Yes - Process Control Education
advertisement

McMaster University
Solutions for Tutorial 1
Feedback Concepts
1.1. Drawing symbols: Determine all letters that would be used to designate each of
the following instruments on process and instrumentation (P&I) drawings.
The approach for assigning symbol letters is explained in Appendix A in Marlin,
2000. Much more detail is provided in ISA 5.1-1984.
For example, for a level controller, the designation would be LC.
i)
Liquid level alarm high,
ii)
iii)
Pressure indicator,
PI
Temperature indicator in a packed TI
bed,
iv)
v)
Volume flow rate of butane in a pipe,
Mass flow rate of hydrogen,
FI
FI
vi)
vii)
viii)
Weight of a solid in a vessel,
Speed of rotation of a shaft, and
Mole % of propane in a gas stream
SI
AI
LAH
Set value for the alarm is NOT
shown on the drawing
Not used for control
“in a packed bed” is not
relevant;
the
symbol
is
independent of the process
application
Flow == F
The units of the flow are not
indicated in the symbol.
“Analyzer” is A
You might wonder, “Where are the details?”
A detailed instrument
specification sheet is completed for every sensor. This indicates the stream
conditions, physical principle, range of operation and other information. You
will be able to purchase the instrument and design installation based on the
information in the data sheet.
Conclusion: We must use a standard set of symbols so that all engineers and
plant operators understand the design.
02/06/16
1
McMaster University
1.2. Common examples of automation: Discuss whether each of the common
systems below uses automatic feedback to achieve its desired performance.
Note: The question asks if automatic feedback is applied. “Automatic” implies
the use of a computing device, such as a digital computer. Feedback could be
applied by a person, which is generally not as reliable. We’re smart but we get
tired.
a.
Boiling water on a burner in a home stove.
The burner is set to a constant gas flow or electrical power, and no automatic
adjustment is applied to achieve a desired rate of boiling.
Note that the temperature is constant when the water is boiling, regardless of the
heating applied. This is NOT due to control, but is a result of the process
principles.
b.
Maintaining a temperature in an oven in a home stove.
The typical home oven has a temperature controller. The automatic approach is
not complex; it applies and on/off feedback algorithm. If the temperature is
below a set point, the furnace is turned on; if the temperature is above a set point,
the furnace is turned off. Usually, a “dead band” is applied to prevent the heater
from switching on and off too frequently.
c.
An alarm clock used to wake you for class.
No automatic mechanism is applied to the alarm clock. If the power fails, the
clock cannot recognize this and correct. Also, if you do not awake, the clock stops
sounding the alarm after a specified time.
So, the success of the alarm depends on our participation, which we regret every
morning.
Conclusion: We apply automatic feedback control when we desire reliable
application of a consistent policy.
02/06/16
2
McMaster University
1.3.
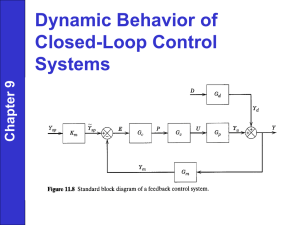
A Chemical Engineering Example: A chemical reactor with recycle is depicted in
textbook Figure 1.8 and repeated below.
a.
Can the following variable be controlled by feedback? Hint: determine which valves have a
causal effect on each sensor.
b.
Select the best valve to control each, if more than one valve can effect the sensor.
c.
Select a sensor principle for each of the sensors. (Hint: Check the WEB site!)
i.
ii.
T4, reactor feed temperature
T1, feed temperature
iii.
iv.
F3, reactor effluent flow
L1, reactor liquid level
v8
F2
F1
T1
T3
v3
F5
T5
P1
T4
F3
T6
F4
L1
v1
v5
v2
v6
v7
T2
Hot Oil
L1
T7
T8
T9
Hot Oil
F6
Figure 1.1
v1 Yes,
strong
v2 Yes,
strong
v3 Yes,
weak
v4 Yes,
temporary
v5 no
v6 no
v7 Yes,
weak
v8 Yes,
weak
T4, reactor temperature
This will influence the flow rate through the feed exchanger and
the ratio of fresh to recycle, which can be at different
temperatures.
This will affect the flow of heating oil to the feed heat exchanger.
This will affect the flow rate of both fresh and recycle feeds,
without changing the ratio.
This will change the recycle flow temporarily. Note that the
supply of recycle material is limited that the average over time can
be no more (or less) than what remains liquid in the flash drum.
This affects the flow out of the reactor.
See v5 above
This will affect the heat to the reactor effluent, which influences
the flow rate and temperature of the recycle.
This will affect the pressure in the flash drum and thus, the
fraction of reactor effluent that is vapor. The liquid recycles to
the reactor.
The best choice should provide a fast and strong effect on T4 and leave valves for
other important controllers. Let’s select v2.
Because this is a reactor, we could select an RTD sensor for good accuracy, but we
need more information.
02/06/16
3
McMaster University
1.4 When we consider history, we encounter a puzzle. Automatic control has been
applied for a long time. Certainly, scientists and engineers needed automatic
control since the time of the steam engine to prevent explosions and maintain the
driver speed at a desired valve. (Actually, before then, but let’s use the revolution of
the steam engine as our marker in history.) However, digital computers were not
available for these purposes until after World War II. In fact, digital control did
not begin until the 1960’s.
So, how was automatic control implemented physically before digital computation?
As usual, we have been preceded by many clever people who were able to
overcome limitations to achieve their goals. Before digital computers, we
employed a concept of “analog computation”. In analog computation, we build a
physical device that behaves in the same way as the calculation we intend to
implement. To be feasible, we typically limit ourselves to relatively simple
calculations. Even so, considerable ingenuity is required.
Let’s look an example of a simple process
control application. We have a tank containing
liquid that supplies a downstream process. The
flow rate to the downstream process depends
on the production rate, which changes in an
unpredictable manner.
It is our task to
maintain the liquid level in the tank at a desired
value (let’s say at 50% of the tank height) by
manipulating the flow into the tank. Why? If
the level were not controlled,
Flow into
tank
Flow out to
downstream
process
It could overflow and cause loss of valuable material, or perhaps, a hazard
It could decrease to zero. Then, not liquid would be available to the process and
we would have to stop production.
First, we decide to use the feedback principle. This requires a measurement of the
level and adjustment of a causal variable. We will select a very simple automatic
control strategy, but one that is very widely used, as we will see later. We chose
to manipulate the flow in proportion to the amount that the level deviates from its
desired value. The feedback approach is given in the following equation.
Fin F0 K c ( L Ldesired )
with
F0
Ldesired
L
Kc
02/06/16
= the base case flow
= the desired level
= the measured (actual) level
= an adjustable constant, which we will later call the controller gain
4
McMaster University
We want this implemented without human interference, i.e., we seek automatic
control. This calculation would be easy via digital computation. How would you
have achieved this in 1895?
Let’s look at one way. We implement the calculation using a mechanical analog
computation. The mechanism is shown in the sketch below.
Lets look at each element of the automatic control device.
Sensor: The level is measured by a float, whose position indicates the
level.
Final Element: The flow in is influenced by a “gate”, whose position
determines the flow rate. As the gate position is elevated, the opening for
flow increases, as does the flow.
Controller: The controller is a lever that can rotate about a fulcrum. As
the float increases (decreases), the connecting rod forces the level to
decrease (increase) the gates’ position.
This device exactly implements our strategy and the control equation! It is
simple, inexpensive, and reliable (does not require electricity). However, it is not
very flexible. If we want to change the proportionality constant (Kc), we have to
change the location of the fulcrum.
Current process control technology takes advantage of digital computation to
achieve tremendous increases in process safety, product quality and profitability.
However, let’s not forget the ingenious pioneers who established automatic
control by solving practical problems with the tools and technology available at
the time!
02/06/16
5
McMaster University
Solutions for Tutorial 2
Control Objectives & Benefits
2.1 We will invest lots of effort understanding process dynamics between “inputs” and
“outputs”. The outputs are key variables that we want to maintain at or near specified
desired values. The inputs belong to two distinct categories.
1.
2.
Manipulated variables that we adjust to achieve desired process behavior
Disturbance variables whose values vary due to changes in other processes and
the surrounding environment.
If no disturbances occurred, there would be little need for process control; however,
disturbances occur to essentially every process.
Let’s look at an example process and find some examples of variables in each of the two
categories. The process in Figure 2.1 vaporizes liquid butane and mixes the vapor with
compressed air. The mixture flows to a packed bed reactor.
Figure 2.1
02/06/16
6
McMaster University
a.
b.
c.
Identify at least three controlled variables, which must be measured.
Identify at least one manipulated variable for each of the controlled variables.
Hint: these must be valves.
Identify at least three disturbance variables. (These do not have to be measured.)
For each, determine which controlled variable(s) are influenced, i.e., disturbed.
a.
Controlled variables
1. Pressure of the vaporizer (P1), which is important for safety.
2. Liquid level in the vaporizer (L1), which influences the amount vaporized. It
should not overflow the vessel or drain empty.
3. The percentage of butane in the mixed stream (A1), which is important if we
are to avoid an explosive concentration!
b.
Manipulated variables
1. The vapor lease from the vaporizer (v3). This has a causal relationship with the
pressure and can be adjusted to control P1.
2. The flow of liquid butane from storage to the vaporizer (v1). This has a causal
relationship with the liquid level and can be adjusted to control L1.
3. The flow of air is affected by the valve in the compressor suction, v4. This has
a causal relationship with the flow of air and the mixture composition and can be
adjusted to control A1.
c.
Disturbances
1. Steam pressure that influences the heat transfer in the vaporizer and affects P1
and L1.
2. Air temperature that influences the compressor performance and affects the
mixture composition.
3. Pressure downstream from the reactor that influences the flows of butane and
air.
02/06/16
7
McMaster University
2.2
Economic benefits: Discuss the economic benefits achieved by reducing the
variability (and, in some cases changing the average value) of the key controlled variable
for the situations in the following.
a.
Crude oil is distilled, and one segment of the oil is converted in a chemical reactor
to make gasoline. The reactor can be operated over a range of temperatures; as
the temperature is increased, the octane of the gasoline increases, but the yield of
gasoline decreases because of increased by-products of lower value. (It’s not
really this simple, but the description captures the essence of the challenge.) The
customer cannot determine small changes in octane. You are responsible for the
reactor operation. Is there a benefit for tight temperature control of the packed
bed reactor? How would you determine the correct temperature value?
Octane
Time
Gasoline yield, %
Maximum possible yield
Average yield achieved
because of “backoff”
from limit
Minimum
Octane
In this situation, the customer cannot distinguish small changes from the
minimum octane when driving their automobiles. Therefore, this small deviation
in product quality is acceptable. However, the variability in the octane results in
a lower average yield of gasoline and a higher yield of lower valued byproducts.
Tight control of reactor temperature will reduce the variability in octane and
allow a higher average yield of valuable gasoline. The average temperature can
be selected to achieve acceptable octane for all production within the variation.
Note that the goal here is to reduce variability and adjust the average value to
increase profit.
02/06/16
8
McMaster University
b.
You are working at a company that produces large roles of paper sold to
newspaper printers. Your client has many potential suppliers for this paper. Your
customer can calibrate the printing machines, but after they have been calibrated,
changes to paper thickness can cause costly paper breaks in the printing machines.
Discuss the importance of variance to your customer, what your product quality
goal would be. Is this concept different from the situation in part (a) of this
question?
Desired thickness
Average
number
of breaks
Paper thickness
In this situation, the average paper thickness is not extremely important, so long
as the customers can calibrate their machinery. However, after you and the
customers have agreed on a thickness, essentially any variation is harmful,
because it increases the likelihood of paper breaks. The customers lose
production time, paper, and perhaps, the workers are subject to hazardous
conditions. If you do not supply consistent thickness, the customer will find
another supplier.
Therefore, the goal here is to retain the agreed average and reduce the
variability to the minimum achievable.
02/06/16
9
McMaster University
2.3 The data in Figure 2.3 reports experience in a blending of Residuum and more
expensive Gas Oil to produce a product with upper and lower viscosity specifications.
The “before” data represents manual operation by plant personnel. The “after” data
represents feedback control using a computer and a on-stream viscosity analyzer.
Discuss the performance and the source of benefits.
Figure 2.3
The “before data is typical of poor control for a variable with upper and lower
bounds. The nature tendency is to maintain the variable close to the “middle” of
the range. This approach allows for the greatest variability without exceeding
either bound. However, the average viscosity is low, which indicates that
excessive expensive Gas Oil has been consumed and cannot be sold at a higher
price.
After analyzer feedback has been implemented, the variability has been reduced,
which allows the average value of the viscosity to be increased without exceeding
the bounds. Increased profit results from less use of Gas Oil in this lower value
product, which can be sold at a higher value.
02/06/16
10
McMaster University
Solutions for Tutorial 3
Modelling of Dynamic Systems
3.1
Mixer: Dynamic model of a CSTR is derived in textbook Example 3.1. From the
model, we know that the outlet concentration of A, CA, can be affected by manipulating
the feed concentration, CA0, because there is a causal relationship between these
variables.
a.
b.
c.
The feed concentration, CA0, results from mixing a stream of pure A with solvent,
as shown in the diagram. The desired value of CA0 can be achieved by adding a
right amount of A in the solvent stream. Determine the model that relates the
flow rate of reactant A, FA, and the feed concentration, CA0, at constant solvent
flow rate.
Relate the gain and time constant(s) to parameters in the process.
Describe a control valve that could be used to affect the flow of component A.
Describe the a) valve body and b) method for changing its percent opening
(actuator).
Fs
Solvent
CA,solvent
Fo
CAO
F1
CA
Reactant
FA
CA,reactant
Figure 3.1
a.
In this question, we are interested in the behavior at the mixing point, which is
identified by the red circle in the figure above. We will apply the standard modelling
approach to this question.
Goal: Determine the behavior of CA0(t)
System: The liquid in the mixing point. (We assume that the mixing occurs essentially
immediately at the point.)
02/06/16
11
McMaster University
Balance: Since we seek the behavior of a composition, we begin with a component
balance.
Accumulation
(1)
=
in
-
out
+ generation
MWA Vm C A0 | t t Vm C A0 | t MX A t FS C AS FA C AA (FS FA C A0 ) 0
Note that no reaction occurs at the mixing point. We cancel the molecular weight, divide
by the delta time, and take the limit to yield
(2)
FS
Vm
dC A
FA
C AS
C AA C A 0
(FS FA ) dt
FS FA
FS FA
No reactant (A) appears in the solvent, and the volume of the mixing point is very small.
Therefore, the model simplifies to the following algebraic form.
(3)
FA
C AA C A 0
FS FA
Are we done? We can check degrees of freedom.
DOF = 1 – 1 = 0
CA0
Therefore, the model is complete.
(FS, FA, and CAA are known)
You developed models similar to equation (3) in your first course in Chemical
Engineering, Material and Energy balances. (See Felder and Rousseau for a refresher.)
We see that the dynamic modelling method yields a steady-state model when the time
derivative is zero.
Note that if the flow of solvent is much larger than the flow of reactant, FS >> FA, then,
(4)
C
C A 0 AA FA
FS
If FS and CAA (concentration of pure reactant) are constant, the concentration of the
mixed stream is linearly dependent on the flow of reactant.
b. For the result in equation (4),
Time constant = 0
(This is a steady-state process.)
Gain = CAA/FS
(The value will change as FS is changed.)
02/06/16
12
McMaster University
c. The control valve should have the following capabilities.
1.
2.
3.
Introduce a restriction to flow.
Allow the restriction to be changed.
Have a method for automatic adjustment of the restriction, not requiring
intervention by a human.
1&2
These are typically achieved by placing an adjustable element near a restriction
through which the fluid must flow. As the element’s position in changed, the area
through which the fluid flows can be increased or decreased.
3
This requirement is typically achieved by connecting the adjustable element to a
metal rod (stem). The position of the rod can be changed to achieve the required
restriction. The power source for moving the rod is usually air pressure, because
it is safe (no sparks) and reliable. A rough schematic of an automatic control
valve is given in the following figure.
air pressure
diaphram
spring
valve stem position
valve plug and seat
See a Valve
You can see a picture of a typical control valve by clicking here.
Many other valves are used, but this picture shows you the key
features of a real, industrial control valve.
Hint: To return to this current page after seeing the valve, click
on the “previous view” arrow on the Adobe toolbar.
You can read more about valves at the McMaster WEB site.
02/06/16
13
McMaster University
3.2
a.
b.
c.
d.
Stirred tank mixer
Determine the dynamic response of the tank temperature, T, to a step change in
the inlet temperature, T0, for the continuous stirred tank shown in the Figure 3.2
below.
Sketch the dynamic behavior of T(t).
Relate the gain and time constants to the process parameters.
Select a temperature sensor that gives accuracy better than 1 K at a temperature
of 200 K.
F
T0
F
T
V
Figure 3.2
We note that this question is a simpler version of the stirred tank heat exchanger in
textbook Example 3.7. Perhaps, this simple example will help us in understanding the
heat exchanger example, which has no new principles, but more complex algebraic
manipulations. Remember, we use heat exchangers often, so we need to understand their
dynamic behavior.
a/c. The dynamic model is derived using the standard modelling steps.
Goal: The temperature in the stirred tank.
System: The liquid in the tank. See the figure above.
Balance: Since we seek the temperature, we begin with an energy balance.
02/06/16
14
McMaster University
Before writing the balance, we note that the kinetic and potential energies of the
accumulation, in flow and out flow do not change. Also, the volume in the tank is
essentially constant, because of the overflow design of the tank.
accumulation
(1)
U | t t
=
in
-
out
(no accumulation!)
U | t t (H in H out )
We divide by delta time and take the limit.
(2)
dU
(H in H out )
dt
The following thermodynamic relationships are used to relate the system energy to the
temperature.
dU/dt = VCv dT/dt
H = FCp (T-Tref)
For this liquid system, Cv Cp
Substituting gives the following.
(3)
V
dT
F(T0 T)
dt
Are we done? Let’s check the degrees of freedom.
DOF = 1 –1 = 0
T
(V, and T0 known)
This equation can be rearranged and subtracted from its initial steady state to give
(4)
dT'
T' KT ' 0
dt
with = V/F
K=1
Note that the time constant is V/F and the gain is 1.0. These are not always true!
We must derive the models to determine the relationship between the process and
the dynamics. See Example 3.7 for different results for the stirred tank heat
exchanger.
02/06/16
15
McMaster University
The dynamic response for the first order equation
differential equation to a step in inlet temperature
can be derived in the same manner as in
Examples 3.1, 3.2, etc. The result is the
following expression.
(5)
T' KT0 (1 e t / )
and
T Tinitial KT0 (1 e t / )
T
Time
T0
d. We base the temperature sensor selection on
Time
the information on advantages and disadvantages
of sensors. A table is available on the McMaster WEB site, and links are provided to
more extensive sensor information. A version of such a table is given below.
Since a high accuracy is required for a temperature around 200 K, an RTD (a sensor
based on the temperature sensitivity of electrical resistance) is recommended. Even this
choice might not achieve the 1 K accuracy requirement.
limits of
application
(C)
accuracy (1,2)
thermocouple
type E
(chromel-constantan)
-100 to 1000
1.5 or 0.5%
(0 to 900 C)
type J
(iron-constantan)
0 to 750
2.2 or 0.75%
type K
(chromel-nickel)
0 to 1250
2.2 or 0.75%
type T
(copper-constantan)
-160 to 400
RTD
-200 to 650
1.0 or 1.5%
(-160 to 0 C)
(0.15 +.02 T) C
Thermister
-40 to 150
0.10C
sensor type
advantages
disadvantages
(3)
1. good reproducibility
2. wide range
1. minimum span, 40 C
2. temperature vs emf
not exactly linear
3. drift over time
4. low emf corrupted by
noise
(3)
1. good accuracy
2. small span possible
3. linearity
(3)
1. good accuracy
2. little drift
1. self heating
2. less physically
rugged
3. self-heating error
1. highly nonlinear
2. only small span
3. less physically
rugged
4. drift
1. local display
2%
Bimetallic
Filled system
dynamics,
time
constant (s)
-200 to 800
1%
1-10
1.
2.
1.
2.
low cost
physically rugged
simple and low cost
no hazards
1. not high temperatures
2. sensitive to external
pressure
1. C or % of span, whichever is larger
2. for RTDs, inaccuracy increases approximately linearly with temperature deviation from 0 C
3. dynamics depend strongly on the sheath or thermowell (material, diameter and wall thickness), location of element in the sheath (e.g.,
bonded or air space), fluid type, and fluid velocity. Typical values are 2-5 seconds for high fluid velocities.
02/06/16
16
McMaster University
3.3
Isothermal CSTR: The model used to predict the concentration of the product,
CB, in an isothermal CSTR will be formulated in this exercise. The reaction occurring in
the reactor is
AB
rA = -kCA
Concentration of component A in the feed is C A0, and there is no component B in the
feed. The assumptions for this problem are
F0
1.
2.
3.
4.
5.
6.
7.
the tank is well mixed,
negligible heat transfer,
constant flow rate,
constant physical properties,
constant volume,
no heat of reaction, and
the system is initially at steady state.
CA0
F1
V
CA
Figure 3.3
a.
b.
b.
c.
d.
Develop the differential equations that can be used to determine the dynamic
response of the concentration of component B in the reactor, CB(t), for a given
CA0(t).
Relate the gain(s) and time constant(s) to the process parameters.
After covering Chapter 4, solve for CB(t) in response to a step change in CA0(t),
CA0.
Sketch the shape of the dynamic behavior of CB(t).
Could this system behave in an underdamped manner for different (physically
possible) values for the parameters and assumptions?
In this question, we investigate the dynamic behavior of the product concentration for a
single CSTR with a single reaction. We learned in textbook Example 3.2 that the
concentration of the reactant behaves as a first-order system. Is this true for the product
concentration?
a. We begin by performing the standard modelling steps.
Goal: Dynamic behavior of B in the reactor.
System: Liquid in the reactor.
Balance: Because we seek the composition, we begin with a component material
balance.
Accumulation =
02/06/16
in
-
out
+
generation
17
McMaster University
(1)
MWB (VC B | t t VC B | t ) MWB t (FC B0 FC B VkC A )
We can cancel the molecular weight, divide by delta time, and take the limit to obtain the
following.
(2)
V
dC B
FC B0 FC B VkC A
dt
0
We can subtract the initial steady state and rearrange to obtain
(3)
B
dC' B
C' B K B C' A
dt
A
V
F
KB
Vk
F
Are we done? Let’s check the degrees of freedom.
DOF = 2 – 1 = 1 0
No!
CB and CA
The first equation was a balance on B; we find that the variable C A remains. We first see
if we can evaluate this using a fundamental balance.
Goal: Concentration of A in the reactor.
System: Liquid in the reactor.
Balance: Component A
(4)
MWA (VC A | t t VC A | t ) MWA t (FC A0 FC A VkC A )
Following the same procedures, we obtain the following.
(5)
A
dC' A
C' A K B C' A 0
dt
A
V
F Vk
KA
F
F Vk
Are we done? Let’s check the degrees of freedom for equations (3) and (5).
DOF = 2 – 2 = 0
Yes!
CB and CA
The model determining the effect of CA0 on CB is given in equations (3) and (5).
02/06/16
18
McMaster University
b. The relationship between the gains and time constants and the process are given in
equations (3) and (5).
c. We shall solve the equations for a step in feed concentration using Laplace transforms.
First we take the Laplace transform of both equations; then we combine the resulting
algebraic equations to eliminate the variable CA.
(6)
B sC' B (s) C' B (t ) | t 0 C' B (s) K B C' A (s)
(7)
A sC' A (s) C' A (t ) | t 0 C' A (s) K A C' A0 (s)
(8)
C' B (s)
KAKB
C' A0 (s)
( A s 1)( B s 1)
We substitute the input forcing function, C’A0(s) = CA0/s, and invert using entry 10 of
Table 4.1 (with a=0) in the textbook.
(9)
(10)
C' B (s)
C' A 0
KAKB
( A s 1)( B s 1) s
A
B
C' B ( t ) K A K B C A 0 1
e t / A
e t / B
B A
B A
c. The shape of the response of CB using the numerical values from textbook Example 3.2
is given in the following figure. Note the overdamped, “S-shaped” curve.
This is much different from the response
of CA.
solid = CB
1
0.8
Compare the responses and explain the
differences.
0.6
0.4
d. Because the roots of the denominator
in the Laplace transform are real, this
process can never behave as an
underdamped system.
0
20
40
60
time
80
100
120
0
20
40
60
time
80
100
120
2
1.5
1
0.5
02/06/16
19
McMaster University
3.4
Inventory Level: Process plants have many tanks that store material. Generally,
the goal is to smooth differences in flows among units, and no reaction occurs in these
tanks. We will model a typical tank shown in Figure 2.4.
a.
Liquid to a tank is being determined by another part of the plant; therefore, we have
no influence over the flow rate. The flow from the tank is pumped using a
centrifugal pump. The outlet flow rate depends upon the pump outlet pressure and
the resistance to flow; it does not depend on the liquid level. We will use the valve
to change the resistance to flow and achieve the desired flow rate. The tank is
cylindrical, so that the liquid volume is the product of the level times the cross
sectional area, which is constant.
Assume that the flows into and out of the
tank are initially equal. Then, we
decrease the flow out in a step by
adjusting the valve.
Fin
L
i.
Determine the behavior of the
level as a function of time.
Fout
V=AL
Figure 2.4
We need to formulate a model of the process to understand its dynamic behavior. Let’s use
our standard modelling procedure.
Goal: Determine the level as a function of time.
Variable: L(t)
System: Liquid in the tank.
Balance: We recognize that the level depends on the total amount of liquid in the tank.
Therefore, we select a total material balance. Note that no generation term appears in the
total material balance.
(accumulation) = in - out
( AL) t t ( AL) t Fin t Fout t
We cancel the density, divide by the delta time, and take the limit to yield
A
02/06/16
dL
Fin Fout
dt
20
McMaster University
The flow in and the flow are independent to the value of the level. In this problem, the
flow in is constant and a step decrease is introduced into the flow out. As a result,
A
dL
Fin Fout constant 0
dt
We know that if the derivative is constant, i.e., independent of time, the level will increase
linearly with time. While the mathematician might say the level increases to infinity, we
know that it will increase until it overflows. Thus, we have the following plot of the
behavior.
To infinity
Overflow!
L
Fin
Fout
time
Note that the level never reaches a steady-state value (between overflow and
completely dry). This is very different behavior from the tank concentration that we
have seen. Clearly, we must closely observe the levels and adjust a flow to maintain
the levels in a desirable range. If you are in charge of the level – and you do not have
feedback control – you better not take a coffee break!
The level is often referred to as an integrating process – Why? The level can be determined
by solving the model by separation and integration, as shown in the following.
A dL ( Fin Fout )dt
L A ( Fin Fout )dt
Thus, the level integrates the difference between inlet and outlet flows.
02/06/16
21
McMaster University
ii.
Compare this result to the textbook Example 3.6, the draining tank.
Fin
Fin
L
Fout
L
Fout
V=AL
Key Issue
Level model
Flow out
Level behavior
Level stability
iii.
Example 3.6
Draining tank
This question
Tank with outlet pump
By overall material balance
Depends on the level
By overall material balance
Independent of the level
(or very nearly so)
First order exponential for a step Linear, unbounded response
change
to a step change
stable
unstable
Describe a sensor that could be used to measure the level in this vessel.
Naturally, we could tell you the answer to this question. But, you will benefit more from
finding the answer. Click to access the instrumentation resources and review Section 2.4
and links to more detailed resources. CLICK HERE
02/06/16
22
McMaster University
3.5
Designing tank volume: In this question you will determine the size of a storage
vessel. Feed liquid is delivered to the plant site periodically, and the plant equipment is
operated continuously. A tank is provided to store the feed liquid. The situation is
sketched in Figure 3.5. Assume that the storage tank is initially empty and the feed
delivery is given in Figure 2.5. Determine the minimum height of the tank that will prevent
overflow between the times 0 to 100 hours.
Fin
Fout = 12.0 m3/h
L=?
A = 50 m2
30.0
Fin
(m3/h)
End of problem at 100 h
0
0
20
40 50
70 80
Time (h)
Figure 3.5 Tank between the feed delivery and the processing units.
This problem shows how the dynamic behavior of a process unit can be important in
the design of the process equipment.
Our approach to solving the problem involves determining the liquid volume over the
complete time period from 0 to 100 hours. The maximum volume during the period can be
used to evaluate the size of the tank; any tank smaller would experience an overflow.
The dynamic model for the tank was formulated in the previous solution, which we will
apply in this solution. The behavior of the system is summarized in the following table and
sketched in the figure.
Time (h)
Fin
Fout (m3/h)
dV/dt = Fin -Fout
(m3/h)
0 - 20
20-40
40-50
50-70
70-80
80-100
30
0
30
0
30
30
12
12
12
12
12
12
18
-12
18
-12
18
-12
02/06/16
V beginning
of period
(m3)
0
360
120
300
60
240
V end of
period
(m3)
360
120
300
60
240
0
23
McMaster University
Volume (m3)
400
300
200
100
0
0
20
40
50
70
80
100
time (h)
We see in the table and figure that the maximum volume is 360 m3. Since the cross
sectional area is 50 m2, the minimum height (or level) for the tank is calculated to be 7.2 m.
L = 360 m3 / 50 m2 = 7.2 m
We should note that this calculation results in the tank being completely full at t = 20
hours; there is no margin for error. We should look into the likely variability of the feed
deliveries and the production rates before making a final decision on the correct volume.
3.6
Modelling procedure: Sketch a flowchart of the modelling method that we are
using to formulate dynamic models.
We should develop this type of sketch so that we can visualize the procedure and clarify
the sequence of steps. A flowchart is given on the following page. Did yours look
similar?
02/06/16
24
McMaster University
Flowchart of Modeling Method
(We have not yet done the parts in the yellow boxes)
Goal:
Assumptions:
Data:
Variable(s): related to goals
System: volume within which variables are independent of position
Fundamental Balance: e.g. material, energy
DOF = 0
Check DOF 0 Another balance:
-Fundamental balance
D.O.F.
-Constitutive equations
[e.g.: Q =hA(Th-Tc)]
Is model linear?
Yes
No
Expand in Taylor Series
Express in deviation variables
Group parameters to evaluate [gains (K), time-constants (), dead-times()]
Take Laplace transform
Substitute specific input, e.g.,
step, and solve for output
Analytical solution
(step)
Numerical solution
Analyze the model for:
- causality
- order
- stability
- damping
Combine several models into
integrated system
02/06/16
25
McMaster University
Solutions for Tutorial 4
Modelling of Non-Linear Systems
4.1
Isothermal CSTR: The chemical reactor shown in textbook Figure 3.1 and
repeated in the following is considered in this question. The reaction occurring in the
reactor is
AB
rA = -kCA0.5
The following assumptions are appropriate for the system.
(i) the reactor is well mixed,
(ii) the reactor is isothermal,
(iii) density of the liquid in the reactor is constant,
(iv) flow rates are constant, and
(v) reactor volume is constant.
a.
b.
c.
d.
e.
Formulate the model for the dynamic response of the concentration of A in the
reactor, CA(t).
Linearize the equation(s) in (a).
Solve the linearized equation analytically for a step change in the inlet
concentration of A, CA0.
Sketch the dynamic behavior of CA(t).
Discuss how you would evaluate the accuracy of the linearized model.
Goal
Variable
System
Balance
(or constitutive equation)
DOF
Linear?
Again, we apply the standard modelling approach, with a check for linearity.
a. Goal: Determine composition of A as a function of time.
Variable: CA in the reactor
System: The liquid in the reactor.
Balance: Component balance on A.
Accumulation
(1)
02/06/16
=
in
-
out
MWA VC A | t t VC A | t MWA t FCA0 FCA VkC 0A.5
+
generation
26
McMaster University
Divide by delta time and take the limit to obtain
(2)
V
dC A
F(C A 0 FC A ) VkC 0A.5
dt
Are we done? Let’s check the degrees of freedom.
DOF = 1 - 1 = 0
Yes!
b. Is the model linear? If we decide to solve the model numerically, we do not have to
linearize; in fact, the non-linear model would be more accurate. However, in this
problem we seek the insight obtained from the approximate, linear model.
All terms involve a constant times a variable (linear) except for the following term, which
is linearized using the Taylor series..
(3)
C 0A.5 C 0A.5
s
0.5 C A0.5
C
s
A
C As higher order terms
This approximation can be substituted into equation 2, and the initial steady-state model
subtracted to obtain the following, with C’A = CA - CAS.
(4)
V
dC' A
F(C' A 0 FC' A ) Vk (0.5C As0.5 )C' A
dt
This linear, first order ordinary differential equation model can be arranged into the
standard form, given in the following.
(5)
dC' A
C' A KC ' A 0
dt
with
V
F 0.5VkC
0.5
As
K
F
F 0.5VkC As0.5
c. Let’s solve this equation using the Laplace transform method. We can take the
Laplace transform of equation (5) to obtain
(6)
sC' A (s) C' A (t ) | t 0 C' A (s) KC' A0 (s)
Note that equation (6) is general for any function CA0(t). We can rearrange this equation
and substitute the Laplace transform of the step change in feed composition
(C’A0(s)=CA0/s to give.
(7)
02/06/16
C' A (s)
K C A 0
s 1 s
27
McMaster University
We can take the inverse Laplace transform using entry 5 in textbook Table 4.1 to give
(8)
C' A (t ) C A0 K 1 e t /
d. A typical sketch is given here. We already have experience with the step response to a
linear, first order system. We know that
- the output changes immediately after the step
is introduced.
- the maximum slope appears when the step is
introduced
- the curve has a smooth (non-oscillatory
response)
- 63% of the change occurs when
t = (past the step)
- the final steady state is K(input)
C’A
Time
C’A0
Time
e. We should always investigate the accuracy of our mathematical models! We can
estimate the accuracy of the parameters used based on
Laboratory data used in developing the
constitutive model
Construction of equipment
Accuracy of measurements used to achieve
desired values
- Is the rate expression accurate
- uncertainty in k
V (cross sectional area)
V (level) and F (flow)
In addition, we should estimate the error introduced by the linearization. No error is
introduced if the process stays exactly at the initial steady state, and the errors generally
increase as the process deviates further from the initial steady state. Here, two methods
are suggested. (Remember, we do not seek highly accurate models – we seek simple,
approximate models for control design, which will be explained shortly.)
1. Evaluate the key parameters over the range of operation. We can evaluate the gain
(K) and the time constant () at different values over the range of operation. If these
parameters do not change much, the linearization would be deemed accurate.
2. Steady-state prediction. Compare the steady-state output values from the non-linear
model with steady-state output values from the linearized model (Kinput). This method
will check the gain only, not the time constant.
02/06/16
28
McMaster University
4.2
Controlling the Reactor Concentration by Feed Flow Rate: The reactor in
question 3.1 above is considered again in this question. Component A is pumped to the
reactor from the feed tank. The inlet concentration of A, CA0, is constant, and the feed
flow rate varies with time.
a.
b.
c.
d.
Develop the dynamic model to predict the concentration of A.
Linearize the equation and solve the linearized equation analytically for a step
change in the feed flow rate, F.
Sketch the dynamic behavior of the effluent concentration, CA(t).
Describe the equipment required to maintain the feed flow rate at a desired value.
F0
CA0
F1
V
CA
Figure 3.1
Motivation: Why are we interested in this model? Often, the feed composition
cannot be adjusted easily by mixing streams. Therefore, we sometimes adjust the feed
flow rate to achieve the desired reaction conversion. (We do not like to do this, because
we change both the production rate and the conversion when we adjust feed flow rate.)
a. We begin by applying our standard method for modelling.
a. Goal: Determine composition of A as a function of time.
Variable: CA in the reactor
System: The liquid in the reactor.
Balance: Component balance on A.
Accumulation
(1)
=
in
-
out
MWA VC A | t t VC A | t MWA t FCA0 FCA VkC 0A.5
+
generation
Divide by delta time and take the limit to obtain
02/06/16
29
McMaster University
(2)
V
dC A
F(C A 0 FC A ) VkC 0A.5
dt
Are we done? Let’s check the degrees of freedom.
DOF = 1 - 1 = 0
Yes!
b. Is the model linear? If we decide to solve the model numerically, we do not have to
linearize; in fact, the non-linear model would be more accurate. However, in this
problem we seek the insight obtained from the approximate, linear model.
We see that several terms are non-linear. In fact, when flow is a variable, we would
usually find terms (F)(variable), where “variable” is temperature, compositions, etc. The
following terms will be linearized by expanding the Taylor series.
(3)
FC A0 (FC A0 ) s Fs C' A0 C A0s F' higher order terms
(4)
FC A (FC A ) s Fs C' A C As F' higher order terms
(5)
C 0A.5 C 0A.5
s
0.5 C A0.5
C
s
A
C As higher order terms
Substituting the approximations, subtracting the initial steady state, and rearranging gives
the following.
(6)
dC' A
C' A KF'
dt
with
V
Fs 0.5VkC
0.5
As
K
(C A 0s C As )
Fs 0.5VkC As0.5
We can solve this equation for step change in flow rate by taking the Laplace transform,
substituting F’(s) = F/s, and taking the inverse Laplace transform. The result is given in
the following equation.
(7)
02/06/16
C' A (t) (F)K 1 e t /
30
McMaster University
c. The plot and qualitative properties are the same as for other first order systems.
- the output changes immediately after the step
is introduced.
- the maximum slope appears when the step is
introduced
- the curve has a smooth (non-oscillatory
response)
- 63% of the change occurs when
t = (past the step)
- the final steady state is K(input)
C’A
Time
F’
Time
Does this make sense? As we increase the feed flow, the “space time” in the reactor
decreases. (See Fogler (1999) or other textbook on reaction engineering for a refresher.)
When the space time decreases, the conversion decreases, and the concentration of
reactant increases. Yes, the model agrees with our qualitative understanding!
d. Equipment is required to control the flow is needed if we are to adjust the flow to
achieve the desired reactor operation, e.g., conversion. Any feedback controller requires
a sensor and a final element. (See Chapter 2.) The sensor could be any of the sensors
described in the Instrumentation Notes. The most common sensor in the process
industries is the orifice meter, which measures flow based on the pressure drop around an
orifice restriction in a pipe. The final element would be a control valve that can adjust
the restriction to flow.
Valve with
adjustable stem
position
Pump to supply
the “head” for
flow
P
Orifice
meter
02/06/16
31
McMaster University
4.3
Isothermal CSTR with two input changes: This question builds on the results
from tutorial Questions 3.1 and 3.2. Consider a CSTR with the following reaction
occurring in the reactor
AB
-rA = kCA0.5
Assuming 1) the reactor is isothermal, 2) the reactor is well mixed, 3) density of the reactor
content is constant, and 4) the reactor volume is constant.
a.
Derive the linearized model in deviation variables relating a change in C A0 on the
reactor concentration, CA.
b.
Derive the linearized model in deviation variables relating a change in F on the
reactor concentration, CA.
c.
Determine the transfer functions for the two models derived in parts a and b.
d.
Draw a block diagram relating CA0 and F to CA.
e.
The following input changes are applied to the CSTR:
1.
A step change in feed concentration, CA0, with step size CA0 at tC, and
2.
A step change in feed flow rate, F, with step size F at tF.> tC.
Without solving the equations, sketch the behavior of CA(t).
a/c. The model for the change in CA0 (with the subscript meaning the input change CA0). The
model for this response has been derived in previous tutorial question 3.1, and the results
are repeated in the following.
CA 0
dC' A
C' A K CA 0 C' A 0
dt
(1)
(C' A (s)) CA 0
with CA 0
K CA 0
C' A 0 (s)
CA 0 s 1
C' A (t ) C A0 K CA 0 1 e t / CA0
02/06/16
V
F 0.5VkC
0.5
As
transfer function
K CA 0
F
F 0.5VkC As0.5
(C A (s)) CA 0
K CA 0
C A 0 (s)
CA 0 s 1
32
McMaster University
b/c. The model for a change in F (with the subscript meaning the input change F) The model
for this response has been derived in previous tutorial question 3.2, and the results are
repeated in the following.
F
dC' A
C' A K F F'
dt
(2)
(C' A (s)) F
with F
V
Fs 0.5VkC
KF
F' (s)
Fs 1
C' A (t ) (F)K F 1 e t / F
0.5
As
transfer function
KF
(C A 0s C As )
Fs 0.5VkC As0.5
(C A (s)) F
KF
F(s)
Fs 1
c. The transfer functions are given in the results above.
Remember that a transfer function simply gives the relationship between the input and
output.
INPUT
TRANSFER
FUNCTION
OUTPUT
Since the system is linearized, we can add the output changes in C’A to determine the overall
affect.
(3)
(C' A (s)) (C' A (s)) CA 0 (C' A (s)) F
d. The block diagram is given in the figure.
Note that the primes (’) to designate deviation variables are not used in transfer
functions or block diagrams. This is because transfer functions and block
diagrams ALWAYS use deviation variables.
Remember that the block diagram is simply a picture of equations (1) to (3).
02/06/16
33
McMaster University
CA0(s)
(CA(s))CA0
KCA0/(CA0s+1)
+
F(s)
CA(s)
KF/(Fs+1)
(CA(s))F
e. We can sketch the shape of the response without knowing the numerical values of many
parameters because we understand dynamic systems. Let’s list some aspects of the
response that we know.
1.
2.
3.
4.
5.
KF is positive
KCA0 is positive
Both systems are first order
The two time constants are equal
Both systems are stable (time constants are positive)
The figure below was generated with 1) a positive step change in CA0 and after a long time, a
positive step change in F.
time
What would the plots look like with
a.
a positive change in CA0 and a negative in F?
b.
both changes introduced at the same time?
c.
A slow ramp introduced in CA0?
Can you think of other types of input changes and sketch the output concentration?
02/06/16
34
McMaster University
4.4
Let’s consider the usefulness of the transfer functions that we just derived. From the
transfer function CA(s)/CA0(s), answer the following questions.
a.
b.
Does a causal relationship exist?
What is the order of the system?
c.
Hint: How could the process gain help?
Hint: How many differential equations are in the
model?
Is the system stable?
Wow: we sure need to know if a process is
unstable!
d.
Could CA(t) exhibit oscillations
Question: Why would we like to know this?
from a step change in CA0?
e.
Would any of your answer change
Important: We can learn general types of
for any values of the parameters of behavior for some processes!
the model (F, V, k, etc.)?
a. A causal relationship exists if the transfer function is NOT zero. While this is not exactly correct, we
will test for the existence of a causal relationship by evaluating the steady-state gain.
K=0
no causal relationship
K0
causal relationship
We should also look at the magnitude of the gain.
The answer for CA(s)/CA0(s) is yes; a causal relationship exists!
Follow-up question: Can you think of a situation in which the steady-state gain is zero, but a causal
relationship exists?
b. The order of the system is the number of first order differential equations that relate the input to the
output.
One quick way to check this is to evaluate the highest power of “s” in the denominator of the transfer
function.
The answer for CA(s)/CA0(s) is one, or first order.
Follow-up question: Are the order of all input/output pairs the same for any processes? Hint: What is the
order of CB(s)/CA0(s) for the same reactor?
c. The system is stable if the output is bounded for a bounded input. (Any real input is bounded, but a ramp
could become infinite when we overlook the physical world, where valves open completely and mole
fractions are bounded between 0 and 1.)
02/06/16
35
McMaster University
We determine stability by evaluating sign of the exponent relating the variable to time. Recall that y = A e
–t
= A e –t/. The value of alpha is the root(s) of the denominator of the transfer function!
= 1/ > 0
stable
= 1/ 0
stable
The answer for CA(s)/CA0(s) is > 0; therefore, the system is stable.
Follow-up question: If one variable in a system is stable (unstable), must all other variables in the system
be stable (unstable)?
d. The function form of the time dependence of concentration is given in the following.
C' A (t ) C A0 K CA 0 1 e t / CA0
When the roots of the denominator of the transfer function are real, the system will be over damped
(or critically damped).
The answer for CA(s)/CA0(s) is no.
Follow-up question: If one variable in a system is overdamped (underdamped), must all other variables in
the system be overdamped (underdamped)?
e. We can determine possible types of behavior by looking at the range of (physically possible) values for
the parameters in a process. (We must assume that the model structure, i.e., the equations, is correct.)
The parameters in the model are all positive; none can change sign. For this and the equations for the gain
and time constant, we conclude that
The answer for CA(s)/CA0(s) is no, the qualitative features (causal, first order, stable) cannot change.
You can test your understanding by answering these questions for any other model in the course!
Now, you can apply your analysis skills to another process!
02/06/16
36
McMaster University
4.5
Process plants contain many interconnected units. (As we will see, a control loop contains many
interconnected elements as well.) Transfer functions and block diagrams help us combine individual
models to develop an overall model of interconnected elements.
Select some simple processes that you have studied and modelled in this course.
a.
Connect them is series.
b.
Derive an overall input-output model based on the individual models.
c.
Determine the gain, stability and damping.
d.
Sketch the response of the output variable to a step in the input variable.
a. Series process - As a sample problem, we will consider the heat exchanger and reactor series process in
the following figure. This is a common design that provides flexibility by enabling changes to the reactor
temperature. As we proceed in the course, we will see how to adjust the heating medium flow to achieve
the desired reactor operation using feedback control.
F
T0
CA0
F
CA0
T
CA
T
Fh
Heat exchanger
CST Reactor
In this example, the heating medium flow, Fh, (valve opening) is manipulated, and the concentration of
the reactant in the reactor, CA, is the output variable.
As we proceed in the course, we will see how to adjust the heating medium flow to achieve the desired
reactor operation using automatic feedback control.
Heat exchanger: The heat exchanger model is derived in the textbook Example 3.7, page 76. The results
of the modelling are summarized in the following, with the subscript “c” changed to “h”, because this
problem involves heating.
Energy balance: (with Cp Cv)
Vex C p
02/06/16
dT
FCp (T0 T) Q W
dt
37
McMaster University
Q UA (T (Thin Thout ) / 2)
with
and
UA
aFcb1
Fc aFcb / 2 h C ph
Linearized model:
ex
dT'
T' K pex Fc'
dt
with the subscript “ex” for exchanger.
Transfer function: (Taking the Laplace transform of the linearized model)
K pex
T (s)
G ex (s)
Fh (s) ex s 1
a first order system!
Non-isothermal CSTR: The basic model of the CSTR is given in textbook equations (3.75) and (3.76),
which represent the component material and energy balances. They are repeated below, with
typographical errors corrected here!
V
dC A
F(C A 0 C A ) Vk 0 e E / RT C A
dt
VC p
dT
FC p (T0 T) UA (T Tcin ) (H rxn )Vk 0 e E / RT C A
dt
These equations are linearized in Appendix C to give the following approximate model, with only input T 0
varying.
dC' A
a 11C' A a 12 T '
dt
dT'
a 21C' A a 22 T 'a 25 T ' 0
dt
We can take the Laplace transform of the linearized equations and combine them by eliminating the reactor
temperature, T’, to give the following transfer function.
a 25
C' A (s)
G r (s)
T' 0 (s) s 2 (a 11 a 22 )s (a 11a 22 a 12 a 21 )
02/06/16
a second order system
38
McMaster University
Note that the reactor is a second order system because the energy balance relates inlet temperature to
reactor temperature and the component material balance relates temperature to concentration, because of
the effect of temperature on reaction rate.
b. Combining the linearized models: The block diagram of this system is given in the following figure.
This is a series connection of two processes, a first order exchanger and a second order reactor, which gives
the overall third order transfer function given in the following equation.
K pex
a 25
C' A (s)
T' (s) C' A (s)
G ex (s)G r (s)
2
T' 0 (s) T' 0 (s) T' (s)
( ex s 1) s (a 11 a 22 )s (a 11a 22 a 12a 21 )
Note that heat exchanger and reactor are a third order system.
c. Model analysis –
Gain: The steady-state gain can be derived from this model by setting s=0. (Recall that this has meaning
only if the process is stable.) The gain in this system is none zero, as long as the chemical reaction depends
on temperature.
Damping: We cannot be sure that the roots of the denominator of the transfer function are real. If fact, the
analysis of the CSTR in textbook Appendix C shows that the dynamics can be either over or underdamped,
depending on the design and operating parameters.
Stability: We cannot be sure that the CSTR is stable, i.e., roots of the denominator of the transfer function
have negative real parts. If fact, the analysis of the CSTR in textbook Appendix C shows that the dynamics
can be either stable or unstable, depending on the design and operating parameters.
02/06/16
39
McMaster University
d.
Step response: Many different responses are possible for the CSTR, and only one case is sketched
here. Recall the dynamic response between T 0 and T1 is first order. Since we have copious experience
with this step response, it is not given in a sketch. An example of the response between T 0 and T3 are
given in the following figure. The plot is developed for an example without heat of reaction. In this
situation, the third order system is guaranteed to be stable and overdamped; as we expect, the response
has an “s-shaped” output response to a step input, with the reactant concentration decreasing in
response to an increase in heating fluid to the exchanger.
DYNAMIC SIMULATION
Reactant concentration
0
10
20
30
Time
40
50
60
0
10
20
30
Time
40
50
60
Heating fluid valve opening
02/06/16
40
McMaster University
Solutions for Tutorial 5
Dynamic Behavior of Typical Dynamic Systems
5.1
First order System: A model for a first order system is given in the following
equation.
(5.1.1)
dY
X in X out
dt
What conditions have to be satisfied for the system to be self-regulating?
A stable self-regulating system has an output variable that tends to a steady state
after the input variable has reached an altered steady-state value. The system
described in equation (5.1.1) will not necessarily be self-regulating.
If both Xin and Xout are independent of Y, the derivative of the output variable is
independent of the input variable. For example, the following condition could
occur.
dY
X in X out 5 2 3
dt
Since the derivative is a constant, the output variable would increase without
limit. Therefore, the system is non-self-regulating and is unstable.
Let’s look at a physical system that is
stable and self-regulatory. The level in
the tank is affected by the flow in to and
out of the tank. The overall material
balance has the form of equation (5.1.1)
and gives the following for a tank with
straight sides.
Level
Fin
Fout
dL
Fin Fout
dt
As the level increases, the flow in decreases, which is a stabilizing effect. Also,
as the level increases, the flow out increases, which is a stabilizing effect. This is
a self-regulating, first-order system.
Note that a self-regulating system is not guaranteed to behave well. For the level
example, a large increase in the flow in (due to an increase in the source pressure)
will cause the level to increase. The flow out will also increase, but not
necessarily enough to reach a constant level before the level overflows. We see
that the magnitude of a disturbance will influence whether the variables in a selfregulating system remain within acceptable limits.
02/06/16
41
McMaster University
We can draw two conclusions from Question 5.1.
1.
We seek to design processes without non-self-regulating variables.
(This is not always possible.)
2.
We must control non-self-regulating variables.
(This is possible; see Chapter 18 for details.)
5.2 Second and higher order systems can be over or under damped. Which is more
likely to occur in chemical processes?
X1
X2
X3
XN+1
…...
Most chemical processes are interconnections of first-order systems, resulting
from material and energy balances. These interconnections involve interacting
and non-interacting first order systems, which are overdamped. Therefore, the
vast majority of chemical process - without feedback control - are overdamped.
However, we will see that the application of feedback control to these processes
can, and often does, result in underdamped systems. So, even though models
developed in Chapters 3-5 are overdamped, engineers must deal with
underdamped behavior.
Most chemical process without control are overdamped.
5.3 You are working in a plant and need to estimate the delay for flow through a pipe.
How can you evaluate the dead time?
There are two obvious ways.
1.
Measure the length of the pipe (L). Then, determine the velocity of the
fluid in the pipe (v). For turbulent flow (with a flat velocity profile), the dead
time would be = L/v.
2.
Perhaps, the pipe is underground, and
we do not know the path taken. We can
perform an experiment to evaluate dead time.
We can introduce a step change of a tracer
component with a small flow rate, so that the
tracer does not modify the process behavior.
The dead time is the time between the
introduction of the tracer at the inlet to the
02/06/16
Xout
= dead time
Xin
time
42
McMaster University
pipe and the first time that the tracer appeared at the pipe outlet.
5.4 Are the pressures in the vessels in Figure 5.4 self-regulating or non-self-regulating?
The fluid is a gas, and the feed and exhaust pressures are constant. In answering this
question, think about the response of the system to a change in the percent opening of the
first valve.
Qualitative analysis: We begin by recognizing that the flow rate through a pipevalve combination depends on the pressure difference (Pin - Pout), assuming that
the flow rate is sub-sonic. When the first valve opening is increased, the flow into
the first vessel increases. The increase in vessel pressure will offer greater
resistance to the flow in and a greater driving force for the flow out. Therefore,
the vessel pressure is self-regulating.
Modelling: The mass balance for the gas in a vessel is given by the following.
d (mass )
in Fin out Fout inCv (vi 1 ) Pi 1 Pi outCv (vi ) Pi Pi 1
dt
Also, the mass in the vessel can be related to the pressure by the ideal gas law. If
the temperature is assumed constant, the derivative of mass is simply a constant
times the derivative of pressure.
PV ( MW )
RT
dP
RT d ( mass )
dt V ( MW )
dt
mass
Substituting, yields the expression that demonstrates the reliance of the pressure
derivative on the pressure
V ( MW ) dPi
inC v (vi 1 ) Pi 1 Pi outC v (vi ) Pi Pi 1
RT
dt
Therefore, the pressure in each vessel is self-regulating.
Note that the process is an interacting series of first-order systems.
02/06/16
43
McMaster University
5.5 You have obtained the graph in Figure 5.5 by making a step to a valve opening and
observing the dynamic response of the temperature. From the results of this experiment,
describe the physical process (order, dead time, etc.)
Change in Measured
Output (K)
3
2
1
0
-1
0
10
20
30
40
50
60
0
10
20
30
Time (min)
40
50
60
Change in valve opeining (%)
3
2
1
0
-1
Figure 5.5
The experimental data gives us valuable information about the process. In fact,
we will see in the upcoming topics that this type of information is exactly what is
used for designing control systems. However, the data shows the “input-output”
behavior only, and it does not provide sufficient information to enable us to
reconstruct the complete process structure.
Let’s see what we can conclude about the process.
02/06/16
The output variable attains steady state after a step change in the input.
We conclude that the process is stable and self-regulatory.
From the shape of the output to a step, which does not oscillate, we
conclude that the process is overdamped.
The output does not change perceptibly when the input variable is first
changed. This indicates a “dead time”. However, we cannot be sure about
the process structure that would yield this behavior. Recall that a series of
first-order processes has a step response with essentially no change for an
initial period; we call this “apparent dead time”. So, we conclude that the
process has either an actual time delay, e.g., a pipe, or a higher order,
overdamped process. Naturally, a combination of dead time and time
constants is also possible.
44
McMaster University
Since the output has no “inverse response” we conclude that no negative
zeros in the transfer function. Since the output does not overshoot its final
value, we conclude that positive zeros are not greater than the poles. In
short, the step response is smooth and monotonic in spite of any parallel
paths that might exist.
We can determine the steady-state gain from the graph, which is
Kp = (output)/ (input) 1.0 K/%open
We can determine the “speed” of the response, which we characterize
using the 63% time of the response.
t 63%
(
i
i ) 15 .0 min
i
As we see, we can learn a lot from the data, but we cannot describe the
process exactly.
5.6 We have models for several processes which we decide to connect in the process
structure shown in Figure 5.6. The input variable experiences a step change of 3.5 %
open. Describe the dynamic behavior based on qualitative and semi-quantitative
analysis, that is, do not simulate the process.
Tf
TR
A2
A-2
CP
fuel
v
v(s)
Tf(s)
G1(s)
Valve
opening
Reactor feed
temperature
TR(s)
G2(s)
Reactor
temperature
CP(s)
G3(s)
Product
Composition
A2(s)
G4(s)
Product
Composition
Measurement
Figure 5.6
02/06/16
45
McMaster University
The models for the system are given in the following.
1.2e 1s
5s 1
0.80 e 0.5s
G2 ( s)
(2 s 1)
G1 ( s)
G3 ( s )
1.5e 2 s
(3s 1)( 5s 1)
G4 ( s)
1.0e 0.5s
(1s 1)( 2 s 1)
We can determine a great deal about the dynamic response.
The processes are in series; therefore the overall transfer function is the
product of the individual process transfer functions.
Each individual process is satble (negative poles), so the series is stable.
The steady-state gain of the series is the product of the individual gains.
Kp = (1.2)(0.80)(1.5)(1.0) = 1.44 mole fraction/%open
From this result, we can calculate the steady-state change in the product
composition for a 3.5% change in the valve opening.
A1 = 1.44*3.5 = 5.04 mole fraction
The shape of the dynamic response can be determined in a qualitative
way. First, some dead time will exist. Second, the system is sixth order
and overdamped, because the roots of the denominator are all real. (Note
they can be factored.)
The “speed” of the process can be estimated from the 63% time of the step
response, which is the sum of the dead times and time constants of the
elements in the series.
t63% (1 0.5 2 2 3 5 0.5 1 2) 17 minutes
We could determine an approximate first-order with dead time model using the
moments method in Appendix D, but this effort is not usually warranted. We
already have a good understanding of the response, and we can simulate it easily
if more precise results are required.
Reaction: A B
5.7 The recycle process shown in
Figure 5.7 is to be analyzed in this
question.
Rate: -rA = kCA
Product (pure B)
Ff
FP
feed
Recycle (pure A)
Figure 5.7
02/06/16
Fr
Any inerts
appear here
after
separation
46
McMaster University
Information:
The initial steady-state reactor conversion in the isothermal, constant-volume
CSTR is 50%. Therefore, Ff = FR.
The separator has first order dynamics.
a.
Determine the dynamic behavior of the concentration of an inert that enters in the
fresh feed. The inert exits the separation unit in the bottoms stream that is the
recycle; none leaves in the product stream. (To simplify the analysis, assume that
the concentration of the inert is initially small, so that the chemical reaction and
the total flow rates are not affected by changes in the inert concentration.)
b.
Determine the response of the concentration of the reactant to a change in the
reactor temperature that reduces the reaction rate by 10%, i.e., from 50% to 45%.
a.
Qualitative analysis: We note inert material enters with the fresh feed and
does not exit the process. Therefore, inert must accumulate in the process,
leading to an increasing concentration. Thus, the inert composition is a non-selfregulatory variable. While the composition is initially small and might not affect
the process, it will ultimately increase sufficiently to affect the reaction and
separation.
We know from our Material and Energy Balances course that a recycle system
should have a purge to prevent an excessive concentration of inert. Naturally, the
purge can be costly due to loss of material; therefore, the purge rate is set to
achieve the acceptable inert concentration.
Quantitative analysis: For the inert component, component balances are required.
Note that we take advantage of the assumption that the total flows and reaction
rate are not affected, which is valid when the inert concentration is very small at
the initial part of the transient. The following balances can be derived.
Reactor feed concentration (mass fraction) (essentially steady-state mixing):
x fi ( s ) 0.50 x freshi ( s ) 0.50 x recyclei ( s )
Reactor outlet concentration (essentially, a mixing tank):
x reactori ( s)
1
Rs 1
x fi ( s)
Recycle concentration (first order dynamics given in statement)
02/06/16
47
McMaster University
x recyclei ( s)
2
x reactori ( s)
Ss 1
These equations can be combined to give a concentration response to a change in
the fresh feed concentration. We will select the reactor feed concentration. We
solve the linear equations simultaneously, by combining and eliminating variables
(using methods introduced in Chapter 4).
x fi ( s ) 0.50 x freshi ( s ) 0.50 x recyclei ( s )
0.50 x freshi ( s ) 0.50
2
x reactori ( s )
Ss 1
0.50 x freshi ( s ) 0.50
2
1
x fi ( s )
Ss 1 Rs 1
Solve for xfi(s),
2
1
x fi ( s) 1 0.50
0.50 x freshi ( s )
s
1
s
S
R 1
Rearrange to yield a transfer function,
x fi ( s)
x freshi ( s)
1 0.50( S s 1)( R s 1)
s S R s ( S R )
The model for the reactor feed inert concentration has an “1/s” in the transfer
function. This is a “pure integrator”. The quantitative analysis confirms our
conclusion from the qualitative analysis.
b.
Qualitative analysis: No reactant exits the process; therefore, all reactant
must be consumed by the chemical reaction. Since the reactor temperature has
decreased, the rate of chemical reaction decreases. Therefore, the initial response
must be an increase of reactant in the system. Is reactant concentration also a
pure integrator?
The difference is the concentration in the reactor affects the reaction rate, the
consumption of reactant A and production of product B. The reactant
concentration increases until the reaction rate attains its original value. Since the
temperature caused a 10% decrease in reaction rate, the concentration must
increase enough for the rate (kCA) to achieve a new steady state. To increase the
concentration, the recycle flow rate must increase.
The net effect is a reduction of the “single-pass” reactor conversion and an
increase in the recycle flow rate, so that the “overall conversion” attains its
previous value.
02/06/16
48
McMaster University
In practice, the best single-pass conversion depends upon side reactions and
energy costs for recycle.
Quantitative Analysis: The models and analysis for this system is presented in the
design example in Chapter 25. The large increase in the recycle is demonstrated.
The effect is sometimes called the “snow-ball” effect for the buildup of snow on a
ball as it rolls downhill on snow-covered ground. Some control designs can avoid
this behavior.
02/06/16
49
McMaster University
Solutions for Tutorial 6
Empirical Modelling
In this tutorial, you are going to apply the principles you have learned in Chapter 6 to identify a model of a
chemical process empirically. The non-isothermal CSTR shown in Figure 6.1 is considered in this
problem.
CA0
F
Solvent
CA
T0
vA
T
AB
Pure A
TC
TC
in
out
vC
FC
Figure 6.1 Non-isothermal CSTR with cooling coils.
Empirical Model Identification
An experiment has been performed to identify the model relating the reactor
concentration, CA, and the coolant valve opening, vC. A step change of +20 % was
introduced in vC, and reactor concentration was measured using an analyzer. The process
reaction curve is shown in Figure 6.2.
02/06/16
50
McMaster University
CA (mole/m3)
0.5
0.45
0.4
0.35
0
10
20
30
40
50
60
time (min)
70
80
90
100
0
10
20
30
40
50
60
time (min)
70
80
90
100
valve C (% open)
80
70
60
50
40
Figure 6.2 Process reaction curve for a step change in vC.
6.1
6.2
Determine the parameters for the first order with dead time model.
Critique your results carefully.
Before we begin to perform the calculations, we must thoroughly evaluate the experiment
and data to be sure that
1.
2.
the procedures were designed and performed correctly and
the data represents the process
Let’s begin with the experiment procedures for the process reaction curve method.
Process reaction curve
Is the input signal nearly a perfect step?
Are the assumptions of output behavior valid?
(i.e. smooth, S-shaped output response)
Did process begin at steady state?
Did the process achieve a new steady state?
Is the signal to noise ratio large enough?
Was the experiment repeated, process returned to initial
operation
02/06/16
True for this experiment?
Yes
Yes
Yes
Yes
Yes
No
51
McMaster University
We see that the essential features have been satisfied. We can proceed with caution if the
experiment has not been repeated.
Hint: Employ your understanding of the fundamental chemical engineering principles.
Now, let’s use our Chemical Engineering skills to evaluate the data.
During
the
experiment, cooling valve c was opened by 20%.
This should cool
the reactor.
Because of the
temperature dependence of the reaction rate, the rate should decrease.
Because the rate
decreased, the concentration of reactant should increase in the reactor.
However, the experimental data indicate that the concentration decreased! Therefore, a
severe inconsistency exists in the data. We should not use the data. We should repeat
the experiment.
Many possible explanations are possible; just a few are given in the following.
The feed temperature changed during the experiment.
The feed concentration changed during the experiment.
We plotted the % closed for valve c, but labeled it % open.
We must have data that conforms to the experimental methods and is consistent with chemical
engineering principles before we build empirical models for process control.
02/06/16
52
McMaster University
Two additional experiments, +20% and –20% changes in vC, were performed. The other
input variables were monitored to make sure there were no changes. The process
reaction curves for two different experiments are shown in Figure 5.3.
6.3
Discuss the good and poor aspects of these experiments for use with the process
reaction curve modelling method.
Process reaction curve
Is the input signal nearly a perfect step?
Are the assumptions of output behavior valid?
(i.e. smooth, S-shaped output response)
Did process begin at steady state?
Did the process achieve a new steady state?
Is the signal to noise ratio large enough?
Two steps to test for linearity
Agrees with engineering principles for chemical
reactor
Was the experiment repeated, process returned to initial
operation
True for this experiment?
Yes
Yes
Yes
Yes
Yes
Yes
Yes
No
Note that this data
satisfies the essential experimental criteria, and
is consistent with our qualitative understanding of the process dynamics.
We decide to use this data, given the careful monitoring of the process and two
experiments, which allows checking of results.
6.4
Determine the parameters for the first order with dead time model using two
different sets of experimental data.
For the step increase in the cooling valve opening:
= 20%
=
0.084 mole/m3
.63 = 0.053 mole/m3
t63% = 30 min
.28 =0.024 mole/m3
t28% = 14 min
Kp = / = 0.0042 [mole/m3]/% open
= 1.5 (t63% - t28%) = 24 min
= t63% - = 6 min
02/06/16
53
McMaster University
For the step decrease in the cooling valve opening:
= -20%
=
0.113 mole/m3
.63 = 0.71 mole/m3
t63% = 23.3 min
.28 =0.032 mole/m3
t28% = 12.8 min
Kp = / = 0.0057 [mole/m3]/% open
= 1.5 (t63% - t28%) = 15.8 min
= t63% - = 7.5 min
The graphs are not large, so that errors in reading the distances can lead to different
answers by different people. However, your answer should not be too different.
To check our calculations, you should plot the model on the same figure, so that the model can be
compared with the experimental data. This will enable you to visually check the accuracy of the model.
6.5
Compare the parameter values in part c obtained from two different experiments,
and explain any differences.
The model parameters are significantly different, compared with the likely errors
introduced by the calculation procedure. However, the process is non-linear, and the
changes in the valve opening are large compared with the maximum of 50% from its
initial valve of 50% open. These differences are not unexpected.
A key question is, “Can we design a computer control approach for a system with
dynamics that change with the magnitude in this example?”
We will see that the answer is YES, which makes the modelling effort worthwhile!
6.6
Discuss experimental designs that could help identify the problem encountered in
question 6.1.
At a minimum, the experimental design should include a (second) step that returns the
process to its original steady state. This gives a second set of data in the same operation.
The models determined from the two experiments should be similar, within the errors
introduced by sensor noise and graphical calculations.
If these models were very different, we would suspect a disturbance has occurred during
the experiment, and we would repeat the procedure.
02/06/16
54
McMaster University
CA (mole/m3)
0.6
0.55
0.5
0.45
0.4
0
10
20
30
40
50
60
time (min)
70
80
90
100
0
10
20
30
40
50
60
time (min)
70
80
90
100
0
10
20
30
40
50
60
time (min)
70
80
90
100
0
10
20
30
40
50
60
time (min)
70
80
90
100
valve C (% open)
80
70
60
50
40
CA (mole/m3)
0.5
0.45
0.4
0.35
0.3
valve C (% open)
60
50
40
30
20
Figure 6.3. Process reaction curves for the CSTR without any unmeasured disturbances.
02/06/16
55
McMaster University
Solutions for Tutorial 7
Selecting Controlled and Manipulating Variables
Before designing process control, we must know the control objectives!
7.1
Designing a feedback control system involves the selection of controlled and
manipulated variables, and sensors for measuring the controlled variables. In addition,
we have to know the possible disturbances occurring in the process in order to design a
control system with good dynamic performance.
In this exercise, you are going to select the variables to be controlled for the CSTR in
Figure 7.1 to satisfy the seven control objectives. The seven control objectives were
introduced in Chapter 2 and are listed in Table 7.1. Complete Table 7.1 by filling in the
selected controlled and manipulated variables, sensor principle (e.g., orifice meter) for
the measurements and the possible disturbances occurring in the CSTR. You may add
valves and sensors to the figure, if necessary.
Hint: Review the discussion on control objectives for the flash separator presented in
Chapter 2.
CA0
F
Solvent
T0
vA
CA
T
Pure A
Tc out
TC in
vc
FC
Figure 7.1 CSTR with heat exchange for the reaction system A B C.
02/06/16
56
McMaster University
Table 7.1 Control objectives for the non-isothermal CSTR.
Control
Objective
Controlled
Variable
Sensor
Principle
Manipulated
Variable
Disturbances
that would
affect the
controlled
variable
1.Liquid level
1. Pressure
difference
1. Valve after
pump
1. Flow in and
pump pressure
2 Liquid level
2. position of
float
2. valve in feed
pipe
2. feed pressure
Valve in
recycle back to
tank
Safety
Maintain liquid in
the reactor
Environmental
Protection
None
Equipment
Protection
Maintain flow
through the pump
Exit flow rate Head (P) across
through the pump orifice meter
Pump
pressure
Liquid
availability
Smooth Plant
Operation and
Production Rate
1. Reactor space 1. Liquid level
time
2. Reactor inlet 2. Inlet
concentration
concentration
3. Feed flow rate 3. total feed flow
4. Reactor exit
flow
4. flow rate
5. Reactor
temperature
5. Temperature
02/06/16
1. Pressure
1. valve after
difference
pump
2.
valve
in
2. Composition
reactant
analyzer
pipe
3. Pressure drop
across orifice 3. valve in
solvent
flow
4.
valve
in exit
4. Orifice head
pipe
1. Pressure of
pump
2. Pressure of
reactant
3. Pressure of
solvent
5. coolant flow
rate
5. coolant
temperature
and pressure
5. thermocouple
4. flow in and
level sensor
noise
57
McMaster University
Product Quality
Reaction product
concentration
Product
concentration
Composition
analyzer
1. Impurities
affecting
rate
2. Flow rate
3. Liquid
volume
4. Temperature
Reaction
environment,
temperature
Thermocouple or Valve in
coolant pipe
RTD
1. Coolant
pressure
2. Coolant
temperature
Profit
Optimization
Yield of valuable
(B) vs. undesired
(C) product
ABC
Monitoring and
Diagnosis
A. Yield of
valuable vs.
undesired product
B. Variability of
1. reactant
concentration
from set point
2. reactor volume
3. outlet flow
rate
Maximum
(?)
yield
1. low variance
2. low variance
3. acceptable
variance
C. Behavior of
input (disturbance)
variables
limited
disturbances
D. Calculated heat
transfer coefficient
near clean value
02/06/16
N/A
58
McMaster University
The control strategy is shown in the following figure. Recall that the “circles” with a “C”
within represents a controller. The first letter indicates the process variable being
measured; for example, “F” represents flow. The dashed line is connected to the valve
being manipulated. The controller applies the feedback principle. The calculations used
by the controller will be explained in the next topic.
Notes:
1.
2.
We have decided not to control the feed composition. We have decided to adjust
the reactant valve to control the product concentration of B.
We have controlled the reactor temperature. We can adjust the temperature value,
i.e., the controller set point, to affect the yield.
FC
T0
AC
LC
AC
TC
FC
TC
in
TC
out
FC
Discussion questions:
1.
2.
02/06/16
Why didn’t we control the reactant concentration of B by adjusting the
coolant flow rate?
Why don’t we maximize the yield by adjusting the coolant flow rate?
59
McMaster University
7.2
Discuss whether each of the following control designs satisfies the specified
control objective.
Control the flow in a pipe.
Control the flow in a pipe.
Control the pressure in an enclosed vessel.
Control the pressure in an enclosed vessel.
a.
b.
c.
d.
FC
a. Flow
Source at
P1
FC
b. Flow
Source at
P1
c. Pressure
Source at
P1
PC
PC
d. Pressure
Source at
P1
a. Yes, the sensor measures the flow rate and the valve changes the restriction for flow.
Thus, the flow through the pipe is controlled.
b. Yes, this is essentially the same as (a) above. Note that the location of the
measurement (before or after the valve) does not affect the application of feedback.
Feedback depends on a casual relationship.
c. Yes, the pressure is measured correctly in the vessel, and the pressure is influenced by
changing the restriction to flow in the (vapor) exit pipe.
d. No, the pressure is not measured in the vessel. Therefore, feedback control is not
possible.
02/06/16
60
McMaster University
7.3 Possibility of feedback control.
Engineers must be able to quickly determine whether feedback control is possible.
For many “straightforward” process systems, we can make this determination using
qualitative analysis of the process behavior. If we do not have sufficient insight, we can
develop mathematical models and perform identification experiments.
In this exercise, we will build our ability to use the modelling principles
developed in prior lessons to predict the behavior of process systems. Here, we will
apply qualitative reasoning to determine whether feedback control is possible for some
proposed designs. Feedback is possible if a causal relationship exist between the
manipulated and controlled variables. Later, we will consider other factors to find the
best variables, but now we will concentrate on the possibility of control.
In addition, engineers must actually do it in the real world. Thus we require
sensors and final elements (valves). The designs provide proposals for the equipment
associated with each design; we will evaluate these as well.
Prior to Chapter 8, we do not know what calculation is required to implement
feedback control. Therefore, we will look for the causal relationship. We recall that the
symbol for a controller is a circle or “bubble” with letters inside, such as “TC” for
temperature controller.
Scenario: You are working as an engineer and a colleague has asked you to
evaluate some designs that she has prepared. She says that she does not have as
much experience as you have in control and would appreciate your assistance.
For each of the designs, determine whether feedback control is possible and
evaluate the instrumentation recommendations.
The proposed designs are presented in Figure 7.3.
02/06/16
61
McMaster University
Hot fluid
(d)
Temperature Control:
• Manipulate the cooling
water flow
• Thermocouple sensor
• Globe valve
Cooling
water
TC
Hot fluid
(e)
Cooling
water
TC
Temperature Control:
• Manipulate the cooling
water flow
• bimetalic coil sensor
• Globe valve
Table 7.3 Proposed Control Designs with instrumentation recommendations.
02/06/16
62
McMaster University
Solutions for proposed designs
a)
The centrifugal pump increases the pressure of the
fluid, i.e., it provides “head”. The pump can operate at low
or no flow, at least for a short time; the speed of the rotor
does not determine the flow through the pump. Thus, the
fluid flow rate is determined by the “driving force”
(pressure) and the resistances to flow. The pump provides
the driving force and the valve provides an adjustable
resistance. Opening the valve increases the flow rate.
Yes, feedback control is possible. There is a causal
relationship between the valve (resistance) and the flow
rate
The orifice plate is a good sensor for clean fluids, and the
globe valve is the “workhorse” control valve body in the
process industries.
b)
The positive displacement pump has moving
components that define the liquid flow rate by the speed of
rotation or by the linear movement distance and speed.
Therefore the valve resistance does not affect the flow rate,
and if the valve is closed too far could result in damage to the
pump.
No, feedback control is not possible in this situation. The
operation of the pump could be adjusted to influence the
flow rate; in this case the control valve should be
removed.
c)
The pressure increase from a centrifugal pump
depends on the rotor speed – the fast the rotation, the higher
the pressure. A variable speed motor can be adjusted to
achieve the desired flow rate, which is more energy efficient
than adjusting a variable pressure drop (valve) in the pipe.
Increasing the speed increases the flow rate.
Yes, feedback control is possible.
d)
The temperature of the hot fluid needs to be
controlled because of changes in its flow rate and inlet
temperature. The heat transferred depends upon many
factors, including the tube film heat transfer coefficient and
the cooling water temperature. Increasing the cooling water
flow rate will (1) increase the tube film coefficient and (2)
decrease the average cooing water temperature in the tubes
(its flowing faster). Both changes will increase the heat
transfer and decrease the hot fluid exit temperature.
02/06/16
Hot fluid
(d)
Temperature Control:
• Manipulate the cooling
water flow
• Thermocouple sensor
• Globe valve
Cooling
water
TC
Hot fluid
(e)
Cooling
water
TC
Temperature Control:
• Manipulate the cooling
water flow
• bimetalic coil sensor
• Globe valve
63
McMaster University
Yes, feedback control is possible.
A thermocouple provides a good balance of cost and
accuracy. Again, the globe valve is a typical choice for a
clean fluid.
e)
The temperature sensor is located at the inlet to the
heat exchanger. The heat transfer in the exchanger does not
influence the fluid before it enters the exchanger. If we want
to control the temperature at the inlet, we must adjust heat
transfer upstream.
Hot fluid
(d)
Temperature Control:
• Manipulate the cooling
water flow
• Thermocouple sensor
• Globe valve
Cooling
water
TC
Hot fluid
(e)
Cooling
water
TC
Temperature Control:
• Manipulate the cooling
water flow
• bimetalic coil sensor
• Globe valve
No, feedback control is not possible with the equipment
shown.
The bimetallic coil is often used for local temperature
display; it is not used for sensors that transmit their readings.
f)
The temperature of boiling water at atmospheric
pressure is constant. Changing the heat transferred affects
the rate of boiling, but not the temperature of the boiling
water.
No, feedback control is not possible with the equipment
shown.
The diaphragm valve would not be used for clean, hot oil; it
is used for slurries at lower temperatures.
g)
In this example, the inlet flow is not manipulated, and
the valve in the exit pipe is manipulated. Certainly, the
outlet flow is influenced by the valve position (see (a)
above), so a causal relationship exists. Since the level is
unstable without control, feedback control is especially
important.
Yes, feedback control is possible.
Measuring the liquid level using differential pressure is one
of the common methods in the process industries. A needle
valve would not be used for control; a globe or ball valve
would be typical choices.
h)
The pressure in a pipe can be controlled by adjusting
one of the flows. We can prove this by formulating a
dynamic material balance. Naturally, successful control can
only be achieved over a range of flows; when the valve is
either fully opened or closed, control is no longer possible.
Yes, feedback control is possible.
02/06/16
64
McMaster University
A pressure sensor that deflected because of pressure and
converted the deflection to an electronic signal is used in
such circumstances. A globe valve is acceptable here.
i)
The pressure in a vessel can be controlled using the
exit (or inlet) flow. The principles are identical to the
previous design.
Yes, feedback control is possible.
A piezoelectric sensor generates a small electronic signal
when a pressure is applied; it can be used in this application.
j)
The conversion (or extent of reaction) depends on the
space time in the reactor. Clearly, the flow rate affects the
space time. The model for this system was derived in
Tutorial 3, which could be extended to the concentration of
CB.
Yes, feedback control is possible.
A sensor like refractive index can be used when the property
of the product is significantly different from reactant and
solvent. The level must be controlled, because it is unstable
without control.
k)
The conversion (or extent of reaction) depends on the
space time in the reactor. Clearly, the flow rate affects the
space time.
However, this process is more complex, some might say.
“Tricky.” For control to be successful, we need to have a
controller gain that has a non-zero gain. The gain can be
either positive or negative, but it should not change sign!
What happens in this example? The figure below shows that
the gain changes sign, because of the two reactions. In two
regions, control is possible, but would only function within
the region. At the maximum CB point, control is not possible
by adjusting the feed flow rate.
While control is possible, great care would have to be
employed when implementing. A different manipulated
variable, such as feed concentration should be investigated.
A ball valve would be an acceptable choice.
02/06/16
65
McMaster University
0 .7
CB cannot be controlled by
adjusting F
0 .6
Conc e ntra tion of B
0 .5
0 .4
0 .3
CB can be
controlled;
decrease the flow
rate to increase
CB
0 .2
0 .1
CB can be
controlled;
increase the flow
rate to increase
CB
0
0
0 .1
0 .2
0 .3
0 .4
0 .5
0 .6
0 .7
0 .8
0 .9
1
vo lu m e / flo w
Figure showing the effect of flow (and volume) on the effluent concentration of the
intermediate product B. When the flow is large (residence time is small) reducing the
flow gives more time to form B (since CB is small, the loss to C is small). When the
flow is small (the residence time is high) reducing the flow gives more time for the loss
of B to C (since CA is low and CB is high).
02/06/16
66
McMaster University
Solutions for Tutorial 8
The PID Algorithm
8.1
The Proportional-integral-derivative (PID) controller algorithm involves simple
calculations. Why was this important during the development of the algorithm and for
the practice of process control?
The PID controller was developed long before digital computation was available
for process control; it was developed in the 1930’s, while digital control began in
the 1960’s. Therefore, the controller calculations had to be implemented using
the concepts of analog computation, in which a physical system was designed and
built that followed the equations to the solved. For process control, pneumatic
computers were used. Their dynamic behavior, basically described by Newton’s
laws, were matched to behave like the PID equation. For this to be possible, the
equation was required to be simple.
However, the PID controller can give quite acceptable performance for many
process applications. As a result, the PID is available in essentially every digital
control system. It is the “work horse” of process control because a high
percentage the valves in the process industries are regulated by the PID algorithm.
Many new and more powerful algorithms have been developed for demanding
process applications. Even in these cases, the PID is typically used to provide
basic control, with the advanced algorithm at a higher level in a hierarchy. We
call this cascade control and will learn about it in Chapter 14.
8.2 The statement is made that the feedback controller affects stability and damping.
Demonstrate that this statement is correct for a proportional-only controller. Use the
three-tank mixer model from Example 7.2.
FS
solvent
FA
pure A
AC
Figure 8.2
02/06/16
67
McMaster University
We know that the transfer function relating an input-output pair for a feedback
control system is given in the following equation.
G p ( s)Gv ( s)Gc ( s)
CV ( s)
SP( s) 1 G p ( s)Gv ( s)Gc ( s)GS ( s)
We also know that we can determine the stability and damping of the system by
evaluating the roots of the characteristic equation, i.e., the denominator of the
transfer function. We will use the following models (individual transfer
functions) for the elements in the characteristic equation.
Proportional controller:
GC ( s) K C
Three-tank process:
GP ( s)Gv ( s)GS ( s)
0.039
(5s 1) 3
Substituting and rearranging, the characteristic equation is determined.
1 G p ( s )Gv ( s )Gc ( s )G S ( s )
1
KC K P
0
1 τs 3
1 5s 3 K C ( 0.039 ) 0
125 s 3 75 s 2 15 s 1 0.039 K c 0
Clearly, the controller (Kc) affects the equation! The roots of the equation for
various values of the controller gain are given below.
Kc =0
-0.2000
-0.2000 + 0.0000i
-0.2000 - 0.0000i
Kc = 50
-0.4499
-0.0751 + 0.2164i
-0.0751 - 0.2164i
Kc = 100
Kc = 150
-0.5148
-0.0426 + 0.2726i
-0.0426 - 0.2726i
-0.5604
-0.0198 + 0.3121i
-0.0198 - 0.3121i
Columns 5 through 6
Kc = 200
-0.5966
-0.0017 + 0.3435i
-0.0017 - 0.3435i
Kc = 250
-0.6273
0.0136 + 0.3700i
0.0136 - 0.3700i
Unstable!
We observe that the roots become complex at Kc = 50. This indicates some
oscillation in the dynamic behavior. Also, at Kc = 250, two of the roots have
positive real parts, which indicate unstable behavior.
02/06/16
68
McMaster University
8.3 Proportional Mode:
a.
What are the units of Kc? What is the sign for stabilizing negative feedback?
a.
The definition of the controller is
Gc ( s ) K c
MV ( s )
CV ( s )
Therefore, the units of the controller gain are (MV units)/(CV units). We note
that these are the inverse of the units for the process gain, Kp, although Kc1/Kp.
We look at the controller equation to determine the sign.
E (t ) SP(t ) CV (t )
1
MV (t ) K c E (t )
TI
0
E (t ' )dt'Td
d CV
I
dt
Let’s do a thought experiment, in which we will increase the set point by +1.0.
Since the error is defined as (SP-CV), the error will increase, i.e., its change will
be positive. Also, we assume that the process gain is positive, Kp > 0. Also, to
increase the CV, we know that the controller must increase the MV. As a result,
the controller gain (Kc) must be positive. We leave as additional exercises other
combinations of positive and negative set point changes and process gains.
After considering all combinations, we conclude that the product of the process
gain times the controller gain must be positive to give negative feedback control,
KpKc > 0.
8.3 Integral Mode:
a.
Determine the final value of the error from set point for a PI controller applied to
a first order process in response to a first-order disturbance. The disturbance is an
impulse in the feed concentration of A in the solvent stream.
b.
Determine the final value of the error from set point for a PI controller applied to
a first order process in response to a first-order disturbance. The disturbance is a
step in the feed concentration of A in the solvent stream.
c.
Determine the final value of the error from set point for a PI controller applied to
a first order process in response to a first-order disturbance. The disturbance is a
ramp in the feed concentration of A in the solvent stream.
The deviation for the error from set point is exactly the deviation of the controlled
variable (CV) from its initial value. The closed-loop transfer function for this
system is given below.
02/06/16
69
McMaster University
K d /( d s 1)
CV ( s)
D( s) 1 K 1 1 K P
C
TI s
( P s 1)
We will determine the final value by substituting the specific disturbance input
function and applying the Final Value Theorem.
a.
The disturbance is an impulse; its Laplace Transform is L(impulse) = C,
with C being a constant.
K d /( d s 1)
K
1 K C 1 1 P
T I s
( P s 1)
K d /( d s 1)
C
1 K C 1 1 K P
T I s
( P s 1)
CV ( s ) D( s )
lim sCV ( s) lim s C
s0
s0
K d /( d s 1)
0
1 K C 1 1 K P
TI s
( P s 1)
We see that the PI controller provides zero-steady-state offset for an impulse
disturbance. In fact, a proportional-only controller would achieve the same
desirable behavior; the verification is left as an exercise for you to complete.
b.
The disturbance is an step; its Laplace Transform is L(step) = C/s, with C
being a constant.
K d /( d s 1)
K
1 K C 1 1 P
T I s
( P s 1)
K d /( d s 1)
C
s 1 K 1 1 K P
C
TI s
( P s 1)
CV ( s ) D( s )
lim sCV ( s) lim s
s 0
s 0
K d /( d s 1)
C
0
s 1 K 1 1 K P
C
TI s
( P s 1)
We see that the PI controller provides zero-steady-state offset for a step
disturbance. Would we obtain the same desirable result for a Proportional-only
controller?
c.
The disturbance is an ramp; its Laplace Transform is L(ramp) = C/s2, with
C being a constant.
02/06/16
70
McMaster University
K d /( d s 1)
K
1 K C 1 1 P
T I s
( P s 1)
K d /( d s 1)
C
2
s 1 K 1 1 K P
C
TI s
( P s 1)
CV ( s ) D( s )
lim sCV ( s) lim s
s0
s0
K d /( d s 1)
Kd
0
K
K
s 1 K 1 1 P
C KP
C
TI
TI s
( P s 1)
C
2
We see that the PI controller does not provide zero-steady-state offset for a ramp
disturbance. Would the result change if we added a derivative mode to the
controller?
8.4 Derivative Mode: The derivative mode is described as a exact derivative. Rather
than exact derivative, it is often implemented using the equation below, which is the
Laplace Transform for the function. Suggest a reason for using the modified derivative
mode calculation in the following equation.
Derivative mode: GC ( s)
Td s
MV ( s )
KC
CV ( s )
1 Td s
The transfer function can be separated into two series calculations that help to
understand the overall behavior of the modified derivative mode.
CV(s)
1
(1 Td s )
First order
filter
K C Td s
MV(s)
Exact
derivative
The first term is a filter that reduces the “noise” in the signal. The parameter
alpha () is small, usually about 0.10, so that the filter does not unduly slow the
response of the derivative. The second term is the exact derivative which acts on
the signal after filtering.
The goal is to have an effective derivative mode without amplifying the high
frequency noise in the measured variable. The modified calculation is effective
when the noise is if much higher frequency than the dynamics of the process
variable, i.e., the critical frequency of the feedback system (see Chapter 10 for the
evaluation of the critical frequency).
02/06/16
71
McMaster University
8.5 A PID controller must be initialized every time it is “turned on” (or placed in
automatic) by the plant personnel. Some data is given for the situation when the
controller is placed in automatic; the controller equation is also given. Perform the
initialization calculation.
E (t ) SP(t ) CV (t )
1
MV (t ) K c E (t )
T
I
Data: Set point
Measured controlled variable
Derivative of the controlled variable
Signal to control valve
Controller Gain, Kc
Controller integral time
Controller derivative time
0
E (t ' )dt'Td
d CV
I
dt
= 100 C
= 98 C
0
= 63.7 % open
= 2.30 %/C
= 4.50 minutes
= 0.67 minutes
The initialization calculation determines the bias constant (I), so that the valve
does not “jump” when the controlled is turned on. We call this bumpless transfer.
The derivative is zero based on the data, and the integral mode is zero, because
the value of time is zero when the controller starts its calculation.
Now, we calculate the bias (I) so that the first calculation does not change the
signal to the valve.
E (t ) SP(t ) CV (t ) 2
MV (t ) K c E (t ) I
2.3( 2) I 63 .7
I 59 .1 %open
The signal to the valve, MV(t), will not change at the instant that the controlled is
placed in operation. The bias is never changed after the initialization calculation,
so that the controller can change the valve and control the CV!
02/06/16
72
McMaster University
Solutions for Tutorial 9
The PID Controller Tuning
9.1
The feedback PID controller has been implemented to control the concentration of
the reactant in the reactor effluent from a CSTR. The system is shown in Figure 9.1
Figure 9.1
a.
b.
We have learned that the controller tuning must consider the likely changes in
feedback dynamics. Identify several causes for the feedback dynamics to change
in this process, and for each cause, explain how the change affects the dynamics.
One of the major reasons for feedback control is to compensate for disturbances.
Identify several disturbances that would affect the reactant concentration.
a.
The dynamic behavior of the model between the pure feed flow rate and
the effluent concentration has been derived any times (see textbook Example 3.2
for assumptions and derivation) and is repeated below.
V
dC A
F (C A0 C A ) VkCA
dt
We can determine how changes in operating conditions affect the feedback
dynamics, if at all. For example, if we consider just one disturbance (total feed
rate) as well as the manipulated variable, we obtain the following models.
dC A'
C A' K F F ' K CA0 C A' 0
dt
with
02/06/16
KF
KCA0
=
=
=
(3.78)
V/(F+Vk)
(CA0 – CAs)/(Fs+Vk)
F/(F+Vk)
73
McMaster University
A model for each input can be derived by assuming that the other input is constant (zero
deviation) to give the following two models, one for each input, in the standard form.
Effect of the disturbance:
Effect of the manipulated variable:
dC A'
C A' K CA0 C A' 0
dt
dC A'
C A' K F F '
dt
(3.79)
(3.80)
Clearly, the feedback dynamics depend on
The total feed rate
The reactor volume
The temperature, because of the temperature dependence of the rate
constant, k
We can determine the effects from specific changes in sign and magnitude by
using the analytical expressions.
b.
Many changes will influence the operation of the chemical reactor and
affect the effluent concentration. Some examples are given below.
Disturbance
Feed pressure
Solvent pressure
Reactor volume
Feed and solvent
temperatures
The solvent valve
A change in pressure changes the flow rate of pure A,
even when the valve % open does not change
A change in pressure changes the flow rate of solvent,
even when the valve % open does not change
The volume affects the “space time” available for
reaction
The reactor temperature affects the rate constant
A deliberate change in the solvent flow valve opening
changes the reactor feed concentration and the total
flow rate and “space time”
We must recognize the sources of disturbances so that we can prevent as many as
possible and ensure that the feedback control adequately responses to those
remaining. For example, we have concluded that we should control the reactor
level and temperature. Also, we see the need to control some flow rates to reduce
the effects of pressure disturbances. We will use multiple PID controllers to
achieve the improvements, so that we must learn the basics of PID control well in
Chapters 7-9.
02/06/16
74
McMaster University
9.2
a.
b.
Let’s consider the objectives for the controlled variable, which we must
understand to design successful feedback control systems.
Several measures of controlled variable “overall” deviation from set point are
possible, for example integral of the absolute value of error (IAE) and integral of
the error squared (ISE). Compare the two measures.
Discuss other measures of controlled variable performance.
a.
The two measures are defined in the following equations.
IAE | SP CV | dt
0
ISE
SP CV dt
2
0
Both measures “accumulate” deviations from set point during the transient. Also,
they prevent negative and positive values of the errors from canceling each other.
They are very useful in summarizing a complete transient response with one
number.
The primary difference is the increased weighting that ISE gives to large
errors. Often, large errors (deviations from set point) reduce performance
much more than small disturbances; ISE penalizes large disturbances more
than small.
In some cases, the loss of performance is proportional to the deviation
from set point; IAE is appropriate for these cases.
The engineer must analyze the process, quality control and economics to select
the correct performance measure. Typically, tuning based on IAE or ISE are
similar.
b.
Maximum deviation: Perhaps, the most common measure of CV performance,
other than IAE or ISE, is the maximum deviation from set point. The maximum
deviation must be below a threshold to prevent a hazardous condition (leading to
a unit shutdown) or very poor product quality (leading to wasted product).
Rise time: A simple measure of the system’s ability to follow a change in
command, i.e., set point, is the rise time. In some situations, material produced
during a transition between set points cannot be sold; it is waste. In these
situations, rise time, and perhaps, settling time, is very important.
Standard deviation: When we consider a long set of data when the plant has been
subject to many (nearly random) disturbances, we use the standard deviation of
the data from the set point, not from its mean value.
02/06/16
75
McMaster University
9.3
Let’s consider the objectives for the manipulated variable, which we must
understand to design successful feedback control systems. Why do we have
objectives for the manipulated variables? Give some examples.
The first observation is that we must change the value of the manipulated variable
to achieve control. Also, the changes must be rapid enough to return the
controlled variable to its set point “quickly”. This is required for good CV
performance.
However, we should determine limits on the manipulated variable.
Very high frequency changes to the manipulated variable will not
influence the controlled variable because they will be “filtered” by the
process. We should avoid them because they would damage a control
valve over a long time.
Very large, rapid changes are often avoided to prevent damage to
equipment. For example, large (fast) changes to a distillation reboiler can
cause a high pressure at the bottom of the tower, which can cause a high
vapor flow rate and damage to trays.
A manipulated variable should remain within maximum and minimum
values where equipment operates properly. For example, an excessively
high fuel rate to a boiler can damage the tubes, and too low a reflux flow
rate can lead to poor separation due to dry trays.
9.4
We have collected dynamic data from several different feedback control loops
using the PID algorithm. For each, estimate whether the performance is good or not, and
when not, diagnose the cause and suggest changes to improve performance. Use the
guidelines presented in the textbook for the evaluation; we know that the control
performance goals depend on the specific application.
02/06/16
76
McMaster University
a. The performance appears good.
The controlled variable achieves zero
steady-state offset.
The dynamic system is stable.
The process has a dead time of about 5
minutes; therefore, very fast response is not
possible.
The initial change in the MV is nearly
equal to the final value, which is good.
The CV settling time is good.
The overshoot of the CV past the set
point and the MV past its final value are
moderate and acceptable.
Process:
Controller:
Kp = 1.0
Kc = 0.90
Dead time = 5
TI = 7.0
Time constant = 5
02/06/16
Controlled Variable
8
6
4
2
0
0
20
40
60
Time
80
100
120
0
20
40
60
Time
80
100
120
Manipulated Variable
12
10
8
6
4
2
0
S-LOOP plots deviation variables
Controlled Variable
1.5
1
0.5
0
-0.5
0
20
40
60
Time
80
100
120
0
20
40
60
Time
80
100
120
2
Manipulated Variable
b. The performance appears good.
The controlled variable achieves zero
steady-state offset.
The dynamic system is stable.
The process has a dead time of about
5 minutes; therefore, very fast response is
not possible.
The initial change in the MV is nearly
equal to the final value, which is good.
The CV settling time is good.
The overshoot of the CV past the set
point and the MV past its final value are
moderate and acceptable.
Process:
Controller:
Kp = 1.0
Kc = 0.90
Dead time = 5
TI = 7.0
Time constant = 5
S-LOOP plots deviation variables
10
1.5
1
0.5
0
-0.5
Note that the only difference between cases (a) and (b) is
high frequency variation. This could be due to sensor
noise or high frequency process disturbances. They are
much faster than the feedback dynamics and cannot be
controlled.
77
McMaster University
Controlled Variable
1
0.8
0.6
0.4
0.2
0
-0.2
0
20
40
60
Time
80
100
120
0
20
40
60
Time
80
100
120
Manipulated Variable
10
8
6
4
2
0
-2
The large overshoot in the manipulated variable would
generally not be acceptable. However, if the
manipulated variable were cooling water, this might be
OK.
S-LOOP plots deviation variables
1.4
1.2
Controlled Variable
d. The performance appears good for this
difficult process
The controlled variable achieves zero
steady-state offset.
The dynamic system is stable.
The process has 9 minutes of dead time;
therefore, very fast response is not possible.
The initial change in the MV is small,
about 40% of its final value, but this is
expected because aggressive control of a
process with a large fraction dead time is not
possible with feedback.
The CV rise time and settling time are
long because of the long process dead time.
The overshoot of the CV past the set
point is very small.
Process:
Controller:
Kp = 1.0
Kc = 0.40
Dead time = 9
TI = 5.0
Time constant = 1
S-LOOP plots deviation variables
1.2
1
0.8
0.6
0.4
0.2
0
0
20
40
60
Time
80
100
120
0
20
40
60
Time
80
100
120
1.4
Manipulated Variable
c. The performance appears questionable.
The controlled variable achieves zero
steady-state offset.
The dynamic system is stable.
The process has no dead time;
therefore, very fast response is possible.
The initial change in the MV exceeds
its final value by a factor of about 9.
The CV settling time is good.
The overshoot of the CV past the set
point is very small, and the rise time is
extremely fast.
Process:
Controller:
Kp = 1.0
Kc = 10.0
Dead time = 0
TI = 7.0
Time constant = 5
1.2
1
0.8
0.6
0.4
0.2
0
This process has a long dead time and is difficult to
control. While the control performance is much worse
the case (a), it is not because of a problem with the
controller.
If we want to improve the performance, we should use
our engineering skills to shorten the dead time.
Alternatively, we could evaluate the use of new
methods (cascade and feedforward) that are introduced
later in the course. Something to look forward to!
02/06/16
78
McMaster University
9.5 Your goal is to control the
concentration of B in the reactor effluent
by adjusting the pure A control valve.
Determine the tuning for the proposed
PID controller based on the data in
Figure 9.5, with concentrations in
mole/m3 and time in minutes. Show all
calculations and briefly explain decisions
you make.
02/06/16
79
McMaster University
8
CB effluent
7
6
5
4
0
5
10
15
20
25
30
35
40
45
50
16
CA effluent
14
12
10
8
0
5
10
15
20
25
30
35
40
45
50
0
5
10
15
20
25
30
35
40
45
50
0
5
10
15
20
25
Time
30
35
40
45
50
35
CA0 Feed
30
25
20
15
valve opening, %
60
58
56
54
52
50
Figure 9.5. Data from process reaction curve experiment.
02/06/16
80
McMaster University
The procedure is shown on the following graph. Note that we do not estimate the models
for the intermediate variables (CA0 and CA), because we need the dynamics between the
final element (valve) and the measured controlled variable (CB).
8
CB effluent
7
0.63
6
0.28
5
Zero time
starts
here!
4
0
5
10
15
20
25
30
35
40
45
50
30
35
40
45
50
valve opening, %
60
58
56
54
52
50
0
5
10
15
20
25
Time
= 1.5 ( t63% - t28% ) = 1.5 ( 13.4 – 8.56 ) = 7.2 minutes
= t63% - = 13.4 – 7.2 = 6.2 minutes
Kp = / = 2.5 mole/m3 / 10% open = 0.25 (mole/m3)/%open
PID tuning from the Charts, Figure 9.5 a-c.
/(+ ) = 6.2/(13.4) = 0.47
02/06/16
KcKp = 0.9
Kc = 0.9/0.25 = 3.6 %open/ (mole/m3)
TI/(+) = 0.67
TI = 0.67 (13.4) = 9.0 min
Td/(+) = 0.06
Td = 0.06 (13.4) = 0.80 min
81
McMaster University
9.6 We know that a chemical process has many variables to control. How can we achieve
good control by using the PID algorithm for feedback, since it is limited to a single
measured controlled variable and a single manipulated variable?
It might help if you considered a process example. The CSTR is shown in Figure 9.6.
We want to design controls for the four measured variables.
T
F
Vapor
product
P
feed
L
CW
Liquid
product
Figure 9.6
The most widely used approach is to control each CV with an individual PID
controller, which adjusts an individual manipulated variable, i.e., valve. Thus,
each controller has one CV and one MV; we refer to the choice of which MV to
adjust to control a CV as loop pairing. We term a design that employs several
PID controllers as “multiloop control”.
Recall that each controller is completely independent from the others, and no
communication is shared among the controllers. We recognize immediately that
these controllers will “interact”, so the possibility exists for poor (or improved)
performance because of the multiple loops. The topic of loop pairing will be
covered later in the course. Now, we are concentrating on designing one
feedback loop and making it perform well.
02/06/16
82
McMaster University
A possible multiloop design for the example in this question is shown in the
following figure. Each controller (FC, LC, etc.) is an individual PID controller
using one measured value and adjusting one valve.
PC
TC
FC
fo
fc
LC
fo
CW
fo
As an exercise, you should discuss this design and determine whether it “makes
sense”. We will learn a design procedure later.
02/06/16
83
McMaster University
Solutions for Tutorial 10
Stability Analysis
10.1
In this question, you will analyze the series of three isothermal CSTR’s show in Figure
10.1. The model for each reactor is the same at presented in Textbook Example 3.2, which is
repeated in the figure. To simplify, we will assume that a 1% change in the valve will cause a
1 mole/m3 change in the feed composition, CA0. The effluent concentration of reactant is
controlled by adjusting the pure reactant flow rate to the mixing point using a proportionalintegral controller.
C A0 ( s )
mole / m 3
1
v( s )
%open
C Ai ( s )
0.503
C Ai 1 ( s ) (12 .4 s 1)
CA0
CA1
CA2
AC
v
The unit of time is minutes. The sensor
and final element (valve) dynamics are
negligible.
CA3
Pure
reactant
Figure 10.1
Answer the following questions. (Hint: Use the MATLAB program S_LOOP for the
calculations.)
a.
b.
c.
d.
e.
Determine the characteristic equation.
Determine the poles (roots of the characteristic equation) for a closed-loop system with a
proportional-only controller for values of the controller gain (0, 15, 30, 45, 60, 75).
Plot the poles determined in part (b).
Discuss the expected dynamic behavior obtained for each of the results in part (b).
Determine the tuning for a PI controller using the Zeigler-Nichols method.
a.
The characteristic equation is the denominator of the closed-loop transfer
function. For this system, it is
1 G p ( s )Gv ( s )G c ( s )G S ( s )
1
b&c.
KC K P
1 τs
3
1
K C ( 0.503 ) 3
1 12 .4 s 3
0
The characteristic equation can be rearranged to
3 s 3 3 2 s 2 3s (1 K 3p K c ) 0
The results for the five values for Kc are plotted in the following figure.
02/06/16
84
McMaster University
Three roots are the
same for Kc=0
0.5
0.4
0.3
0.2
Imaginary
0.1
0
-0.1
-0.2
-0.3
-0.4
-0.5
-0.3
-0.25
-0.2
-0.15
-0.1
-0.05
0
0.05
Real
Values for all three roots are plotted. We note that the system becomes unstable (the real
part becomes positive) between the Kc values of 60 and 75.
d.
The roots are all real for Kc = 0. We expect that the behavior will be critically
damped (no oscillation).
The roots with Kc > 0 are complex. We expect oscillatory behavior, which
becomes stronger as the imaginary parts become larger in magnitude.
When the real parts are negative, the oscillations decrease in magnitude; when
the real parts are positive, the oscillations increase in magnitude.
e.
We apply the Zeigler-Nichols tuning method. The “open-loop” transfer function
is every element in the feedback loop, with the controller being a proportional-only with
Kc = 1.
0.503
GOL ( s )
12 .4s 1
3
The frequency response is evaluated by setting s=j and evaluating the amplitude and
phase angle for various values of the frequency, . The resulting plot was generated
using S_LOOP.
02/06/16
85
McMaster University
Amplitude Ratio
10
10
10
10
10
BODE PLOT OF GOL
0
-1
-2
-3
-4
10
-2
-1
10
Frequency, w (rad/time)
10
0
Phase Angle (degrees)
0
-50
-100
-150
-200
-250
-2
10
-1
10
Frequency, w (rad/time)
10
0
The critical frequency is 0.1396 rad/min, and the amplitude ratio at the critical frequency
is 0.0159 %open/ (mole/m3).
Ku = 1/0.0159 = 62.9 mole/m3/%open
Pu = 2/c = 6.28/0.1396 = 45.0
Kc = Ku/2.2 = 28.6 mole/m3/%open
TI = Pu/1.2 = 37.5 min
The dynamic behavior obtained with this tuning is given in the following figure for a step
set point change.
02/06/16
86
McMaster University
S-LOOP plots deviation variables (IAE = 58.6424)
Controlled Variable
2
1.5
1
0.5
0
0
50
100
150
200
250
Time
300
350
400
450
500
0
50
100
150
200
250
Time
300
350
400
450
500
Manipulated Variable
40
30
20
10
0
-10
We note that the behavior is too oscillatory and is not acceptable. We conclude (again)
that the Zeigler-Nichols tuning is not the best available method. (Let’s remember that
they developed the concepts and procedures in the 1940’s, well before digital
computation.)
This question demonstrated the application of two methods for stability analysis;
pole evaluation and Bode. Both methods are based on an analysis of the
characteristic equation of the closed-loop system.
10.2
The results from textbook Example 10.12 give tuning for feedback control of several
series of first order systems, different numbers of elements in the series. The results are
repeated in Table 10.2.
Table 10.2
n
1
3
5
7
c
0.35
0.145
0.096
Process:
02/06/16
AR|c
-0.122
0.348
0.484
CV ( s ) 1.0
MV ( s ) 5s 1
Kc
3.72
1.31
0.94
TI
-15.0
36.1
54.5
n
87
McMaster University
a.
b.
Rank the results based on how aggressively each manipulates the manipulated variable
from most to least aggressive.
Discuss why limitations might exist in a real process to very aggressive adjustments.
a.
We note that the controller gain decreases and the integral time increases with
increasing “n”. Therefore, the controller in most aggressive for small “n” and becomes
progressively less aggressive as “n” increases.
We also note that for n=1, the controller gain is infinite, which is not practical. This will
cause the final element to bounce between is maximum and minimum limits.
b.
Very aggressive (large and frequent) changes to the manipulated variables can
cause damage to equipment or cause the equipment to operate improperly. Note that this
is not a general rule, but in many practical cases, the engineer must tune for moderate
changes to the manipulated variable, while achieving the desired performance for the
controlled variable.
An example (form Chapter 9) is given below.
This question demonstrates that good control performance requires more than
stability and more than good controlled variable behavior.
10.3
Zeigler-Nichols tuning was determined for two process models in textbook Example
10.13. The results are repeated below. Perform the calculation for a third process with
the following model, and discuss the results.
Plant A:
CV ( s ) 1.0e 2 s
MV ( s ) (8s 1)
New Case:
02/06/16
Plant B:
CV ( s ) 1.0e 8s
MV ( s ) (2s 1)
CV ( s ) 1.0e 5s
MV ( s ) (5s 1)
88
McMaster University
Parameter
c
ARc
Ku
Pu
Kc
TI
Td
Plant A
0.86
0.144
6.94
7.3
4.1
3.65
0.91
New Case
Plant B
0.32
0.84
1.19
19.60
0.70
9.8
2.45
The calculations can be performed by hand (trial and error) or using S_LOOP.
The results of the analysis are given in the following figure, where GOL(jw) are plotted.
Amplitude Ratio
BODE PLOT OF GOL
10
10
10
10
-0.1
-0.2
-0.3
-0.4
10
-2
-1
10
Frequency, w (rad/time)
10
0
Phase Angle (degrees)
0
-50
-100
-150
-200
-250
-2
10
The critical frequency is between
-1
10
Frequency, w (rad/time)
10
0
0.40554
and 0.40633
The amplitude ratio at the critical frequency is 0.44196
Ku = 1/0.442 = 2.26
Pu = 2/c = 6.28/0.406 = 15.5
Kc = Ku/1.7 = 1.33
TI = Pu/2.0 = 7.75
Td = Pu/8 = 1.94
We note that the tuning is less aggressive than Plant A and more aggressive than Plant B.
This question demonstrates that the tuning becomes less aggressive as the
feedback dynamics become slower, with increasing dead time and time constant.
02/06/16
89
McMaster University
10.4
You have tuned a PID controller using the Ziegler-Nichols method. You know that the
process gain (KP) changes due to equipment changes (e.g., heat exchanger fouling,
catalyst aging) and variability in operating conditions (e.g., production rate). For
purposes of this question, we will assume that only the gain changes.
a.
How large a change in process gain will cause the closed-loop system to become
unstable?
We know that “small” or “reasonable” changes to the gain are acceptable. What is this
reasonable range?
b.
a.
The process gain affects the amplitude ratio but NOT the phase lag of GOL. Also,
the Zeigler-Nichols method provides a gain margin of approximately 2. Therefore, we
expect that an increase in the process gain of about a factor of 2 will cause instability.
b.
There is not exact rule for the sensitivity because of difference objectives for the
controlled variable behavior for different process applications. However, we have seen in
part (a) that a factor of 2 will be unacceptable for most tuning rules.
control performance, IAE
Also, we have seen in Chapter 9 that small changes (about 25%) do not strongly
influence control performance, when the controller is properly tuned. A typical result is
repeated in the figure below.
60
Bad
40
?
20
0
0
0.5
1
1.5
controller gain
2
This question demonstrated the importance of a “reasonable” margin from the
stability limit. The engineer must understand the variation occurring in the
process when deciding the appropriate margin for a specific application.
02/06/16
90
McMaster University
10.5
Processes have variables that are stable and unstable without process control.
a.
For the distillation tower in Figure 10.5, identify two examples of variables in both
categories.
For each variable, discuss why it is stable or unstable, as appropriate.
For each variable, decide whether the variable should be controlled automatically.
For the variables identified in part (c) as needing automatic control, select a manipulated
variable. (Hint: The manipulated variables should be valves.)
b.
c.
d.
To flare
PAH
PC-1
PV-3
L4
P3
TAL
T5
LC-1
17
F3
F7
16
dP-1
15
T6
AC-1
T10
3
TC-7
T20
dP-2
2
F4
1
LAH
LAL
LC-3
F9
F8
Figure 10.5
a&b.
Unstable:
L-1 which is a level with a pumped exit flow rate
L-2 which is a level with a pumped exit flow rate
These variables are unstable because the level has no effect of the flows in or out (they
are NOT draining tanks). If the flows in and out are not exactly equal, the level will
empty or fill completely.
02/06/16
91
McMaster University
Stable:
Feed temperature T-20. This is stable, because as the temperature increases, the heat
exchanger duty tends to decrease. Thus, the temperature will reach an “equilibrium or
steady state.
Bottoms flow F-8. This is stable because equilibrium is quickly reached between the
head provided by the pump and the head required for a steady state flow.
c&d.
L-1: Yes, it must be controlled. The flow of either the reflux or the distillate product can
be manipulated to control the level.
L-2: Yes, it must be controlled. The flow of the bottoms product can be manipulated to
control the level.
T-20: This could be controlled, but it is not necessary. In this design, no valve is
available for controlling the feed temperature. The variations in the temperature will be a
disturbance to the distillation tower.
F-8: This is influenced by the valve in the liquid bottoms product pipe. However, the
level L-2 uses this valve. Therefore, the flow is not controlled to a specific value; it is
changed to ensure that L-2 does not empty or overflow.
This question demonstrates the analysis to identify unstable process variables.
These must be controlled by feedback.
10.6
The distillation process in Figure 10.6 has two feedback analyzer controllers. Should you
tune each controller using the Zeigler-Nichols method?
Figure 10.6
The Zeigler-Nichols method assumes that the process model, Gp(s), is the model between
the valve and the measured variable to be controlled. However, in this situation, the
relationship between a valve and a sensor includes not only the process, but also the
“other” controller. Therefore, the Zeigler-Nichols method is not appropriate.
02/06/16
92
McMaster University
The situation is shown in the following figure, where the relationship between MV1 and
CV1 is influence by controller Gc2.
“direct path”
G11(s)
MV1(s)
+
CV1(s)
“interaction path”
G21(s)
G12(s)
MV2(s)
SP2(s)
+
-
Gc2(s)
G22(s)
+
+
CV2(s)
You will learn about multiloop system in Chapter 20.
This question warns us that tuning a several multi-loop controllers is different
from tuning each controller as a single-loop.
02/06/16
93
McMaster University
Solutions for Tutorial 11
Digital Control
Your goal is to control the
concentration of B in the reactor effluent
by adjusting the pure A control valve.
11.1
In Tutorial 9, your determined the tuning
for the proposed PID controller based on
the process reaction curve in Figure 9.5,
with concentrations in mole/m3 and time
in minutes. The results are reported here.
= 1.5 ( t63% - t28% ) = 1.5 ( 13.4 – 8.56 ) = 7.2 minutes
= t63% - = 13.4 – 7.2 = 6.2 minutes
Kp = / = 2.5 mole/m3 / 10% open = 0.25 (mole/m3)/%open
PID tuning from the Charts, Figure 9.5 a-c.
/(+ ) = 6.2/(13.4) = 0.47
KcKp = 0.9
Kc = 0.9/0.25 = 3.6 %open/ (mole/m3)
TI/(+) = 0.67
TI = 0.67 (13.4) = 9.0 min
Td/(+) = 0.06
Td = 0.06 (13.4) = 0.80 min
The analyzer to be used for control is not continuous; it provides a new measurement
from a sample every 10 minutes. Estimate the tuning for a PID controller.
First, we note that the controller execution period should be not be shorter than
the time between new measurement values. This guideline makes sense because
there is no advantage to perform feedback without (new) information about the
controlled variable.
We will apply the guideline that tuning should be calculated using the modified
dead time, which is the sum of the process dead time and one half of the
execution period of the controller.
’ = + t/2 = (6.2 + 5) = 11.2
02/06/16
94
McMaster University
PID tuning from the Charts, Figure 9.5 a-c.
’/(’+ ) = 11.2/(18.4) = 0.61
KcKp = 0.7
Kc = 0.7/0.25 = 2.8 %open/ (mole/m3)
TI/(’+) = 0.61
TI = 0.6 (18.4) = 11.04 min
Td/(’+) = 0.10
Td = 0.1. (18.4) = 1.84 min
We note that the tuning is less aggressive, with a smaller controller gain and
larger integral time.
11.2 Suppose that you had an option to purchase a different analyzer with a faster
measurement period for the feedback control system in Tutorial Question 11.1. What
would be a good sample period?
We would like to have a faster sample period, so that we could improve the
feedback control performance. Naturally, a period of 0.0, which is a continuous
measurement, would be ideal. Perhaps, a continuous measurement is not possible
or is very costly. Therefore, we would like to determine the slowest sampling
period that would not significantly affect the control performance.
The textbook provides a guideline that the sampling period should be less than
5% of the t63% of the process reaction curve. An acceptable sampling period is
calculated below using the guideline.
Sampling period = t = 0.05 (13.4) = 0.68 minute
11.3 The textbook gives advantages and disadvantages for distributed computing in a
digital control system. Discuss additional advantages and disadvantages.
Advantages
1.
2.
3.
Low initial cost, because the smallest system requires limited equipment.
Possible to perform control near the sensor and valve, reducing
transmission time.
Information for processes that are far apart geographically can be used for
control and monitoring.
Disadvantages
1.
2.
02/06/16
High cost for a single controller compared with an analog system, because
the digital system requires more infrastructure.
Control at the sensor and valve requires more time to repair, because a
person must travel to the local, which could be 100s of meters.
95
McMaster University
3.
4.
5.
6.
More parallel equipment would increase the failure rate, although the
impact of each failure would be limited because of the few controllers per
computer.
Equipment from different vendors is difficult to integrate. The ability to
integrate is termed “interoperability”.
Loss of the LAN would not directly affect feedback control; however, the
operating personnel could not monitor or intervene.
The communication between processors must not be at too high a rate to
prevent overloading the LAN.
11.4 Search library references and the internet for examples of on-stream analyzers that
provide essentially continuous and that provide periodic, sampled measurements.
Describe examples of sampled measurements and why these sensors do not provide
continuous values.
11.5 Search library resources and the internet for information on new digital technology for
sensors, valves and signal transmission between the control room and the field devices (sensors
and valves). You can use the following key worlds; smart sensors, digital valve positioners,
fieldbus. Briefly describe advantages and disadvantages for (a) digital sensors, (b) digital
computation at the valve, and (c) digital signal transmission.
02/06/16
96
McMaster University
Solutions for Tutorial 12
Stability Analysis
12.1
A colleague states, “A filter in a feedback control loop influences stability. In fact, it
could cause instability when added to a loop that had been stable.” You are not sure that the
statement is correct. Investigate the issue and determine whether the statement is true or false.
Naturally, you will provide clear explanations and concise mathematical evidence.
We know that elements in the feedback loop affect stability. This can be demonstrated
by showing that all elements in the characteristic equation of the closed-loop system
affect stability.
The block diagram for a feedback loop with a filter is given in the following block
diagram.
D(s)
SP(s)
E(s)
Gd(s)
CV(s)
MV(s)
+
GC(s)
+
Gv(s)
GP(s)
+
GS(s)
Gf(s)
CVf(s)
CVm(s)
Clearly, the filter is in the feedback loop. In addition, the filter appears in the
characteristic equation, as shown in the following transfer function.
Gd ( s)
CV ( s )
D( s )
1 G p ( s )G v ( s )G c ( s )G f ( s )G S ( s )
Therefore, the first part of the statement by your colleague is
correct; a filter affects stability!
Is it likely that a filter will destabilize an otherwise stable loop? The answer depends
upon the value of the filter time constant. The guideline is that the filter time constant
should be small compared with the feedback dynamics, i.e., f < 0.05 (+). Let’s look at
an example; we will extend an example from Chapter 9 of the textbook, with the results
in the chapter repeated in the following figure.
02/06/16
97
McMaster University
We will evaluate the stability, i.e., the gain margin, without and with a filter. The Bode
stability analysis gives the following results with the tuning in the figure and no filter.
Amplitude Ratio
BODE PLOT OF GOL
10
0
10
-2
-1
10
Frequency, w (rad/time)
10
0
Phase Angle (degrees)
-50
-100
-150
-200
-250
-300
-350
-2
10
-1
10
Frequency, w (rad/time)
10
0
The critical frequency is between 0.41382 and 0.41477
The amplitude ratio at the critical frequency is 0.32213
We repeat the calculation with a first-order filter with a time constant of 0.50. The plot is
nearly the same and the numerical results are given in the following.
The critical frequency is between 0.3705 and 0.37135
The amplitude ratio at the critical frequency is 0.34543
We see that the amplitude is slightly higher; thus, the affect of the filter is to destabilize
the system. However, the effect is minor (insignificant) when using the guideline that the
maximum filter time constant is 5% of the feedback t63%.
02/06/16
98
McMaster University
Set filter time constant small compared to feedback dynamics, f < 0.05 (+)
12.2 You have performed the controller tuning procedures described in Chapter 9 (process
reaction curve for dynamics and correlations for tuning) for the stirred tank heater shown in
Figure 12.2. The tuning is given below. Determine the scaled controller gain, proportional band
and reset time, which might be required in a commercial controller.
Figure 12.2
Kc = -2.1 K/% open
TI = 8.1 minutes
Td = 0.9 minute
Temperature sensor is 50-200 C
The valve is fail closed
The hard work has been completed. Here, we simply need to “convert units”. We use
the following relationships.
(Kc)s = Kc (CVr)/MVr)
PB=100/(Kc)s.
TR = 1/TI
For this example,
(Kc)s = Kc (CVr)/MVr) = -2.1 K/%open (150K)/(100 %open) = -3.15 (dimensionless)
PB = 100/|-3.15| = 31.7 (always positive)
TR = 1/TI = 1/8.1 = 0.123 repeats per minute
Let’s recall that we have not changed anything in the controller or PID performance.
However, we must observe the standards used in various commercial digital control
software.
02/06/16
99
McMaster University
12.3 Consider the calculation of a digital first-order filter. Write pseudo-code for the
initialization and normal execution of the filter.
The initialization should provide a smooth transition. Therefore, the first value of the
filter output is set to the current measurement. On subsequent executions, the equation
for the first-order filter is calculated.
% pseudo-code for first order filter
% the inputs are
%
the initialization flag INIT = true for initialization
%
The current measured value (MeasV)
%
% stored values
%
the previous filter output (PVN_1)
%
the filter constant alpha = 1 - exp (-t/f)
%
% output variable
%
the current filter variable (PVN)
%
% determine if initialization
IF INIT = true
PVN
= MeasV;
PVN_1 = MeasV;
END
% IF INIT
% Calculate the filter
PVN = alpha*MeasV + (1-alpha)*PVN_1;
PVN_1 = PVN;
% store for next iteration
12.4 The flash process introduced in Chapter 2 is shown in Figure 12.4. Determine the failure
position for each of the control valves. We know that we must analyze the entire process,
including sources and sinks for all flows, before determining the failure positions. For this
exercise, consider only the equipment in the figure.
02/06/16
100
McMaster University
T6
Feed
T1
Vapor
product
P1
P 1000 kPa
T5
T2
T 298 K
Methane
Ethane (LK)
Propane
Butane
Pentane
F1
T4
F2
T3
L1
F3
Process
fluid
Liquid
product
A1
Steam
L. Key
Figure 12.4
The failure positions are given in the following table along with a brief explanation.
Valve
Failure
position
Process fluid to heat exchanger
Steam to heat exchanger
Feed flow
Vapor leaving drum
Liquid leaving drum
closed
closed
closed
open
open
Explanation
Reduce heating to closed heat exchanger
Reduce heating to closed heat exchanger
Reduce flow in of material to closed vessel
Prevent high pressure in closed vessel
Prevent high pressure in closed vessel
(Note that this could lead to zero flow through a
pump and flow to another closed vessel.)
12.5 Diagnose the performance of the closed-loop system using a PID controller. Suggest
changes for improving the performance, if warranted.
S-LOOP plots deviation variables
Reactor temperature (K)
2.5
2
1.5
1
0.5
0
control valve position (% open)
-0.5
10
20
30
40
50
60
0
10
20
30
Time (minutes)
40
50
60
10
5
0
-5
-10
02/06/16
0
101
McMaster University
First, we consider the CV performance, temperature. We have no knowledge of the dead
time or time constant, so we cannot judge the performance.
We note that the manipulated variable experiences very large (up to 10%) high frequency
variation. This does not improve the CV performance, and it is fast enough to wear out
the valve.
As a first step, we could filter the derivative mode (only). If this does not provide
sufficient improvement, the derivative mode could be eliminated by setting the derivative
time to zero.
02/06/16
102
McMaster University
Solutions for Tutorial 13
Feedback Control Performance
13.1
The process in Figure 13.1 has a single-loop feedback controller using the PID algorithm.
We seek to maintain the product composition within 0.10 mole/m3 of the set point for all
disturbances. The feedback dynamics between the heating valve and the analyzer and the
disturbance dynamics between the feed composition and the analyzer are given in the models.
heating stream
F
2
A1( s ) 0.11e 44s
v( s)
(54 s 1)
A1( s ) 0.50 e 42s
XF ( s ) (35 s 1)
Feed
composition
F
1
T
2
T
3
packed bed
reactor
A1 is product composition
(mole/m3)
v is the valve affecting the heating
stream (% open)
XF is feed composition (mole/m3)
Time is in seconds
a.
AC
1
product
Figure 13.1
A feed composition disturbance occurs that can be approximated by a sine. The
disturbance magnitude is 0.50 mole/m3 and the period is 6280 s/cycle, i.e., its frequency is
10-3 rad/s. Without simulating, do you think that the feedback control can maintain the
product composition within the desired maximum deviation?
Solution: We want to determine the behavior of the closed-loop system. Before starting,
we will tune the PID controller, which is required for the quantitative calculations to
check our answer. We will use the tuning correlations in the textbook.
The fraction of dead time is equal to 44/98 = 0.45. From Ciancone’s tuning
correlation,
KcKp = 0.9
TI/(+) = 0.66,
TD/(+) = 0.07
The PID tuning parameters are:
Kc = 0.9/(-.11)
TI = 98(0.66)
TD = 0.07(98)
02/06/16
= -8.2 %open/ mole/m3
= 64.7 s
= 6.9 s
103
McMaster University
The closed-loop behavior in the time domain for a step set point change shows that the
tuning is reasonable.
S-LOOP plots deviation variables (IAE = 82.9779)
1.4
Controlled Variable
1.2
1
0.8
0.6
0.4
0.2
0
0
100
200
300
Time
400
500
600
0
100
200
300
Time
400
500
600
Manipulated Variable
0
-2
-4
-6
-8
-10
-12
-14
Now, how good is the performance for a sine input with a frequency of .001 rad/s? We
know that the feedback controller will function well for disturbances at frequencies much
lower than the feedback critical frequency. Also, feedback is not effective at much
higher frequencies (but the process attenuates the disturbance). Near the critical
frequency, the control performance will be worst.
The critical frequency for this feedback loop is defined by the following equation.
180 (360 / 2 ) tan 1 ( )
The trial and error solution gives c = 0.044 rad/s.
The disturbance frequency is much small that the critical frequency of the closed-loop
system. Therefore, we predict that the control performance should be good.
This qualitative analysis is confirmed by the quantitative calculation, here performed
using S_LOOP. The amplitude ratio is .035; therefore, the output amplitude would be
(0.5 mole/m3/mole/m3)(0.035 mole/m3) = 0.0175 mole/m3 << 0.10 mole/m3. Therefore
the control performance would be acceptable.
02/06/16
104
McMaster University
CLOSED-LOOP DISTURBANCE BODE PLOT
0
Amplitude Ratio, |CV| / |D|
10
Frequency, w (rad/time)
Disturbance frequency
b.
Here, we repeat part (a) with a different disturbance frequency. A feed composition
disturbance occurs that can be approximated by a sine. The disturbance magnitude is
0.50 and the period is 300 s, i.e., its frequency is about .02 rad/s. Without simulating, do
you think that the feedback control can maintain the product composition within the
desired maximum deviation?
In this case, the disturbance frequency is near the critical frequency of the closed-loop
system. Therefore, a quick estimate of the output amplitude (K d*D = 0.5*0.50 = 0.25)
is greater than the maximum allowed amplitude. In fact, essentially the same answer is
obtained using the frequency response above from the quantitative calculation. In this
case, we predict that acceptable dynamic performance cannot be achieved. Other
methods are required to improve performance, and some will be introduced in subsequent
chapters.
This question demonstrated the importance of the disturbance frequency on
feedback control performance. Disturbances near the critical frequency are not
affected by feedback and not reduced by process time constants.
13.2 The series of first order processes in Figure 13.2 without control experiences an input
disturbance that can be approximated as a sine. The input has a magnitude of 1.0 and a frequency
of 0.333 rad/min. Determine the output of each system in the series, and discuss the results.
Each of the systems has the same dynamic model, given in the following equation.
X i 1 ( s )
0.80
X i ( s)
(3s 1)
time in minutes
02/06/16
X1
X2
X3
…...
XN+1
Figure 13.2.
105
McMaster University
The amplitude ratio for each of the systems is given below.
G( j )
0.80
1 (3 * .333 )
2
0.80
0.566
1.414
The amplitude ratio for a series process is the product of the individual amplitude ratios.
n
n
G( j )
0.80
1 (3 * .333 ) 2
n
0.80
n
0.566
1.414
We see that the amplitude ratio for each system is less than one and that the series
amplitude ratio is the amplitude ratio for single system to the nth power. Therefore, the
amplitude ratio will decrease as the series has more elements.
X1
X2
This result is important, because we learn
that a series of process (with AR<1) will
reduce the effect of a periodic disturbance
without control. Let’s look at a couple of
typical process systems.
The temperature in a series of heat
exchangers or the feed composition in a
series of chemical reactors will behave as we
have seen for a series system.
X3
…...
XN+1
Heat exchangers in series
inlet
.........
T0
CSTRs in series
inlet
C0
.........
The question demonstrated that a series of processes (with an amplitude
ratio less than 1.0) can attenuate a periodic disturbance, even if no control is
applied.
02/06/16
106
McMaster University
13.3 In the previous questions, the amplitude ratio had the same or smaller value than the
disturbance gain for every system. Is this relationship true for all process systems?
The chemical reactor without feedback control in Figure 13.3 has the following transfer function,
which is derived in Appendix C of Marlin (2000).
T ( s)
(6.07 s 45 .84 )
2
Fc ( s ) ( s 1.79 s 35 .80 )
K p ( lead s 1)
2 2
s 2 s 1
with
K p 1.28 K /(m 3 min)
lead 0.132 min
0.167 min
0.15
Figure 13.3
The coolant flow rate (v2) input is a sine. What is the amplitude ratio of the output to the input?
(Hint: You may want to use a software package for the calculation, such as SOFTLAB or write a
short MATLAB program.)
Before investigating the frequency response, let’s understand the qualitative behavior of
this process. We observe that the process is second order, and from Chapter 5, we know
that a second order system can be overdamped, critically damped or underdamped. The
underdamped systems will tend to oscillate, even if the input does not oscillate. The
reactor model demonstrates that the process is underdamped, because the damping factor,
= 0.15 << 1. The figure below shows the behavior of the temperature to a step change
in coolant flow, where we clearly see the oscillatory nature of the process.
DYNAMIC SIMULATION, Soop plots deviation variables
l
Reactor Temperature (K)
2.5
2
1.5
1
0.5
0
0
1
2
3
4
5
6
0
1
2
3
Time (min)
4
5
6
3
Coolant Flow (m /min)
0
-0.2
-0.4
-0.6
-0.8
-1
Now, we evaluate the frequency response over a range of input frequencies and plot the
amplitude ratio in a Bode plot. The results are given in the following figure.
02/06/16
107
McMaster University
Approaches steady-state gain
10
PROCESS (GP) BODE PLOT
1
3
Amplitude Ratio, |T|/|Fc| (K/(m/min)
Resonance
10
10
0
-1
-2
10
10
0
1
10
Frequency, w (rad/min)
10
2
We note that the amplitude ratio at very low frequencies is 1.28, which is the magnitude
of the steady-state gain. (The limit of very low frequencies is steady state.) In addition,
the amplitude ratio becomes small at very high frequencies, as occurs in all processes.
However, we see that at intermediate frequencies, the amplitude is much greater than the
steady-state value. Clearly, the system amplifies the effect of the input at frequencies
near the resonance frequency. We must avoid disturbances near the critical frequency for
underdamped systems.
This question showed that an underdamped system can increase the amplitude
of a periodic disturbance. Note that most feedback control systems are
underdamped. Therefore, disturbances near the critical frequency are highly
undesirable.
02/06/16
108
McMaster University
13.4 In this question, we will again consider the packed bed reactor that was used in Tutorial
Question 13.1. The basic information is repeated below.
heating stream
F
2
A1( s ) 0.11e 44s
v( s)
(54 s 1)
A1( s ) 0.50 e 42s
XF ( s ) (35 s 1)
F
1
T
2
Feed
composition
T
3
packed bed
reactor
A1 is product composition
(mole/m3)
v is the valve affecting the
heating stream (% open)
XF is feed composition
(mole/m3)
Time is in seconds
AC
1
Set point
product
Figure 13.4
In this question, we will investigate the behavior in response to step inputs (rather than sine
inputs, as was done in Question 13.1.). Each step input will be investigated individually.
a.
A step disturbance occurs in the feed composition with a magnitude of 0.50 mole/m3. We
seek to maintain the product composition within 0.10 mole/m3. Is this performance
possible using the feedback control show in the figure?
We could simulate the system to answer the question. However, let’s first apply our
knowledge and see if we can answer the question without simulation. The feedback
controller cannot immediately influence the controlled variable, because of dead time
(and inverse response, if it existed in this process). Therefore, the disturbance will not be
influenced by feedback for the dead time in the feedback process.
The dead time in the feedback process is 44 seconds. The disturbance will be unaffected
for 44 seconds, and the step response for those 44 seconds is calculated in the following.
(Note that the disturbance dead time does not influence this calculation, because
disturbance dead time just delays the time when the effect is observed in A1.)
A1(t ) ( XF ) K d (1 e t / d )
(0.50 )0.50(1 e 44 / 35 ) 0.25(. 716 ) 0.179 mole / m 3 0.10 mole / m 3
The deviation of 0.179 is the smallest possible using feedback, and it is too large! We
conclude that the required control performance cannot be achieved by the process and
feedback control loop. We can take steps to reduce the disturbance or evaluate some of
the advanced methods in subsequent chapters (cascade, feedforward, etc.)
02/06/16
109
McMaster University
Let’s simulate the control system to confirm our prediction. We use the PID tuning
determined in the solution to Question 13.1. The results are given in the following figure,
with the variables in deviation from their initial values.
S-LOOP plots deviation variables (IAE = 17.9256)
Controlled Variable, A1
0.2
0.15
0.1
0.05
0
0
100
200
300
400
500
600
500
600
Manipulated Variable, heating valve
Not influenced by feedback
3
2.5
2
1.5
1
0.5
0
0
100
200
300
Time (s)
400
We see that the maximum deviation is close the minimum calculated above.
b.
A step set point change is introduced to the feedback composition controller with a
magnitude of 0.50 mole/m3. We seek to change the product composition to its new value
(within a small deviation) within 200 seconds. Is this performance possible using
feedback control as show in the figure?
We could simulate the system to answer the question. However, let’s first apply our
knowledge and see if we can answer the question without simulation. The feedback
controller cannot immediately influence the controlled variable, because of dead time
(and inverse response, if it existed in this process). Therefore, the controlled variable will
not “track” the set point change for at least the feedback dead time, and longer because of
the time constant. (Note that information about the disturbance is not used in this part of
the answer.)
The dead time in the feedback process is 44 seconds. The controlled variable will be
unaffected for 44 seconds; then, it will respond faster than an open-loop step change
because of the overshoot in the manipulated variable.
Let’s evaluate the response of the controlled variable to a step in the manipulated variable
(without feedback). We do this because the calculation is simple and the response of the
controlled variable will be slower than for the closed-loop set point change. The step
response requires one dead time plus three time constants to approach its final value; for
this process the time would be (44+3*54) = 206 seconds. This is on the order of the 200
seconds required. Since the feedback response will be faster, we predict that the required
control performance can be achieved.
Let’s simulate the control system to confirm our prediction. We use the PID tuning
determined in the solution to Question 13.1. The results are given in the following figure,
with the variables in deviation from their initial values.
02/06/16
110
McMaster University
Not influenced by feedback
S-LOOP plots deviation variables (IAE = 41.0869)
Controlled Variable, A1
0.7
0.6
0.5
0.4
0.3
0.2
0.1
Manipulated Variable, Heating valve
0
0
50
100
150
200
250
300
350
400
0
50
100
150
200
Time (s)
250
300
350
400
0
-1
-2
-3
-4
-5
-6
-7
We see that the control performance is achieved, as predicted!
This question showed the importance of dead time on control performance.
It also demonstrated that we can estimate the performance for step inputs in
the time domain using simple principles about the process dynamics.
13.5 The temperature of a stirred tank heat exchanger will be controlled using a single-loop
feedback PID controller. Two designs in are proposed Figure 13.5a/b. Select the control design
from these two proposals that would give the better feedback performance.
A
B
FC
1
L
1
feed
FC
1
L
1
feed
TC
2
product
product
TC
2
F
2
T
3
F
2
T
3
heating stream
heating stream
Figure 13.5a
02/06/16
Figure 13.5b
111
McMaster University
A. We observe that the feedback path includes the valve, heat exchanger and liquid in the
tank. This could be very slow, depending on the equipment designs.
B. The feedback path in this design includes the mixing point. These dynamics will be
much faster than design A. Therefore, this design will provide much better feedback
control performance.
Note that we have made a relatively small change to the process equipment and obtained
a substantial improvement in control performance!
13.6 The temperature of a stirred tank heat exchanger will be controlled using a single-loop
feedback PID controller. Two designs are proposed; Design B is the same as A except that a
mass of metal is in the tank. Select the control design for these two proposals that would give the
better feedback performance (faster response of the controlled variable) for a set point change in
TC-2.
A
B
FC
1
FC
1
L
1
feed
L
1
feed
TC
2
product
TC
2
F
2
T
3
F
2
T
3
heating stream
product
heating stream
Figure 13.6
Note: This question is analogous to determining the effect of catalyst (thermal capacitance) on
dynamic performance.
We observe that we have increased the “thermal holdup” in the stirred tank, because the
heat capacity (energy/volume) of metal is higher than of a typical liquid. The result is
slower dynamic response to the changes in coolant. Therefore, Design A, with faster
feedback dynamics, would give better performance for a set point change.
The last two questions showed that comparing the feedback performance of
competing designs can be achieved without simulation in limited cases by
applying principles and knowing the (relative) process dynamics.
02/06/16
112
McMaster University
13.7 The control design in Figure 13.7
has been proposed. Three different
sizes for the globe control valve have
been proposed. Which of the valve
sizes do you recommend and explain
why?
Valve stem position* at
steady-state design conditions
A. 10%
B. 70%
C. 90%
Feed
composition
F
2
F
1
T
2
T
3
heating stream
packed
bed
reactor
Figure 13.7
* Stem position is the signal to the valve from the controller (0-100%)
AC
1
product
When we discuss the valve size, we mean the Cv, which is the flow rate at design
conditions through the valve at 100% open. The Cv can be determined from information
from valve manufacturers. The valve size increases with the pipe size for the valve.
The control equipment capacities are selected to provide good performance at the
expected, design conditions and to be able to adjust the manipulated variable in response
to differences from the design conditions, which can be due to the following
Inaccuracy in the models used for design (which always exist)
Disturbances in operation from expected conditions, e.g., feed composition,
cooling water temperature or pump exit pressure
Changes to the operating condition, for example, to produce a new product
Another important factor is the ability to change the manipulated variable with sufficient
precision, i.e., the change the valve opening in small increments to have “smooth”,
continuous changes to the manipulated flow rate.
Let’s evaluate the proposed valve sizings in light of the discussion above.
A.
B.
C.
02/06/16
The valve is 10% open at design conditions. Clearly, the valve has a large
capacity and could be adjusted for changes from no flow to nine times the design
flow (if the relationship between flow and opening were linear). However, the
valve is being operated nearly closed during expected operation. This valve
would have very poor precision; small errors in the valve opening would
constitute large changes in flow. This valve size is not recommended.
The valve is 70% open at design conditions. It can be adjusted to increase the
flow rate by about a factor of two from design. Also, the precision should be
good at this location in the valve opening. This valve size is recommended.
This valve is 90% open at design conditions. Clearly, the flow cannot be
increased much; this valve has too small a capacity. This valve is not
recommended.
113
McMaster University
Solutions for Tutorial 14
Cascade Control
Cascade control can dramatically improve the performance of feedback control systems,
when it is designed and implemented correctly. This tutorial provides exercises on the
proper design of cascade control. Recall that the cascade design criteria provide the
basis for the proper selection of cascade control; these criteria should be used during this
tutorial.
14.1
a.
Furnace coil outlet temperature control in Figure 14.1.
Determine whether the cascade control is possible as designed. If not, make
appropriate changes to achieve cascade control.
FC
PC
TC
FC
Figure 14.1 Fired heater process with simplified control.
02/06/16
114
McMaster University
a. Yes, cascade is possible because the design satisfies the cascade design criteria.
1.
2.
3.
4.
5.
b.
Control without cascade is not N/A for determining if cascade is possible.
acceptable.
But, it is important to determine when
cascade is recommended!
Secondary variable is measured
Yes
Indicates a key disturbance
see responses for each disturbance
Influenced by the manipulated Yes
valve
Secondary dynamics faster
Yes
For each of the following disturbances, determine whether the cascade design,
after modifications in part a (if needed), will perform better, the same, or worse
than single loop feedback (TC valve).
1) fuel supply pressure: Cascade is better. The flow controller will compensate for the
disturbance. Whether the secondary corrects for the complete disturbance
depends on the flow sensor. See the discussion below for a few situations.
Orifice meter (gas fuel): The typical orifice meter is calibrated for a constant
pressure, so that the relationship between the pressure difference and the flow is
given in the following.
actual flow:
F K P /
measurement: F K P
Since the density changes with pressure, maintaining the flow measurement (P)
constant does not maintain the actual flow constant. The flow measurement
indicates the change in flow, so that the secondary partially compensates for the
disturbance. However, the secondary controller cannot compensate completely
for the pressure disturbance. Some compensation must be made by the primary to
correct for the flow measurement error.
Mass flow meter (gas fuel): The mass flow rate can be measured by a mass flow
meter, such as a coriolos meter. The total heat release depends on the mass flow
rate for light gas hydrocarbon fuels without hydrogen (Duckelow, S., Intech, 3539 (1981)). Therefore, maintaining mass flow rate constant will completely
compensate for pressure changes. Cascade control with mass flow control would
perform better than with an orifice meter. However, the mass flow meter will be
more costly.
Orifice meter (liquid fuel): The density of the liquid does not depend on the
pressure. Therefore, the orifice meter provides a good measurement, and the
secondary controller can compensate for the pressure disturbance completely.
Cascade control will provide good performance.
02/06/16
115
McMaster University
2) fuel density (composition): Cascade is better. Again, the improvement possible
using cascade control depends on the sensor used and the change in heating value
for changes in density.
Gas fuels: The situation is basically the same as for the pressure disturbance. The
orifice meter does not provide complete compensation, and a mass flow meter
will provide complete compensation. See Duckelow (Intech, 35-39 (1981) for a
discussion of this situation.
3) fuel control valve sticking: Cascade is better. The fuel flow meter will immediately
sense the deviation in flow and correct the flow. Note, if the stiction is serious,
the flow will oscillate, which would degrade control performance and could lead
to unsafe conditions. A valve positioner could correct the effect of moderate
stiction, but mechanical correction should be performed to reduce the stiction.
4) feed temperature: Cascade is neither better nor worse; the performance is the
same. The secondary measured variable is not affected by the feed temperature.
Therefore, cascade provides no compensation.
Follow-up question: Answer the same question for other disturbances.
1.
02/06/16
Now it’s your turn to define the disturbance! What other variables are likely to
change for the process and how would the cascade controller perform?
116
McMaster University
14.2
Bottoms composition analyzer control for distillation in Figure 14.2.
a.
Determine whether the cascade control is possible as designed. If not, make
appropriate changes to achieve cascade control.
For each of the following disturbances, determine whether the cascade design,
after modifications in part a (if needed), will perform better, the same, or worse
than single loop feedback (ACvalve)
b.
PC
LC
F
R
Z
D
A
q
XD
V
LC
B
AC
FC
XB
Figure 14.2. Two-product distillation with basic regulatory control.
02/06/16
117
McMaster University
a. Yes, cascade is possible because the design satisfies the cascade design criteria.
1.
2.
3.
4.
5.
b.
Control without cascade is not N/A for determining if cascade is possible.
acceptable.
But, it is important to determine when
cascade is recommended!
Secondary variable is measured
Yes
Indicates a key disturbance
see responses for each disturbance
Influenced by the manipulated Yes
valve
Secondary dynamics faster
Yes
For each of the following disturbances, determine whether the cascade design,
after modifications in part a (if needed), will perform better, the same, or worse
than single loop feedback (AC valve).
1. Heating medium temperature: Cascade is the same. The temperature of the heating
medium does not affect the flow measurement significantly. Therefore, the
cascade and single-loop controllers would perform essentially the same.
2. Feed temperature: Cascade is not better. The temperature of the distillation feed
does not affect the flow measurement significantly. Therefore, the cascade and
single-loop controllers would perform essentially the same.
3. Reflux flow rate: Cascade is not better. The reflux flow rate does not affect the
reboiler heating flow measurement significantly. Therefore, the cascade and
single-loop controllers would perform essentially the same.
4. Heating medium supply pressure: Cascade is better. The pressure influences the
heating medium flow rate, which is measured by the flow sensor. The secondary
controller can quickly adjust the reboiler valve to correct for pressure
disturbances. Whether the secondary flow controller compensates for the
disturbance completely depends whether the flow sensor measures the flow
accurately for changing pressure. See the discussion for the fired heater for
further details.
Follow-up question: Answer the same question for other disturbances.
1.
02/06/16
Now it’s your turn to define the disturbance! What other variables are likely to
change for the process and how would the cascade controller perform?
118
McMaster University
14.3
For a cascade control design, the sensor for the secondary variable should provide
good
accuracy
reproducibility
noise moderation
correct
A constant bias in the secondary measurement will not seriously degrade the control
performance. The primary controller will adjust the secondary set point to correct for a
small bias. Remember, a sensor with good reproducibility is often less expensive than a
highly accurate sensor.
14.4
For a cascade control design, the sensor for the primary variable should provide
good
accuracy
reproducibility
noise moderation
correct
Nothing can correct errors in the primary sensor. Therefore, the primary sensor must
achieve the accuracy needed for the process application.
02/06/16
119
McMaster University
Solutions for Tutorial 15
Feedforward Control
Feedforward adds a new control approach that can significantly improve dynamic
performance when properly designed and implemented. Recall that the feedforward
design criteria provide the basis for the proper selection of feedforward; these criteria
should be used during this tutorial.
15.1 For the processes in the following figure, determine whether feedforward control
is possible, whether it will improve dynamic performance, and if yes to both, sketch the
feedforward control on the figure.
Heat exchanger with by-pass flow: The controlled variable is the temperature and the
manipulated variable is the split of the process flow between through the exchanger and
the by-pass. The measured disturbance is the inlet temperature.
Measured
disturbance
T
c.w.
TC
Controlled
variable
Figure 15.1. Heat exchanger.
First, let’s discuss the process.
02/06/16
Does a causal relationship exist? Certainly, the by-pass flow affects the outlet
temperature after the mixing point; the greater the percentage by-passed, the
warmer the controlled variable.
120
McMaster University
Valve
stem
How does the three-way valve
work? The sketch shows two
plugs attached to the valve stem.
As the stem moves, both plugs
move in the same direction. As
a result, one opening for flow
becomes larger, while the other
opening becomes smaller. Each
opening leads to a different flow
path. In this example, one path
is to the heat exchanger, and the
other is to the by-pass.
Thus, one valve can split the flow in two different paths, while the total flow does
not have to be changed.
Second, let’s address feedforward control.
1.
Is feedforward control possible? We refer to the feedforward design criteria.
We conclude from the table that feedforward is possible.
1. Is feedback alone unsatisfactory
2. Measured feedforward variable
Discussed next
Yes
3. Variable indicates important disturbance Yes
4. no relationship between manipulated and Yes
disturbance and feedforward variables.
5. Disturbance dynamics not faster than Yes
feedback
2.
Is feedforward likely to improve control performance? The answer would be
“yes” for a feedback control system that has dynamics that are difficult to control.
These would include
long dead time
many and long time constants
inverse response
02/06/16
121
McMaster University
However, the feedback system in this process involves mixing and a fast sensor.
Therefore, the feedback dynamics are very fast.
Because the feedback dynamics are very fast, we expect the feedback
performance to be very good.
We would not recommend feedforward
compensation for this process.
15.2
In this question, you will consider a packed bed reactor experiencing feed
composition disturbances. The reactor shown in Figure 15.2 is similar to the
process in textbook Example 15.1; however, the effluent composition is not
measured, so that feedback is not possible. Determine whether feedforward
control is possible and desirable. If yes to both questions, sketch the feedforward
controller on the figure and derive the feedforward controller transfer function
using the modelling information in textbook Example 14.1.
FC
2
V
A2
F1
T2
T1
Figure 15.2 Packed bed Chemical reactor with feed composition disturbance.
02/06/16
122
McMaster University
To evaluate the possibility of feedforward, we refer to the feedforward design criteria.
1. Is feedback alone unsatisfactory
Clearly, yes.
Feedback control of
effluent composition does not exist in
this example.
2. Measured feedforward variable
Yes
3. Variable indicates important disturbance Yes
4. no relationship between manipulated and Yes
disturbance and feedforward variables.
5. Disturbance dynamics not faster than Yes (no feedback)
feedback
Therefore, we conclude that feedforward is possible. Also, we conclude that we
should obtain a significant performance improvement because no composition
feedback exists. We recommend feedforward in this situation.
Feedforward controller
AY
2
FC
2
V
A2
F1
T2
T1
AC
1
02/06/16
123
McMaster University
15.3 You can use feedforward principles in everyday life, but not everywhere. Here,
you can decide when to use feedforward in typical decisions.
Case
a
b
c
Decision
Stock selection for
investing
Baking bread in an oven
Driving an automobile
Controlled variable
Maximum return
Disturbance
Cost of energy
Oven temperature
Position in lane
Room temperature
Bump in the road
a.
We can measure many events that affect world energy prices, such as discoveries
of oil and gas, wars, political conflicts, and so forth. If we act quickly, we might
gain an advantage. Feedforward could provide over feedback after energy prices
change.
b.
The room temperature has a very small effect on the oven temperature. Also, the
room temperature is not likely to change rapidly. Feedforward is not
recommended.
c.
If we can see the bump before we hit it, we can take evasive action and miss the
bump. Feedforward is recommended.
15.4
For feedforward control (used in conjunction with feedback), the sensor for the
disturbance variable should provide good
accuracy
reproducibility
noise moderation
correct
Note: Feedback would correct for a bias in the feedforward sensor. Feedforward only
needs to correct for changes in the measured disturbance variable.
15.5 After feedforward control has been implemented, what changes should we make
to the feedback controller tuning?
make more aggressive because the controlled variable will stay in a narrow range
make less aggressive because feedforward will “do most of the work”
make no change
correct
Note 1: The feedforward controller does not change the feedback process dynamics.
Therefore, the feedback controller tuning should not be modified.
Note 2: If the feedforward and feedback signals were multiplied, as it would if feedback
were added to textbook figure 15.14, the feedback gain would be affected; therefore, the
controller gain (KC) should be modified. See textbook Section 16.3 and Figure 16.5.
02/06/16
124
McMaster University
Solutions for Tutorial 18
Level and Inventory Control
18.1 Most plants receive feed material periodically from pipelines, ships, trucks, and
railroad cars. Discuss the issues related to the amount of feed material that you would
store for a plant that operates continuously.
Figure 18.1 Plant delivery with feed inventory.
Advantages: Inventory increases the flexibility in operating the plant. When the plant
has large feed inventories, we can change the selection of feed materials at any time and
feed the plant at any rate. Thus, large feed inventory (along with large feed storage
capacities) improves operability.
Disadvantages: A large inventory of material can have the following disadvantages.
a.
b.
c.
c.
d.
Requires expensive land
Requires expensive storage facilities
Increases “working capital”, i.e., money that is invested in material that does not
contribute to profit. When the plant is shut down, this capital is recovered, but the
potential profit from investing this money is lost during the operation of the plant.
Can result in degradation of quality during storage
Can increase fire and other hazards
Thus, the engineer must select the appropriate amount of inventory by considering
the factors above
the operating conditions, i.e., the feed rates and frequency of switches from one feed
type to another,
the time to ship, transport, and unload feed material from the source to the plant, and
the frequency and types of feed delivery disruptions.
02/06/16
125
McMaster University
18.2
A process with two distillation towers is shown in Figure 18.2.
a.
b.
c.
Identify all liquid inventory in the process.
Discuss advantages and disadvantages for each of the inventories.
Critique the type of level control, i.e., which variable is adjusted to control the
level, for each inventory. If not acceptable, sketch changes and explain.
For every liquid inventory, provide a recommended liquid inventory and explain
your recommendation.
d.
The following analysis is provided for the feed drum.
Inventory:
Advantages:
Disadvantages:
Level Control:
Inventory:
L-1, Liquid in the feed drum, V-29
Provides mixing to attenuate feed composition variation and hold-up
to attenuate feed flow rate variation
Requires a drum, pump, and controls. Also, increases inventory of
hydrocarbons in the plant.
No remote sensor or control provided; this is not acceptable.
L-1 should be transmitted to the central control room.
LC-1 should be automated feedback control of the level by
adjusting the FC-1 set point in a cascade.
The level controller should be tuned for averaging control.
The inventory should be sized to attenuate the expected disturbances
in feed flow and properties. Lacking this information, the level
should have 10 minutes hold.
The following analysis is provided for the Depropanizer distillation tower.
Inventory:
Advantages:
Disadvantages:
Level Control:
Inventory:
02/06/16
Liquid on trays
Required for separation by liquid-vapor equilibrium
Slows dynamic responses for control
Increases inventory of hydrocarbons in the plant.
The level is determined by the weir height between the tray and the
downcomer.
The liquid is in the form of froth; a typical liquid inventory is 2
inches of clear liquid.
126
McMaster University
Inventory:
Advantages:
Disadvantages:
Level Control:
Inventory:
Inventory:
Advantages:
Disadvantages:
Level Control:
Inventory:
LC-3 in overhead accumulator, V-30
Provides inventory so that small fluctuation does not stop liquid
supply to the pumps
Enables smooth flow rate of liquid product and reflux
Increases inventory of hydrocarbons in the plant.
Requires a pressure vessel
Feedback control by adjusting the product flow (FC-5) set point in a
cascade.
The inventory should not be too large.
Five minutes is
recommended, unless the product flow must be very smooth
LC-2, liquid inventory in the bottoms of tower
Enables smooth flow to downstream processing unit
Increases inventory of hydrocarbons in the plant.
Increases height and cost of distillation tower
Feedback level control adjusting the valve in the pipe to the
downstream distillation tower.
The inventory should not be too large.
Five minutes is
recommended.
The analysis for the Debutanizer is similar to the Depropanizer; therefore, most of
the analysis is not repeated. Only the analysis of the condenser is given.
PC
This is condensed liquid
accumulated in the heat
exchanger
LC
02/06/16
127
McMaster University
Before discussing the liquid inventory, we must understand the principles of operation.
The exchanger E-28 condenses the overhead vapor, as shown in the figure above. To
control pressure, the condenser duty must be adjusted. In this design the liquid in the
exchanger influences the condenser duty. As more liquid is accumulated, less area is
available for condensation; less liquid is accumulated, more area is available for
condensation. The pressure controller manipulates the valve in the exit from the
condenser; this affects the liquid flow rate from the condenser.
Inventory:
Advantages:
Disadvantages:
Level Control:
Inventory:
Liquid accumulated in the condenser heat exchanger, E-28
Required for pressure control!
Slightly increases the liquid inventory of hydrocarbons.
This system is self-regulatory, so that no level control is required.
The size of the heat exchanger is determined by the maximum heat
duty required when no liquid is retained in the exchanger.
18.3
Many levels occur in the process in Figure 18.2.
a.
For each level, explain the physical principle that
could be used to measure the level using an industrial sensor.
What would you recommend for each level?
b.
Two commonly used methods for measuring liquid levels are
1.
2.
The pressure difference between to locations in the vessel.
The change level in a side chamber, which is measured by a float position
or the weight of a metal object that is immersed in the liquid.
18.4 Two approaches to plant level control are shown in textbook Figure 18.8. In Figure 18.8a, feed is set by flow control; we’ll
call this feed “push”. In Figure 18.8b, the production is set on flow control; we’ll call this demand “pull”.
Which of these two approaches is used in Figure 11.2? Is the approach used
appropriate for this process?
First, the feed drum level is not controlled in the figure. It should be controlled as
explained in the answer to question 2. The controller would measure the level and adjust
the liquid flow leaving the drum.
With the change above, the inventory control approach involves a “feed push”
approach. This seems acceptable because we have no way to adjust the feed to the
unit. Therefore, we must process all feed that is sent to the unit, and the levels
must send the liquid to downstream equipment.
02/06/16
128
McMaster University
18.5 Some engineers believe that “Pressure in a closed vessel is similar to liquid
inventory in a tank”. Discuss this opinion and its impact of control design.
The basis for the similarity is the fundamental balance for both the liquid inventory and
the pressure in a closed vessel – total material balance. In particular, a vessel with one
phase has a material balance given in the following.
{Accumulation of material} =
{material in}
-
{material out)
The accumulation of material for a gas can be related to pressure using a gas law; for
example, for an ideal gas, (with = density)
d(mass)/dt
=
V(MW)/(RT) * dP/dt
=
inFin -
outFout
Thus, controlling pressure is equivalent to controlling mass in an isothermal, constant
composition, fixed volume vessel. The system below shows how the control could be
implemented. Note that measuring all flows and manipulating one flow as the difference
among the others is not recommended. Measurement errors would be significant with
this approach, while the pressure represents the effect of the true flows and is not affected
by measurement errors.
PC
Follow-up Question: One might wonder whether pressure can be self-regulatory and
non-self-regulatory, as liquid level can. End-of-Chapter question 18.7 addresses this
issue.
02/06/16
129
McMaster University
Figure 18.2. Distillation process (from Woods, Process Design and Engineering
Practice, Prentice Hall, 1995)
02/06/16
130
McMaster University
Solutions for Tutorial 20
Multiloop Control
20.1. Some multiple-loop control designs are given in the following. For each design, explain whether the
control design is correct and will function, i.e., the controllers can maintain their measured variables near
their set points. If the control design can not function, suggest a modification that will achieve all or part of
the desired function.
a.
Heat exchanger with by-pass.
FC
v1
v2
TC
We will analyze the design using the controllability test in textbook Chapter 20. The system is
controllable if we can achieve independent values of the two controller variables by adjusting the two
manipulated variables. The linearized, steady-state model for the process is given in the following.
K11 K12 v1 F
K
21 K 22 v 2 T
The process is controllable if the equations are linearly independent. Formally, we test the gain
matrix for (non) singularity. The system is non-singular if
K11 K22 – K12 K21 0
We should be able to answer this question for many processes without quantitative analysis, by
applying our process understanding. We note that the first valve adjusts a variable resistance to total flow.
In contrast, the second three-way valve adjusts the split of the total flow between the heat exchanger and
the by-pass; adjusting the three-way valve does not substantially change the total resistance to total flow.
From the qualitative analysis, we see that
02/06/16
131
McMaster University
Valve 1 has a strong effect on total flow and a weak effect of temperature
Valve 2 has a strong effect on temperature and a weak effect on total flow
Without quantitative values, we can conclude that this system is controllable.
Note that we have not concluded that interaction is absent; a controllable multivariable system can (and
usually does) have interaction. Also, we require detailed calculations (or plant experience) to determine the
operating window, to be sure that the process will operate over the required range of conditions.
b.
Flow and pressure of a gas in closed vessels.
PC
2
PC
1
FC
v1
v2
v3
v4
compressor
Note: v3 is partially open.
Again, we will analyze this system using qualitative process principles. We note that the flow can
be adjusted by changing the resistance to flow using any one of the valves shown; valve 1 is acceptable. If
other valves change their resistance, the flow controller can return the total flow to the desired valve by
adjusting valve 1.
Next, we note that we want to control the pressure P1 and P2, which are in adjacent vessels.
When we control the two pressures, we implicitly determine the pressure difference between the two
vessels.
02/06/16
132
McMaster University
However, the pressure difference depends on the opening of valve 3 and the total flow rate, neither
of which is adjusted by the control system! Thus, setting the total flow rate and the pressures P1
and P2 (or the pressure difference P1-P2) is not consistent. Therefore, the proposed design is not
controllable.
In a correct the design, we must adjust valves that can achieve the desired total flow, P1 and P2
independently, even when the total flow is determined independently. For example, we can do this by
changing the valve manipulated by the P2 controller, so that the pressure difference between P1 and P2 is
affected by an adjusted valve. The acceptable control design is shown in the following.
PC
2
PC
1
FC
v1
v2
v3
v4
compressor
Note: v4 is partially open.
Note that we have not concluded that interaction is absent; a controllable multivariable system can (and
usually does) have interaction. Also, we require detailed calculations (or plant experience) to determine the
operating window, to be sure that the process will operate over the required range of conditions.
02/06/16
133
McMaster University
c.
Cooled, stirred tank chemical reactor.
FC
TC
Coolant effluent
Feed
TC
LC
FC
Coolant
Product
Again, we will analyze this system using qualitative process principles. We note that the reactor
temperature is controller by two controllers with the same set point values. This is not acceptable: they will
“fight” and essentially never reach a steady state because many combinations of precooling and jacket
cooling will result in the same reactor temperature. No unique operating condition exists.
Here, we suggest that one of the reactor temperature controllers be removed.
Other approaches are introduced in textbook Chapter 22; they use split range control to adjust
either cooler (but not both at the same time) to extend the operating window.
Note that we have not concluded that interaction is absent; a controllable multivariable system can
(and usually does) have interaction. Also, we require detailed calculations (or plant experience) to
determine the operating window, to be sure that the process will operate over the required range of
conditions.
02/06/16
134
McMaster University
d.
Flash drum.
FC
Source at
P1
PC
FC
This is a more involved process, with a poor initial design. Before beginning to consider
the control design, we should be sure to understand the control objectives. This flash
process is similar to the process considered in Chapters 2 and 24. A complete summary
of control objectives is given in textbook Table 24.1. The reader is asked to review this
table before proceeding.
We will be concerned with only the basic control, not alarms and safety valves.
The proposed design is deficient in several respects.
1.
2.
3.
The liquid level in the drum is not controlled.
The quality of the flash product is not controlled.
The feed flow is measured after the valve, where the fluid has two phases.
To correct each of these deficiencies, we recommend the following changes.
1.
2.
3.
02/06/16
Measure the liquid level in the tank, and control it by adjusting the liquid flow
rate.
Measure the temperature in the flash, and control it by adjusting the heat transfer
in the heat exchanger. (An analyzer could be included, if justified.)
Locate the flow sensor before the heat exchanger, where the temperature is low
and the pressure high.
135
McMaster University
The proposed control system is shown in the following sketch.
TC
PC
Source at
P1
FC
FC
02/06/16
LC
136