered to be the correct values and discrepancies attributed to experimental error there would be no point in performing experimental investigations. The existence of discrepancies is often the fact which justifies the need for the experimental investigation. 24 7.4. Observed Readings This section will contain details of relevant records taken during the investigation. If the number of readings is large it is advisable to present these in an Appendix to which reference is made in the main body of the report. Ensure that units of measurement are associated with all readings or sets of readings. Sets of readings should be presented in tabular form, with the units appearing in the column heading only. Each table should be referenced with a number, with the title appearing above the table, for an example see Table 1 below. Modulus, E, for various metals. - -6 E (GNm-2 or GPa) Aluminium 23 71 Brass (70 Cu/30Zn) 18 100 Copper 17 130 Iron (pure) 12 206 Nickel 13 207 Zinc 31 110 Steel 15 210 Irrelevant data should not be presented. Graphs should be prepared using a suitable software package and embedded in the body of the report, and where there is more than one data set they should be appropriately identified using icons or colour. The axes should carry a definition of the quantity and associated unit. Experimental results should be clearly marked by a suitable symbol, and unless the test interval is sufficiently small there should be no line through experimental data except when specifically curve-fitting. Ensure that all figures (graphs, sketches, drawings etc.) have a suitable title. In general they should be centred and not have text to either side. If plotted using „landscape‟ format they must be arranged to be read from the right hand side of the report. They should have a reference number such as Figure 1, which appears below the figure. When referencing in the text they may be referred to as Figure 1, or Fig. 1. It is convenient to number figures separately for each Chapter, i.e. Figure 1.1, Figure 2.10 etc. It is good practice to change the format of the figure title text and single line spacing may be used, for example see Figure 1 below. 25 Each figure should be mentioned in the text and then shown (i.e. do not show a figure without previously discussing it or referencing it). The figure title should accurately explain what is shown in the figure. Figure 1 Change in Temperature due to increasing air velocity, for Test Case 1 26 7.5. Analysis of Data Full details, presented as concisely as possible, of calculations based on observed readings should be given. The report should therefore not be a record of the actual sequence of calculations performed, but rather an adequate coverage of the fundamental steps. Intelligent use may be made of an Appendix, thereby keeping the body of the report to a minimum. A sample calculation may be included to indicate understanding of the theory. It is very important that repetitive type calculations should be avoided. 27 8. Discussion This section involves an assessment of the experimental results and comparison with theoretical predictions where appropriate. This section allows opportunity for personal expression and writing style. An assessment of the significance of the results must be the theme of this section, since having obtained results it is essential that they be interpreted soundly. It is therefore the duty of the author to guide the reader towards such a sound interpretation and consequently all significant aspects must be examined and commented upon. Whilst the reader most certainly desires to know the author‟s opinions, it is nevertheless the responsibility of the author to present his interpretations in a manner which furnishes the reader with sufficient information to enable him to assess the soundness of the interpretations, and if necessary formulate others. A critical analysis of the whole experiment should be made, but without going into excessive detail. Such statements as “….. the experiment was successful…” are not sufficient. Possible modifications and/or further work may be suggested. An error analysis (both absolute and statistical) may be included in this section if not presented earlier. 28 9. Conclusions and Future Work 9.1. Conclusions Oka’s equation can be applied to a 90° ASTM A106b Carbon Steel pipe bend. An equation to predict velocity for a 90° ASTM A106b Carbon Steel pipe bend was created An equation to predict particle impact frequency on a 90° ASTM A106b Carbon Steel pipe bend was created. An equation to predict angle of attack on a 90° ASTM A106b Carbon Steel pipe bend was created. 9.2. Future Work To perform erosion testing on a 90° pipe bend with a different hardness The author should remember that often this is the only section, to which in industry, some readers refer due to shortage of time. It is therefore extremely important that this section be well written. The requirement is therefore for a concise statement of the results which were sought and obtained, and their significance. The conclusions contain a series of unambiguous statements; each carefully crafted to make a point and usually presented as a numbered or bulleted list. These statements must correspond closely with the aims and objectives set out at the beginning of the report. It must therefore contain the answers to questions which gave rise to the formulation of the aims of the experiment. Careful reference must therefore be made to the section which specifies the aims of the test. Recommendations, where appropriable, may be put forward together with the conclusions 29 References Bitter, J. G. (1963). A study of erosion phenomena: Part I. Wear, 5-21. Bitter, J. G. (1963). A study of erosion phenomena: Part II. Wear, 169-190. Chauhan, A. K., Goel, D., & Prakash, S. (2009). Solid particle erosion behaviour of 13Cr–4Ni and 21Cr–4Ni–N steels. Journal of Alloys and Compounds, 459– 464. Corish, J. (2007). Numerical Simulation of Solid Particle Erosion in Long Radius Elbows. Limerick. Finnie, I. (1960). Erosion of surfaces by solid particles. Wear, 87-103. Finnie, I. (1995). Some reflections on the past and future of erosion. Wear, 1-10. Forder, A., Thew, M., & Harrison, D. (1998). A numerical investigation of solid particle erosion experienced within oilfield control valves. Wear, 184-193. Hutchings, I. M. (1992). Tribology: Friction and Wear of Engineering Materials. London: Edward Arnold. Lestera, D., Grahamb, L., & Wub, J. (2010). High precision suspension erosion modeling. Wear, 449-457. Oka, Y., & Yoshida, T. (2005). Practical estimation of erosion damage caused by solid particle impact; Part 2: Mechanical properties of materials directly associated with erosion damage. Wear, 102-109. Oka, Y., Mihara, S., & Yoshida, T. (2009). Impact-angle dependence and estimation of erosion damage to ceramic materials caused by solid particle impact. Wear, 129-135. Oka, Y., Okamura, K., & Yoshida, T. (2005). Practical estimation of erosion damage caused by solid particle impact, Part 1: Effects of impact parameters on a predictive equation. Wear, 95-101. Oka, Y., Olmogi, H., Hosokawa, T., & Matsumur, M. (1997). The impact angle dependence of erosion damage caused by solid particle impact. Wear, 573579. O'Mahoney, A. P. (2006). Numerical Simulation of Slurry Erosion using Lagrangian and Eulerian Techniques. Limerick. 30 Sherry, J. (1997). Numerical Simulation of Solid Particle Erosion in a Control Choke. Limerick. Treadgold, T. (2010). Redirection reduce impact of erosion. Process, 6-7. Wood, R., Jones, T., Ganeshalingam, J., & Miles, N. (2004). Comparison of predicted and experimental erosion estimates in slurry ducts. Wear, 937-947. Zhang, Y., Reuterfors, E., McLaury, B., Shirazi, S., & Rybicki, E. (2007). Comparison of computed and measured particle velocities and erosion in water and air flows. Wear, 330-338. Any work which is not the student‟s own must be referenced, to avoid allegations of plagiarism. For the presentation of references it is required that the UL Harvard style, as published by the Library & Information Services, be use – this is available at http://www.ul.ie/~library/referencing/harvard.html for details. Examples, online tutorials, and information on the use of Endnote are also provided 31 Appendices Appendix A Excel file showing erosion rate for 90° pipe bends of ASTM A106b Carbon Steel Appendices are used to give additional information which is not essential to the reading of the report but may be required in order to continue with the work, or to explain in great detail some aspect of the work carried out. As a rule items that are readily available (e.g. journal and conference papers) are not included as an appendix except where it is judged to be unusual and not readily available. Appendices should be named alphabetically (Appendix A, Appendix B, etc.) and numbered as outlined in Section 5. Examples of material that may be included in Appendices: be in main body of the report) 32 33