Scottish Water
advertisement

Municipal Waste Treatment Provision and Funding:
Use of Anaerobic Digestion to Process Organic Fraction of MSW –
Appraisal of Technical and Financial Performance
SLR Consulting Limited
Final Report
September 2008
SLR Consulting
Fife Council
i
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
CONTENTS
1.0
2.0
3.0
4.0
5.0
6.0
INTRODUCTION AND WASTE POLICY / REGULATORY REGIME ........................... 1
1.1 Project Background .......................................................................................... 1
1.2 Project Objectives and Methodology .............................................................. 1
1.3 Policy and Regulatory Regime in Scotland..................................................... 2
1.4 Scottish Government Waste Position ............................................................. 2
1.5 UK Government Waste Policy .......................................................................... 5
1.6 SEPA Guidance on Thermal Treatment 2008 .................................................. 6
1.7 Regulatory Regime for end use of Digestate .................................................. 6
PROJECT BASELINE (WASTE PROJECTIONS AND PLANT CAPACITY) ............. 11
2.1 Baseline Waste Data (waste arisings, composition, infrastructure, end
markets)........................................................................................................... 11
2.2 Plant Feedstock Projections .......................................................................... 13
2.3 Plant Feedstock and BMW Projections ......................................................... 14
2.4 Existing Infrastructure and Material End Markets ........................................ 16
2.5 Outline Plant Specification............................................................................. 21
SHORTLISTING OF AD TECHNOLOGY PROVIDERS ............................................. 22
3.1 Methodology ................................................................................................... 22
3.2 Stage 1 Screening ........................................................................................... 23
3.3 Stage 2 Screening ........................................................................................... 24
SOFT MARKET TESTING ......................................................................................... 31
4.1 Overview of Process....................................................................................... 31
4.2 Technology Risk Assessment ....................................................................... 40
4.3 AD Technology Provider Shortlist (Residual Waste) ................................... 42
4.4 Additional Option: AD processing of source-separated biowaste .............. 42
FINANCIAL APPRAISAL .......................................................................................... 48
5.1 Cost Data Provided by Technology Providers .............................................. 48
5.2 Project Development Costs Summary .......................................................... 49
5.3 Project Revenue .............................................................................................. 51
5.4 Net Operating Cost ......................................................................................... 52
PROJECT FINDINGS ................................................................................................ 54
6.1 Summary ......................................................................................................... 54
6.2 Conclusions and Recommendations ............................................................ 58
APPENDICES:
Appendix A: Long list of AD technology providers
Appendix B: Stage 2 Screening Questionnaire
Appendix C: Stage 2 Screening Responses
Appendix D: Stage 3 ‘Soft Market Testing’ Responses
Appendix E: Technical Overview of AD Technology
Appendix F: Technology Summary Sheets
Appendix G: Technology Performance Parameters and Risk Profile
Appendix H: Composting Position Paper SEPA, September 2004
Appendix I: Overview of ROCs and CCL Regime
SLR Consulting
Fife Council
1
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.00010
September 2008
1.0
INTRODUCTION AND WASTE POLICY / REGULATORY REGIME
1.1
Project Background
SLR Consulting Limited (SLR) was commissioned by Fife Council, to provide a review of
possible future options for the provision of municipal waste processing capacity in Fife,
including available funding mechanisms. In particular, Fife Council is seeking an evaluation
of the potential technical and financial benefits from the application of Anaerobic Digestion
(AD) to treat the residual fraction of Municipal Solid Waste (MSW). While the study
focuses on the application of AD to the processing of residual MSW, SLR’s scope of works
was extended to include a review of technologies suitable for AD processing of sourcesegregated biowaste; this is included as Section 4.4.
Fife Council (the Council) has made significant progress in recent years in increasing the rate
of MSW recycling (reported by SEPA as just under 30% in 2005/06), through a combination
of bring site infrastructure, improved Civic Amenity site network and the establishment of
kerbside collection services for garden waste, paper and other recyclates. The Council has
also developed composting operations of collected green waste, at its Lochhead Landfill. As
a result of these investments, Fife’s recycling rates are projected to increase to around 41%
by 2008/09, with a subsequent aspirational target of 47% by 2010/11. However, little or no
improvement is expected beyond this latter date, and in order to meet its waste diversion
obligations under the government’s Landfill Allowance Scheme (LAS), Fife Council will need
to provide residual waste processing capacity for the County by 2010/11, in order to comply
with its statutory LAS obligations and avoid the potential risk of year-on-year increasing
financial penalties1 imposed by central government.
The chief aim of this review was to evaluate the merits of AD as a technology that is
potentially capable of providing a relatively low cost and modular solution that is suited to the
processing of the organic fraction of residual waste and able to assist the Council meet its
LAS obligations from 2010/11 onwards. The Council projects that by 2012/13, it will require
sufficient processing capacity to annually divert around 38,000 tonnes of biodegradable
municipal solid waste (BMW) away from landfill, with subsequent significant annual increases
on this figure required to assist the Council meet Fife’s annually reducing BMW landfill
allowances to 2019/20.
1.2
Project Objectives and Methodology
SLR’s main project objective was to identify and technically and financially assess the
available AD options that will best enable Fife Council meet its obligations under the Landfill
Allowance Scheme (Scotland) Regulations 2005 to at least the year 2015.
From a technical perspective, the task was to shortlist a minimum of three technologies
(or technology providers) that are capable of meeting the Council’s requirements and to
provide a risk assessment and appraisal of market interest associated with each technology
option. The appraisal also includes a commercial evaluation of the shortlisted technologies,
to assess the financial performance of each, particularly with respect to gross capital and
operating costs, net unit cost, based on costs provided by the technology provider; possible
funding mechanisms and options were also considered.
The outcome of the study is intended to provide Fife Council with a current and informed
view about the use of mechanical and biological treatment (MBT) – with AD processing of the
1
The Scottish Government is currently reviewing the proposed LAS penalty regime and it may not be
implemented as originally set out (i.e. £150 / tonne of BMW to landfill in excess of LAS allowance).
SLR Consulting
Fife Council
2
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
organic fraction - for residual municipal waste processing, the key technology providers
currently in the market that can meet Fife’s objectives and requirements, and also about the
technical and financial risks of using these to develop residual waste processing
infrastructure and capacity in Fife over the next 3-12 years to 2019/20.
1.3
Policy and Regulatory Regime in Scotland
The development of MBT/AD capacity in Scotland for processing of mixed residual municipal
waste must take account of the following key areas of policy and regulation:
Scottish Government Waste Position (Zero Waste Strategy) and long-term targets for
Recycling, EfW and Landfill;
UK Government position re. landfill tax escalator and Renewables Obligation (RO);
SEPA 2008 guidance with respect to Thermal Treatment efficiency; and
Regime for diversion and recovery of stabilised organic fraction through application to
land for restoration and ecological improvement purposes.
Each of these four issues is described briefly in the following sections:
1.4
Scottish Government Waste Position
1.4.1 Revised targets and National Waste Plan Update
In an announcement to the Scottish Parliament on 24th January 2008, the Scottish
Government’s Cabinet Secretary for Rural Affairs and the Environment proposed changes to
Scotland’s municipal waste management strategy2. The proposals amount to a significant
movement from the government’s previous position; significant enough to require a change
in delivery strategies for Scottish Local Authorities and will be subject to a forthcoming
consultation.
The proposals revise the current targets set within the National Waste Plan (2003) for the
management of municipal waste. The proposals announced were for higher long-term
recycling rates for municipal waste and a regional 25% cap on the use of energy-from-waste
(EfW) for processing municipal waste. This cap would include anaerobic digestion, ‘where it
is used to process mixed waste’ and the current government opinion is that it may also
include other processes that treat mixed/residual MSW. The Scottish Government targets
also included a reduction in the overall amount of MSW that should be disposed to landfill to 5% of arisings by 2020.
The specific targets proposed by government for Municipal Waste in Scotland are included in
Table 1-1. The minister’s announcement specified that the target for 70% recycling in 2025
should currently be viewed as aspirational.
Table 1-1
SG Proposals for MSW Management (Jan 2008) - % of MSW arisings by weight
Year
2010
Recycle/Compost
EfW (residual)
2
2013
40%
4%
2020
50%
14%
2025
60%
25%
70%*
25%
The full text of the Cabinet Secretary’s speech can be found at:
http://www.scottish.parliament.uk/business/officialReports/meetingsParliament/or-08/sor0124-02.htm#Col5492
SLR Consulting
Fife Council
3
Organic Municipal Waste Processing by AD: Appraisal
Year
2010
MSW to Landfill
SLR Ref: 405.0689.00010
September 2008
2013
56%
2020
36%
2025
15%
5%
* Aspirational target
Source: Scottish Government website
As part of the January 2008 announcement, the government also announced that the
government commitment to support the OBC’s submitted as part of the Lanarkshire
partnership and for the Edinburgh, Lothian and Borders partnership procurement projects
would be revoked given that the projected recycling and high levels of residual treatment are
not consistent with the revised recycling targets and the 25% cap.
1.4.2 Funding Changes
Under the previous 3 year government spending period, the Strategic Waste Fund (SWF)
provided support to Scottish local authorities for:
The introduction and expansion of kerbside collection schemes for dry recyclables
and garden wastes;
Implementation of education and awareness programmes;
Upgrading of HWRC sites; and
Additional staff resources (to support the introduction of the above measures).
The SWF was a specific grant scheme established by the previous Scottish Executive for the
implementation of the National Waste Strategy with a priority towards the establishment of
kerbside and HWRC collection and meeting the Landfill Directive targets for the reduction of
BMW landfilled. After an application process, the SWF was awarded as an annual payment
ring-fenced to be applied to specific waste management projects within the council. Awards
were made for capital and revenue funding over and above the ‘Business as Usual’ option of
continuing to pay landfill costs for the disposal of the recovered material (including the
increasing levels of landfill tax in the BaU option).
In the spending review for 2008-11, new government announced that the SWF would be one
of a number of specific grants no longer to be awarded. The services already allocated
support through the SWF (as bulleted above) would instead be supported via the local
government settlement, however this funding would not be ring-fenced, either to specific
projects, or to the authority’s waste management budget.
The government also announced the Zero Waste Fund (ZWF), set up to support the
administration’s aspiration of Zero Waste. The fund will amount to £41.1 million in 2008/09,
£54.4 million in 2009/10 and £58.7 million in 2010/11.
The initial aim is for the ZWF to be allocated to:
3
Support to markets for recycled products, waste education and awareness,
community recycling, waste prevention and commercial and industrial waste funding.
This is likely to be mainly through funding for delivery bodies such as WRAP,
Remade Scotland, Scottish Waste Awareness group and CRNS3.
CRNS Community Recycling Network Scotland
SLR Consulting
Fife Council
4
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
Support for recycling and composting infrastructure, including anaerobic-digestion
plants that treat source-segregated organic waste, high-efficiency energy-from-waste
plants, and other facilities that divert waste from landfill and have high environmental
performance.
Funding is expected to focus firstly on assisting schemes that can increase diversion from
landfill over the 3 year term of the current spending period. This is likely to include food
waste.
Two working groups have been established by the SG to progress decisions on the future
application and allocation of the ZWF. These are:
Zero Waste Fund Working Group. This discussion group has been set up as a forum
for discussion between the SG and CoSLA;
Zero Waste Think Tank. The Think Tank has been set up to discuss the technical
priorities and allocation of the fund. Members of this group have been individually
invited with reference to their technical knowledge. The members have been asked
to be representative of their experience and knowledge rather than the organisations
that they are affiliated with. In addition, the group have the remit to co-opt additional
members if expert knowledge is needed to inform their discussions.
The current Scottish Government administration does not agree with the concept of PFI /
PPP financing for large scale infrastructure. Details of an alternative arrangement, ‘Scottish
Futures Trust’ (SFT) were published in May 2008. The arrangements are designed to feed
up to an additional £150M a year into public sector infrastructure development4.
1.4.3 Governance of the revised targets
The method by which the Scottish Government will ensure governance of the revised targets
and of the revised National Waste Plan for Scotland is currently unclear. In essence
however, this is likely to be through the new Concordat, defining ‘a new relationship between
the Scottish Government and local government, based on mutual respect and partnership’.
This underpins the funding to LAs from central government.
Through this, each council will produce a Single Outcome Agreement (SOA) which will detail
how authorities will play their part in meeting each of 15 National Outcomes and against 45
national Indicators. The only waste indicator that is directly referenced in these is Indicator
39: ‘Reduce to 1.32 million tonnes waste sent to landfill by 2010’.
In the SOA each LA must identify Local outcomes and indicators and it is through these that
it is assumed that recycling targets will be managed. As SOA development is currently only
at draft stage, precise details are still emerging.
In his January announcement, the Cabinet Secretary stated that the 25% cap on EfW /
residual treatment will be managed through the national planning framework and revised
guidance from SEPA on the use of energy from waste. Again, precise details of how this will
be structured and the definition of ‘regional’ in the cap are still to be finalised.
The definition of recycling / composting that counts towards local and national targets is likely
to develop over time. It is intended that this definition will be clarified by the publication of the
National Waste Plan. While Fife is intending to meet its short term targets (41%-47%)
through the recycling of materials collected separately at kerbside, bring centres and HWRC,
4
Taking Forward the Scottish Futures Trust. http://www.scotland.gov.uk/Publications/2008/05/19155435/0
SLR Consulting
Fife Council
5
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
in the longer term, higher targets are likely to be met through further treatment of residual
waste. It is also expected that digestate resulting from AD (if used) of residual waste and
ash resulting from thermal treatment of residual waste (where it is used as a secondary
aggregate), will count towards the recycling targets.
1.5
UK Government Waste Policy
1.5.1 Landfill tax escalator
In the March 2007 Budget, the Treasury announced an increase to the annual Landfill Tax
escalator to £8 per tonne from 2008/9 to 20010/11 for active waste. The resulting tax for this
waste therefore increased to £32 per tonne from 1st April 2008 and will rise to £48 from 1st
April 2010. Any subsequent increases after 2010/11 are yet to be announced, although it is
anticipated that further increases are likely. The 2007 Budget also included an increase in
the rate of tax applied to inert waste, to £2.50 per tonne from 1st April 2008.
1.5.2 Reform of Renewables Obligation (RO)
The proposed reform by the UK government of the Renewables Obligation (RO)5 is intended
to promote the implementation of more renewable energy production technologies through a
financial incentive regime based on the payment of variable ROCs, depending on technology
type (refer Table 1.2). The proposed “banding“ of technologies under the reformed RO
allocates the highest payment rate (double ROCs per MWh of electricity produced) to a
range of ‘emerging’ technologies, including AD.
It is anticipated that the reformed RO regime will commence from 1st April 2009. The current
monetary value of ‘one ROC’ is around £53/MWh6 electrical. Under the reformed RO, the UK
government is committed to maintaining the regime in place until 2035 at least, or beyond.
Additionally, developer risk is mitigated through the ‘grandfathering’ approach which protects
existing projects from future changes in the ROCs allocation regime. While the ROCs value
may rise or fall, the government has also put in place a number of other measures to control
price volatility.
Table 1-2
Proposed Technology ‘banding’ under Reformed RO (1ST April 2009)
Band
Technologies
Level of Support
ROCs/MWh
Established
Landfill gas
0.25
Established
Sewage gas, co-firing on non-energy crop (regular)
biomass
0.5
Reference
Onshore wind; hydro-electric; co-firing of energy crops;
EfW with CHP; geopressure; other not specified.
1.0
Post –demonstration
Offshore wind; dedicated regular biomass
1.5
Emerging technologies
Wave; tidal-stream; advanced conversion technologies
(gasification, pyrolysis and anaerobic digestion);
dedicated biomass burning energy crops (with or without
CHP); dedicated regular biomass with CHP; solar
photovoltaics; geothermal, tidal, microgeneration.
Source: Government response to renewable obligation January 2008
2.0
5
The ‘reformed RO’ regime is expected to be implemented from 1 st April 2009
6
ROC values vary and are recorded at www.eroc.co.uk The average ROC value to July 2008 was £47/MWh; the
long-term value will vary and may reduce as more ROCs are produced.
SLR Consulting
Fife Council
6
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
While the reformed RO has still to be issued, the contents have been widely consulted upon
by government and are known. It is therefore anticipated that electricity generated by AD
(using either source-segregated biomass or residual waste, as the feedstock) will attract
payment of 2 ROCs per MWh of electricity generated until 2035 at least. While the value of
the ROCs may alter with time, the allocation to a particular project, once delivered, is fixed in
the long-term under the RO’s ‘grandfathering’ regime.
1.6
SEPA Guidance on Thermal Treatment 2008
SEPA’s 2008 published guidance on Thermal Treatment updates the 2004 guidance, to take
account of the new Scottish Government Policy on Waste. SEPA intends the “Thermal
Treatment Guidelines 2008” to apply to all thermal treatment plants using MSW and/or C&I
waste as feedstock and includes the following technologies:
Incineration
Gasification
Pyrolysis
Plasma Systems
Anaerobic Digestion
The practical implications of these Guidelines will be that, other than in exceptional
circumstances, thermal treatment plants handling waste should:
take only residual waste after segregation;
be part of an integrated network of recycling and composting and other
waste management facilities; and
recover and use the energy derived from waste efficiently.
It is SEPA’s view that well designed and operated thermal treatment plants can achieve in
excess of 60% energy recovery efficiency when they are sited in appropriate circumstances
and generate both electricity and heat through a CHP plant and / or district heating (or other
end uses of heat). The plant energy efficiency must be addressed at the planning application
stage in order to determine whether or not the location is acceptable in terms of land use
planning. NOTE: the energy efficiency of the plant is a material consideration at the planning
consent consideration stage.
Accordingly, at the planning application stage, information in the form of a “Heat Plan” should
be provided in order to demonstrate that maximum energy recovery is being achieved and to
confirm compliance with these Guidelines.
1.7
Regulatory Regime for end use of Digestate
1.7.1 PAS 100 / PAS 110 Standards
A summary of the key differences in approach for PAS 110 (compared with PAS 100) are:
PAS 110 covers both liquid and solid products arising from the digestion process;
PAS 110 uses a broader set of performance parameters and proposes some
alterations to the PAS 100 upper limits used on some of the existing parameters; and
PAS 110 proposes a prescriptive regime of process management and monitoring to
achieve and maintain PAS 110 certification of the output products; this regime
SLR Consulting
Fife Council
7
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
includes: detailed record keeping, process monitoring, HACCP planning, QMS
management, sampling and validation testing, and end-product labelling.
PAS 100 is reported to have operated successfully since its first introduction; the
timeframe for completion and introduction of PAS 110 remains uncertain and
publication of the final approved Specification is unlikely before mid-2009 at the
earliest
In any event neither the current PAS 100 nor the future PAS 110 Standard, are likely to apply
to the output from processing of the organic fraction of mixed residual municipal waste.
1.7.2 Scottish Government Guidance on Diversion and Recovery
Scottish Government published guidance7 2007 sets out four possible types of composting
activity and end-use, i.e.
1) Composting of mixed waste with intention to landfill (including as daily cover). The
main purpose of this activity is to stabilise the mixed waste, so that there is a lower
weight of BMW sent to landfill.
2) Mixed waste composted with the intention that the resulting ‘biowaste’ is recovered
through use in licensed land restoration, including on closed landfill sites or another
use that is judged to be recovery.
3) Composting of separately collected green/kitchen waste in a process without PAS
100 certification.
4) Composting of separately collected green/kitchen waste with PAS 100 certification.
The published guidance also clarifies the terms diversion and recovery, with respect to
waste management activities. In particular, the following two questions are considered:
1. When is waste diverted from landfill for the purpose of the landfill allowance scheme ?;
and
2. When is waste recovered and so no longer subject to waste controls ?
Typically, waste is diverted first, with diversion occurring later. For example, a batch of paper
is diverted when it is sent to the reprocessor for recycling, but is only fully recovered when it
has completed its process. In the case of compost (or digestate), there may be a significant
time lag between the initial diversion (to the process) and the subsequent recovery (by the
process) – while material is processed, matured and stored, prior to end-use. It should be
noted that both diversion and recovery can be reversed in cases where the material is
ultimately discarded (e.g. due to contamination or lack of end-use markets).
The published guidance sets out the point at which the compost material is classified as
recovered or diverted; this is summarised in Table 1-3.
Table 1-3
Diversion and Recovery Summary – by Composting Route
Diversion
7
Mixed waste
compost for
landfill
Calculated for
stabilisation of
Mixed waste
compost intended
for recovery
If a local authority has
an operational plan
Green waste compost
(not PAS 100 certified)
If a local authority has
an operational plan for
Green waste
compost (PAS 100
certified)
Diversion should be
counted
when
Landfill Allowance Scheme (Scotland) Regulations 2005: Scottish Executive Guidance, March 2007.
SLR Consulting
Fife Council
8
Organic Municipal Waste Processing by AD: Appraisal
material
at
time of landfill
SLR Ref: 405.0689.00010
September 2008
for the recovery of the
compost,
diversion
should be counted
when material sent to
process.
When compost used
for restoration/ other
purpose.
the recovery of the
compost,
diversion
should
be
counted
when material sent to
process.
When compost used for
restoration/
other
purpose.
Recovery
Never
Reversal of
diversion
-
If sent to landfill,
diversion reduced to
that calculated for the
stabilisation of the
material.
If sent to landfill,
diversion reduced to
that calculated for the
stabilisation
of
the
material.
Reversal of
recovery
-
Spreading can only
take
place
under
appropriate licence or
permit.
Spreading can only take
place under appropriate
licence,
permit
or
exemptions.
Info / data
Never leaves
the scope of
waste controls
Only leaves scope of
controls
when
recovered in use.
Only leaves scope of
controls
when
recovered in use.
Data
and
evidence
submitted for
LAS
Volumes
diverted
submitted for LASneed
reconciliation
with use
Volumes
diverted
submitted for LAS –
need reconciliation with
use.
material
process.
sent
to
When reaches end of
PAS 100 certified
process and there is
a definite market for
it.
If
subsequently
disposed of to landfill
(including excessive
use
of
material).
Diversion reduced to
that calculated for the
stabilisation of the
material.
If
subsequently
disposed of to landfill
(excessive use of
material
is,
effectively,
an
unlicensed
landfill
operation).
Leaves
scope
of
controls
when
recovered at end of
process if there is
certainty of use.
Need
for
interim
period
information
from
councils
to
reconcile
compost
created and used.
Table 3-1 provides the framework for the assessment of end-use options for various types of
organic products from waste processing. It is clear from this that:
a) Both mixed waste compost and ‘out of spec’ PAS 100 compost can be diverted and
recovered, provided an approved operational plan is in place covering the use of the
materials; and
b) Diversion and recovery of PAS 100 certified material also requires the materials to be
used in an appropriate end-use market.
1.7.3 SEPA Position
With respect to route (b) above, i.e. source-segregated compost, SEPA’s Composting
Position Paper of Sept 2004 (refer Appendix H of this report) states that ‘compost which is
produced for a market, is able to meet the quality standards before any blending of the
compost with other wastes, materials, composts, products or additives (where the standards
are designed to ensure that the compost can be used with no adverse impact on the
environment or human health), which has certainty of market and can be put to use without
further recovery is likely to be taken to be fully recovered’. Effectively this removes the waste
classification from materials that meet the PAS 100 Specification and which are used in a
compost end-market. This position is mirrored in England by the Environment Agency, who
also recently (March 2008) issued a further statement indicating that it is proposing to
remove the waste classification from the digestate output from AD, where this meets the
SLR Consulting
Fife Council
9
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
requirements of PAS 110. SEPA’s position on the output from PAS 110 is not known but is
anticipated to be the same.
However it is clear that the regulatory agency position on certified compost materials is that
these are no longer considered to be waste, with the likelihood that certified products from
anaerobic digestion (in England & Wales at least) will in future also not be considered as
waste. This position is considered to be helpful with respect to providing flexibility for endproduct plant output materials handling and end-market stimulation.
With respect to route (a), compost derived from mixed wastes cannot meet the PAS 100/110
Standards (as it does not come from a separate collection source), and is considered by
SEPA to be a waste. Hence its further use is regarded as a recovery operation and subject to
permitting under the waste management regulations. Scotland’s National Waste Pan states
that SEPA will ensure that the regulation of the use of mixed waste compost is proportional
to the risks and accordingly SEPA included two Appendices in its Composting Position
Statement, September 2004 to assist users develop options for recovery and end-use of this
material.
Appendix 1 (of the Compost Position Statement) contains a table (Table 1) of guideline
values of contaminants considered to be applicable for composted material derived from
mixed waste for use in landfill restoration above the cap. The clear implication of this table is
that aerobically stable compost derived from mixed waste that complies with these standards
would be suitable for use in landfill restoration applications, with the application being
permitted by the existing waste management license and the material used being effectively
diverted from landfill by this end-use and also being recovered by the process.
However, while Appendix 1 sets out SEPA’s ‘in principle’ position, it is clear from the Position
Statement that each case (for the proposed application of compost made from mixed waste)
must be assessed on a site by site basis, as part of the approval process with SEPA.
Appendix 2 of SEPA’s composting position statement sets out the risk assessment
methodology that it is expected that applicants will follow to gain Agency approval for a
specific landfill site restoration plan. The objective is to design a Site Closure Plan that will
meet legislative requirements and in particular will not result in unacceptable harm to human
health and the environment. It is important that each situation is considered in detail using
the accepted risk assessment methodology of:
Hazard assessment (e.g. presence of PTEs or other physical or chemical
contaminants present in compost material);
Receptor exposure assessment (using pathway analysis, e.g. surface run-off); and
Risk quantification (= hazard x exposure); NOTE; this can be either a qualitative or
quantitative assessment.
1.7.4 End-Use of CLO
A summary of the potential routes to end use of CLO (or out of spec PAS 100/110 materials)
from MBT processes is set out in Table 1-4.
SLR Consulting
Fife Council
10
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
Table 1-4
Potential Permitting Routes to end use of CLO
End Use
Landfill restoration
Permitting Route
Site Restoration Plan (subject to site-specific
risk assessment)
Road verge / woodland management
Paragraph 7 Exemption1
Closed landfill restoration or other post- Paragraph 9 Exemption
industrial land restoration
Notes:
1. Subject to agreement from SEPA that MBT Plant CLO meets specification for EWC 19.05.03 ‘Offspecification compost consisting only of biodegradable waste’
In addition to the above routes for end-use of CLO, SEPA has indicated that MBT plant
operators may make a case, based on the quality of their plant output, for it to be effectively
‘declassified‘ as a waste, where the quality of the output (including its environmental impacts)
and the market demand and viable end-use routes for the material as a product can be
clearly demonstrated.
SLR Consulting
Fife Council
11
Organic Municipal Waste Processing by AD: Appraisal
2.0
SLR Ref: 405.0689.00010
September 2008
PROJECT BASELINE (WASTE PROJECTIONS AND PLANT CAPACITY)
This section sets out the project baseline, namely waste data baseline (based on data
provided by Fife Council), waste composition and future growth projections, residual waste
tonnages, BMW content, comparison with Fife’s LAS obligations and estimation of likely MBT
plant capacity. The output from this section provides the likely range of MBT/AD plant
capacities for further consideration during the technology evaluation carried out in sections 3
and 4.
2.1
Baseline Waste Data (waste arisings, composition, infrastructure, end markets)
The baseline waste data provided by the Council was used to define the key parameters for
the project, such as plant capacity, tonnage of waste materials to be recycled/ diverted
annually, and end-use of process outputs.
2.1.1 Waste Arisings and Composition
Fife Council provided a breakdown of their municipal waste arisings and recycling &
composting figures for the 4-year period 2004/5–2007/8. Some additional information (e.g.
Commercial & Industrial waste arisings) was taken from the relevant Local Authority Waste
Arisings Surveys (LAWAS).
A breakdown of the total waste arisings collected by, or on behalf of, Fife Council over the
last four years is shown in Table 2-1.
Table 2-2
Total waste collected by, or on behalf of, Fife Council 2004/5 – 2007/8
Waste Type
2004/5
Waste collected for disposal
Household
Commercial & Industrial
Other Non-household
Total
2005/6
Tonnes
2006/7
2007/8
162,113
156,604
152,597
139,517
39,049
14,843
17,282
16,654
0
17,636
17,190
16,029
201,162
189,102
187,072
172,397
Waste collected for recycling & composting
Household
55,978
Commercial & Industrial
6,698
Total
62,676
Total arisings (excl. C&I)
263,838
Annual waste growth (%)
3.2
Predicted average waste
growth p.a. until 2010/11 (%)
65,770
7,406
73,176
247,416
- 6.8
74,224
8,362
82586
252,364
2.0
87,340
10,034
97,175
252,403
-0.01
2.0
2.1.2 Waste Growth and Recycling Projections
In 2007/2008, a total of 252,403 tonnes of controlled wastes was collected by, or on behalf
of, Fife Council. The Scottish national average waste growth over the last five years was
1.98%. As one of Scotland’s growing local authority areas, Fife Council has predicted an
annual waste growth rate of 2% until 2010/11. However Fife Council also advised that they
anticipated this to be followed by 0% growth thereafter, due to a combination of stabilising
household growth projections beyond that date and the increasing impacts of waste
minimisation and producer responsibility initiatives to limit future growth of waste per
household.
SLR Consulting
Fife Council
12
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
Based on this waste growth projection, the annual waste arisings from 2011/12 onwards are
therefore calculated to be approximately 273,000 tonnes with 90% (245,519 tonnes) of the
waste derived from household waste and 10% (27,658 tonnes) derived from non-household
waste sources.
The recycling and composting rate achieved in 2006/07 was 32.5% and 39% in 2007/8. Fife
Council’s stated aim is to achieve the following combined recycling & composting rates:
41% in 2008/9;
44% in 2009/10; and
47% in 2010/11 and thereafter.
These targets have been used to model the future recycling & composting tonnages from
household waste as shown in Table 2-2. The table shows selected years between 2007/8
and 2025/26, including the MBT/AD plant ‘design year’ of 2010/11 (i.e. the assumed first year
of plant operation).
Table 2-2
Projected total household waste recycled by kerbside collection
Material
recycled
(t/a)
% of
recycled
MSW
2007/
08
2008/
09
2009/10
‘Design
year’
2010/11
2011/12
2019/
20
2025/
26
39%
41%
44%
44%
47%
47%
47%
Recycling target
rate
Paper &
cardboard
Kitchen Waste
15.6%
15,159
16,467
18,025
19,639
20,029
20,029
20,029
0%
0
0
0
0
0
0
0
Garden Waste
26.5%
25,751
27,972
30,619
33,361
34,023
34,023
34,023
Plastic
0.7%
647
702
769
838
854
854
854
Glass
5.3%
5,158
5,602
6,133
6,682
6,814
6,814
Metal
4.8%
4,610
5,008
5,481
5,972
6,091
6,091
6,091
Other
combustibles
Fines
10.9%
10,543
11,452
12,536
13,659
13,930
13,930
13,930
0%
0
0
0
0
0
0
0
6,814
Textiles
2.0%
1,896
2,059
2,254
2,456
2,505
2,505
2,505
Misc Non
combustibles
16.0%
15,575
16,918
18,519
20,177
20,577
20,577
20,577
Soil & other
putrescibles
8.2%
8,002
8,692
9,514
10,366
10,572
10,572
10,572
87,340
94,872
103,849
113,149
115,394
115,394
115,394
Total Hhld
MSW recycled
(t/a)
Additionally, Fife Council aims to recycle waste produced by commercial and industrial
businesses as shown in Table 2-3.
SLR Consulting
Fife Council
13
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
Table 2-3
Projected municipal waste recycled from Commercial and Industrial businesses
2011/12
2019/20
2025/26
3,738
5,607
31
‘Design
year’
2010/11
4,074
6,111
34
4,154
6,231
34
4,154
6,231
34
4,154
6,231
34
31
2,256
0
30
11,695
34
2,458
0
33
12,742
34
2,507
0
33
12,995
34
2,507
0
33
12,995
34
2,507
0
33
12,995
Material
recycled (t/a)
recycled
MSW
2007/08
2008/09
2009/10
Paper
Card
Plastic
packaging
Plastic
Glass
Food
Cans
Total nonhhld MSW
(t/a)
1.62%
1.62%
0.03%
3,144
4,716
26
3,416
5,124
28
1.95%
0%
0.03%
26
1,897
0
25
9,836
28
2,061
0
28
10,684
The remaining residual household waste and non-household waste fractions are currently
disposed of to landfill. In 2007/08 this amounted to a total of 155,743 tonnes (refer Table
2.4). This residual waste fraction would potentially be available from Fife Council as
feedstock for processing through the proposed MBT/AD plant.
2.2
Plant Feedstock Projections
In the absence of local data on municipal waste composition in Fife, SLR used municipal
waste composition data taken from the ‘Welsh’ Composition Study8 (NOTE: this is
recognised by SEPA, WRAP and other government agencies to be the UK reference study
for typical average municipal waste composition) to project the quantity of waste feedstock
available and its waste composition for the next 18 years to 2025/26. Table 2-4 shows the
predicted tonnages of residual household waste that would be disposed of to landfill, if no
further treatment is carried out. The table includes two scenarios: Scenario 1 is based on Fife
Council achieving its ‘aspirational’ source-segregated recycling9 rate of 47%; Scenario 2
models the case where Fife Council only achieves a lower rate (41%) of recycling.
Table 2-4
Projected residual household waste arisings available as MBT plant feedstock
Material type (t/a)
Scenario 1 –
47% recycling
Scenario 2 –
41% recycling
2007/08
2008/09
2009/10
‘Design
year’
2010/11
2011/12
2019/20
2025/26
155,743
152,422
147,592
142,508
144,787
144,787
144,787
155,743
152,422
155,470
158,580
161,177
161,177
161,177
Table 2-4 indicates the impact to Fife Council of underperforming against its stated
aspirational recycling targets, by 6%. This would increase the quantity of residual waste
potentially going to landfill from 2011/12 onwards, by 16,390 tonnes - from 144,787 tonnes to
161,177 tonnes. These tonnages represent the total quantity of residual waste that would
theoretically be available for treatment in an MBT/AD plant.
8
The Composition of Municipal Solid Waste in Wales, Welsh Assembly Government, December 2003
9
Includes both recycling and composting of source segregated materials.
SLR Consulting
Fife Council
14
Organic Municipal Waste Processing by AD: Appraisal
2.3
SLR Ref: 405.0689.00010
September 2008
Plant Feedstock and BMW Projections
2.3.1 Residual Waste BMW Projections
The quantity of residual MSW that actually requires processing depends on the content of
biodegradable municipal waste (BMW) within the total residual waste fraction compared to
Fife Council’s landfill allowance for biodegradable wastes, as is set out in the LAS allowance
targets.
According to Environment Agency Guidelines on BMW, the fractions of paper & cardboard,
kitchen waste and garden waste are 100% biodegradable, other combustibles, textiles and
miscellaneous non-combustibles (fines) are 50% biodegradable and all other waste fractions
are non-biodegradable. These assumptions were used in SLR’s modelling in order to
quantify the total amount of BMW arising from the residual MSW, annually.
Table 2-5 shows the modelled biodegradable content and its origins (i.e. material type) for
selected years (including the ‘design year’), based on a projected Council recycling rate of
47%. Although not presented in detail in the table, SLR also calculated the total amount of
BMW within the residual waste for the scenario of 41% recycling. The total BMW tonnage for
this scenario is shown in the last row of Table 2-5 (in parenthesis).
Table 2-5
Projected BMW content of residual MSW (MBT plant waste feedstock)
2011/12
2019/20
2025/26
40,469
‘Design
year’
2010/11
39,374
39,884
39,884
39,884
41,173
42,837
43,694
44,458
44,458
44,458
BMW %
content
2007/08
2009/10
Paper &
cardboard
Kitchen Waste
100%
42,186
100%
Garden Waste
Material type
(t/a)
100%
6,031
2,447
367
374
374
374
Plastic
0%
0
0,
0
0
0
0
Glass
0%
0
0
0
0
0
0
Metal
0%
0
0
0
0
0
0
Other
combustibles
Fines
50%
1,579
860
441
450
450
450
50%
3,289
3,422
3,491
3,560
3,560
3,560
Textiles
50%
2,342
2,295
2,263
2,308
2,308
2,308
Misc noncombustibles
50%
1,902
1,309
691
705
705
705
Soil & other
putrescibles
Tot. BMW (t/a)
47% recycling
Tot. BMW (t/a)
41% recycling
0%
0
0
0
0
0
0
98,971
93,639
90,320
91,738
91,738
91,738
(98,971)
(98,728)
(100,703)
(102,327)
(102,327)
(102,327)
Based on the above, the projected average BMW content of Fife Council’s residual MSW is
calculated to be 63.4% (47% recycling) and 63.5% (41% recycling).
2.3.2 Fife Council LAS Implications
SLR’s BMW projections were compared against Fife Council’s LAS targets in order to identify
the years where Fife Council will not meet the landfill allowance without the introduction of
residual waste processing. Table 2-6 shows the surplus/deficit of allowable biodegradable
SLR Consulting
Fife Council
15
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
material going to landfill for selected years, based on the results of SLR’s preliminary mass
flow model. Two recycling rates were use in the analysis, in order to reflect both the Council’s
high aspirational scenario (47%) and a lower (41%) recycling scenario.
Table 2-6
Comparison of projected BMW in Fife’s residual waste with Council LAS obligations
BMW content of
residual MSW (t/a)
LAS allowance (t/a)
Surplus/ deficit (t/a)
Scenario 1 (47%)
Surplus/ deficit (t/a)
Scenario 2 (41%)
2011/12
2019/20
2025/26
93,639
‘Design
year’
2010/11
90,320
91,738
91,738
91,738
115,648
-
104,413
10,774
92,812
2,492
81,210
-10,528
49,042
-42,696
49,042
-42,696
-
5,685
-7,891
-21,117
-53,285
-53,285
2007/08
2009/10
98,971
Table 2-6 indicates that if Fife’s aspirational recycling rates of 47% are achieved from 2010
through to 2019, then the Council will achieve its LAS targets until (and including) 2010/11.
However, from 2011/12 onwards, the LAS targets will not be achieved without processing of
residual waste and the Council’s LAS deficit will increase annually, to reach a peak of 42,696
tonnes from 2019 onwards (assuming zero waste growth).
In 2007/8 the Council’s recycling rate was 39%, with 41% forecasted for 2008/9. Therefore
should Fife Council not be able to increase its recycling & composting rates much beyond
41%, the Council would fail to meet its LAS obligations from 2010/11 onwards, i.e. one year
earlier than predicted for the high recycling scenario. Table 2.6 also indicates that the AD
technology would have to divert approximately 19% (10,590 tonnes) more BMW from 2019
onwards, with the total LAS deficit exceeding 53,200 tpa from 2019 onwards.
2.3.3 AD Plant Size Implications, Assumptions and Specification
The preliminary sizing of the MBT/AD plant for residual waste processing is based on the
tonnages associated with the range of likely recycling performance (i.e. 41% - 47%) and on
the following scenarios:
A. The dewatered digestate fibre is disposed of to landfill, at reduced biodegradable
content10;
B. Around 25% of the dewatered digestate is aerobically stabilised to produce a compost
like output (CLO)11 and this is diverted from landfill as nominated material input into
an approved landfill site restoration plan material (i.e. blended with other suitable
material) and used for landfill restoration under an approved Site Restoration Plan.
10
Typically AD will reduce the biodegradable content of the source feedstock by between 40-60%; an average of
50% BMW reduction has been used here for this preliminary plant sizing calculation
11
CLO remains a waste and therefore can only be applied to land under an approved Site Restoration Plan or
under an exemption; these are all time limited and therefore likely to be limited in scope for the management of all
digestate output.
SLR Consulting
Fife Council
16
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
Table 2-7
Preliminary MBT/AD Plant Size Projections
Residual MSW Feedstock, tpa (refer Table 2.4)
BMW content (@ 63.5%), tpa
BMW Diversion required, tpa
A. 100% of digestate output to landfill:
rate of BMW degradation required1
B. 25% of Digestate used as CLO for approved
Landfill restoration works:
25% of required diversion as CLO (tpa, BMW)
Remainder disposed of to landfill at assumed
50% BMW reduction
Total BMW in feedstocks:
Minimum AD Plant Feedstock2:
144,800 (47%)
91,950
42,700
46.4%
161,200 (41%)
102,200
53,300
52.2%
10,675
13,325
64,050
79,950
74,725
93,275
118,000 tpa
147,000 tpa
Notes:
1. Typical rates for BMW degradation by AD are 40-60%, so these values are realistic for preliminary plant
sizing
2. Assumes BMW content of Plant feedstock is 63%.
SLR recognises that other AD plant digestate output end-uses are possible, e.g. use of
surplus heat to dry the dewatered digestate as a possible refused derived fuel (RDF) for enduse by 3rd party plants; this is considered later in this report (refer Section 5). However, for
the purposes of our discussions with MBT/AD technology providers, they were asked to base
their preliminary designs for the MBT/AD plant using a feedstock range based on the data
set out in Table 2.7, i.e. of 120,000 – 160,000 tpa capacity.
The new recycling and composting targets announced by the Scottish Government in 2008
are 40% in 2010, 50% in 2013, 60% in 2020 and 70% 2025. While the definition of
‘recycling’12 within the context of the new targets has yet to be defined, it is clear that to
achieve these new recycling targets, Fife Council (in common with other Scottish local
authorities) will need to maximise the level of materials recovery for recycling from any
residual waste processing plant, to the extent possible. However it is recognised that there
are significant constraints on what materials, recovered from the mixed residual MSW
stream, can actually be recycled, due to low material quality and reduced end-market
opportunities (refer section 2.4.2). Nevertheless the MBT / AD technology suppliers
approached under this study were asked to include maximum materials recovery for
recycling options into their preliminary plant designs.
2.4
Existing Infrastructure and Material End Markets
2.4.1 Existing Council Infrastructure
Fife Council has two possible sites for location of a new residual waste MBT plant; these are
both co-located at the Council’s existing ‘live’ landfill sites, i.e. Lochhead Landfill,
Dunfermline and Lower Melville Wood, Ladybank.
Both sites are existing PPC-permitted landfills accepting household, commercial and
industrial waste and which also provide HWRC (household waste recycling centre) facilities
to the general public. Both landfill sites collect landfill gas and use this onsite to generate
power and heat through onsite CHP engines. Both sites have existing electrical grid export
12
e.g. does it include recycling of inerts / rubble at HWRCs or metals / bottom ash from EfW ?
SLR Consulting
Fife Council
17
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
connections; these are reported as around 4MW at Lochhead and 2MW at Lower Melville
Wood. The PPC permit for Lower Melville Wood landfill was granted in August 2005 and
includes the CHP units. The PPC permit for Lochhead landfill was granted in November 2006
and also includes the CHP units. Leachate generated at Lochhead landfill is tankered offsite
for treatment, while the Council are currently planning the development of a leachate
management system at Lower Melville Wood by 2009. This will require either an extension to
the existing PPC or a separate, new PPC application.
The heat generated by the CHP units at Lochhead is used to run a district heating scheme
that currently delivers slightly less than 1 MW of heat energy (through a two-stage primary
and secondary hot water delivery system) to several domestic and commercial heat users
located within 2.5 km (1.5 miles) to the south of the CHP plant. The Lochhead district heating
scheme was commissioned in April 2007 and is operated by Fife Council; it has an estimated
inbuilt capacity13 to carry an additional 1MW of heat over and above its design (1.5MW).
Lower Melville Wood landfill is located in a rural location, with the only significant settlement
within a 5km radius of the site being the village of Ladybank, located approximately 1.5km to
the south of the site. No commercially viable district heating opportunities have emerged to
date, although the village does contain a school and housing. Although less than at
Lochhead, the opportunities for the export of heat to end users in the local area (e.g. new
‘sustainable’ housing developments, horticultural producers, distilleries) may emerge in
future. In addition, a small quantity of process heat may be required by the planned new
leachate treatment system, although the precise heat demand details will depend on the final
detailed design for this.
The presence of the existing landfill gas and CHP infrastructure and grid connections on both
sites is helpful as this will provide an opportunity to share the gas management and grid
connection infrastructure14 and significantly reduce the level of the capital investment
required for the development.
The available land area at Lochhead, within the existing PPC installation boundary, is
reported to be around 2Ha. Space within the existing PPC installation boundary at Lower
Melville Wood is similarly limited, although it is reported that land with an additional area of
around 6Ha, is available for use by Fife Council, outside the existing PPC installation
boundary. The average footprint of an MBT/AD facility for the planned feedstock capacity of
140,000 – 160,000 tpa is 2-3 Ha. It is possible to develop plants on a ‘smaller than ideal’
footprint but this is likely to add complexity to the process layouts and increase the site
development costs. This indicates that development at both sites is feasible in principle but
that the area of land identified to locate a new MBT/AD plant would be subject to site-specific
considerations.
The infrastructure associated with the development of a 120,000-160,000 tpa capacity
MBT/AD plant is significant and would include a number of heavy items of plant and
storage/process tanks with associated pipework that will require secure foundations, not
prone to significant differential settlement. Although ground conditions at the two sites are
variable, and comprise predominantly sands and gravels at Lower Melville Wood and include
13
Personal communication between D.Jamieson (SLR) and W.Dewar (Fife Council); additional capacity is
present in the existing pipe diameter and also in the ability to increase the water flow rate.
14
The typical average methane content of both landfill gas and AD biogas is around 60% by weight, with the
remainder comprising mostly CO2; thus it is feasible to share the CHP engine(s) - although separate metering will
be required as different ROC rates apply to power generated from the individual gas streams.
SLR Consulting
Fife Council
18
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
pockets of peat and made ground at Lochhead, SLR is not aware of any particularly poor or
difficult ground conditions that could potentially prevent development at either site, or
significantly increase the capital costs of the development above industry norms.
However the actual site preparation and development costs would depend on the specific
land selected for development and the results from a detailed intrusive site investigation
carried to quantify the ground conditions and foundation requirements, and the associated
cost implications.
2.4.2 Process Outputs and Security of Material End Markets
In addition to the digestate output from the MBT/AD plant, the increasing recycling targets
now applicable in Scotland indicate that it would be desirable for the plant to be able to
maximise the recovery of materials suitable for recycling / re-processing. Hence the
mechanical sorting element of the plant should be designed to facilitate the recovery of the
following materials: ferrous metals, non-ferrous metals, plastics, paper/card, glass, grit /
inerts and (optionally) materials suited for refuse derived fuel (RDF).
Fife already has established end-markets for source separated paper, metals and glass.
However the same materials recovered from mixed waste will (for a typical dry-separation
process) have higher contamination levels. An overview of the potential end-uses for each of
the process outputs follows:
Paper / card: since paper/card recovered from mixed waste tends to be dirty and
contaminated, there are unlikely to be any viable end markets for this with reprocessors
(including with Fife’s existing reprocessor, Securecycle); paper/card recovered from the
mixed waste stream should therefore be diverted to either (a) the digestion process or (b) as
an RDF. NOTE: however under the current regime in Scotland, neither of these end-uses
would count towards Fife’s recycling targets.
Plastics: Fife’s mixed residual waste stream will contain a high plastics content, as little is
collected at kerbside; options are:
(a) recover as mixed plastics from residual waste (with possible separation into
polymers, HDPE, PET etc) and sell to UK and international markets. However the
high contamination levels combined with emergence of a developed Chinese
economy, will likely significantly restrict this end-use option in the medium term);
(b) include in an RDF product output from the plant (although medium-long-term RDF
end-users would need to be found to make this a viable option – and the end-use of
RDF will remain a revenue cost to the plant operation for the foreseeable future);
(c) use mixed plastic as a feedstock for the production of alternative fuel / synthetic
diesel; this option may become viable in the medium-long term as technologies and
markets develop in response to the increasing oil price
NOTE; under the current regime in Scotland, only option (a) would count towards Fife’s
recycling targets. The market value of plastics (mixed polymers) was quoted in Materials
Recycling Weekly (MRW) in May 2008 as £70-80/tonne.
Glass: this could either be recovered in its own right for recycling, or alternatively could be
recovered along with grit and other fines for use as inerts or landfilling at the lower landfill tax
rate of £2 / tonne. The market value of glass (mixed colour) was quoted in MRW in May 2008
as £13-16/tonne.
Metals (Fe / non-Fe): these can potentially be recovered from various stages of the process
and reprocessors will generally accept metals recovered from mixed waste – although the
commercial value will reduce for very dirty or contaminated materials. Hence the end market
for these products can be considered to be relatively secure, although the commercial value
SLR Consulting
Fife Council
19
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
is variable (and will depend on material quality and market conditions). The market value of
Fe and non-Fe metals was quoted in MRW in May 2008 as £23515 /tonne and £850 /tonne
respectively. It is recognised however that the price paid for metals recycled from front-end
mechanical separation from residual waste will likely be lower than this, to reflect the actual
quality of the secondary metals. Nevertheless, prices for reprocessed metal on domestic and
international markets have been rising and this trend is likely to continue for the foreseeable
future.
Recyclates summary: it is apparent from the above that the contribution to Fife Council’s
recycling rates from a future MBT Plant will be mainly limited to the recovery (for recycling) of
metals; recycling of plastics and glass is also possible, depending on the quality of the
recovered materials and the existence of secure end-markets for these materials.
Digestate: possible end-uses for the dewatered digestate fibre include:
(a) disposal to landfill, with the post-processing reduction in BMW content making a
contribution towards the Council’s LAS obligations;
(b) refine and use as a CLO material for landfill / land restoration purposes, either as part
of an approved (by SEPA) landfill Site Restoration Plan or under a formal
exemption16, again with approval by SEPA for the specific end-use (Note: this would
require a 3 stage process of digestion + aerobic maturation + refining); and
(c) dry the digestate fibre to produce a low calorific value RDF or biomass, using surplus
heat from the CHP unit(s); a secure end-market for the resultant RDF/biomass would
need to be found to secure this end-route (e.g. merchant EfW plant, cement kiln).
The RDF market in the UK is improving but the combination of the continued ‘waste’
status of RDF produced from mixed waste sources, the need for a WID17-compliant
energy plant to use the RDF and the likelihood that Fife Council would also have to
pay a gate-fee to end-users to accept the material (as is currently the situation), make
this particular end-route non-secure, at least in the short-medium term. Additionally,
RDF end-users usually require a minimum product quality (which may require adding
an additional process step at the MBT plant), e.g. drying to reduce moisture content,
shredding, pelletising or briquetting, with the associated additional capital investment.
NOTE: only option (a) offers a secure end-route; option (b) may offer a full or partial solution
in the medium term but is not a viable long-term; option (c) is not a viable short-term option,
although may emerge as a viable end-route in the medium long-term.
The dewatered digestate liquor from a mixed residual waste AD plant will require
treatment / disposal along with other process effluent. While digestate liquor from
source-segregated biowaste AD plants can be used as a fertiliser replacement for
agriculture / horticulture, issues around the mixed waste source and continuing waste
status of the process outputs from a mixed residual waste plant are likely to make this
end-use non-viable, certainly in the short-term.
Biogas: the market for biogas is considered to be secure in the long term. Typically this is
used as fuel for CHP system to produce electricity (at ~38% efficiency) and heat (at up to
~45%18 efficiency). Both the heat and power are typically used onsite to meet the parasitic
energy demand of the AD plant (and the associated MBT process), with any excess energy
15
For Corus ‘Canroute’ approved suppliers
16
E.g. application to land under Para 7 or Para 9 exemptions.
17
Waste Incineration Directive
18
With ~ 50% of the heat recovered from the engine jacket, and ~50% from the exhaust. The details vary
depending on specific engine type.
SLR Consulting
Fife Council
20
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
being available for sale to third party end users. Depending on the plant location, electricity
can be fed into the national grid to generate income for the operator. In addition, the
production of electricity from AD of municipal waste is eligible for CCL19 and ‘double’ ROC20
certificates (from April 2009) under the government’s renewable obligations scheme. An
overview of the ROCs and CCL system is provided in Appendix I. It is apparent from this that the
possible revenue streams for electricity sales comprise:
sale to grid (pool price):
Climate Change Levy (CCL): £4.30/MWhr (on all renewable power generated);
ROCs:
£45-60/MWhr exported (price depends on location);
currently around £47/MWhr21 per single ROC (on all
renewable power generated).
Currently (September 2008), this equates to a total ‘bundle price’ revenue potential of
~£150/MWhr (assuming ‘double ROCs’) from renewable electricity, although it should be
noted that the sale price will be subject to variation over time due to supply fluctuations.
Where CHP is being used, the export of surplus heat energy (in the form of pressurised or
unpressurised hot water) is also possible, as is currently done at Lochhead through the
district heating system in Dunfermline (within 2.5 km of the CHP source). This also has a
potential to generate income, at a rate of £30-50/MWhr, with the actual value dependent on
the local market and whether the end-users/customers are commercial or domestic. Sales to
heat end users in the Dunfermline district heating scheme are typically £30/MkWh for
commercial users and £40-50/MWh for domestic users.
As alternatives to CHP, produced biogas (biomethane) could potentially either be (a)
converted into a substitute natural gas vehicle fuel (through upgrading and compression to
increase the methane % content) or (b) injected into the natural gas grid. Both options are
technically feasible (and common in mainland Europe) but have not yet been implemented in
the UK due to commercial viability issues (including lack of financial incentives - ROCs
equivalents).
The indicative total cost of producing biogas fuel for vehicles is reported in literature as
between 65-75p/litre22; this includes the costs of AD and biogas upgrade (stripping out of
CO2 and H2S) and compression to produce a fuel that is 97% methane and ready for
dispensing to vehicles. This approach lends itself to use in a dedicated vehicle fleet that uses
a single refuelling point (e.g. RCVs, city buses) and would potentially offer a higher efficiency
end-use of the biogas (compared with CHP, where commercially viable heat end users can
often be difficult to find). To date the UK market for biogas fuel has not developed due to the
relatively high price of electricity in this country and the potential for sale revenue, including
latterly, the introduction of the ‘double ROCs’ revenue potential from renewable electricity
sales. However the steep rise in the cost of crude oil (and downstream fuels) in recent
months may make this a more viable option for Fife Council to consider in the medium-term.
19
CCL Climate Change Levy
20
ROC values vary and are recorded at www.eroc.co.uk The average ROC value to July 2008 was £47/MWh;
the long-term value will vary and may reduce as more ROCs are produced. Double this value applies to energy
generated from AD (from April 2009).
21
Based on July 2008 average auction value for a single ROC
22
1Nm3 upgraded biogas (97%methane) equates approximately to 1 litre of diesel fuel.
SLR Consulting
Fife Council
21
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
The injection of biogas into the national natural gas grid network is permitted and technically
feasible (at relatively low cost); however under the current renewables regime, the biogas
would lose its ‘renewable’ status if injected, thus reducing the income and making it a less
attractive option. SLR understands that the UK government is currently reviewing this issue,
as part of its proposed renewable heat strategy (i.e. its Renewable Heat Incentive (RHI) and
Renewable Heat Obligation (RHO) proposals) and therefore it is likely that some form of
incentive will be introduced in the medium term to encourage new developments.
2.5
Outline Plant Specification
It is clear from this section of the report, that the specification for any future MBT/AD plant
would require careful development in order to ensure that plant design took account of (a)
Fife Council’s requirements for the plant (with respect to feedstock capacity, materials
recovery, BMW reduction through the process and biogas production / end-use) and (b)
relevant local circumstances, e.g. end-markets for recovered materials and digestion
products.
For the purposes of this technology review, the following outline specification has been
assumed for a possible future MBT/AD plant:
Plant feedstock capacity:
120,000 – 160,000 tpa of residual municipal waste
Materials recovery (recycling):
Maximise recovery of metals, plastics and glass
Materials recovery (other end uses):
Optional diversion of paper to digestate or RDF; optional
diversion of plastics to RDF
BMW reduction:
Divert up to 53,300 tpa BMW from landfill, from 2019/20
(assuming bulk of digestate disposed of to landfill)
Biogas use:
CHP with end use / sale of surplus heat and power
ABPR status:
‘Category 3 ABPR’ Technical Standard
SLR Consulting
Fife Council
22
Organic Municipal Waste Processing by AD: Appraisal
3.0
SHORTLISTING OF AD TECHNOLOGY PROVIDERS
3.1
Methodology
SLR Ref: 405.0689.00010
September 2008
This section of the report sets out SLR’s methodology and results from the process of
identification, screening and shortlisting of suitable AD technology providers. The screening
process was designed to produce a shortlist of technology providers, who are considered to
be the optimum ones with respect to having the capability of delivering an MBT/AD plant for
Fife Council that meets their key project requirements, as set out in the outline specification.
Soft market testing of the shortlisted technology providers was subsequently carried out and
this process (and its outcomes) is described in Section 4.
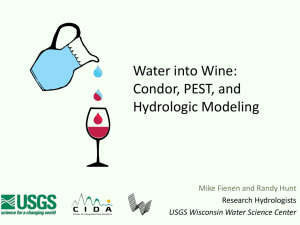
An overview of the sequential methodology used in the technology shortlisting process (for
residual waste digestion) is set out in Figure 3-1.
Detailed literature review,
including in-house database
& internet
Long list of AD suppliers (109)
Stage 1 screening:
Is AD Technology suited to
process MSW?
List of potentially suitable AD suppliers (19)
Stage 2 screening:
A: verbal confirmation of
capabilities and issue of
Questionnaire (15)
B: Technology evaluation of 10
returned questionnaires
Short List of AD Technologies for detailed review (5)
Stage 3 screening:
Soft Market Testing
Figure 3-1:
Technology Shortlisting Methodology Flowchart (residual waste)
SLR Consulting
Fife Council
23
Organic Municipal Waste Processing by AD: Appraisal
3.2
SLR Ref: 405.0689.00010
September 2008
Stage 1 Screening
The starting point of the AD technology review was an in-depth literature review. A detailed
search of data provided in literature, on the internet and on SLR’s in-house database was
carried out in order to identify a comprehensive long-list of AD technology suppliers. The
basis of the initial screening process was the comprehensive list of AD technology suppliers
published in the Juniper Report “Commercial Assessment – Anaerobic Digestion Technology
for Biomass Projects”, completed in June 2007. This list was checked against further web
research and also SLR’s own records and updated with 2 additional suppliers, bringing the
total inventory of worldwide AD technology suppliers to 109.
The complete list of these identified AD technology suppliers is included as Appendix A. The
technologies/services offered by of each of these 109 suppliers were initially screened based
on single key criterion that is required for this application for Fife Council, namely:
Is the technology capable of processing mixed residual municipal / household waste ?
Many AD technologies are developed for the treatment of agricultural waste, biomass or food
waste only; other companies offer co-digestion of organic waste with sewage sludge. Some
of the listed suppliers only provide mechanical and process parts for AD plants such as gas
cleaning equipment or the digester tanks. The majority of the companies on the long list of
AD technology providers have no experience in the pre-treatment and digestion of mixed
residual household or municipal waste and were therefore as part of the Stage 1 screening
process.
Based on the outcome of the SLR’s literature review, a reduced list of 19 technology provider
companies was carried forward to Stage 2 screening; these are listed in Table 3-1.
Table 3.1 : AD Technology Companies offering residual MSW processing
Company name
Country
AnDigestion / Summerleaze
UK
Oaktech (ArrowBio)
Israel
Bekon
Germany
Cambi
Norway
Clarke Haase
UK
EcoCorp Inc.
USA
Enpure / BTA
UK
Global Renewables (ISKA)
Australia (Germany)
Grontmij / SBI Friesland
Netherlands
Kompogas
Switzerland
Organic Resource Technology (Anaeco)
Australia
OWS (Dranco)
Belgium
Passavant-Roediger
Germany
Ros Roca
Germany
Inter-engineering (formerly RTS)
UK
Schwarting Uhde
Germany
Strabag
Austria
SLR Consulting
Fife Council
24
Organic Municipal Waste Processing by AD: Appraisal
3.3
SLR Ref: 405.0689.00010
September 2008
Company name
Country
Valorga
France
Wehrle Umwelt
Germany
Stage 2 Screening
Under the second stage of the technology screening process, SLR:
A. Directly contacted the 19 companies on the above reduced list for a preliminary
screening discussion (based on four key criteria) about their MBT/AD capability;
successful companies were then issued with a proforma questionnaire (refer
Appendix B for a copy of this) for completion; and
B. Carried out an evaluation of the completed and returned questionnaires.
Stage 2 of the screening process identified 15 AD technology suppliers who confirmed their
capability for meeting the key project criteria and of these, 10 companies submitted a
completed proforma questionnaire. SLR evaluated the replies using a technology screening
model, developed specifically for this project to reflect the needs of Fife Council. The 5 AD
technology suppliers with the highest score were taken forward for a Soft Market Testing
process, which is described in Section 4. The results of the evaluation of each company are
attached in Appendix C.
A detailed description of the two-stage screening process follows.
3.3.1 A: Preliminary Stage 2 Screening
The first stage comprised contacting each of the previously identified companies by phone in
order to establish whether their technology is suited for Fife Council’s specific requirements
and their level of interest and willingness to provide services to Fife Council.
Each of the 19 identified AD technology suppliers was contacted by SLR by telephone or by
e-mail in order to identify those suppliers that are experienced in the treatment of residual
municipal / household waste using anaerobic digestion and who are willing to provide their
services to Fife Council. Suppliers that answered any of the following four key criteria
questions with “No” were not issued with a questionnaire.
Criterion 1: Is the technology able to treat municipal household waste?
Three of the companies identified in Table 3.1 indicated that they do not offer AD processing
of residual municipal / household waste. These are: Andigestion, Schwarting Uhde and
Wehrle GmbH; one other company (Grontmij) was only contactable via e-mail and did not
reply to our initial request for information.
Criterion 2: Is the process commercially available/actively marketed in the UK /
Europe ?
None of the companies listed in Table 3.1 operate an AD plant for the treatment of residual
household waste in the UK. However, a number of the listed suppliers are currently in the
commissioning phase of the development of such plants in the UK (Global Renewables), or
the detailed design phase (Enpure, Clarke Haase) or are at the shortlisted / preliminary
design stage (Oaktech). Others cite ‘reference plants’ elsewhere in Europe (Cambi, Ros
Roca, Kompogas, Strabag).
Criterion 3:
Is the process able to meet ABPR Technical Standards ?
SLR Consulting
Fife Council
25
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
None of the companies identified currently operates an ABPR-approved AD plant for residual
household waste. However, all of the companies stated that their technology is able to
achieve the requirements of the ABP Regulations, through the use of process modifications
and/or pasteurisation. Some companies have ABPR approval for the treatment of source
separated biowaste or food waste (e.g. Strabag, Clarke Haase, Inter-Engineering,
Kompogas).
Criterion 4: Is the supplier able to provide a full turnkey delivery of the process
(including mechanical pre-treatment)?
All of the companies listed in Table 3-1 claimed that they would be able to provide the
turnkey delivery of the proposed residual waste treatment plant, including the required
mechanical pre-treatment and associated infrastructure. In some cases the companies
already work with specific sub-contractors (e.g. Enpure - BTA), while others would yet have
to find a partner (e.g. Kompogas).
As a result of the Stage 2A screening, the following 15 technology providers (refer Table 3-2)
were retained for Stage 2B screening using SLR’s proforma questionnaire. All of the
companies listed expressed their interest in the future provision of a service to Fife Council.
Table 3-2: Stage 2A Technology Screening Results
Company
Country
Oaktech
Israel
Bekon
Germany
Cambi
Norway
Clarke Haase
UK
EcoCorp Inc.
USA
Enpure/ BTA
UK
Global Renewables [ISKA]
Australia [Germany]
Kompogas
Switzerland
Organic Resource Technology
(now AnaeCo Ltd)
Australia
OWS [Dranco]
Belgium
Passavant-Roediger
Germany
Ros Roca
Germany
Reliant Technical Services, RTS
(now Inter-Engineering)
UK
Strabag
Austria
Valorga
(now part of Ubaser Environnement )
France
Each of the 15 companies listed in Table 3-2 was asked to complete a proforma
questionnaire developed by SLR specifically for the Fife Council project. A copy of SLR’s
Stage 2 Screening Questionnaire is attached in Appendix B. The questionnaire includes an
outline process specification, in order to ensure that the data collected from the participating
companies was as accurate and comparable as possible.
SLR Consulting
Fife Council
26
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
Five suppliers did not complete the questionnaire and were therefore not carried through to
the next stage of the screening process. These five companies are identified in Table 3-2 in
grey shading / italics.
3.3.2 B: Evaluation of Submitted Questionnaires
In total, 10 companies completed the questionnaire; the returned questionnaires were
evaluated using the criteria listed below:
1. Feedstock definition (residual MSW): What are the feedstocks targeted by the
suppliers including tonnage, composition, annual growth / variation / seasonality; are
the suppliers experienced with the type of feedstock that would be provided by Fife
Council ?
2. Process performance and efficiency: Materials recovery for recycling, organics
diversion, energy balances, biogas yield, intended end-use of process outputs,
compliance with ABPR, specific feedstock requirements.
3. Plant Scale: What size of plants are the suppliers experienced with – small/ medium/
large. Can the plant be built on a modular basis (to avoid unused excess capacity in
early years of plant(s) ?
4. Deliverability: Plant footprint and ability to fit onto available sites / land; suppliers
preferred method of implementation, i.e. turnkey delivery of complete project.
5. Commercial Status and Reference plant(s): Is the technology proven - Must have
at least one plant with not less than 12 months demonstrable successful operation,
ideally treating residual municipal / household waste.
6. Cost Economic Data: How do budgetary capital and operational costs compare
between suppliers.
In order to compare the information provided by the AD technology suppliers, SLR used an
evaluation model that comprised the following key criteria:
I. Technology (including experience, feedstock definition, gas and energy yields, BMW
diversion, wastewater, and gas treatment); {weighting 40%};
II. Deliverability (including commercial availability, reference plants, project delivery,
plant scale, and process guarantees); {weighting 20%};
III. Licensing (ABPR compliance); {weighting 25%}; and
IV. Cost Economics (based on supplier budget capital and operational costs); {weighting
15%}.
Each submission was assessed against the above criteria using a scoring system that
reflected the level of performance of the technology against critical aspects of each individual
criterion. Details of the scoring system and criteria are set out in the tables in Appendix C.
The total score of each section was then used to calculate the weighted average in order to
evaluate the overall performance of each AD technology.
Basis for Criteria Weighting:
I. Technology (40%): the processing of residual municipal / household waste by AD requires
a robust technology that includes waste feed preparation, materials recovery for recycling
and use of a proven AD system that can also cope reliably with the relatively abrasive
material over the long-term life of the plant; this is considered to be the most important
technical evaluation criteria and is weighted accordingly.
II. Deliverability (20%): the technology providers’ ability to deliver a turnkey MBT/AD plant
was assessed based on their commercial activities (in the UK and Europe), taking account of
existing reference plants, and their willingness to provide process guarantees; although
important, this was considered to be of less importance than Technology, since the AD
SLR Consulting
Fife Council
27
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
provider could if necessary always work as a technology subcontractor to a larger
Engineering and Procurement Contractor (EPC).
III. Licensing/ABPR (25%): in order to maintain flexibility with respect to end-use of the
digestate (including application to land as a restoration material), the plant must be able to
accept and process wastes that are classed as Category 3 ABPR material (i.e. including
uncooked meats from non-kitchen sources); hence the plant’s ability to achieve ABPR
certification is important and weighted accordingly.
IV. Costs (15%): although important, this evaluation criteria was weighted the lowest of the
four, on the basis that at this early stage of technology comparison, only outline budget costs
have been submitted by the technology providers; these are unlikely to be completely
reliable, other than to provide indicative costs for a broad comparison between alternatives;
more comprehensive and reliable costs would emerge at the time of detailed feasibility
and/or contract procurement.
Summary of Stage 2 Questionnaire Evaluation Process
The detailed model results for each company can be reviewed in Appendix C. The results of
each section are summarised in the sections below.
I. Technology
Based on the information provided within the returned questionnaire the reviewed AD
technologies were rated on their experience with residual household waste, feedstock
definition, gas and energy yields, achievable recycling rates, required waste disposal to
landfill, BMW diversion, required wastewater discharge, and provided gas treatment. The
results of the scores in this section are summarised in Table 3-3. The highest possible score
in this category was 0.4:
Table 3-3: Outcome from Evaluation of Technology
Ranking
1
2
3
3
3
3
7
8
9
10
Supplier
OWS
Ros Roca
Strabag
Clarke Haase
Oaktech
Cambi
Valorga
Kompogas
AnaeCo
Bekon
Technology
(40%)
0.30
0.28
0.26
0.26
0.26
0.26
0.24
0.22
0.21
0.07
Overall OWS scored highest in the Technology evaluation, with its ‘Dranco’ system, based
on dry (high solids), thermophilic, anaerobic digestion. The company has experience of
treating residual municipal / household waste and the process is claimed to not produce any
waste water for discharge, and claims very high recycling rates with >40% recovery of the
input.
Ros Roca also has experience in residual waste processing and offers similar recycling
recovery rates, but does produce some process effluent for discharge, from its wet (low
solids) system.
SLR Consulting
Fife Council
28
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0689.00010
September 2008
Four other technology providers were allocated the same slightly lower score, i.e. Strabag,
Clarke Haase, Oaktech and Cambi. Valorga, Kompogas and AnaeCo has similar but lower
scores, mainly due to a combination of less project experience and lower quoted recovery
rates for recyclates. Bekon did not provide any performance details and could therefore not
be evaluated adequately.
II. Deliverability
Deliverability was assessed on the basis of the technology commercial availability (in the UK
and elsewhere), the number of reference plants treating residual municipal/household waste,
the ability to provide a turnkey delivery of the project, the size of the reference plants, and the
type of process guarantees that would be provided. The results of the scores in this section
are shown in Table 3-4. The highest possible score in this category was 0.2:
Table 3-4: Outcome from Evaluation of
Deliverability
Strabag is the only AD technology provider
that has a reference plant in the UK. Other
companies like Cambi, Kompogas, Ros
Roca
and
Valorga
market
their
technologies in the UK but do not currently
have any UK reference plants. Clarke
Haase (and Enpure-BTA23) are the
preferred technology providers to ViridorLaing for the MBT/AD plants to be
developed as part of the Greater
Manchester PFI contract. Both Anaeco
and Bekon have no residual household
waste treatment plants in Europe.
Ranking
III. Licensing
Under licencing, the ability and experience
of the companies to comply with the
technical
standards
required
for
processing of Category 3 waste materials
Animal By-Product Regulations (ABPR)
was considered. The results of the scores
in this section are shown in Table 3.5. The
highest possible score in this category was
0.25:
Table 3.5: Outcome from Evaluation of
Licensing
23
Enpure-BTA did not respond to our questionnaire
and therefore were omitted from the subsequent
evaluation process
SLR Consulting
1
2
2
4
5
5
5
5
9
10
Supplier
Strabag
Kompogas
Cambi
Ros Roca
Clarke Haase
Valorga
Oaktech
OWS
AnaeCo
Bekon
Deliverability
(20%)
0.17
0.16
0.16
0.15
0.15
0.15
0.15
0.15
0.12
0.09
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.00010
September 2008
Cambi are the only company who claim to Ranking Supplier
Licensing
operate an AD plant treating residual
(25%)
household waste, which is ABPR certified.
1 Cambi
0.25
Kompogas and Valorga also operate certified
2 Kompogas
0.19
AD plants, but these licenses are based on
2 Valorga
0.19
the
requirements
of
the
European
4 Strabag
0.13
Regulations (i.e. 2 weeks at 55°C) rather
4 Clarke Haase
0.13
than the UK ABP regulations. Strabag and
6 Ros Roca
0.08
Clarke Haase operate ABPR certified plants,
7 Oaktech
0.00
treating source-separated biowaste. Ros
7 OWS
0.00
Roca operates an AD plant treating food
7 Bekon
0.00
waste to European Standards. OWS are
7 AnaeCo
0.00
known
to
already
meet
European
pasteurisation standards in their design and are looking at ways of meeting UK ABPR
standards in future designs. Similarly SLR is aware from other projects that Oaktech are
working on the inclusion of APBR compliance for future designs for UK plants. All the other
suppliers do not operate AD waste treatment plants to ABPR standard or to equivalent
European standards and therefore were allocated a zero score..
IV. Costs
Each company was asked for the estimated budget price of an anaerobic waste treatment
plant, including mechanical pre-treatment and civil costs. The results of the scores in this
section are shown in Table 3-6. The highest possible score in this category was 0.15:
Table 3-6: Outcome from Evaluation of
Costs
A thorough assessment of the budget
Ranking Supplier
Costs
capital costs and operational costs was
(15%)
difficult during this early stage of process
1 Oaktech
0.15
evaluation. None of the companies
1 Strabag
0.15
included civil costs and only a few
1 Clarke Haase
0.15
companies included the mechanical pre1 Ros Roca
0.15
treatment without specifying, which
1 Cambi
0.15
elements are included in the front end
6 Valorga
0.11
treatment. The companies were therefore
7 OWS
0.09
only compared on the basis of the costs
8 Kompogas
0.03
for the AD treatment element. Valorga’s
8 AnaeCo
0.03
costs appeared to be above the average
10 Bekon
0.02
capital costs compared to its competitors
and OWS did not provide any details, and could therefore not be adequately rated. The
operational costs were generally stated to be within 2-4% of the process capital costs.
SLR Consulting
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.00010
September 2008
The key findings from the Stage 2 evaluation of the submitted questionnaires, were then
used to create a shortlist of technologies/ technology providers that best satisfied the agreed
screening criteria. In total, 6 AD technology suppliers satisfied the majority or all of the
assessed criteria. These were taken forward into a soft market testing approach.
Although not part of the top four companies, Oaktech was also taken forward to the soft
market testing stage, as it was considered that the technical approach offered by this
company may be beneficial to achieve high recycling recovery rates and higher than average
gas yields. Oaktech are currently the preferred technology provider for the development of a
100,000 tpa MBT/AD plant at Avondale Quarry landfill, Polmont and may soon be in a
position to provide an ABPR-compliant technology, which would improve their position in the
comparative analysis.
The overall outcome from the Stage 2 questionnaire evaluation is shown in Table 3-7.
Table 3-7: Outcome from Overall Technology Evaluation
Ranking
1
2
3
4
5
6
7
8
9
10
Supplier
Cambi
Strabag
Clarke Haase
Valorga
OWS
Ros Roca
Kompogas
Oaktech
AnaeCo
Bekon
Overall
Score
0.815
0.706
0.690
0.683
0.657
0.655
0.603
0.552
0.363
0.07
Notes on Table 3-7:
1. Cambi subsequently withdrew from the evaluation saying that their process was not wellsuited to processing mixed residual municipal / household waste, but rather was designed
for source-segregated household waste and other biodegradable waste fractions such as
ABPR cat. II & III material, but was not designed to treat all types of waste, such as
residual household waste. They did however provide detailed information for the treatment
of source-separated biowaste.
2. Kompogas operate only one residual waste plant (in Spain); all of their other plants
operate on source-segregated biowaste and their system is not considered to be wellsuited to processing residual waste feedstock.
As a result, the following six shortlisted technology providers were taken forward to the Soft
Market Testing stage:
A.
B.
C.
D.
E.
F.
Clarke Haase;
Oaktech;
OWS
Ros Roca;
Strabag; and
Valorga.
SLR Consulting
31
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
4.0
SOFT MARKET TESTING
4.1
Overview of Process
SLR Ref: 405.0698.0010
September 2008
As part of the soft market testing process, each of the following six shortlisted bidders was
contacted again and sent out a secondary follow-up questionnaire:
A.
B.
C.
D.
E.
F.
Clarke Haase (low solids AD);
Oaktech (low solids AD);
OWS (high solids AD)
Ros Roca (low solids AD);
Strabag (high solids AD); and
Valorga24 (high solids AD).
The aim of the secondary questionnaire was to clarify key points about their technologies
and also to confirm the interest of these companies in bidding for a possible future residual
waste contract sought by Fife Council. Copies of the returned ‘soft market testing’
questionnaires are attached in Appendix D, together with the completed initial questionnaires
of the shortlisted companies.
The key objectives of the ‘soft market testing’ exercise were to:
1. Confirm the level of interest and commitment of each shortlisted technology provider
in providing AD technology to Fife and bidding for a future contract;
2a Identify any specific technology aspects or provider preferences, of relevance to the
Fife project;
2b Identify / confirm details of the proposed Reference Plant(s) and in particular confirm
details of their suitability as a reference for the Fife project;
2c Identify / confirm performance efficiency aspect for each technology and identify
areas of technology risk;
3. Obtain all necessary information necessary to complete the preparation of a detailed
specification to be used in a future procurement process.
The information provided through the soft market testing questionnaires was evaluated and
compared against each of the above objectives.
Objective 1: Interest and commitment to provide AD technology to Fife Council
All of the six shortlisted AD technology suppliers provided additional details, re-iterating their
interest and commitment to bidding in future for Fife Council’s residual waste processing
contract.
Objective 2: Specific technology aspects or provider preferences, of relevance to the
Fife project
Refer details in the following sections.
4.1.1 Project Delivery
Each of the short-listed companies is prepared to enter the contract either as EPC contractor
or as technology sub-contractor. However, most of the shortlisted companies would seek to
24
Valorga subsequently failed to provide the ‘BMW reduction’ data sought as part of the soft market testing
process and were therefore omitted from the final stage of the process (refer section 4.1.4)
SLR Consulting
32
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
bid in a partnership with a specialist engineering or waste operating contractor, should they
be asked to bid as EPC contractor. Only Valorga offered to be the sole EPC contractor.
Oaktech would bid in a consortium with Landmedia Ltd and Monsal Ltd expressed their
interest in taking a significant equity stake in the project, including 100% funding of the
development in its entirety; they also stated that they are open to the concept of forming a
Joint Venture with the Council.
The timescale estimates for the proposed project ranged from 20-24 months (Strabag) to 42
months (Valorga) from the point of contract award. This would include detailed design,
planning & approvals, construction, and both dry and wet commissioning stages.
4.1.2 AD Treatment Technology Comparison
Oaktech, Clarke Haase and Ros Roca all offer a wet anaerobic digestion process whilst
OWS, Strabag and Valorga propose a dry anaerobic digestion process.
All six technology suppliers were provided with an assumed average waste composition
representing Fife Council’s residual household waste and were asked to comment on their
choice of technology with reference to the given waste composition. The reasons for the
chosen AD treatment plant type given by the suppliers are listed in Table 4-1.
Table 4-1:
Technology Providers’ reasons given for choice of AD process type
Wet (low-solids) AD system
Dry (high-solids) AD system
i.e. Clarke Haase, OakTech, Ros Roca
i.e. Strabag, Valorga, OWS
- wet pre-treatment process removes
impurities ahead of the digester which
avoids sedimentation problems and
clogging, and it also ensures a higher
digestate/ compost quality.
- a dry AD plant treats the whole mass in the
digester; whereas a wet system loses a
considerable amount of organics (mainly paper) as
part of the pre-separation process.
- The introduction of kerbside recycling
would result in a higher proportion of
kitchen waste in the residual waste and
therefore a wetter waste feed, which is
more suited for wet systems
- The dry system is a simple and robust process
and therefore not sensitive to changes in the
feedstock other than reduced or increased biogas
rates, whereas a wet system may develop
mechanical problems when impurities increase.
- The utilisation of a wet separation/ sorting
system allows for the maximum recovery of
the biodegradable fraction of the residual
waste stream, while also allowing for
maximum recovery of recyclable waste
streams.
- Contaminants such as plastics, glass, stones, etc.
will cause problems in wet AD systems. They will
deposit or they will float. A dry system does not
have these problems because the inert and light
materials are captured inside the digesting mass,
which moves from top to bottom in a kind of plug
flow.
- dry systems can handle any type of input and dry
solid concentrations up to 45% in the digester.
- Maintenance/operating costs are lower as
there are relatively few mechanical parts
within a simply designed digester. We use
biogas recirculation to mix in the digester
and hence there are no moving parts
within the digester which could fail.
- In comparison to other AD technologies
especially dry systems, our wet process
consumes less energy and therefore more
of the energy generated is available for
- The energy consumption of a wet system is much
higher than the one of a dry system as the mass
has first to be converted into a suspension (e.g. big
pulpers have up to 300 kW installed power).
SLR Consulting
33
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
Wet (low-solids) AD system
i.e. Clarke Haase, OakTech, Ros Roca
export.
SLR Ref: 405.0698.0010
September 2008
Dry (high-solids) AD system
i.e. Strabag, Valorga, OWS
Meanwhile a wet AD process of this type needs
approx. 70-80 kWh/t input a dry system only has a
consumption of 25-30 kWh/t.
- in comparison to dry AD technology we
believe the capital costs are lower for
comparable wet systems.
- No sediments in digester, since operates at higher
solids content therefore no sedimentation occurs
- Lower water consumption/ and discharge
- Compact plant layout
It is clear from the above that the available low and high-solids systems have both
advantages and disadvantages. Whilst dry AD systems tend to be relatively simple, robust
and insensitive to feedstock composition changes, wet AD systems can potentially achieve
better separation rates for recycling due to the front-end wet-separation that is typically
included to separate the heavy and light fractions in a wet pulping process. The respective
gas yields of wet digestion process tend to be higher than a typical dry process, due to the
higher organic loading in the digesters. However this can be offset by the reduced quantity of
feedstock material actually going through the digester, compared to a dry process.
Table 4-2 summarises the main characteristics of both types of AD treatment systems that
should be considered carefully when choosing an AD technology.
Criteria
Table 4-2:
Summary Comparison of ‘wet’ and ‘dry’ Digestion Process
Wet (low solids) AD system
Dry (high solids) AD system
Costs
Capital Costs
Typically lower capital costs
Typically higher capital costs (refer
Strabag, Valorga) including process
and infrastructure.
Operating costs typically significantly
higher than for dry AD, due to high energy
demand front-end wet separation (pulper
or hydro-mechanical separation), and
higher process water and effluent
treatment costs.
Operating costs typically significantly
lower than for wet AD.
Plant Footprint
Typically requires a larger plant footprint
to accommodate wet-separation plant,
digestion tanks, pipework etc.
Is typically a more compact plant
footprint and can be accommodated on
a smaller site.
Separation of
Recyclables
Wet process permits better separation /
recovery of recyclables at front end, prior
to digestion (as process requires addition
of significant water to feedstock and
removal of non-organic materials prior to
digestion).
Recovery / removal of non-organic
materials prior to digestion is not
essential to process and is more
difficult under dry separation
conditions. Process typically includes
only minimal recovery of recyclables
(typically metals) at the front-end.
Biogas / Methane
Yield25
Single-stage wet process is likely to
generate higher levels of biogas /
Overall biogas / methane yield per
tonne of mixed residual MSW
Operating
25
The process biogas / methane yield is a function of feedstock composition and specific technology type. Wet
digestion will deliver more paper and card organics to the digestion process and therefore give a slightly higher
SLR Consulting
34
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
methane per tonne of digester input, but
will produce a similar gas yield (per tonne
of mixed residual MSW feedstock) to dry
digestion.
feedstock likely to be similar to that for
wet digestion.
Digestate Quality
In the wet separation process, the organic
feedstock stream delivered to the
digestion process is higher quality (less
contaminants, higher organic content)
thus producing a raw digestate of a higher
quality than the raw digestate from dry
digestion.
The raw digestate from a dry process
will typically contain a much higher
proportion of contaminants (plastics,
glass etc); these can be removed by
‘refining’ the stabilised digestate to
produce a purer end-product - more
similar to that typically produced from a
wet process.
BMW Reduction
across process
BMW reduction is a function of biogas
yield and the organic content of process
offtakes. Wet digestion is likely to divert
more of the paper/card organics to the
digestion process and therefore deliver a
higher BMW reduction per tonne of
feedstock input than dry digestion.
A higher proportion of the paper/card
(oversize) will be diverted away from
the digestion process in a dry system.
Unless used as RDF it will likely be
landfilled, thus providing a lower level
of BMW reduction than a wet digestion
process.
The front-end wet separation of ‘lights’
(plastics) and ‘heavies’ (glass, grit,
batteries) make the front-end of the wet
AD process more sensitive to feedstock
composition changes.
In contrast the dry process has
minimal front-end separation and
therefore is less sensitive to changes
in the feedstock composition, or the
level of contaminants.
Chemical contaminants (e.g. bleach,
paint, biocides) will be diluted and mixed
by the wet process – although large
quantities could still adversely impact the
process.
Chemical contaminants likely to remain
localised in dry digester and move
through under plug (unmixed) flow;
may cause local failure of digestion
process but unlikely to kill off the entire
process.
Process water
demand
Wet digestion appears to have a higher
ongoing annual process water demand
than dry digestion (refer data from
Strabag and Clarke-Haase)
Dry digestion appears to have a lower
ongoing annual process water demand
than wet digestion (refer data from
Strabag and Clarke-Haase).
Process Effluent
discharge:
Process effluent quantity is a function of
the dewatering system and the amount of
recirculation through the digestion
process. Wet digestion is likely to produce
more process effluent for treatment /
disposal. The loading of the effluent
(COD, ammonia) is dependant on the
feedstock composition.
Process effluent quantity is a function
of the dewatering system and the
amount of recirculation through the
digestion process. Dry digestion is
likely to produce less process effluent
for treatment / disposal. The loading of
the effluent (COD, ammonia) is
dependant on the feedstock
composition.
Process Sensitivity:
Change in feedstock
composition
Presence of
contaminants
It is important to note that the attributes of a specific digestion technology should be
considered on its own merits; however it is clear from the comparison of the key attributes for
generic wet and dry systems that each has its advantages and disadvantages and that both
biogas yield than dry digestion. Multi-stage digestion processes are likely to deliver a higher yield than singlestage processes.
SLR Consulting
35
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
site-specific and project-specific parameters should be considered before selecting the
preferred digestion technology type.
The summary in Table 4-2 indicates that in general, ‘wet’ digestion may offer potential
benefits over ‘dry’ digestion for processing of mixed residual municipal waste. Although wet
digestion may be a slightly more sensitive process, with a higher annual operating cost, it
does offer the opportunity to recover more recyclables at the front-end, increase the biogas
yield, maximise the diversion of BMW from landfill and deliver a better quality organics
fraction to the digestion process, thus minimising the need for post-processing refinement of
the digestate, where end-use is being considered. In contrast, a dry process is likely to be
less sensitive to feedstock variations, hence requires less maintenance, is more likely to fit
onto a smaller site and has lower ongoing annual operating costs.
4.1.3 Animal By-Product Regulations (ABPR)
Fife Council’s municipal waste collections is likely to contain some Category 3 ABPR
materials, namely uncooked meats from non-kitchen sources, (e.g. butchers/fish shops and
raw ham from shops) and the AD plant will therefore require to be designed to the necessary
technical standard, in order to meet the Animal Health unit requirements.
None of the short-listed suppliers operates a fully ABPR-certified plant treating residual
household waste. However, Clarke Haase and Ros Roca operate a number of plants treating
food waste or source-separated biowaste in Spain and Germany that comply with the
pasteurisation requirements of the ABP regulation, i.e. reducing the size of the waste after
the wet pre-treatment to a maximum of 12mm followed by a pasteurisation unit, which treats
the accepted waste streams to 70°C for one hour. Ros Roca provide the pasteurisation in
three separate tanks, with a minimum retention time of 1 hour in each tank. In the first tank
the waste is heated up to 70°C, in the second tank the material is held at 70°C for a minimum
of 1 hour, and in the third tank the material is cooled down to 37°C; the temperature of the
subsequent anaerobic digestion process.
Strabag provided the Western Isles, Scotland with an AD plant, which is ABPR certified for
the treatment of source-separated biowaste (Category 3 - catering and kitchen waste only).
The system is a dry, single stage, thermophilic process with temperatures at 57-58°C, which
is the minimum requirement for catering/ kitchen waste. For Category 3 waste Strabag would
also have to include an additional pasteurisation stage.
Oaktech and OWS are the only suppliers who have not yet constructed an AD plant treating
food waste or other wastes to ABPR Standard (or equivalent). Both companies stated they
would include a pasteurisation stage in their process to heat the digested material to 70°C for
1 hour to comply with the ABPR requirements. Oaktech are currently including this in
approach in their design for the proposed MBT/AD plant at Avondale, Falkirk. OWS will
include a post-digestion pasteurisation stage in Norfolk, where they are preferred bidder for
the treatment of residual MSW, including Category 3 catering waste.
4.1.4 BMW Diversion
Fife Council will have to progressively reduce the amount of biodegradable material going to
landfill to a maximum of 49,042 tonnes by 2019. Table 4-3 shows the forecasted tonnage of
residual household waste going to landfill for selected years between 2008 and 2019 (based
on the figures provided by Fife Council with an average BMW content of 63%), the required
LAS target and the associated surplus/ deficit of organic material without any form of pretreatment of the waste.
SLR Consulting
36
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Table 4-3:
BMW content of residue going to landfill compared to LAS targets
Total MSW residual
Total BMW
LAS
Surplus/
Year
waste (= MBT Plant
feed)
2008
2009
2010
2011
2013
2019
152,422
147,592
142,508
144,787
144,787
144,787
of MBT
plant feed
Targets
96,792
93,639
90,320
91,738
91,738
91,738
Deficit
110,006
104,413
92,812
81,210
66,671
49,042
13,214
10,774
2,492
-10,528
-25,067
-42,696
It can be seen that without any form of further treatment of the residual household waste Fife
Council will exceed their LAS targets from 2011 onwards. By 2019 Fife Council would
exceed its BMW landfill allowance by almost 43,000 t/a.
In order to meet the LAS requirements the AD technology suppliers must be able to divert at
least 46.5% of the incoming BMW long-term. The aim is to achieve the diversion by the
degradation of the organic material during the digestion process. However, if the produced
digestate is used as daily cover or as low grade soil conditioner for landfill restoration,
considerable amounts of biodegradable material may still be deemed to be going to landfill.
Based on the information provided by each AD supplier the total BMW diversion was
calculated and compared to Fife’s required LAS targets, in order to assess the suitability of
each of the proposed AD technologies to meet the required targets.
NOTE: The AD supplier Valorga did not provide sufficient information to allow for a
comparison with other technologies. Information on key issues, such as BMW diversion,
energy requirements and ABPR were not provided by Valorga. As a result this company was
excluded from the final stages of the review.
Table 4.4 compares the estimated BMW diversion that each of the five remaining technology
providers can achieve with their proposed system. NOTE: The technology performance data
are purely based on information provided by the suppliers and are not subject to a detailed
due diligence process. As part of this review it was not possible to verify the received
information, e.g. by visiting/ or reviewing data from operating plants. The accuracy of the
stated BMW diversion (and other process indicators) should therefore be viewed with
caution.
The table shows the BMW diversion rate based on the design throughput to the MBT/AD
plant of a nominal 140,000 t/a residual waste comprising an average of 63% BMW.
Table 4-4:
Projected BMW diversion in 2010 based on 140,000t/a plant throughput
INPUT
BMW (%)
BMW (t)
OUTPUT
Pre-treatment / Recovery
bulky items
heavy fraction
Clarke
Haase
140,000
63
88,200
Oaktech
OWS
140,000
63
88,200
0
12,838
8,600
45,354
SLR Consulting
Strabag
140,000
63
88,200
Ros
Roca
140,000
63
88,200
0
20,000
0
25,200
0
24,500
140,000
63
88,200
37
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
BMW (%)1
BMW (t)
RDF (mainly plastics)
Metals
Mixed plastics
Glass
Plastic film
Inert materials (sand)
Digestion
heavy rejects 1
heavy rejects 2 (mainly
inerts)
BMW (%)2
BMW (t)
light rejects (RDF)
low fuel CV
Digestate
BMW (%)3
BMW (t)
Low grade soil conditioner
from aerobic stabilisation
BMW (%)4
BMW (t)
Total BMW landfilled (%)
Total BMW landfilled (t/a)
Total BMW diverted (%)
Total BMW diverted (t/a)
SLR Ref: 405.0698.0010
September 2008
Clarke
Haase
50
6,419
63,956
5,530
0
0
0
0
Oaktech
50
22,677
0
5,440
17,136
5,600
0
18,253
4,812
9,981
25
2,495
6,777
8,620
21,099
45%
9,495
0
21%
18,409
79%
69,791
Strabag
50
10,000
35,000
7,000
2,100
0
0
0
Ros
Roca
50
12,600
0
5,130
17,145
0
0
25,200
0
0
0
7,000
0
0
0
6,125
25
0
0
0
33,750
49%
16,537
0
25
1,750
0
0
35,000
45%
15,750
0
25
0
0
0
33,340
50%
16,960
20,840
25
1,531
0
0
29,225
45%
13,150
0
31%
27,500
69%
60,700
55
11,462
41%
36,437
59%
49,639
31%
26,931
69%
61,269
44%
39,214
56%
48,986
OWS
50
12,250
0
2,800
19,250
0
0
0
Notes: 1) Heavy fraction contains material such as contrary items, fines, textiles and other organics; therefore
BMW content of 50% assumed
2) Heavy rejects mainly contain glass and sand, but may also contains some fines; therefore BMW
content of 25% assumed.
3) BMW content of digestate used as provided by suppliers.
4) Ros Roca send part of the digested material and part-of the pre-sorted organic material to maturation;
BMW content of aerobically stabilised organics assumed to be 55%
The actual BMW diversion achieved depends on the chosen separation process (i.e.
additional recovery of RDF) and whether the produced digestate is dried prior to landfill. As
shown in Table 4.4 approximately 15-25% (by weight) of the material will leave the process
as the so-called “digestate”. The digestate can be used as low grade soil conditioner for
landfill restoration. It has to be noted that this material still contains a significant amount of
biodegradable material and if disposed of to landfill will therefore adversely impact the
Council’s LAS allowances. Higher diversion rates could be achieved by using the produced
digestate as refuse derived fuel for Energy from Waste plants or Cement Kilns26, as was
suggested by Clarke Haase who, as a result, achieve the highest BMW diversion rates (see
Table 4.4).
The comparatively low BMW diversion rates forecast by Oaktech and Ros Roca are due to
the high amount of heavy solids/ organics being separated for landfill during the pretreatment process (Oaktech) or for post-maturation (Ros Roca).
26
This assumes these end-routes are available to Fife Council (which is not currently the case).
SLR Consulting
38
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Based on the data provided by the suppliers, between 56-79% of the total biodegradable
material can be diverted from landfill by treating the material in an anaerobic digestion plant.
As a result, all of the shortlisted AD technology suppliers claim to be able to achieve the
required BMW diversion (43,000t/a from 2019 onwards) just by producing a low grade soil
conditioner for landfill restoration.
As highlighted in Section 2.2, the quantity of BMW that requires to be diverted from landfill
may increase (to 53,285 t/a) in the event that Fife Council is not able to increase the kerbside
recycling rate above 41%. This would result in Oaktech and Ros Roca potentially not
achieving the required LAS allowance from 2019 onwards, without some alternative use
being found for the digestate other than landfill disposal.
There are other options to increase the BMW diversion performance. These include drying
the digestate to produce an RDF/SRF/biomass fuel, or refining the digestate to produce a
‘compost like output’ (CLO) and these options would have to be investigated with possible
technology these two suppliers at a later stage in order to ensure secure the required level of
long-term BMW diversion.
4.1.5 Energy Balance and Biogas Yield
All companies were asked for the parasitic electricity requirements of their process and the
expected gas yield per tonne waste feedstock. These data were then used to calculate the
expected excess electricity available for supply into the national grid.
The parasitic requirements for the waste treatment plant can be split into (a) mechanical pretreatment and (b) anaerobic digestion. The specific gas yield is related to the mechanically
pre-treated waste fraction fed to the AD plant, unless stated otherwise. The assumed overall
annual waste tonnage to be treated, and therefore the amount going to the anaerobic
digestion plant, varied between suppliers. In order to be able to compare the total gas yields
and their resulting energy production the specific gas yield for each technology was
calculated and then used to calculate the total biogas generation of a 140,000t/a plant. The
electrical efficiency of the CHP gas engine is assumed to be 38%.
Only two of the shortlisted companies (Oaktech and Strabag) provided their parasitic thermal
heat requirements and so SLR made assumptions for the others. It can however be assumed
that the CHP engine produces sufficient heat to meet the plant’s total heat demand including
process and non-process (e.g. space and office heating).
Table 4-5 provides a summary overview of the energy balance for the shortlisted
technologies.
Table 4-5:
Energy Balance Overview of Shortlisted Technologies
Energy
Clarke
Oaktech
OWS
Ros Roca
Strabag
Haase
Waste to AD plant (t/a)
Biogas yield (Nm 3/t
feedstock/a)
Total biogas
generation (m3/a)
Total biogas
generation (m3/h)
CH4 content (%)
Total Energy produced
(kWh/a)
58,000
76,000
90,000
89,000
87,000
116
134
120
90
105
6,768,000
10,172,000
10,800,000
8,046,000
9,132,000
773
1,161
1,233
918
1,043
60
70
55
60
60
40,608,000
71,203,000
59,400,000
48,276,000
54,794,000
SLR Consulting
39
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
Energy
Total electricity
produced (kWh/a)
Total electricity
produced (MW)
Electricity demand AD
plant (kWh/tinput)
Electricity demand
ancillary equipment
(kWh/tinput)
Total electricity
demand (kWh/a)
Excess electricity to
grid (MW)
Notes:
SLR Ref: 405.0698.0010
September 2008
Clarke
Haase
Oaktech
OWS
Ros Roca
Strabag
15,431,000
27,057,000
22,572,000
18,345,000
21,370,000
1.76
3.09
2.57
2.09
2.44
90*
92
30
90*
30
60*
25
50
50*
18
8,752,000
8,892,000
11,200,000
12,516,000
4,175,000
0.76
2.07
1.30
0.67
1.96
1) The energy content of 100% CH4 is 10kWh/Nm3
2) *Italicised figures have been assumed by SLR, based on the data provided
The amount of waste feed going to the AD process depends on the extent and the efficiency
of the mechanical pre-separation process. Additionally, the choice of AD system (wet or dry)
influences the parasitic energy requirement. As can be seen in Table 4-5 a dry AD system
(e.g. Strabag / OWS) has significantly lower parasitic energy requirements than a wet AD
system. As a result the energy production and the available excess electricity available for
export can vary considerably between the suppliers. The best value for an initial comparison
is therefore the specific biogas yield (expressed as Nm3/t feedstock).
With a projected 134 Nm3/t biogas production, Oaktech claim to provide the highest biogas
yield, well above the average of other processes (usually between 100-120 Nm3/t). However,
these figures are projections only and Oaktech remain to be verified. These figures should
therefore be viewed with caution and be reviewed in more detail at a later stage (e.g.
feasibility, procurement).
4.1.6 Recyclate Recovery
Recyclables are recovered as part of the mechanical pre-treatment process. The type and
the amount of recyclables recovered depend on the chosen separation technologies, but as
a minimum include the separation of Fe-metals and non Fe-metals. Some companies also
include a post-treatment segregation to extract i.e. dense plastics and/or glass for recycling.
Clarke Haase and OWS offered to produce an RDF from the recovered materials and from
the produced digestate. However, RDF does not count towards recycling and was therefore
not included as recyclate. Table 4-6 shows the total amount of reyclables recovered by each
company. Additionally, it lists the amount of produced RDF and the amount of material
degraded (and converted into biogas) as part of the anaerobic digestion process. Both of
these products count towards material recovery (but not recycling targets).
The digestate produced by residual waste processing through MBT/AD facilities has only
limited end use options; these include: (a) disposal of to landfill (at a reduced BMW content);
(b) use as a CLO for landfill restoration works or other land restoration works and (c) dried for
use as a low-CV RDF material. While the performance assessment in Table 4.4. is based on
disposal of the digestate to landfill, it should be noted that both the BMW diversion (and the
recycling performance of the facility) would increase considerably, should it be possible to
use the digestate from these facilities as “Compost Like Output” (CLO). This improved
performance is illustrated in Table 4-6.
SLR Consulting
40
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Table 4-6:
Materials Recovery for Recycling, RDF and CLO end use
Clarke
Haase
Recycled materials
Fe-metals (t)
Fe-metals (%)
Non Fe-metals (t)
Non Fe-metals (%)
Plastics (t)
Plastics (%)
Glass (t)
Glass (%)
Total recycled (t/a)
Total recycled (%)
Materials recovered
RDF (high CV) (t)
RDF (high CV) (%)
RDF (low CV) (t)
RDF (low CV) (%)
Biodegradation to
biogas (t/a)
Biodegradation to
biogas (%)
Total recovered (t/a)
Total recovered (%)
Produced digestate
(t/a)
Produced digestate
(%)
Notes:
Oaktech
OWS
Ros Roca
Strabag
3,160
2.3
2,370
1.7
0
0.0
0
0.0
5,530
4
3,780
2.7
1764
1.3
17,136
12.2
5,600
4.0
4,900
3.5
2,100
1.5
2,100
1.5
0
0.0
4,550
3.3
580
0.4
17,145
12.3
0
0.0
2,275
1.6
525
0.4
19,250
13.8
36,680
26.2
9,100
6.5
22,275
16.0
22,050
15.8
70,765
50.5
8,610
6.2
6,995
0
0
0
0
10,021
35,000
25
0
0
0
0
0
0
0
0
0
0
10,000
9,330
10,958
5.0
7.2
7.1
6.7
7.8
86,370
61.6
21,100
10,021
7
30,000
45,000
32.1
35,000
10,958
7.8
30,325
15.1
21.4
25.0
9,330
6.7
33,340 +
20,8501
38.7
0
0.0
21.7
1) Includes 20,850t/a from aerobic stabilisation process
According to the received data, Oaktech claim by far the highest recycling recovery rate with
their application of a hydro-mechanical separation process. Strabag and Ros Roca also
achieve high recovery rates by separating dense plastics for recycling. The comparatively
poor recycling rates achieved by Clarke Haase and OWS could potentially be improved by
recovering the plastics for recycling rather than producing an RDF. The availability of an enduser market however, depends on the quality (purity) of the separated material and would
have to be valued against the end-market for RDF to establish the preferred route for
maximised revenue.
4.2
Technology Risk Assessment
A detailed technology performance and risk matrix for MBT/AD technology is provided in
Appendix G. For a generic MBT/AD solution, this presents:
performance criteria;
likely failure / underperformance scenarios;
mitigation measures that should be taken during the procurement and contract
process; and
the likely profile of risk allocation between the parties.
This detailed generic risk assessment template should be applied to prospective
technologies at the time of feasibility study / procurement. A full risk assessment of each of
the shortlisted AD technology providers has not been undertaken, as this would require a
due diligence of each technology. However a broad comparison of the main attributes of wet
SLR Consulting
41
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
and dry digestion is provided in Table 4-2. Based on this and the data provided by
technology companies, the likely risk profile of each technology provider is set out in Table 47.
Table 4-7:
Technical Risk Profile – by AD Technology Provider
Risk Element
1
2
3
4
5
6
7
8
9
10
11
12
13
Feedstock
Composition
Plant Capacity
Plant Availability
/ Reliability
Materials
Recovery
Biogas
Production
BMW Reduction
ABPR
Compliance
Digestate
Quality
Plant Energy
Demand
Process Water
Demand
Process Effluent
Output
Odour
Emissions
Noise
Emissions
Clarke
Haase
□
Oaktech
OWS
□
▪
Ros
Roca
□
Strabag
▪
□
▪
□
▪
▪
▪
□
▪
▪
□
□
■
■
■
□
□
■
□
■
□
□
□
■
□
▪
□
□
□
▪
□
□
■
□
■
■
■
□
■
□
■
■
□
■
□
■
■
□
■
□
□
□
□
□
□
▪
▪
▪
▪
▪
▪
■ High Risk
□ Moderate Risk
▪ Low Risk
1) Feedstock Composition: Oaktech’s hydro-mechanical separation system assumed to be as
susceptible to impurities as other wet treatment systems
2) Plant Capacity: relatively low risk applies to all technologies.
3) Availability / Reliability: wet digestion systems are more complex and therefore likely to be
more prone to failure of front-end mechanical handling systems.
4) Materials Recovery: Higher levels of materials recovery likely from more sophisticated frontend separation typically associated with wet digestion systems.
5) Biogas: potential for higher biogas yield from wet digestion systems.
6) BMW Reduction: Typically the same across all single-stage digestion processes – although
typically, wet digestion diverts a higher proportion of organics to the digestion process.
7) ABPR: Only Strabag have ABPR compliant plant, CH and RR have technology for ABPR
equivalent (EU regs) compliant plant treating food waste. Oaktech has still to implement this.
8) Digestate Quality: Raw digestate from wet systems typically of higher quality than from dry
system.
9) Plant Energy Demand: Less energy consumption with dry systems (i.e. no pulper required).
Oaktech may have highest consumption due to hydro-mechanical pre-treatment process
10) Process Water: wet systems have a higher process water demand.
11) Process Effluent: significantly more effluent discharge from wet systems; this can be
problematic when discharge parameters are exceeded.
12) Odour: all biogas plants are potentially odorous –from both the waste reception / handling
system and the biogas compound (which is typically not housed).
SLR Consulting
42
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
13) Noise: Low risk applies to all plants, subject to mitigation measures for individual noisy plant
items (e.g. CHP engines, compressors, pumps).
4.3
AD Technology Provider Shortlist (Residual Waste)
The key findings from Objective 2 were used for a detailed process review of each
technology. The findings of the review were added to the model specifically developed for
this evaluation (see Section 3.1) and then used to amend the shortlist of those technologies /
providers who have been confirmed as having suitable technologies to meet the
requirements of the Fife project and also the interest in bidding for this project in time. The
revised shortlist is shown below:
Supplier
1
2
3
4
5
6
Strabag
OWS
Ros Roca
Clarke Haase
Oaktech
Valorga
Overall
Score
0.686
0.672
0.664
0.608
0.571
0.514
A Technology Summary Sheet for each of the shortlisted AD technology suppliers is
attached in Appendix F.
4.4
Additional Option: AD processing of source-separated biowaste
As an extension to the original scope of works, Fife Council requested that SLR include a
review of AD technology providers that are capable of providing digestion technology for
source-segregated biowaste and have experience and track record in the ‘biowaste to AD’
sector.
With regards to the above, the shortlisted technology suppliers were contacted once again
and asked about their interest and capability in providing a solution to Fife Council for the
treatment of source-separated biowaste only. The dewatered digestate output from sourceseparated biowaste AD processing can potentially be classified as a compost product, if it is
(a) treated in compliance with ABP regulations and (b) meets the requirements of the current
PAS:100 or the future PAS:110. If the digestate output is certified to meet the PAS:100 or
110 standards, the material is no longer classified as a waste and is free to be used in a
number of applications – as required by the compost market, e.g. landscaping, agriculture,
horticulture and garden centres. The digestate material used in this way would (a) contribute
towards Fife Council’s recycling / composting targets, (b) contribute also to their LAS
obligations and (c) also potentially attract revenue.
Each of the 527 shortlisted AD technology suppliers was contacted by SLR by telephone in
order to assess their interest in providing a waste treatment facility for source-separated
biowaste only. Interested suppliers were issued a brief supplementary questionnaire. The
Norwegian supplier Cambi, who previously withdrew from the original residual waste
treatment technology review, was also contacted, since they had expressed their interest
should Fife Council consider the treatment of source-separated biowaste only.
27
Due to the previous lack of information provided by Valorga, this company was excluded from further review
and was not contacted again.
SLR Consulting
43
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Oaktech was the only supplier who would opt out of bidding for a contract treating sourceseparated biowaste only, since their technology is specifically designed to process residual
waste. They were therefore excluded from this part of the review.
4.4.1 Scope for a MBT (AD) plant treating source-separated household waste
In 2006/7 Fife Council reported that around 36,300t of kitchen waste, 9,800t of garden waste
from the household collection and 4,700t/a of food from commercial premises was sent to
landfill (as part of the Council’s residual municipal waste collection and disposal
arrangements). Based on the projected annual waste growth of 2% (to 2010) and 0%
thereafter, these tonnages will grow by 2010 to around 39,300t/a kitchen waste, 10,600t/a
garden waste and 5,000t/a commercial organics (assuming no alterations are made to the
current collection schemes). This equates to a total of around 55,500t/a of organic waste,
suitable for anaerobic digestion, as present in the residual waste stream.
A significant proportion of this, and particularly of the kitchen waste, could be collected as a
source-segregated biowaste as a feedstock for a source-segregated AD plant. Under this
arrangement, the existing separate green waste collection and composting arrangement
would remain unchanged, with the separate biowaste collection being predominantly food or
food processing wastes. Because of the high nitrogen / low carbon content of many food
related wastes, the inclusion of some green waste in the feedstocks mix may be required to
maintain the C:N ratio within the optimum range for the digestion process28.
Based on an assumed kerbside collection scheme that covers around 90% of all Fife
households and commercial food waste producers and a material diversion rate of 0.6
(based on participation x capture), which is graded as “excellent”29, this would generate a
total AD Plant feedstock of around 29,970t of biowaste.
Each of the technology providers were therefore asked to base their additional data on an
AD Plant with an assumed annual throughput capacity of around 30,000 tonnes. The
following sections contain a summary of the detailed responses received.
4.4.2 Alteration to technical scope of appraisal
Question 1:
How would the scope alter for the mechanical pre- and post treatment?
The separation of biowastes at source usually significantly reduces the amount of
contaminants in the waste fraction and therefore does not require a sophisticated pretreatment system. However, depending on the collection area (i.e. flats or houses, rural or
urban) there will still be a certain percentage of contaminants in the biowaste. The amount of
contaminants ranges usually from 2-10% and heavy contaminants such as metal and glass
should be largely removed to prevent long-term abrasion damage / wear to the equipment.
Lighter contaminants such as plastics require removal to improve the appearance of the end
product – although this is typically carried out at the back-end of the process, as part of the
product refinement / stabilisation process.
28
Optimum methane production is expected at a C:N ratio between 20:1 and 30:1. Outside this range, process
efficiency is reduced and digester failure may result. A low C:N ratio causes ammonia accumulation, high pH
values and digestion inhibition. Optimum C:N ratios of the digester materials can be achieved by blending
feedstocks that are high in nitrogen (e.g. food wastes, animal manure) with high carbon feedstocks (e.g. garden
waste and paper / card).
29
WRAP/ MEL study on achievable kerbside collection diversion rates, 2006
SLR Consulting
44
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Compared to facilities treating MSW the mechanical pre-treatment for a plant treating sourceseparated biowaste is significantly reduced. The extent of the pre-treatment however can be
defined by the Council, depending upon its confidence regarding the quality of the material,
which was collected at the kerbside. Generally, it includes as a minimum:
Shredder;
Fe-separator; and
Trommel screen (with undersize to AD process).
The treated material will have to be dewatered and then refined and followed by aerobic
post-maturation, depending on the required quality. The compost may also be screened
again to achieve different grades of compost quality. The proposed scope of the shortlisted
suppliers is shown in Table 4-8:
Table 4-8:
Suppliers scope for mechanical pre-/ and post-treatment
Mechanical pre-/ post-treatment Scope
Supplier
Cambi Cambi offer a comprehensive contaminants separation technology. It includes
front-end screen, a Fe-separator and a mixing tank where floating and sinking
materials will be separated (mainly plastics, inerts and grit).
Clarke Potentially significantly reduced scope, depending on the quality of the collected
Haase biowaste. As a minimum, items such as glass and metals need to be removed.
In addition sand will be a key consideration. This material is often not picked up
by waste characterisation studies but is directly related to grit, egg shells, bones
and other material that can be found in food waste.
OWS Much simpler than the pre-treatment of mixed MSW. Only shredders and
screens needed to obtain <40-50mm fraction, plus magnet for ferrous metal
removal.
The post-treatment would be a forced aerobic maturation for about 2-3 weeks
followed by screening for further contaminant removal to produce high quality
compost. Digestate would have to be dried prior to aerobic maturation.
Drying could be done by a) mechanical dewatering press, b) adding fresh (drier)
green waste or structure material like matured compost or c) using a dryer,
powered by the heat of the biogas engines.
Ros Roca Assuming, an average level of impurities of 2-4%, the scope of the mechanical
pre-treatment will be much reduced. Our process has a wet pre-treatment stage
ahead of the digester, which will ensure a high quality of digestate is produced.
In combination with our sanitation/pasteurisation process this will ensure that
post treatment will also be limited.
Strabag At minimum requirements significantly reduced pre-treatment package with
crusher, Fe-separator, trommel screen 50mm, and cutter for >50mm material.
Post treatment may include post-maturation and further screen.
Clarke Haase additionally advised on the collection method, should this option be chosen.
The standard method of collection for food waste is becoming starch bags. These bags do
not degrade in digesters in the residence time planned. Typically these bags would also
require removal prior to digestion. Clarke Haase’s advice is therefore that paper bags may be
a more appropriate method of collection for an anaerobic digestion based strategy.
SLR Consulting
45
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
4.4.3 Plant performance treating source-separated biowaste
Question 2:
What would the design performance parameters be ?
In Table 4-9 the design performance parameters provided by each supplier for a sourceseparated biowaste feedstock AD facility, treating 30,000t/a of source-separated biowaste
are compared to the original specification for the treatment of 140,000-160,000t/a of
municipal solid waste (shown in italics).
Table 4-9:
Design performance parameters for 30,000tpa source-separated biowaste AD plant
Cambi
Plant footprint
(Ha)
Biogas yield
(Nm3/t feedstock)
Biogas quality
(% CH4)
Digestate
quantity (t/a)
Residuals to
landfill (t/a)
Notes:
0.90
(N/A)
100-150
(N/A)
65
(N/A)
4,200
(N/A)
6,500
(N/A)
Clarke
Haase
No info
(2-3ha)
No info
(116)
55-60
(55-65)
No info
(21,100)
No info
(10,021)
OWS
1.00
(3ha)
120-140
(120)
55
(55)
26,0002
(35,000)
600-3,600
(45,000)
Ros Roca
Strabag
0.601
(No info)
120-150
(90)
65-70
(60)
10,000
(30,500)
3,000– 4,500
(9,330)
0.80
(<2ha)
135
(105)
60-65
(60)
20,000
(30,325)
5,000-10,0003
(10,958)
1) excluding post-treatment
2) before dewatering
3) depending, on re-use of structural material
Depending on the type of digestion technology (wet or dry), the plant footprint for a
30,000t/a facility can be less than a third of that of a full-size MSW MBT/AD plant. Although
the building layout can be much smaller compared to the MSW treatment plant, it may still
require a similar number of digesters, the gas treatment area and also extra space for postmaturation.
According to the information provided by the suppliers, the specific biogas yield from
biowaste is on average 20% higher than the biogas yield from the organic-rich fraction of
MSW30. This could be expected due to the naturally higher level of impurities in the municipal
solid waste fraction. The actual biogas yield that can be achieved depends on the quality of
the input material. NOTE: some caution is required in the interpretation of this; while biomass
will give off more gas than residual waste, the rate of biogas production per unit of biomass
will be identical.
The biogas quality (methane content) was quoted to be in the range of 55-70% (again,
depending on the quality of the input material). This is slightly higher than the methane
content of biogas produced using MSW feedstock. The advantages of the elevated methane
concentrations are: (a) the total energy produced (and hence the available heat & electricity)
will be higher, and (b) it is more likely that the minimum concentration of CH4 required by the
gas engine suppliers will continuously be met.
The quantity of the digestate depends on the chosen post-treatment options. Initially the
digestate will have to be dewatered to 30-40% dry solids in order to enable a good aerobic
post-maturation process or as a minimum to reduce transport costs, should the material be
30
It is important to note that the unit rate of biogas production per tonne of biodegradable feedstock remains
approximately the same between both source-segregated and residual waste AD processes.
SLR Consulting
46
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
used for agricultural purposes only. All suppliers proposed to mix the digestate with structural
material and to compost it aerobically for an additional 4-6 weeks in order to produce quality
compost. Should this post-maturation stage be chosen, the quantity would reduce by a
further 10 – 15%. On average an overall reduction of 25-30% of the input material can be
expected. Cambi quoted that only 20% of the input material would be converted into quality
compost. However, without further details it is not possible to assess why they are well below
the average.
The suppliers quoted that 2-20% of the input waste will have to be disposed off to landfill.
For comparison, the amount that has to be disposed off to landfill treating MSW is between
40 and 70%. The exact amount depends on the input quality of the material and also on the
desired quality of the product. Compost aimed for the agricultural market can be of lower
grade, hence less screening is required whilst it is required to meet strict specifications for
high quality compost, reducing the amount that is actually usable.
4.4.4 Product market
Question 3: Do you have any reference plants for the treatment of source-segregated
biowaste that comply with ABPR and/ or the composting standard PAS100 (or
equivalent)?
Each of the shortlisted suppliers has a number of reference plants treating source-separated
biowaste. The plants treat feedstock tonnages in the range 4,000 – 75,000t/a using both wet
and dry anaerobic digestion as well as post digestion maturation via tunnel composting.
Clarke Haase, OWS, and Strabag claim that some of their reference plants produce quality
composts in accordance with relevant national composting standards, although no further
details were provided. Each of the suppliers would guarantee to meet the PAS:100
specification, as currently written.
Question 4:
If yes, do you have an outlet market for the produced CLO?
Not all of the suppliers are also plant operators and therefore are not responsible for the sale
of any compost product. However, they all guaranteed that the required quality parameters
would be met in order to sell the product. Table 4-10 summarises the responses of the
suppliers.
Table 4-10:
Suppliers outlet markets for produced compost
Supplier
Mechanical pre-/ post-treatment Scope
Cambi No outlet market yet. However our client “Ecopro” has just started to screen the
market for outlet solutions/ possibilities (most likely for agricultural use).
Clarke Many markets can be found for this type of material. This is clean as it derives
Haase from source-segregated wastes and once processed according to the future
digestate Quality Protocol will no longer be considered to be a waste material.
OWS Outlet markets are a matter for the operator of the plant. We will only guarantee
the necessary output parameters. If these parameters are obtained it should be no
problem to go to the outlet markets for which these parameters are described.
Ros Roca Ros Roca does not operate any of the plants it has built and therefore does not
get directly involved in the disposal of digestate. However, all of the 5 plants have
an outlet for the digestate. The best example is Vasteras in Sweden which was an
EU funded project which is jointly owned by the municipality, the local energy
company and a farmers co-operative. The farmers co-operative takes all of the
SLR Consulting
47
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
solid and liquid digestate for use back on the land as a substitute for chemical
fertiliser. We would encourage representatives of the Council to visit this plant to
see at first hand the opportunities not only for digestate use, but also biogas
upgrade as the biogas produced is used to fuel Council vehicles.
Strabag No outlet market yet, but the potential is definitely there for digestate from sourcesep biowaste.
4.4.5 Expected timescale
Question 5:
What would the expected timescale for a 30,000t/a plant be?
The timescales quoted by the suppliers are similar to those quoted for the construction of a
140-160,000t/a MBT (AD) plant for MSW with the average overall timescale of 20-26 months,
split as follows:
Design:
Construction:
Commissioning:
6-8 months
12-18 months
4-9 months
Only Clarke Haase quoted a significantly shorter timescale, of 12-15 months. However, a
detailed breakdown was not included.
4.4.6 Financial implications
The capital costs and the operational costs of a MBT (AD) plant for source-separated
biowaste are reviewed as part of Section 5 (Financial Appraisal).
SLR Consulting
48
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
5.0
FINANCIAL APPRAISAL
5.1
Cost Data Provided by Technology Providers
SLR Ref: 405.0698.0010
September 2008
5.1.1 Costs provided for the MBT (AD) facility treating MSW
The financial information received from each AD technology supplier was compiled and
appraised in light of the existing data in SLR’s in-house database on AD plant costs. The
appraisal included verification against ‘real-life’ experience on recent AD development
projects, thus ensuring a good level of accuracy of the information received and presented.
Each supplier was asked to provide the estimated capital and operational costs for the
proposed plant. Capital costs were split into
site infrastructure / civil works costs;
pre-treatment costs (e.g. materials recovery for recycling, feedstocks preparation);
and
anaerobic digestion process costs.
Only Strabag and OWS provided an estimate for the civil costs, based on a ‘generic’ site.
Strabag’s civils costs included the cost of the construction of 4 concrete digesters and
therefore are unlikely to be directly comparable to the other providers (including the other dry
AD provider, OWS), who use steel tanks for their digestion systems.
Each company based their proposal on a slightly different throughput capacity for the
MBT/AD plant. The rate of cost increase with increasing throughput depends on additional
requirements (i.e. additional digester, bigger pre-treatment equipment or wider conveyor
belts) and can therefore not be forecasted without more detailed information. Table 5-1
summarises the estimated capital costs and the associated throughputs provided by the
suppliers.
Each company also provided an estimate of their forecast operational costs. Strabag was the
only supplier who provided a detailed breakdown of their operational costs. These are shown
below:
Repair and maintenance cost equipment 4% (of 30 M/year)
Repair and maintenance civil works 0.5 % (of 45 M/year)
Electrical Energy
41 kW/t
Staff costs
250 days, 2 shifts, 7 operators/shift
Mobile Equipment (wheel loaders, fork lift, truck)
Water
10,000 m³/year
Wastewater
15,000 m³/year
£1,200,000
£225,000
£480,000
560,000
£55,000
£20,000
£90,000
All other suppliers did not detail the origins of their operational costs. It is therefore not clear
what is actually included and thus, these costs should be viewed with caution.
The capital costs for a 140,000-160,000 t/a MBT (AD) plant vary significantly between
suppliers, ranging from £21m - £30m for the AD plant and pre-treatment, excluding civil
costs. This may partly be due to the mechanical pre-treatment equipment chosen by the
technology suppliers. Partly it will also be due to the chosen annual throughput and the
engineering design costs. Nonetheless, this price range is seen to be a good guideline for
Fife Council’s future procurement review.
SLR Consulting
49
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
The capital costs were only supplied by Strabag and OWS and are believed to be
significantly above the average civil costs of the other shortlisted suppliers. This is due to
Strabag including the provision of four concrete digesters (each of dimensions, 30m x 12m x
7m) for their dry anaerobic digestion system. Although OWS have not specified the material
of their digesters, they traditionally use steel tanks. Their capital costs (£85 million for a
160,000tpa plant) therefore appear unusually high. However, since no details of the
composition of the capital costs were provided it is difficult to assess the reason for their high
capital cost.
Again, the operational costs vary between suppliers with the operational costs ranging from
15-26 £/t input. Due to Strabag’s provision of detailed operational costs it can be assumed
that their operational costs of around £19/tonne31 provide a good guidance for Fife Council.
This is also comparable to the information provided by Clarke Haase. The comparatively high
operating costs for Oaktech may be due to their hydro-mechanical pre-treatment system and
the associated maintenance required.
The operational costs quoted by Ros Roca would equate to £5/ tonne based on their
provided capital costs. This is believed to be highly optimistic and it is recommended that Fife
Council consider this to be an underestimate until confirmed at a later feasibility or
procurement stage.
5.1.2 Option: Costs provided for the AD facility treating source-separated biowaste
Similarly to the data provided for the MSW treatment review (Section 5.1), the suppliers were
asked to provide the estimated capital and operational costs for an AD plant treating
30,000t/a of source-separated waste.
The capital costs for a 30,000t/a MBT (AD) plant for source-separated biowaste vary
between suppliers, ranging from £6m - £10m for the AD plant and pre-treatment and
excluding civils costs (which typically will equate to up to 40% of the total capital cost).
Again, only Strabag provided an estimate for the civil costs, which they quoted as £9 million.
OWS quoted the capital costs to be between £20-25m, and Cambi quoted £18m; it can
therefore be assumed that they also included the civil costs.
In conclusion, it can be said that the average investment costs for a waste treatment plant
treating biowaste only is approximately one third of the costs of a MBT (AD) plant treating
140,000 – 160,000t/a of MSW.
The operational costs provided by the suppliers were with £15-25/t (or 1.5% - 3%), i.e.
slightly lower than those provided for the MSW treatment plant.
5.2
Project Development Costs Summary
A summary of the project costs for an MBT/AD plant to treat Fife’s residual waste – based on
data provided by the various technology providers for the MBT/AD plant treating MSW, is
presented in Table 5-1.
31
Based on an annual operating cost of £2.63 million and an MBT Plant capacity of 140,000 tpa.
SLR Consulting
50
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Table 5-1:
Project Costs Summary Comparison (Residual Waste AD)
MBT Plant throughput
(t/a)
Organic waste to AD
(t/a)1
Capital Costs:
Civil costs (£m)
Pre-treatment (£m)
AD plant (including gas
treatment (£m)
Total capital costs (£m)
Operational costs
Estimated total Capex
(£M)2
Estimated total Opex
(£M/a)
25 year total cost (£M)4
Unit Cost (£/t, MBT)
Unit Cost (£/t, AD)
Clarke
Haase
160,000
Oaktech
OWS
Ros Roca
Strabag
140,000
160,000
120,000
140,000
58,000
76,000
105,000
89,000
87,000
excluded
n/a
n/a
excluded
n/a
n/a
included
n/a
Excluded
n/a
n/a
45
22
28
85
21
75
3.5% of
Capex
(£19)
n/a
Capex3
3% of
(£9/t)
30
15-25 £/t
26 £/t
15£/t
37
47
85
35
75
3.20
3.64
2.40
1.05
2.62
117
29.2
80.7
138
39.4
72.6
145
36.2
55.2
61
20.3
27.4
140
40
64.4
Note: Based on exchange rate 14 April 08: 1 Euro = £0.7983
1. For wet process, the separated organics stream is relatively uncontaminated; in a dry process it will
include a significant proportion of non-organic contaminants.
2. Assumes civils costs = 40% of total capital costs.
3. Ros Roca’s operating costs appear low and are considered to be a significant underestimate.
4. Excludes cost of borrowing to fund project
5. Excludes cost of seeking viable end-use markets for key outputs: e.g. use of RDF output as a fuel
(£25-35/t); landfill disposal of dewatered digestate fibre (~£20/t plus tax); soil refining and use as a soil
conditioner / CLO (£15/t).
It should be noted that the findings set out in Table 5-1 are indicative only, since they are
based on budget data provided by the technology providers, which in some cases are
incomplete and in others appear to be an underestimate. With respect to capital costs, only
Strabag and OWS provided an estimate of the civils component; for the other technologies,
SLR has assumed a civils cost of 40% of the total capital cost of the site development.
Regarding operating costs, the technology providers require a range of different
assumptions, which may also have a significant impact on total operating costs to the project
as a whole. For example, Clarke-Haase assume that the bulk of the paper goes to RDF;
however no markets are guaranteed for end-use of this and therefore this is effectively an
additional revenue cost to the project32 of using this technology. Also the dewatered fibre
output from the digestion process must be used or disposed of and this also represents an
additional revenue cost to the project. If landfilled, the unit cost would likely be ~£20/tonne
plus tax; if a medium-long term end-use as a soil improver / CLO33 is available then a lower
cost of ~£15/tonne would be incurred for transportation and refining.
32
Most financial models would add a revenue cost of £25-35 / tonne to cover the cost of RDF disposal
33
Refer Sections 1.7.3 and 1.7.4
SLR Consulting
51
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Both OWS and Ros Roca appear to have overestimated the organic content of the MBT
feedstock, which suggests that their biogas / energy generation projections (refer Table 5-2)
may be overestimated.
Another element of the total project operating costs that is often forgotten is effluent
processing. Strabag and Oaktech have specifically allowed for this in their costs estimates;
the other may not have.
The results indicate total capital costs ranging from £35 million to £85 million and annual
operating costs between £1.05 million and £3.65 million. The range of operating costs (per
tonne of feedstock to MBT) is in the range £29-£40 (excluding Ros Roca, which is
considered to be a significant underestimate for residual waste processing). SLR considers
the quoted operating costs of £2.40-3.64 million per annum to be a reasonable estimate of
real operating costs, including effluent treatment. However where as plant produces RDF as
an output, an additional cost of £25-35/tonne should be added to the overall project costs to
allow of the end-use of this as a fuel.
As a point of comparison for the above capital costs we are aware of recent AD infrastructure
procurement projects in other parts of the UK, where the total costs tendered by technology
companies for a 75,000 tpa AD plant were £30-£40 million. This highlights the recent steep
increase in capital costs demonstrated by the market-place for infrastructure developments –
resulting from a combination of higher demand, higher commodity costs, increasing value of
the Euro and the impacts form the current credit squeeze. This suggests that the capital
costs quoted by Clarke Haase and Ros Roca in the above table are definitely low and in
practice for a 150,000 tpa plant would be more likely to around £50 million. This would
increase the minimum unit cost of operation to around £33/tonne MBT feedstock input
(taking account of all costs over a 25 year period). NOTE: this unit cost excludes the cost of
borrowing / funding, operator margin (profit) and revenue generation (e.g. from sales of
energy and recyclables and income from ROCs), as well as RDF disposal costs (where this
is produced).
5.3
Project Revenue
A Council-operated MBT / AD plant will also have the potential to generate revenue from sale
of recovered recyclable materials and surplus energy – in the form of electricity and heat.
Table 5-2 presents a summary of the potential to generate revenue – based on the data
provided from the technology providers:
Table 5-2:
Project Revenue Summary Comparison
Electricity:
Total Electricity (GWhr/a)
Surplus Electricity (GWhr/a)
Sale to grid (@£60/MWhr)1 £k
ROCs revenue (@£80/MWhr)2
£k
Total Electricity income: £k/a
Surplus Heat:
Clarke
Haase
Oaktech
OWS
Ros Roca
Strabag
15.4
6.7
402
1,232
27.1
18.2
1,092
2,168
22.6
11.37
682
1,808
18.3
5.8
348
1,464
21.4
17.2
1,032
1,712
1,634
3,260
2,490
1,812
2,744
Not provided
Not provided
Not provided
Not provided
Not provided
3,160
3,780
4,900
4,550
2,275
Recyclables3
Fe (tpa)
SLR Consulting
52
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Fe (@£117.50/t)4 £k
Non-Fe (tpa)
Non-Fe (@£425/t)4 £k
Total Recyclables income
£k/a
372
2,370
1,007
1,379
444
1,764
750
1,194
576
2,100
892
1,468
535
580
220
755
268
525
223
491
Total Plant Revenue £k/a
3,013
4,454
3,958
2,567
3,235
Notes:
1. Based on surplus electricity only.
2. Based on the applicability of ‘double ROCs’ to electricity generated by AD – as set out in the reformed
RO from 1 April 2009. A lower ROC value of £40/MWhr than the current average (£47/MWhr) has been
assumed to reflect the likely future rate. This is applied over 95% of total electricity produced – to allow
for use of a proportion of ‘non-ROC able’ power by the generating station.
3. Although other materials are recovered from some systems (e.g. plastics, glass) only metals are
considered here – as these have the most market security and commercial value.
4. Based on MRW May 2008 (refer section 2.4.2 of this report) – reduced by 50% to take account of
expected lower quality.
It can be seen from Table 5-2 that the potential income from sale of electrical power34
(including double ROCs) and metal recyclates35 varies considerably and ranges between
£2.5 million and £4.5 million per annum. It should also be noted that the figure includes a
significant element from ROC sales – at an assumed rate of £40/MWhr, i.e. lower than the
current average of £47/MWhr. While future revenue projections are clearly sensitive to
changes in the ROC value, it is considered that the above revenue table is a reasonable and
cautious estimate of revenue projections associated with a 150,000 MBT/AD plant, and this
projected income also excludes any income from heat sales or plastics recycling.
5.4
Net Operating Cost
An analysis of the difference between gross and net operating costs is presented in Table 53.
Table 5-3:
Project Revenue Summary Comparison
Clarke
Haase
Oaktech
OWS
Ros Roca
Strabag
37
3.20
117
46.25
47
3.64
138
58.75
85
2.40
145
106.25
35
1.05
61
43.75
75
2.62
140
93.75
6.53
7.87
10.05
4.19
9.35
Revenue
Electricity (sales + ROCs) £k
Recyclables (metals) £k
Total Plant Revenue £M/a
1,634
1,379
3.01
3,260
1,194
4.54
2,490
1,468
3.96
1,812
755
2.57
2,744
491
2.74
Operating Deficit £M/a
Plant Throughput (tpa)
Operating Deficit / tonne (£/t)
3.52
160,000
22.0
3.33
140,000
23.8
6.09
160,000
38.1
1.622
120,000
13.52
6.61
140,000
47.2
Gross Costs1
Capital £M
Operating £M/a
25 year total £M
Cost of borrowing (assumed
5%pa)
25 year Annualised £M/a
Notes:
34
Electricity income is based on 2 ROCs / MWh generated (95%) @ £40/MWhr for each ROC.
35
The assumptions on income rates for Fe and non-Fe are set at 50% of the value of the quoted rates for good
quality metals in MRW.
SLR Consulting
53
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
1. These include the cost of borrowing / funding; these must be included for a merchant facility solution
or for a development funded by Council Prudential Borrowing.
2. Ros Roca’s operating costs not considered to be reliable (too low).
3. Excludes cost of seeking viable end-use markets for key outputs: e.g. use of RDF output as a fuel
(£25-35/t); landfill disposal of dewatered digestate fibre (~£20/t plus tax); soil refining and use as a soil
conditioner / CLO (£15/t).
It can be seen from Table 5.3 that the operating deficit for the MBT/AD plant, taking account
of the cost of borrowing (at an assumed 5% of capex pa) – i.e. the cost to the Council as
operator to run the plant – would range between £22/tonne to £48/tonne (excluding Ros
Roca). For a private sector merchant plant the gate fee charged to end users (e.g. Fife
Council) would also include a contractor risk and profit margin (up to 25%) over and above
this.
SLR Consulting
54
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
6.0
PROJECT FINDINGS
6.1
Summary
SLR Ref: 405.0698.0010
September 2008
The key findings of this report are summarised below:
Policy and Regulatory Context:
A residual waste MBT plant (using AD) developed by Fife Council would require to be
developed within the new policy and regulatory framework introduced by the Scottish
Government / SEPA against the background of UK Government financial drivers; the key
parameters are:
Recycling targets increasing to 70% by 2025 (although an expansion in the definition
of recycling is expected, that may include materials recovered through AD and
thermal processes);
A cap of 25% on the use of thermal processes (including AD of residual waste) for
waste treatment; for MSW this is expected to apply to individual authorities’ MSW
arisings but is expected to be calculated using only that tonnage of waste actually
sent for processing (in this case, the high-organics fraction sent for digestion);
Financial support for AD through the government’s ROCs regime, which will allocate
2 ROCs to each MWhr of power generated by AD, from April 2009 for the
foreseeable future (2039);
Requirement for high-efficiency thermal systems only (minimum energy conversion
efficiency of 60%) – to be enforced by SEPA through the development planning and
permitting regime;
End-use routes for recovery and diversion of the digestate output (as CLO) through
application to land for restoration / ecological improvement purposes, as an
approved Site Restoration Plan (for live landfill sites) or under ‘Paragraph 7’ or
‘Paragraph 9’ exemptions – subject to approval by SEPA of the site specific risk
assessment and / or agreement to ‘declassify’ the output material as a waste.
The above parameters would all need to be included as key design parameters for such a
plant.
BMW Diversion and MBT/AD Plant Sizing:
In 2007/8, a total of 252,403 tonnes of controlled wastes was collected by, or on behalf of,
Fife Council. The total waste produced is predicted to grow annually by 2% until 2010 and
0% thereafter, reaching a peak of just over 273,000 tonnes in 2011. Of this total waste
tonnage Fife Council achieved a recycling and composting rate of 32.5% in 2006/07 and
39% in 2007/8. By 2010 the Council aims to achieve an overall kerbside recycling &
composting rate of 47%. NOTE: these recycling targets were developed prior to the
introduction of the new waste management policy by the Scottish Government and may be
subject to some future discussions and revision (including the method of measurement).
Assuming achievement of the 47% recycling target, it was projected that Fife Council’s
residual waste would amount to a maximum of 145,000t that would be available for treatment
in a future MBT plant with AD of the organics fraction. Assuming the recycling & composting
rate of 47% is achieved from 2010/11 onwards, residual waste treatment will be required
from this date to meet the Councils LAS obligations - a peak BMW diversion requirement of
42,696 tonnes from 2019 onwards. Should Fife Council not be able to increase the recycling
& composting rates beyond 41%, then the BMW diversion requirement to meet its LAS
SLR Consulting
55
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
obligations will increase by approximately 10,000t/a, bringing the total diversion requirements
to 53,300t/a from 2019 onwards.
As a result, the following outline specification for an MBT/AD plant was used as the basis for
subsequent discussions with technology providers:
Plant feedstock capacity:
120,000 – 160,000 tpa of residual municipal waste
Materials recovery (recycling):
Maximise recovery of metals, plastics and glass
Materials recovery (other end uses):
Optional diversion of paper to digestate or RDF; optional
diversion of plastics to RDF
BMW reduction:
Divert up to 53,300 tpa BMW from landfill, from 2019/20
(assuming bulk of digestate disposed of to landfill)
Biogas use:
CHP with end use / sale of surplus heat and power
ABPR status:
‘Category 3 ABPR’ Technical Standard
Technology Provider Appraisal and Shortlisting:
After using a literature review to develop a ‘long list’ of possible technology providers, SLR
invited suppliers to participate in a questionnaire-based evaluation process. These were
subsequently assessed in order to identify the suitability of the individual AD technologies for
the treatment of the organic-rich fraction of residual household waste, to meet the specific
outline specification developed for Fife. Six technology providers were shortlisted and taken
forward for a Soft Market Testing approach.
The key objectives of this task were to confirm:
a) the level of interest and commitment of each shortlisted AD technology supplier in
providing their services to Fife Council, and
b) the performance efficiency and suitability of the AD technology with relevance to the
Fife project.
The six companies shortlisted were:
1. Clarke Haase (low solids AD);
2. Oaktech36 (low solids AD);
3. OWS (high solids AD)
4. Ros Roca (low solids AD);
5. Strabag (high solids AD); and
6. Valorga37 (high solids AD).
This list includes three ‘wet digestion’ technologies and three ‘dry digestion’ technologies. A
summary of the potential advantages and disadvantages of the two digestion type is
presented in Table 4-2.
36
On UK projects, Oaktech are currently using Monsal Ltd to provide the digestion design and engineering
capability. Monsal are expected to develop a new AD Plant at Deerdykes on behalf of Scottish Water, operating
on source-segregated organics.
37
Valorga failed to provide SLR with the requested data and did not complete the full evaluation.
SLR Consulting
56
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
While the attributes of a specific digestion technology should always be considered on its
own merits, it is clear from the comparison of the key attributes for generic wet and dry
systems that each has its advantages and disadvantages and that both site-specific and
project-specific parameters should be considered before selecting the preferred digestion
technology type.
However it does appear that ‘wet’ digestion may offer potential benefits over ‘dry’ digestion
for processing of mixed residual municipal waste. Although wet digestion may be a slightly
more sensitive process, with a higher annual operating cost, it does offer the opportunity to
recover more recyclables at the front-end, increase the biogas yield, maximise the diversion
of BMW from landfill and deliver a better quality organics fraction to the digestion process,
thus minimising the need for post-processing refinement of the digestate, where end-use is
being considered. In contrast, a dry process is likely to be less sensitive to feedstock
variations, requires less maintenance, is more likely to fit onto a smaller site and has lower
ongoing annual operating costs.
Technology Performance:
In order to meet the LAS targets over the next 18 years Fife Council will have to divert up to
53,300t/a of biodegradable material from landfill. Evaluation of the data provided by each
company was used to measure technology performance; it was assumed (base case) that
the produced digestate was disposed of to landfill. Based on the data provided, it was
apparent that at a kerbside recycling rate of 47%, all companies would be able to provide
sufficient BMW diversion. However should the kerbside recycling rate not exceed 41%, some
additional diversion would be required through the process to meet the Council’s LAS
obligations – either as CLO or RDF.
The biogas yield and hence the energy production and the available excess electricity
available for export can vary considerably between the suppliers. In general, dry AD
treatment processes have a lower parasitic electricity requirement and therefore tend to have
more excess electricity available for export to the national grid. The specific gas yield stated
by the shortlisted suppliers ranged from 90–134Nm3/ t feedstock. The total excess electricity
available for export to the grid ranged from 0.67MW to 2.07MW.
The amount of recyclables recovered by the shortlisted suppliers as part of the mechanical
pre-treatment process varied considerably, ranging from 4% - 26%. The proposed separation
of recyclables included as a minimum Fe-metals and non Fe-metals, but some companies
also included a post-treatment segregation to extract i.e. dense plastics and/ or glass for
recycling. The produced digestate of residual waste treatment facilities can currently not be
used for any other purpose than landfill restoration.
Low recycling rates were achieved when the technology included the recovery of an RDF,
which is currently not classed as a recyclate. High recycling rates were stated for a pretreatment system that is based on hydro-mechanical separation.
Process Risks:
A summary of the project and process risk profile is presented in Table 4-7 (for each
technology provider) and Appendix G.
Costs Appraisal:
The results from SLR's cost appraisal are set out in Tables 5-1 – 5-3.
Table 5-1 provides the indicative gross costs for facility development and operation (over an
assumed 25 year project period), including an assessment of both the process and civils
costs; where necessary civils costs have been estimated as around 40% of the total costs
SLR Consulting
57
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
(for a ‘wet digestion’ system). The results indicate total project capital costs for a 120-160
ktpa MBT/AD plant ranging from £35 million to £85 million and annual operating costs
between £1.05 million and £3.65 million. The range of unit operating costs (calculated per
tonne of feedstock to MBT) is £29 - £40 / tonne and excludes the costs associated with enduse or disposal of the process outputs, e.g. RDF (Clarke-Haase) and digestate fibre (as soil
conditioner / CLO). NOTE: these additional costs can be significant e.g. use of RDF output
as a fuel (£25-35/t); landfill disposal of dewatered digestate fibre (~£20/t plus tax); soil
refining and use as a soil conditioner / CLO (£15/t) and should also be taken into account in
the development of any future AD project.
Compared against our recent market experience on technology procurement projects, SLR
considers some of the quoted capital and operating costs obtained during this study to be
optimistically low. SLR considers operating costs of £2.62-3.64 million per annum to be a
reasonable estimate of real costs; however capital costs for all infrastructure development
are currently rising rapidly – as a result of a combination of higher demand, higher
commodity costs, increasing value of the Euro and the impacts form the current credit
squeeze - and this suggests that a more likely capital cost for development, of around £60
million. This would increase the minimum unit cost of operation to around £33/tonne MBT
feedstock input (taking account of all costs over a 25 year period). NOTE: this unit cost
excludes the cost of borrowing / funding, operator margin (profit) and revenue generation
(e.g. from sales of energy and recyclables and income from ROCs), as well as the costs of
management / disposal of the process outputs (refer previous paragraph).
Table 5-2 provides an indication of the potential revenue generation from electricity (sales
and ROCs) and recyclable metals (these are considered to be the only secure and
commercially significant output materials). This indicates the potential revenue stream from
a Fife Council 150,000 tpa capacity MBT/AD plant as between £2.5 - £4.5 million per annum.
However this is considered to be a reasonable projection of income and considers (a)
allocation of 2 ROCs (@ £40/MWhr each) for 95% of the renewable electricity generated, as
set out in the reformed RO (from 2009 – 2039) and (b) assumes that only 50% of the
potential revenue from sale of Fe and non-Fe metals to the secondary processing markets
will be generated. No income from heat sales or plastics recycling is included in this figure.
It should also be noted that the split between the two revenue sources (i.e. electricity and
metals recycling) varies considerably between technology providers and this would require
additional consideration (from a risk perspective) prior to entering into a contract with a
technology provider.
Table 5-3 provides an overview of the ‘Operating Deficit’ for the MBT/AD plant, including the
costs of funding / borrowing (assumed as 5% of Capital cost over the 25 year assessment
period). This provides an indication of the likely level of net cost of plant operation, to the
operator and excludes any profit margin that a private sector merchant plant facility would
require. These costs are in the range £22/tonne to £48/tonne of MBT feedstock. Strabag’s
‘dry’ digestion plant is at the high end of these costs with Clarke-Haase and Oaktech
(£24/tonne) at the lower end of the range.
AD of Source Segregated Organics:
SLR’s review is set out in sections 4.4 and 5.1.2. Of the technology providers reviewed, only
Oaktech stated that they would not be interested in providing a source-segregated AD plant.
Due to the less complex front-end requirements, the capital costs for a source-segregated
plant will typically be around one-third of those for an equivalent residual waste (MBT/AD)
plant. Operating costs will be slightly lower than for an MBT plant.
SLR Consulting
58
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
6.2
SLR Ref: 405.0698.0010
September 2008
Conclusions and Recommendations
The findings from this study have demonstrated that there are several AD technology
providers in the European market that could potentially deliver a residual waste MBT/AD
plant for Fife Council that would enable it to meet its LAS obligations (subject to recovery and
diversion of the digestate materials) and also generate significant revenue from the sale of
electricity, ROCs, recyclables and (if practicable) surplus heat. However, balanced against
the potential income streams, the additional costs of end-use or disposal routes for process
outputs, RDF, digestate fibre, must also be considered.
Subject to meeting Fife Council’s affordability criteria, the option to develop an MBT/AD plant
at either Lochhead or Lower Melville Wood should be considered in more detail.
Based on the findings of the AD Technology review study, SLR make the following
recommendations to Fife Council:
1. Treat the technical and commercial findings from this study as indicative only and
also with confidentiality;
2. Use the findings to assess the affordability of a future MBT/AD solution to Fife Council
for residual waste management;
3. Consider the practicable end-use / disposal options for the process outputs
(particularly the dewatered digestate fibre) – in a Fife context;
4. Continue to liaise with the Scottish Government regarding their view on the status of
and constraints on residual waste processing by AD within the new government Zero
Waste policy;
5. Retain the shortlist of AD providers (i.e. Clarke-Haase, Oaktech, OWS, Ros Roca,
Strabag) for future procurement and or market testing programmes; also include
Monsal on this short list.
6. Consider carrying out a more-detailed feasibility study to examine the development
options at Lochhead and / or Lower Melville Wood, to fully test the feasibility and
develop the scope of any future project, prior to going out to the market place or
procurement for a solution.
SLR Consulting
59
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
APPENDIX A: Long list of AD technology providers
SLR Consulting
60
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Long List of AD Technology Providers
Company
Country
Company
Country
AAT Abwasser - & Abfalltechnik
Austria
Krieg & Fischer
Germany
Active Compost
UK
Krüger
Demark
ADI Systems
Canada
Larsen Engineering
USA
Agri Waste Technology
USA
Lipp
Germany
Agri-Biosystems
USA
Linde KCA
Germany
Alkane Biogas
UK
Lotepro Environmental Systems
USA
Alpha Umwelttechnik
Switzerland
MAT Müll - und Abfalltechnik
Germany
AnDigestion
UK
MCX Environmental Energy Cor.
USA
ARCADIS
Netherlands
MT-Energy
Germany
ArrowBio
Israel
Nelleman, Nielsen & Rauschenberger (NNR)
Denmark
Bedfordia Biogas
UK
Newbio NBE
USA
BEG Bioenergie
Germany
NIRAS
Denmark
Bekon Energy Technologies
Germany
Novatech
Germany
BioFerm
Germany
Oaktech
UK
Biogas Nord
Germany
Onsite Power Systems
USA
BiogaS int
Netherlands
Organic Power
UK
Bioplan
Denmark
Organic Power Technology
Australia
Bioplex
UK
Organic Waste Systems
Belgium
Bioscan
Denmark
OrgaWorld
Netherlands
Biotech Sistemi
Italy
Oswald Green
USA
Biotechnische Abfallverwertung (BTA)
Germany
Oswald Schulze
Germany
Brouwers BioEnergy
Netherlands
Paques
Netherlands
BRV Biowaste Technologies
Burmeister & Wain Scandinavian
(BWSC)
Switzerland
Pinnacle Biotechnologies Int.
USA
Denmark
PlanET Biogastechnik
Germany/NL
Cambi
Norway
Projectrör
Sweden
CG Jensen - AN biotec
Denmark
Proserpol
France
Citec
Finland
Purac AB
Sweden
Clarke Energy / Clarke Haase
UK
Purac Ltd
UK
DSD Gas und Tankanlagenbau
Germany
RCM
USA
EcoCorp Inc.
USA
RefCom
USA
Eco-Technology JVV (EcoTec)
Finland
Ros Roca
Germany
Energy Group Jutland
Denmark
Risanamento Protezione Ambiente
Italy
Enpure
UK
Reliant Technical Services, RTS
UK
Entec Umwelttechnik
Austria
Schmack
Germany
Entek Biosystems
USA
Schradenbiogas
Germany
Enviro-Control Ltd
UK
Schwarting Umwelt
Germany
Environmental Energy Corp.
USA
Sharp Energy
USA
Farmatic Anlagenbau
Germany
Seghers Keppel
Belgium
Farmatic Biotech Energy
Germany
Strabag
Austria
Farmatic Energy UK
UK
Sustainable waste systems
UK
Gas & Technology Institute (GTI)
USA
Super Blue Box (SUBBOR) Recycling Corp
Canada
GBU
Germany
Thöni Industriebetriebe
Austria
Global Renewables
Australia
TBW
Germany
Greenfinch
UK
Umwelt Technik Süd
Germany
Grontmij Vandenbroek International
Netherlands
Unisyn Biowaste Technology
USA
Haase
Germany
Valorga
France
Harvestore Deutschland
Germany
Van Boekel Zeeland BV
Netherlands
Hese
Germany
Vinci
France
Horstmann
Germany
Weda UK
UK
SLR Consulting
61
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
IBtech
Mexico
Wehrle Umwelt
Germany
Ionics Italba SpA
Italy
Weltec
Germany
ISKA
Germany
Xergi
Denmark
Jysk Biogas
Denmark
YIT
Finland
Kompogas
Switzerland
Main source: Juniper Consultancy Services Ltd for East Renewables, June 2007
SLR Consulting
62
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
APPENDIX B: Stage 2 Screening Questionnaire
SLR Consulting
63
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Specification Enquiry
1. Background
Fife County Council (Scotland) intend to meet the required LAS targets by installing a new
MBT (AD) plant for the treatment of approximately 150,000t/a of mixed municipal household
waste. The AD technology provider shall be able to provide a turnkey delivery of the
mechanical pre-treatment plant, the anaerobic digestion plant (including dewatering and gas
cleaning and CHP) and possibly the production of an RDF. The plant shall be fully
operational by …with the tendering process starting in…
By filling in this questionnaire you can provide us with some valuable details on the suitability
of your AD technology system for the treatment of this type of waste. Please note that this is
not part of a tender process but shall merely help us to identify and recommend AD
processes potentially suitable for Fife County Council’s waste treatment requirements.
2. Technical Input Specification
The process shall be designed based on following parameters:
Feed material: 150,000 – 160,000t/a of residual household waste (paper & card and garden
waste are partly kerbside separated). The composition is assumed to be as follows:
Paper & cardboard
Kitchen waste
Garden waste
Plastic
Glass
Metal
Other combustibles
Fines
Textiles
Misc non-combustibles
Soil & other putrescibles
Expected BMW content of waste input:
26.2%
26.5%
4.8%
13.6%
8.0%
4.4%
5.1%
3.7%
2.9%
1.1%
3.6%
63%
Expected BMW diversion rate by MBT (AD): 70%
3. AD Supplier Questionnaire
1) Company name and contact details
2) Please state the proposed AD technology (delete as appropriate)
SLR Consulting
64
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Wet/ dry
Mesophylic/ thermophylic
1-stage/ 2-stages
Batch/ continuous
3) Please state if your plant is suitable to treat residual household waste
Yes/ No
4) Who would supply the required mechanical pre-treatment (i.e. you or others)?
5) Please attach a reference plant list including throughput and status (i.e.
operational/ under construction) of the plant. Please highlight the plants
treating residual household waste.
6) Would it be possible for the Council to visit a plant? If so, which?
7) Is your process capable of achieving ABPR? If so, have you got any approved
ABPR plants for the treatment of residual household waste or other waste?
8) Based on the given feedstock please state your output for:
a)
b)
c)
d)
e)
f)
g)
h)
i)
j)
k)
Plant footprint (ha):
Biogas yield (Nm3/a):
Biogas quality(% CH4):
Electrical power (kWh/a):
Thermal (kWh/a):
Additional fuel required:
Digestate (t/a):
Wastewater (m3/a):
Recovered recyclables:
Waste to landfill (t/a):
BMW content of landfilled waste (%):
SLR Consulting
65
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
l) BMW diversion (%):
9) Please attach simple mass balance and/or process flow diagram
10) What would be the estimated investment costs for a 150,000t/a MBT (AD) plant?
11) What would be the estimated operational costs for a 150,000t/a MBT (AD) plant?
12) What guarantees would you be prepared to give in terms of a) equipment and b)
performance?
13) What would be your expected time scale for the design and build of a plant of
this size from the day of signing the contract (please split into design,
construction, commissioning)?
14) Anything you may wish to add?
SLR Consulting
66
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
APPENDIX C: Stage 2 Screening Evaluation
Technology evaluation spreadsheets included on attached CD; technology evaluation
scoring system illustrated in attached tables.
SLR Consulting
67
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Criteria: Technology
Scoring
1. Experience of Contractor
More than five facilities in the UK or Europe (more than 5 years exp)
Between 2 and 5 facilities in the UK or Europe (More than 2 yerasexp)
1 operational facility with more than 2 years experience
1 or more operational facility with less than 2 years experience
No full scale plants currently operating
2
1.5
0.8
0.5
0
2. Gas Yields
Supplier's gas yield compares exeptionally well due to specific process
Supplier's gas yield compares well to average suppliers gas yield
Supplier's gas yield is well below/ above average
Gas yield was not supplied
2
1
0.5
0
3. Heat/ Energy Balance
Heat and Electr. production allow ops of self-suffient AD plant and excess to grid
Heat and Electr. production allow ops of self-suffient AD plant - heat excess only
Heat and Electr. production allow ops of self-suffient plant - no excess
Additional fuel or electricity has to be provided
Additional fuel and electricity has to be provided
1
0.8
0.5
0.2
0
4. Recyclables Recovery
Over >50% recyclables with outlet market recovered
40-50% recyclables with outlet market recovered
30-40% recyclables with outlet market recovered
20-30% recyclables with outlet market recovered
Less than 20% recyclables with outlet market recovered
No recyclables recovered
2
1.6
1.2
0.8
0.3
0
5. Waste Disposal to landfill
Minimised due to re-use of digestate (i.e. as fuel or CLO)
Reduced by i.e. drying of digestate
Digestate to landfill without further treatment
1
0.5
0
6. BMW Diversion
BMW diversion meets or exceeds FC's needs over next 25 years
BMW diversion meets or exceeds FC's needs until at least 2020
BMW diversion meets or exceeds FC's needs until at least 2015
BMW diversion insufficient to meet FC targets
2
1
0.3
0
7. Wastewater
No wastewater - all recirculated as process water
Minimum wastewater due to chosen AD type (i.e. dry AD)
Wastewater reduced due to re-use as process water
No re-use of wastewater
1
0.8
0.5
0
8. Feedstock Definition
Supplier is experienced with feedstock and no "feedstock specification" is needed
Supplier is experienced with feedstock but "feedstock specification" is needed
Supplier is inexperienced with feedstock
1
0.5
0
9. Gas cleaning
Supplier offer full package with CHP and de-sulphurisation unit
Supplier offers only part of the gas treatment
Supplier does not offer gas treatment
1
0.5
0
SLR Consulting
68
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Criteria: Deliverability
1. Commercial availability
The process is commercially available and actively marketed in the UK
The process is being actively marketed in the UK
The process is commercially available in the UK
The technology is proven only on pilot plant scale
Score
1
0.8
0.5
0.2
2. Track record (reference plants)
The supplier has at least one operating plant treating residual household waste in the UK
The supplier has at least one operating plant treating residual household waste elsewhere
A plant for the treatment of residual hhld waste is currently under construction
A plant for the treatment of residual hhld waste is in the planning stages
The supplier has AD reference plants treating other waste (i.e. food)
No reference plant for solid waste currently available
2
1.5
0.8
0.3
0.3
0
3. Project Delivery
The supplier offers the full turnkey delivery of MBT and AD plant with specific partners
The supplier offers the full turnkey delivery of MBT and AD plant but subs have yet to be identified
The supplier only offers the delivery of the AD part
1
0.6
0.3
4. Plant Scale
The supplier has large scale reference plants and can provide modular kit
The supplier has large scale reference plants, but no modular kit
The supplier has medium/ small scale reference plants and can provide modular kit
The supplier has medium/ small scale reference plants, no modular kit available
1
0.8
0.6
0.2
5. Process Guarantees
The supplier provides all guarantees for process, equipment and recycling, diversion targets
The supplier provides some guarantees for process, equipment and recycling, diversion targets
The supplier only offers guarantees for the delivery of the AD part
1
0.5
0.1
SLR Consulting
69
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Criteria: Licensing
Score
ABPR Compliance
Operates ABPR compliant plant treating residual household waste
Operates ABPR equivalent (EU reqs.) compliant plant treating residual household waste
Operates ABPR compliant plant treating other waste (i.e. food, source-separated biowaste)
Operates ABPR equivalent (EU regs) compliant plant treating other waste (food, s-s biowaste)
ABPR compliant plant under construction
Does currently not operate ABPR compliant plant
Criteria: Costs
2
1.5
1
0.6
0.4
0
Score
Capital Costs
Supplier's Capex compare well with average competitors costs
Supplier's Capex are well above/below average competitors costs
No details were provided at this stage
1
0.4
0.2
Operational Costs
Supplier's Opex compare well with average competitors costs
Supplier's Opex are well above/below average competitors costs
No details were provided at this stage
1
0.4
0.2
SLR Consulting
70
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
APPENDIX D: Stage 3 ‘Soft Market Testing’ Responses
SLR Consulting
71
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Appendix D: ‘Soft Market Testing’ Responses - Sections A to E
Section A - Clarke Haase
Future Fife Council Contract:
Fife Council is considering procuring a contract for the design, construction and
commissioning of an MBT/AD plant to operate on approximately 160,000t/a
residual municipal waste.
It is the Council’s intention to progress the
procurement process as quickly as possible and to deliver a fully operational
plant in advance of 2012/13 (2nd LAS target year).
Project delivery
1) Can you please comment on:
(a) your company’s level of interest and commitment to bidding for this
future contract, either as (i) EPC Contractor or (ii) technology
subcontractor only; and
This contract is potentially very interesting to us. The size of the facility fits with our
reference facilities and previous experience and can be considered our core business.
We are primarily a technology supplier. We would consider providing an EPC
contractor role but we would more likely team up with a separate EPC contractor or
waste management company to wrap the project delivery.
(b) the feasibility of the Council’s proposed timescale for delivery, taking
account of your programme for the design, construction and
commissioning stages of delivery ?
We are currently working on a number of projects for similar size MBT plants. We
view that these timescales should not pose us a problem with the delivery of such a
project.
Waste Recycling and Process Definitions/Efficiencies
2) Given the projected feedstock waste composition (shown in the table below),
please state why you consider a wet technology more suited for this type of
waste?
The waste stream outlined below is well suited to treatment by a wet mesophilic
anaerobic digestion technology such as HAASE. HAASE have a wide experience of
application of anaerobic digestion technology to different input feedstocks including
mixed municipal waste, food wastes and energy crops. This extensive experience and
knowledge of different input materials is unrivalled in the MBT providers market.
We appreciate that councils will want to increase recycling rates by the introduction
and expansion of kerbside collection for paper, card and garden waste. This will
SLR Consulting
72
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
result in lower amounts of RDF being recovered by the front end of the MBT facility.
It will have the knock on effect of increasing the % of putrescible wastes in the input
material, which is well suited to wet digestion technologies.
NOTE: Fife Council plans to expand its kerbside recycling services
the quantity of paper & card and garden waste in the residual
introduction of a kerbside collection service for kitchen waste is
unlikely. Hence the composition of the residual waste feedstock for
expected to be as shown below:
Waste Composition
Paper & cardboard
and reduce
waste; the
considered
the plant is
% of total waste input
26.2%
Kitchen waste
26.5%
Garden waste
4.8%
Plastic
Glass
13.6%
Metal
4.4%
Other combustibles
5.1%
Fines
3.7%
Textiles
2.9%
Misc non-combustibles
1.1%
Soil & other putrescibles
3.6%
8.0%
3) Should the Council decide to collect kitchen waste at kerbside, how would it
influence your decision on the process?
Clarke HAASE is in a position to offer facilities for the treatment of both mixed
wastes and also kerbside collected kitchen wastes. We would be happy to work with
Fife Council in either event.
If kitchen waste is to be collected at the kerbside we believe it would be the position
of the council to evaluate whether it is appropriate to pursue an MBT-AD based
technology. We would happily advise as to the suitability of our system if more
information arose on how the waste stream would change.
In the event that an MBT facility was installed and the council opted to collect kitchen
waste at the kerbside there would be the potential to supplement the input waste with
similar commercial and industrial wastes.
SLR Consulting
73
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
4) Based on the waste composition above, how efficient is your process in
recovery of recyclables? Please provided details of each material stream
recovered for recycling and/or RDF production (pre and post AD) using your
process and the material recovery rates and quality.
Please see revised mass balance (to follow)
5) Based on the waste composition above how efficient is the process in
conversion of the organics fraction in the incoming feedstock into biogas and
energy production? Please provide details of the percentage of the organic
fraction in the plant feedstock that goes for digestion and the biogas
production rates (per unit of feedstock, per unit of VS in the digestion
feedstock), methane content and energy recovery efficiencies (heat and
power).
Please refer to original mass balance & see revised mass balance (to follow)
6) Fife Council aspire to achieve a recycling rate of 44% by kerbside recycling
and bring sites by 2009 and 47% from 2010 onwards. In order to achieve
Scotland’s future recycling targets, additional material will have to be
recovered for recycling from the residual household waste fraction as shown
in the table below. What separation/treatment technology would you propose
to deliver these targets in the long-term? Please also refer to waste
composition shown below to respond to this question.
% Scotland recycling
target
Estimated % recycling
required from residual
household waste
0
2010
40%
0
2013
50%
3%
2020
60%
13%
2025
70%
23%
Year
2009
7) Based on the given waste composition, Fife Council will have to divert 60,000
tonnes of the incoming BMW fraction by 2019 (i.e. 55% of the total BMW
content) to meet their LAS obligations. How would you ensure that these
targets can be met?
Clarke HAASE is in a position to offer the provision of an MBT facility for the
treatment of residual wastes. Diversion of BMW from landfill would be achieved by
the council by both the collection of paper and card at the doorstep for recycling and
combined with the diversion that would be provided by the MBT plant.
The mechanical sorting element of the plant will remove paper and plastics in the
form of RDF. The paper will count towards BMW diversion targets. The microbes in
SLR Consulting
74
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
the anaerobic digestion systems will break down the biodegradable material helping
stabilise it. In the event this material is burnt as an RDF or alternatively if it is used on
land as a restoration material it will fully count towards the councils BMW diversion
targets.
8) Fife Council’s municipal waste collections may contain some Category 3
materials, (i.e. uncooked meats from non-kitchen sources, e.g. butchers/fish
shops and raw ham from shops) and the AD plant will therefore require to be
designed to the necessary technical standard, in order to meet Animal Health
requirements. Please confirm how your proposed AD process can be revised
(if not already included) to meet EU Standards and UK Animal Health
requirements for the processing of Cat 3 ABPR materials. ?
There are two options open for the council, use of the digestate on land and use of the
digestate as a low-CV RDF.
In the event the digestate is to be used on land the material will have to meet the
time/temperature and particle size requirements of the ABPR the pre-processing for
the facility will ensure that the particle size for the input material to the digesters
would be a maximum of 12mm. In accordance with the regulations our scope of
supply would include a pasteurisation unit, which would treat accepted waste streams
to 70°C for a one-hour duration.
Storage, buffering,
particle size reduction
and hydrolysis
Pasteurisation at 70°C
Digestion tank
The plant would also be designed to maintain hygiene and plant management
requirements in order to prevent cross contamination of materials.
SLR Consulting
75
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
The proposed plant would not be designed to accept Category 1 or 2 animal byproducts.
In the event of a successful tender result Clarke HAASE would develop a Hazard
Analysis and Critical Control Points (HACCP) plan for the plant to ensure the
feedstock is treated in line with the regulations.
In the event that the digestate was to be used as a low-CV RDF via combustion in an
EfW facility the material would not be required to meet the ABPR and as such we
would not include for this treatment.
9) Please provide a process flow diagram showing the main plant components
necessary to reach Fife Council’s objectives and targets.
Please refer to mass balance sheet.
Process Outputs – End Markets
10) What flexibility / sensitivity does the plant have with respect to:
(a) plant processing capacity; This will depend upon the design specification
required and the level of investment for the waste reception area, mechanical
pre-treatment and digestion systems. Typically the digestion systems will
have sufficient buffering capacity to process waste over a long weekend.
(b) materials recovery / recycling; This will be dependent upon the other
materials in the waste stream and would need to be discussed in detail.
(c) reduction in organics content ? Plant typically offers 75% reduction in
biodegradability based upon the German GB21 standard.
Please also comment on the method of testing / measurement for item (c), e.g.
DR4, BM100, LOI etc
We would be happy to work with DR4, BM100 or LOI based tests in accordance
to SEPA guidance. German standards are based upon the aerobic GB21 test.
11) How secure, in your opinion, is the outlet market for the recovered materials
(UK and internationally) from residual municipal waste, particularly:
(a) recovered materials (paper & card, mixed plastics; metals; glass) – Secure
subject to normal market forces
(b) digestate; - Developing – Digestate is a good soil improver that can add
value to soils. Digestate also offers the potential to act as a biofuel (low-CV
RDF) and can be burnt to generate further renewable energy. In the worstcase event the material is landfilled it is stabilised and acts as a carbon sink
and helps prevent global warming.
SLR Consulting
76
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
(c) biogas; - Secure – biogas can be used to generate renewable electricity
and or heat. Future uses may include concentration and use as a vehicle fuel.
(d) electricity; and – Secure – Renewable energy
(e) heat – Secure/Developing dependent upon location of facility
Maximum use of all process outputs is required to maximise the benefits of the
project to Fife Council.
Agreed
AD Process Details
12) Please confirm current status of the proposed reference plants, e.g. fully
operational (years of service?), fully taken over, meeting design requirements
and process guarantees by client and actually taken over and certified?
Please also provide relevant dates.
Please refer to reference list.
13) How do these reference plants compare to the Fife project in terms of waste
feed, tonnage, recycling recovery?
Please refer to reference list.
14) Which of the following process guarantees would you be prepared to provide
(based on a feedstock composition range)?
(a) plant throughput capacity Yes
(b) feedstock composition No – Feedstock would be provided by the council
and is beyond our influence
(c) recyclates recovery and end use markets – Material recovery efficiency–
Yes. End use markets No.
(d) plant availability and reliability – Yes for both
(e) biogas production rate (per tonne of volatile feedstock) - Yes
(f) digestate quality – To be discussed
(g) process effluent loading and treatment - Yes
(h) parasitic energy demand Yes
(i) CHP energy conversion efficiency Yes
(j) ABPR Category 3 standard? 70C for one hour yes other elements are
dependent upon facility operations
Development Costs (capital and operating)
15) Please provide a breakdown of the estimated gross capital and operating
costs (including for any pre-treatment and energy connections); net cost per
tonne of waste treatment, taking into account, potential income from energy
and recyclate sales, as well as the sale of renewable obligations certificates
(ROCs) and income from the Climate Change Levy.
Costs should clearly state all assumptions, e.g. ground conditions, service
connections, supporting site infrastructure, site planning and permitting
arrangements, operations staff.
SLR Consulting
77
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Not available at this stage. This would be completed as part of a formal tendering
process.
Project Delivery and Contract Arrangements
16) Please provide information on your company’s corporate status, including
financial standing, annual turnover in the waste sector and staff and plant
resources.
Please see attached company information
17) Please confirm company’s capability (and experience) for providing the
Engineering and Procurement Contractor (EPC) function to Fife Council. As
an alternative would your company prefer to act as a technology provider to
the EPC; if so what specific technologies would you seek to provide?
We would seek to act as technology provider to the EPC. We would supply
HAASE and GE Jenbacher based technologies.
SLR Consulting
78
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Appendix D: ‘Soft Market Testing’ Responses - Sections A to E
Section B – Oaktech
Future Fife Council Contract:
Fife Council is considering procuring a contract for the design, construction and
commissioning of an MBT/AD plant to operate on approximately 160,000t/a residual
municipal waste. It is the Council’s intention to progress the procurement process as
quickly as possible and to deliver a fully operational plant in advance of 2012/13 (2nd LAS
target year).
Project delivery
1) Can you please comment on:
(a) your company’s level of interest and commitment to bidding for this future
contract, either as (i) EPC Contractor or (ii) technology subcontractor only; and
(b) the feasibility of the Council’s proposed timescale for delivery, taking account
of your programme for the design, construction and commissioning stages of
delivery ?
Oaktech, in a consortium with Landmedia Ltd, is interested in bidding for this contract as
either the EPC contractor or technology sub-contractor, our choice of which will be
governed by the detail contained in the tender document itself. If preferred, the
consortium would also be interested in taking an equity stake in the project anywhere
from 100% down i.e. we would be happy to fund the project in its entirety and also open
to concept of forming a Joint Venture with the Council to do so.
Regarding timescale and procurement approach, we would prefer the tender to be issued
using the restricted tendering method rather than competitive dialogue to ensure the
council meets its intended timescale and to avoid the extended negotiation process
inherent to competitive dialogue. If the Council chooses to adopt the competitive dialogue
procurement method, we would still be interested in participating.
Waste Recycling and Process Definitions/Efficiencies
2) Given the projected feedstock waste composition (shown in the table below),
please state why you consider a wet technology more suited for this type of
waste?
NOTE: Fife Council plans to expand its kerbside recycling services and reduce the
quantity of paper & card and garden waste in the residual waste; the introduction of a
kerbside collection service for kitchen waste is considered unlikely. Hence the
composition of the residual waste feedstock for the plant is expected to be as shown
below:
Waste Composition
Paper & cardboard
Kitchen waste
Garden waste
Plastic
Glass
Metal
Other combustibles
Fines
Textiles
Misc non-combustibles
Soil & other putrescibles
% of total waste input
26.2%
26.5%
4.8%
13.6%
8.0%
4.4%
5.1%
3.7%
2.9%
1.1%
3.6%
SLR Consulting
79
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Assuming the residual waste stream to be as described above, we believe the wet
ArrowBio waste treatment technology to be more appropriate for this composition for the
following reasons:
1. With a lower fraction of paper & cardboard and green waste resulting from the
kerbside collection schemes due to be employed, the level of solid material
produced by the AD element of the ArrowBio process will be decreased, while the
high kitchen waste content will result in the production of significant biogas
volume.
2. The ArrowBio process is the only MBT-AD waste treatment technology that
employs the philosophy of wet sorting/separation in conjunction with wet
Anaerobic Digestion. The utilisation of a wet sorting process allows for the
maximum recovery of the biodegradable fraction of the residual waste stream,
while also allowing for the maximum recovery of clean recyclable materials that
are suitable for further reprocessing.
3) Should the Council decide to collect kitchen waste at kerbside, how would it
influence your decision on the process?
Kitchen waste collection at the kerbside would have a negative effect on our decision
making process as a decrease in kitchen waste fraction of the residual waste stream
would result in a decrease in biodegradable material and a subsequent decrease in the
production of biogas. We would prefer for kitchen waste to remain entirely as part of the
residual stream and would need to asses the effect of kerbside collection very carefully
on the performance of the plant.
We would still be interested in bidding for the contract if the effect is deemed to be
minimal and the guaranteed waste composition parameters provided by the Council as
part of the contract are maintained.
4) Based on the waste composition above, how efficient is your process in recovery of
recyclables? Please provided details of each material stream recovered for recycling
and/or RDF production (pre and post AD) using your process and the material recovery
rates and quality.
The ArrowBio system uses water as the medium for the gravitational separation of the
inorganic and organic fractions of a mixed waste stream. On entering the system, mixed
waste is fed into a water filled vat. The mixture is agitated, thus ensuring the full
submersion of all the material and the ‘washing’ of the recyclates.
In general, the heavy elements of the mixed waste stream will sink, the light elements will
float and the organic elements will remain in suspension and start to dissolve.
The heavy elements are drawn off the base of the vat and after passing through a
trommel, magnet and eddy current separator, the system recovers a clean stream of
Ferrous and Non Ferrous Metals.
The light elements are drawn off the top of the vat and after passing through a series of
trommels and screens, the system recovers a clean stream of Plastics.
What remains in the vat is a ‘soup’ of organic material and fines. Through a series of
screens, this organic ‘soup’ is refined (i.e. fines are removed) and then sent to the AD
plant for the production of biogas, water and digestate.
Glass is removed from the ArrowBio system in the form of cullet i.e. the material will be
smashed through the separation process itself (if not before) and is recovered as a clean
mixed colour, irregularly sized output.
SLR Consulting
80
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
The Recovery Efficiencies for Recyclates in the ArrowBio process are:
Ferrous Metal
90 %
Non Ferrous Metal
80 %
Glass
50 %
Plastic
90 %
Organics
95 %
5) Based on the waste composition above how efficient is the process in conversion of
the organics fraction in the incoming feedstock into biogas and energy production?
Please provide details of the percentage of the organic fraction in the plant feedstock that
goes for digestion and the biogas production rates (per unit of feedstock, per unit of VS in
the digestion feedstock), methane content and energy recovery efficiencies (heat and
power).
Tonnage input
Organic fraction in waste stream
Organic tonnage
Recovery efficiency
Recovered tonnage
VS content
Gas produced
Methane content
Electricity production
Heat recovery efficiency
140,000t
61.2% (estimate 60% water)
85,680t
95%
81,396t
~58%
84m3/tonne
70%
220kWh/tonne
tbc
6) Fife Council aspires to achieve a recycling rate of 44% by kerbside recycling and bring
sites by 2009 and 47% from 2010 onwards. In order to achieve Scotland’s future
recycling targets, additional material will have to be recovered for recycling from the
residual household waste fraction as shown in the table below. What
separation/treatment technology would you propose to deliver these targets in the longterm? Please also refer to waste composition shown below to respond to this question.
Year
2009
2010
2013
2020
2025
% Scotland recycling target
40%
50%
60%
70%
Estimated % recycling required
from residual household waste
0
0
3%
13%
23%
The elegance of the ArrowBio system is its ability to recover high quality recyclates i.e.
clean recyclate streams that are free from foreign objects. As described in question 4
above, the ArrowBio system will recover an average of 90% Ferrous Metals, 80% Non
Ferrous Metals, 50% Glass, 90% Plastics and 95% Organic Material from a mixed waste
stream. This yields an average recycling rate of 81% which is effective on the onset of
the operation of the plant. The ArrowBio system has a 20 year lifespan which, assuming
the commissioning a facility in 2010/2011, will provide Fife with a service well beyond
2025. In addition, while the effectiveness of kerbside collections and bring sites rely
exclusively on the local populace, ArrowBio can deliver a consistent recyclate recovery
performance without the need to pre sort the incoming waste stream.
7) Based on the given waste composition, Fife Council will have to divert 60,000 tonnes
of the incoming BMW fraction by 2019 (i.e. 55% of the total BMW content) to meet their
LAS obligations. How would you ensure that these targets can be met?
We propose the construction of a single 140,000tpa capacity treatment facility. This will
enable the Council to recover 75% of the total feedstock sent to the plant and also divert
a minimum of 75% of the biodegradable material present in the residual stream sent to
the plant. Given the requirement to divert 60,000tpa BMW in 2019, the plant constructed
SLR Consulting
81
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
will easily satisfy this target and subsequently open up the potential for the Council to
engage in positive LATS trading.
8) Fife Council’s municipal waste collections may contain some Category 3 materials,
(i.e. uncooked meats from non-kitchen sources, e.g. butchers/fish shops and raw ham
from shops) and the AD plant will therefore require to be designed to the necessary
technical standard, in order to meet Animal Health requirements. Please confirm how
your proposed AD process can be revised (if not already included) to meet EU Standards
and UK Animal Health requirements for the processing of Cat 3 ABPR materials. ?
The ArrowBio system includes a pasteurisation unit to treat the solid material post
anaerobic digestion. After the organic ‘soup’ has been degraded, the digestate will be
milled to a 12mm particle size and pasteurised at 70C for a minimum of 60 minutes.
9) Please provide a process flow diagram showing the main plant components necessary
to reach Fife Council’s objectives and targets.
Please see the attached document.
Process Outputs – End Markets
10) What flexibility / sensitivity does the plant have with respect to:
(a) plant processing capacity;
The plant is designed in modular treatment units of 35,000tpa capacity.
Each module is capable of treating an increased tonnage annually (c.+20%),
however the operation and maintenance schedule will require development for
this to occur.
The plant will be guaranteed to operate at a minimum of 85% availability
throughout its operational lifetime.
(b) materials recovery / recycling; and
Each material fraction has an associated guaranteed recovery rate applied to it
(Ferrous metal, plastics, kitchen waste etc). These recovery rates will be factored
into the contract signed and backed up by the relevant performance warranties.
(c) reduction in organics content ?
As indicated by independent testing carried out at our reference facility in Tel
Aviv, the plant is likely to attain a reduction in organic content of solid material
produced by the AD element of the technology of 85-90%. The method of testing
used to achieve this result was based on the BM100 test as prescribed by most
regulatory bodies in the UK (test results can be made available on a confidential
basis).
Please also comment on the method of testing / measurement for item (c), e.g.
DR4, BM100, LOI etc
11)
How secure, in your opinion, is the outlet market for the recovered materials
(UK and internationally) from residual municipal waste, particularly:
(a) recovered materials (paper & card, mixed plastics; metals; glass);
(b) digestate;
(c) biogas;
(d) electricity; and
(e) heat ?
Maximum use of all process outputs is required to maximise the benefits of the
project to Fife Council.
SLR Consulting
82
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
With respect to markets for recovered material, the products of the ArrowBio system are
Ferrous Metals, Non Ferrous Metals, Glass, Plastics, Water, Digestate and Biogas.
There are established domestic markets for Ferrous and Non Ferrous Metal which, as of
April 2008, had an average price of £156 per tonne and £1 634 per tonne respectively*.
Prices for reprocessed metal on domestic and international markets have been rising and
this trend is likely to continue into the foreseeable future.
The market for mixed glass (as supplied by an ArrowBio unit) is between £13 and £16
per tonne and reprocessed plastics is roughly priced at between £150 and £250* Plastics
in particular has an established international market (China) however the emergence of
alternate fuels/synthetic diesel technologies here in the UK is likely to create its own
domestic market.
The market for digestate, though limited, is currently undergoing development. Digestate
has been put forth as a RDF for use in industrial processes and the ArrowBio digestate in
particular is undergoing studies for its use as a filler material in plastic processing. In
addition, there is currently a consultation process underway in Central Government for
the use of digestate as remedial material on brown field sites which pending approval will
open up yet another avenue to market for digestate. In the worst case scenario the
digestate will be landfilled, however, at an output of less than 10% of the input tonnage,
this is a significant improvement to current landfilling rates for biodegradable material.
Additionally, the biodegradation figure of 91% demonstrated at the reference facility in
Tel Aviv would also mean the impact of landfill for this material would be significantly
decreased.
In lieu of the increasing demand for domestic energy sources as well as the focus on
climate change in the public consciousness, domestic ‘green fuel’ is an invaluable
resource which the ArrowBio process can provide with its methane rich (~80% CH4)
biogas. The production of electricity from ArrowBio’s biogas is eligible for double ROCs
and under the new government RTFO scheme, the biogas itself is eligible for certificates.
Prices obtained through www.letsrecycle.com (12 month average 2006-2007)
AD Process Details
12) Please confirm current status of the proposed reference plants, e.g. fully operational
(years of service?), fully taken over, meeting design requirements and process
guarantees by client and actually taken over and certified?
Please also provide relevant dates.
1. ArrowBio Tel Aviv, Israel
a. 35,000tpa residual waste treatment capacity
b. Operational since January 2003
c. Full-scale industrial plant
d. Client: Dan Region Authority (Tel Aviv region)
2. ArrowBio Sydney, Australia
a. 90,000tpa residual waste treatment capacity
b. Opening ceremony 4th July 2008
c. 15 year residual waste treatment contract with Waste NSW
d. Completion of wet commissioning phase scheduled for October /
November 2008
e. Client: Waste New South Wales (New South Wales LAWDC)
3. ArrowBio Falkirk, Scotland
a. 70,000tpa residual waste treatment capacity
b. Preliminary design completed February 2008
c. Detailed design scheduled for completion late 2008
d. Construction completion scheduled for spring 2010
SLR Consulting
83
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
e. Client: Avondale Environmental
13) How do these reference plants compare to the Fife project in terms of waste
feed, tonnage, recycling recovery?
The reference projects in Sydney and Falkirk outlined above are most similar in scale
and recycling recovery to the proposed plant for Fife. Although the treatment capacity
required for Fife is larger than these examples, the modular nature of the ArrowBio
process prevents this from causing issue and actually presents a significant advantage in
that a greater level of process standby is included as issues preventing the operation of a
single module can be carried by the diversion of material to an alternative treatment
module while maintenance can be carried out.
14) Which of the following process guarantees would you be prepared to provide
(based on a feedstock composition range)?
(a) plant throughput capacity
Yes
(b) feedstock composition
Unsure what this means – we would have expected the feedstock
composition to be guaranteed by the Council
(d) recyclates recovery and end use markets
Recovery efficiency for materials will be guaranteed. End markets we would
prefer to discuss once more information is available. It is likely that we would be
happy to guarantee the majority of end markets for materials.
(e) plant availability and reliability
Yes
(f) biogas production rate (per tonne of volatile feedstock)
Yes, based on a range
(g) digestate quality
Quality in terms of biodegradation – Yes. Quality in terms of physical content
we would require more (input composition) data before committing to this.
(h) process effluent loading and treatment
Yes
(i) parasitic energy demand
Yes
(j) CHP energy conversion efficiency
Yes
(k) ABPR Category 3 standard?
Yes
Development Costs (capital and operating)
15) Please provide a breakdown of the estimated gross capital and operating costs
(including for any pre-treatment and energy connections); net cost per tonne of waste
treatment, taking into account, potential income from energy and recyclate sales, as well
as the sale of renewable obligations certificates (ROCs) and income from the Climate
Change Levy.
Gross Capital Cost
~£28m
(not including civil engineering and site infrastructure costs)
SLR Consulting
84
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
Gross Operating Cost
SLR Ref: 405.0698.0010
September 2008
~£6m per annum
Cost per tonne
£42/tonne
(inc. £0.075 revenue per kWh electricity sold to grid – estimate of x1ROC per kWh set at
£0.035 per ROC, recyclate sale to market at figures previously quoted, gate fee revenue
for 85% availability of plant set at £70 per tonne, residual material disposal to landfill
including landfill tax at full 2011 rate of £48 per tonne)
Costs should clearly state all assumptions, e.g. ground conditions, service connections,
supporting site infrastructure, site planning and permitting arrangements, operations staff.
Project Delivery and Contract Arrangements
16) Please provide information on your company’s corporate status, including financial
standing, annual turnover in the waste sector and staff and plant resources.
Oaktech is a small technology company (6 staff) that employs a variety of project
management staff related to the delivery of waste treatment projects throughout the UK.
All engineering and technical delivery aspects are subcontracted to Oaktech’s dedicated
technology sub-contractor team consisting of Arrow Ecology (original ArrowBio process
developer), Monsal (AD specialist) and Henry Boot Scotland (Civil Engineering).
Responsibility for on site project delivery will be coordinated by Oaktech project
management staff but delivered by the relevant staff from each main sub-contractor.
Each subcontractor has been involved in such projects in the past and has been chosen
for their relevant expertise and experience.
Landmedia is the joint venture owner of the Avondale landfill, Falkirk. Landmedia has
been directly responsible for the management and development of the landfill since its
inception (over 6 years ago) and are well versed in the management of waste treatment
contracts. A team of ~15 operators is employed on site at Avondale.
Financially, Oaktech is backed by its main shareholder, Jake Ezair (owner of the
Northern Group of property companies in Manchester). Landmedia is supported by the
asset it owns at the Avondale landfill.
17) Please confirm company’s capability (and experience) for providing the Engineering
and Procurement Contractor (EPC) function to Fife Council. As an alternative would your
company prefer to act as a technology provider to the EPC; if so what specific
technologies would you seek to provide?
As a consortium, Oaktech and Landmedia will work together to deliver a viable waste
treatment solution based on the ArrowBio MBT-AD waste treatment technology. The
technology itself will be supplied to the consortium via Oaktech and its group of
experienced technology sub-contractors.
Landmedia is the Joint Venture owner of the Avondale Landfill site in Falkirk. The
company has experience in the development of landfill and waste treatment projects and
is currently in the design phase of the installation of an ArrowBio waste treatment plant at
the Avondale site itself.
As EPC contractor, the consortium will utilise the technology specific skills of Oaktech in
conjunction with the project delivery skills of Landmedia. The same applies to the
consortium acting as a technology sub-contractor.
SLR Consulting
85
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Appendix D: ‘Soft Market Testing’ Responses - Sections A to E
Section C – Ros Roca
Our responses to the various supplementary questions are either detailed
below the relevant questions or attached as separate documents.
Future Fife Council Contract:
Fife Council is considering procuring a contract for the design, construction and
commissioning of an MBT/AD plant to operate on approximately 160,000t/a
residual municipal waste.
It is the Council’s intention to progress the
procurement process as quickly as possible and to deliver a fully operational
plant in advance of 2012/13 (2nd LAS target year).
Project delivery
1) Can you please comment on:
(a) your company’s level of interest and commitment to bidding for this
future contract, either as (i) EPC Contractor or (ii) technology
subcontractor only; and
Ros Roca can confirm the highest level of interest and commitment to
bidding for the future contract either as the EPC Contractor or as a
technology sub-contractor only. In the event that we bid as the EPC
Contractor we would probably bid in partnership with a specialist
engineering contractor such as WS Atkins or Imtech.
(b) the feasibility of the Council’s proposed timescale for delivery, taking
account of your programme for the design, construction and
commissioning stages of delivery ?
Given the inevitable delays in gaining the necessary approvals and
planning permission we would advocate the Council should move as
quickly as possible into the tendering process in order to take full account
of potential suppliers programmes for the design, construction and
commissioning.
We would re-iterate the comments we made in our initial submission
about the impact of the timings of the award of planning permission and a
PPC permit can have on our build schedule but in broad terms our build
programme is as follows:
(a)
(b)
(c)
(d)
Design and detailed engineering – 32 weeks
Construction of plant – 60 weeks
Dry Commissioning of plant – 12 weeks
Wet Commissioning of plant – 16 weeks
Waste Recycling and Process Definitions/Efficiencies
2) Given the projected feedstock waste composition (shown in the table
below), please state why you consider a wet technology more suited for
this type of waste?
Ros Roca is one of the most experienced suppliers of AD plants and we have
huge experience of treating a very wide variety of different input material. We
strongly believe that a wet technology AD is much more suited to Fife
Council’s residual waste feedstock.
SLR Consulting
86
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
In summary our single stage mesophilic wet AD technology is the most
flexible of the various AD technologies as it can treat a greater variety of
organic materials independent of water content, the type of impurities and the
degree of acidity. In combination with our very sophisticated mechanical
separation process this would ensure both very high levels of diversion and
much higher efficiency levels in the conversion of the organic part of the
waste stream.
In particular the advantages of our wet AD process for the treatment of
organic waste are as follows:
Our technology has been proved in numerous reference plants around
Europe.
Our wet pre-treatment process removes impurities ahead of the
digester which avoids sedimentation problems and clogging, and it
also ensures a higher compost quality.
Maintenance/operating costs are lower as there are relatively few
mechanical parts within our simply designed digester. We use biogas
recirculation to mix in the digester and hence there are no moving
parts within the digester which could fail.
In comparison to other AD technologies especially dry systems, our
wet process consumes less energy and therefore more of the energy
generated is available for export.
In comparison to dry AD technology we believe the capital costs are
lower for comparable wet systems.
Our wet AD produces lower odour emissions.
NOTE: Fife Council plans to expand its kerbside recycling services
the quantity of paper & card and garden waste in the residual
introduction of a kerbside collection service for kitchen waste is
unlikely. Hence the composition of the residual waste feedstock for
expected to be as shown below:
Waste Composition
Paper & cardboard
% of total waste input
26.2%
Kitchen waste
26.5%
Garden waste
4.8%
Plastic
Glass
13.6%
Metal
4.4%
Other combustibles
5.1%
Fines
3.7%
Textiles
2.9%
Misc non-combustibles
1.1%
Soil & other putrescibles
3.6%
8.0%
SLR Consulting
and reduce
waste; the
considered
the plant is
87
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
3) Should the Council decide to collect kitchen waste at kerbside, how would
it influence your decision on the process?
We would regard the introduction of the kerbside collection of kitchen waste
as being very favourable for our process. As we have described above our
technology whilst being very flexible, is particularly suited to separation of the
organic waste stream. The separation of kitchen waste at source from the rest
of the MSW stream will be beneficial in terms of our process efficiency and it
will also simplify the separation process within the plant ahead of the material
entering the digestion process.
4) Based on the waste composition above, how efficient is your process in
recovery of recyclables? Please provided details of each material stream
recovered for recycling and/or RDF production (pre and post AD) using
your process and the material recovery rates and quality.
Although we have built a variety of plants particularly in Spain which recover
recyclables and/or provide material for RDF we have not collected detailed
information on the amounts recovered from each material stream and the
subsequent quality of the material. As we do not operate plants it has not
been possible to generate this type of information in the timescales required.
5) Based on the waste composition above how efficient is the process in
conversion of the organics fraction in the incoming feedstock into biogas
and energy production? Please provide details of the percentage of the
organic fraction in the plant feedstock that goes for digestion and the
biogas production rates (per unit of feedstock, per unit of VS in the
digestion feedstock), methane content and energy recovery efficiencies
(heat and power).
The biodegradable fractions of the waste specified above are paper and
kitchen waste. It can be assumed that also part of the fines is also
biodegradable. It can therefore be assumed that 50-60% of the organic dry
matter of the biodegradable waste fraction will be converted to biogas. Per
ton of organic dry matter the specific biogas production is 500–600 Nm3. The
methane concentration is 60–70% volume.
6) Fife Council aspire to achieve a recycling rate of 44% by kerbside
recycling and bring sites by 2009 and 47% from 2010 onwards. In order to
achieve Scotland’s future recycling targets, additional material will have to
be recovered for recycling from the residual household waste fraction as
shown in the table below. What separation/treatment technology would
you propose to deliver these targets in the long-term? Please also refer to
waste composition shown below to respond to this question.
Year
2009
% Scotland recycling
target
Estimated % recycling
required from residual
household waste
0
40%
0
2013
50%
3%
2020
60%
13%
2025
70%
23%
2010
SLR Consulting
88
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
As we have described in our response to question 2 we believe that our wet
single stage mesophilic AD process is by far the most appropriate treatment
technology for the long term primarily because its flexibility provides the
maximum scope to deal with any change in the composition of the waste
stream and furthermore our long term operating costs are lower. It should
also be recognised that with fewer mechanical parts our system is far less
exposed to a potential costly and lengthy shutdown which could be caused by
mechanical failure within the digester. Our mechanical separation process will
also utilise the most sophisticated equipment available in the market such as
Titech plastics separation, ballistic separators, and trommels etc.
7) Based on the given waste composition, Fife Council will have to divert
60,000 tonnes of the incoming BMW fraction by 2019 (i.e. 55% of the total
BMW content) to meet their LAS obligations. How would you ensure that
these targets can be met?
According to the waste composition figures detailed above the biodegradable
content of the waste stream accounts for at least 50% of the total waste
stream (paper/cardboard and kitchen waste) and this takes no account of the
fact that part of the fines will be biodegradable. On that basis assuming very
modest growth in waste generation through to 2019 more than 60k tonnes of
incoming BMW would be diverted using the Ros Roca AD technology.
8) Fife Council’s municipal waste collections may contain some Category 3
materials, (i.e. uncooked meats from non-kitchen sources, e.g.
butchers/fish shops and raw ham from shops) and the AD plant will
therefore require to be designed to the necessary technical standard, in
order to meet Animal Health requirements. Please confirm how your
proposed AD process can be revised (if not already included) to meet EU
Standards and UK Animal Health requirements for the processing of Cat 3
ABPR materials. ?
We described our sanitation process in detail in our original response. The
process has been presented to DEFRA and we have written confirmation
from DEFRA that it meets the ABP regulations. We have attached a copy of
the letter from DEFRA for information.
9) Please provide a process flow diagram showing the main plant
components necessary to reach Fife Council’s objectives and targets.
See attached document titled MBT Facility description in which the
appendices provide a series of process flow diagrams.
Process Outputs – End Markets
10) What flexibility / sensitivity does the plant have with respect to:
(a) plant processing capacity;
Our process/plant has full flexibility as regards processing capacity. For both
of the reception/mechanical separation and pre-treatment stages of our
process we normally assume 250 working days a year capacity which allows
for sufficient downtime for preventative maintenance and likewise for the
dewatering part of our process. We assume initially that these two stages can
operate 8 hours a day but it is possible to double and triple shift but this
increases the maintenance requirement. The sanitation and air treatment
SLR Consulting
89
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
parts of the process can operate effectively 350 days a year 24 hours a day
(this again allows for maintenance). Finally the digestion stage can operate
365 days a year 24 hours a day.
(b) materials recovery / recycling; and
As above
(c) reduction in organics content ?
Please also comment on the method of testing / measurement for item (c), e.g.
DR4, BM100, LOI etc
11) How secure, in your opinion, is the outlet market for the recovered
materials (UK and internationally) from residual municipal waste,
particularly:
(a) recovered materials (paper & card, mixed plastics; metals; glass);
The outlet markets for recovered materials will vary over time in line with
capacity and the demand for and supply of the respective materials. We
believe that the market for each of the respective materials is secure over
time but they will be subject to price variations.
(b) digestate;
Potentially the market for digestate is the most problematic as much work is
required at the national level to develop the long term market for both liquid
and solid digestate. The most obvious outlets are agriculture and soil
restoration. We believe that with the appropriate incentive and development
the outlets for digestate should be relatively secure particularly in Scotland
but that pricing will remain weak.
(c) biogas;
(d) electricity; and
(e) heat ?
We believe that there are huge advantages for adopting AD technology in the
context of fuel/energy security both in the short and long term. Biogas and
also biofuel (which can be produced through the adoption of cryogenic
technology of which Ros Roca is a major supplier) are likely to grow in
importance exponentially over the coming years. Without doubt biogas
production will increase either to produce electricity for feeding back into the
national grid (using motors) or through being fed back into the national gas
grid. It will also be increasingly used to generate heat in local CHP systems.
We also believe that biogas produced from AD should also be converted to
biofuel to run vehicles. This is a far more environmentally sensible method for
generating biofuel compared to growing energy crops for bioethanol
production. We have a built a plant in Vasteras in Sweden which generates
biofuel to run the municipality’s refuse vehicles and buses.
Maximum use of all process outputs is required to maximise the benefits of the
project to Fife Council.
AD Process Details
SLR Consulting
90
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
12) Please confirm current status of the proposed reference plants, e.g. fully
operational (years of service?), fully taken over, meeting design
requirements and process guarantees by client and actually taken over
and certified? Please also provide relevant dates.
Please see attached schedule
13) How do these reference plants compare to the Fife project in terms of
waste feed, tonnage, recycling recovery?
We have built a number of MBT/AD plants in Spain which are of a similar
nature in terms of waste stream. Barcelona Ecopark 3 is probably the most
relevant in terms of capacity and throughput. It handles 240k tonnes of MSW
per annum of which 90k tonnes is organic. We have already provided you
with details of this plant.
14) Which of the following process guarantees would you be prepared to
provide (based on a feedstock composition range)?
(a) plant throughput capacity
Based on a feedstock composition range Ros Roca would be prepared to
give full process guarantees.
(b) feedstock composition
Ros Roca cannot give any guarantees for the feedstock composition.
(c) recyclates recovery and end use markets
We are prepared to provide some process guarantees for recyclate recovery
in partnership with our relevant equipment suppliers but we cannot provide
anything for end use markets which are totally out of our control.
(d) plant availability and reliability
As we have discussed in the answer to question 10a we can give guarantees
concerning plant availability and reliability subject to the full adherence to our
maintenance schedules by the operator.
(e) biogas production rate (per tonne of volatile feedstock)
Again subject to the range of the feedstock composition we can give process
guarantees for biogas production.
(f) digestate quality
As above
(g) process effluent loading and treatment
As above
(h) parasitic energy demand
SLR Consulting
91
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
As above
(i) CHP energy conversion efficiency
As above
(j) ABPR Category 3 standard?
As we have explained in the answer to question 8 we are fully compliant with
the requirements of ABPR Category 3 standard.
Development Costs (capital and operating)
15) Please provide a breakdown of the estimated gross capital and operating
costs (including for any pre-treatment and energy connections); net cost
per tonne of waste treatment, taking into account, potential income from
energy and recyclate sales, as well as the sale of renewable obligations
certificates (ROCs) and income from the Climate Change Levy.
Costs should clearly state all assumptions, e.g. ground conditions, service
connections, supporting site infrastructure, site planning and permitting
arrangements, operations staff.
In the timescales required it has simply been impossible to prepare such a
detailed breakdown of development costs. All we can do at this stage is to
refer you to a budget offer we prepared for SLR relating to the Shanks/
Avondale project at Falkirk (refer to Diarmid Jamieson). Whilst this was a
slightly smaller 120k tpa facility the waste stream was reflective of the typical
MSW composition for Scottish Authorities and hence both the mechanical
separation, AD and biogas processes are similar to that we would envisage at
Fife.
Project Delivery and Contract Arrangements
16) Please provide information on your company’s corporate status, including
financial standing, annual turnover in the waste sector and staff and plant
resources. .
Please see attached – in addition Ros Roca operate 2 engineering
departments in Germany and Spain with approaching 100 employees with
differing skill sets including electrical and mechanical engineering,
environmental engineering, and air treatment technology.
17) Please confirm company’s capability (and experience) for providing the
Engineering and Procurement Contractor (EPC) function to Fife Council.
As an alternative would your company prefer to act as a technology
provider to the EPC; if so what specific technologies would you seek to
provide?
See answer to question 1 – we would re-iterate that Ros Roca is primarily a
turnkey supplier of waste treatment solutions and most of the numerous
plants we have installed throughout Europe have been supplied on this basis.
SLR Consulting
92
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Appendix D: ‘Soft Market Testing’ Responses - Sections A to
Section D – Strabag
Future Fife Council Contract:
Fife Council is considering procuring a contract for the design, construction and
commissioning of an MBT/AD plant to operate on approximately 160,000t/a
residual municipal waste.
It is the Council’s intention to progress the
procurement process as quickly as possible and to deliver a fully operational
plant in advance of 2012/13 (2nd LAS target year).
Project delivery
1) Can you please comment on:
(a) your company’s level of interest and commitment to bidding for this
future contract, either as (i) EPC Contractor or (ii) technology
subcontractor only; and
(b) the feasibility of the Council’s proposed timescale for delivery, taking
account of your programme for the design, construction and
commissioning stages of delivery ?
a) STRABAG Environmental Plant GmbH is very interested in the project
and would try to participate. Most probably we would try to partner with a
UK based company capable to deliver the contract item as an EPC
contractor. STRABAG itself would try to limit their supplies to technology.
This can be in an open JV or as a subcontractor.
b) To build a plant of this size needs approx. 20-24 months. So the
County’s time schedule seems still to be realistic and feasible. Important
factor of the time schedule is time necessary for planning and approvals.
An example time schedule could be:
Commissioning period: 7/2012 until 12/2012
Construction period: 7/2010 until 6/2010
Planning and approvals: 1/2010 until 6/2010
Basic Engineering for planning: 9/2009 until 12/2009
Award of contract: summer 2009
Waste Recycling and Process Definitions/Efficiencies
2) Given the projected feedstock waste composition (shown in the table
below), please state why you consider a dry technology more suited for
this type of waste?
NOTE: Fife Council plans to expand its kerbside recycling services and reduce
the quantity of paper & card and garden waste in the residual waste; the
introduction of a kerbside collection service for kitchen waste is considered
unlikely. Hence the composition of the residual waste feedstock for the plant is
expected to be as shown below:
Waste Composition
Paper & cardboard
% of total waste input
26.2%
Kitchen waste
26.5%
Garden waste
4.8%
Plastic
Glass
13.6%
8.0%
SLR Consulting
93
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Metal
4.4%
Other combustibles
5.1%
Fines
3.7%
Textiles
2.9%
Misc non-combustibles
1.1%
Soil & other putrescibles
3.6%
Anaerobic Digestion for Source Segregated Biowaste and organic fraction
from MSW
Within Strabag´s range of products in Mechanical Biological Waste
Treatment you can find two types of Anaerobic Digestion:
Wet anaerobic Digestion
Dry Anaerobic Digestion
Both types have been built for different types of Municipal Solid Waste
with a big success. Within our reference plants you can find the world´s
largest AD plant for MSW in Barcelona, Spain with a total capacity of
300.000 tpa.
The main difference between wet and dry Anaerobic Digestion is that
meanwhile a dry AD plant treats the whole mass in the digester a wet one
does separate a big amount of impurities from the waste stream before
the suspension enters into the digester. This has advantages referring to
impurities but has the disadvantage that due to the separation of
sediments and floating matter a lot “organic” biodegradable content is
separated from the suspension. A very important factor in the separation
of floating material is the amount of paper, which is separated.
Due to the nature of the feedstock especially organic fraction from MSW
causes problems with impurities in a wet system, meanwhile a dry system
works based on simple and robust conveyor techniques and takes the
feedstock, even with low organic content and high amount impurities
through the process. The effect is just a better or worse biogas production
and a changed mass balance, as non-organics can not be degraded in a
biologic systems.
The capability and flexibility of wet anaerobic digestion processes
referring to waste streams which are characterized by an elevated amount
of impurities (all types of municipal waste) and waste streams with
elevated TS-content is very limited, meanwhile dry anaerobic digestion
can handle any type of input and dry solid concentrations up to 45 % in
the digester. In case the input would be wetter, the whole process can be
maintained at a lower TS-concentration. Dry anaerobic digestion plants
are today in use for waste types from liquid manure, restaurant and
kitchen waste up to the organic fraction of Mixed Household Waste.
Dry digesters can handle a wide variety of organic loads to the digesters
up to 15 kg VS/m³*d. These high organic loads are used for substances
with a very high degradation rate, like energy crops (maize silage, …) in a
relatively short residence time (under days). The organic load rate for
SLR Consulting
94
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
organic fraction of MSW is usually in a range of 6-8 kg VS/m³*d. In case
of liquid waste streams with a low biodegradability (liquid cow manure, …)
the organic load is lower corresponding to the TS-concentration of the
material. The difference is then just the amount of degraded volatile solids
and correspondingly the biogas production yield.
The energy consumption of a wet system is much higher than the one of a
dry system as the mass has first to be converted into a suspension (e.g.
big pulpers have up to 300 kW installed power). Meanwhile a wet AD
process of this type needs approx. 70-80 kWh/t input a dry system only
has a consumption of 25-30 kW/t.
Our references with the big variety of input streams show and
demonstrate the enormous flexibility of dry anaerobic digestion
processes. It is to be considered, that the higher the TS-concentration is
in the feedstock, the more difficult it is to treat the mass in a digester
mechanically and in case of wet anaerobic digestion the digestion volume
increases, meanwhile a dry anaerobic digester can work up to 45 % of
TS-concentration (depending on type of input) without increasing the
digestion volume.
3) Should the Council decide to collect kitchen waste at kerbside, how would
it influence your decision on the process?
There would be no change in strategy as long as the source segregated biowaste still
contains garden and green waste. If the waste composition changed due to collection
scheme and the biowaste would just contain food waste, STRABAG would offer a
wet system.
4) Based on the waste composition above, how efficient is your process in
recovery of recyclables? Please provided details of each material stream
recovered for recycling and/or RDF production (pre and post AD) using
your process and the material recovery rates and quality.
See attached balances
5) Based on the waste composition above how efficient is the process in
conversion of the organics fraction in the incoming feedstock into biogas
and energy production? Please provide details of the percentage of the
organic fraction in the plant feedstock that goes for digestion and the
biogas production rates (per unit of feedstock, per unit of VS in the
digestion feedstock), methane content and energy recovery efficiencies
(heat and power).
See the attached balances
6) Fife Council aspire to achieve a recycling rate of 44% by kerbside
recycling and bring sites by 2009 and 47% from 2010 onwards. In order to
achieve Scotland’s future recycling targets, additional material will have to
be recovered for recycling from the residual household waste fraction as
shown in the table below. What separation/treatment technology would
you propose to deliver these targets in the long-term? Please also refer to
waste composition shown below to respond to this question.
SLR Consulting
95
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
% Scotland recycling
target
Estimated % recycling
required from residual
household waste
0
2010
40%
0
2013
50%
3%
2020
60%
13%
2025
70%
23%
Year
2009
See attached balances:
Meanwhile the 2020 target can still be reached the 2025 target can not realistically
be met, as long as the recovery and the conversion of organics into energy does not
count into the recycling.
We would propose automatic sorting lines for different fractions (PET, Paper, Card,
different plastics. These can work quite efficient in relatively clean oversize fractions.
That is why the process would foresee automatic sorting lines for the fraction > 140
mm and no sorting in the intermediate fraction.
7) Based on the given waste composition, Fife Council will have to divert
60,000 tonnes of the incoming BMW fraction by 2019 (i.e. 55% of the total
BMW content) to meet their LAS obligations. How would you ensure that
these targets can be met?
According to the EA guidance on monitoring BMW diversion by means of biologic
stabilization is measured using the reduction in biogas production potential (BM 100).
As this test needs 100 days a relation of BM 100 to DR4 is defined and made. Based
on the assumption that the “pure” BMW content is 57,5 % + the organic part of
combustibles, fines, textiles, leather, … is the average figure of 68% (as it is
assumed for the UK) a BMW diversion of 60.000 t/a would mean a diversion rate of
55 %.
In similar models we have reached a BMW diversion of up to 75 %. As long as the
legal framework does not change it seems to be realistic target, using the proposed
process of Anaerobic Digestion and Aerobic Stabilization.
8) Fife Council’s municipal waste collections may contain some Category 3
materials, (i.e. uncooked meats from non-kitchen sources, e.g.
butchers/fish shops and raw ham from shops) and the AD plant will
therefore require to be designed to the necessary technical standard, in
order to meet Animal Health requirements. Please confirm how your
proposed AD process can be revised (if not already included) to meet EU
Standards and UK Animal Health requirements for the processing of Cat 3
ABPR materials. ?
As long as these Cat. 3 material is source segregated we would consider a pre-AD
pasteurization vessel for 1 h at 70° C. If the Cat. 3 material is included in catering
waste our plug flow digester in thermophilic operation would be sufficient for the
hygienization of this material.
SLR Consulting
96
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
9) Please provide a process flow diagram showing the main plant
components necessary to reach Fife Council’s objectives and targets.
See attached documents
Process Outputs – End Markets
10) What flexibility / sensitivity does the plant have with respect to:
(a) plant processing capacity;
Our process comprises a high flexibility, as the digesters are designed for a
nominal retention time of 25 days, which gives space to cover peak loads.
The digester filling height also comprises some flexibility, and the highest
reserve is in the adjustment of dry solids content in the feedstock.
(b) materials recovery / recycling; and
(c) reduction in organics content ?
See the before mentioned EA guidance on monitoring MBT performance
(attached).
11) How secure, in your opinion, is the outlet market for the recovered
materials (UK and internationally) from residual municipal waste,
particularly:
(a) recovered materials (paper & card, mixed plastics; metals; glass);
Very flexible market, absolutely not secure. Best market would be the
development of an RDF market (industrial fluidized bed boilers, cement kilns,
…
(b) digestate;
Probably a good market, as long as the digestate comes from source
segregated biowaste. If the plant treats organic fraction from MSW the best
product to be produced would be a “low quality soil conditioner for landfill
covering, so the market for digestate is absolutely not secure.
(c) biogas;
The market for biogas is secure, as the first (and in terms of efficiency worst
option of electricity production in CHPs) option is a very safe one. Better
solutions today are conversion into vehicle fuel (upgrading and compression)
or the option of feeding upgraded biogas into the natural gas grid.
(d) electricity; and
Absolutely secure
(e) heat ?
As long as heat consumers are nearby there is a possibility of marketing of
excess heat from gas engines. In most of the cases the heat is only used for
internal heat consumers.
Maximum use of all process outputs is required to maximise the benefits of the
project to Fife Council.
AD Process Details
SLR Consulting
97
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
12) Please confirm current status of the proposed reference plants, e.g. fully
operational (years of service?), fully taken over, meeting design
requirements and process guarantees by client and actually taken over
and certified? Please also provide relevant dates.
See attached reference list and some attached reference letters. The plants in
Burgos and Salto del Negro have never been commissioned with waste, as there
is up to now no waste available as this waste is still bound in existing waste
disposal concessions.
13) How do these reference plants compare to the Fife project in terms of
waste feed, tonnage, recycling recovery?
Most similar sizes are built in Madrid, Spain and in Lille, France. Meanwhile Madrid is
working with a very big CHP station (15 MW) using biogas from the plant and landfill
gas, the Lille plant is upgrading and compressing the biogas and the final use is as
fuel in the public transport service of the City of Lille.
14) Which of the following process guarantees would you be prepared to
provide (based on a feedstock composition range)?
(a) plant throughput capacity
yes
(b) feedstock composition
yes (for pre-treatment)
(c) recyclates recovery and end use markets
no
(d) plant availability and reliability
yes
(e) biogas production rate (per tonne of volatile feedstock)
(f) digestate quality
yes
(g) process effluent loading and treatment
yes
(h) parasitic energy demand
yes
(i) CHP energy conversion efficiency
yes
(j) ABPR Category 3 standard?
yes
yes
Development Costs (capital and operating)
15) Please provide a breakdown of the estimated gross capital and operating
costs (including for any pre-treatment and energy connections); net cost
per tonne of waste treatment, taking into account, potential income from
energy and recyclate sales, as well as the sale of renewable obligations
certificates (ROCs) and income from the Climate Change Levy.
Capital cost estimation, as done for another project similar size with a UK EPC
contractor
75 Mio GBP
Operational cost:
Repair and maintenance cost equipment 4% of 30 Mio/year
Repair and maintenance civil works 0,5 % of 45 Mio/year
Electric Energy
41 kW/t
Personal cost
250 days, 2 shift, 7 persons/shift 14 persons/year
Mobile Equipment (wheel loaders, fork lift, truck) 55.000GBP/year
Water 10.000 m³/year
SLR Consulting
1.200.000 GBP
225.000 GBP
480.000 GBP
560.000 GBP
55.000 GBP
20.000 GBP
98
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Waste Water 15.000 m³/year
90.000 GBP
Right now, this is a very brief estimation, but probably very near the reality.
Project Delivery and Contract Arrangements
16) Please provide information on your company’s corporate status, including
financial standing, annual turnover in the waste sector and staff and plant
resources.
See attached company presentation file.
Please confirm company’s capability (and experience) for providing the Engineering
and Procurement Contractor (EPC) function to Fife Council. As an alternative would
your company prefer to act as a technology provider to the EPC; if so what specific
technologies would you seek to provide?
SLR Consulting
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.00010
September 2008
Appendix D: ‘Soft Market Testing’ Responses - Sections A to E
Section E - Valorga
Future Fife Council Contract:
Fife Council is considering procuring a contract for the design, construction and
commissioning of an MBT/AD plant to operate on approximately 160,000t/a residual
municipal waste. It is the Council’s intention to progress the procurement process as
quickly as possible and to deliver a fully operational plant in advance of 2012/13 (2nd LAS
target year).
Project delivery
1) Can you please comment on:
(a) your company’s level of interest and commitment to bidding for this future
contract, either as (i) EPC Contractor or (ii) technology subcontractor only; and
(b) the feasibility of the Council’s proposed timescale for delivery, taking account
of your programme for the design, construction and commissioning stages of
delivery ?
(a) We can respond as EPC Contractor
(b) As we respond in pre-feasibility study, we need 3,5 years for beginning of
industrial phase (excluding administrative time). If we begin studies in January
2009, the industrial delivery would take place in July 2012 (waste would be treated
from November 2011 for biological starting.
Waste Recycling and Process Definitions/Efficiencies
2) Given the projected feedstock waste composition (shown in the table below),
please state why you consider a dry technology more suited for this type of
waste?
NOTE: Fife Council plans to expand its kerbside recycling services and reduce the
quantity of paper & card and garden waste in the residual waste; the introduction of a
kerbside collection service for kitchen waste is considered unlikely. Hence the
composition of the residual waste feedstock for the plant is expected to be as shown
below:
Waste Composition
Paper & cardboard
% of total waste input
26.2%
Kitchen waste
26.5%
Garden waste
4.8%
Plastic
Glass
13.6%
Metal
4.4%
Other combustibles
5.1%
Fines
3.7%
Textiles
2.9%
Misc non-combustibles
1.1%
Soil & other putrescibles
3.6%
8.0%
The advantages of dry digestion rather than wet for MSW are:
(e) No risk of decantation in the digesters (for inert fraction)
(f) Consumption of water much less important
SLR Consulting
100
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
(g) Plant more compact
3) Should the Council decide to collect kitchen waste at kerbside, how would it
influence your decision on the process?
The cost of kitchen waste collection at kerbside is very important (nearly the same
than the cost of treatment by ton).
If we consider 160 000 tpa of MSW, we would have 120 000 tpa without kitchen
waste. The cost of investment for the two plants would not be very different. But
you need another plant for kitchen waste. So our experience shows that the
treatment of source segregated kitchen waste is very heavy as the quality from
compost produced from MSW is now very correct.
4) Based on the waste composition above, how efficient is your process in recovery
of recyclables? Please provided details of each material stream recovered for
recycling and/or RDF production (pre and post AD) using your process and the
material recovery rates and quality.
The recovery of recyclables is carried out with optical separator. We can separate
every kind of plastic bottles (high density polyethylene, polyethylene teraphthalate,
etc.). The efficiency of the optical separator is more 90%.
We need to have more details about the composition of plastic to give you a
quantity of recyclable recovery.
5) Based on the waste composition above how efficient is the process in conversion
of the organics fraction in the incoming feedstock into biogas and energy
production? Please provide details of the percentage of the organic fraction in the
plant feedstock that goes for digestion and the biogas production rates (per unit of
feedstock, per unit of VS in the digestion feedstock), methane content and energy
recovery efficiencies (heat and power).
The organic fraction we send to anaerobic digestion is between 40 and 55% for the
waste composition (depends of quality of compost requirements and quantity of
organic we can send in the refuse).
Biogas production rate : 110 -130 Nm3 / ton in the digester
Methane content : average 55 %
Energy recovery : 37 % of biogas energy for electricity, 42 % of biogas energy for
heat (steam and hot water)
6) Fife Council aspire to achieve a recycling rate of 44% by kerbside recycling and
bring sites by 2009 and 47% from 2010 onwards. In order to achieve Scotland’s
future recycling targets, additional material will have to be recovered for recycling
from the residual household waste fraction as shown in the table below. What
separation/treatment technology would you propose to deliver these targets in the
long-term? Please also refer to waste composition shown below to respond to this
question.
Year
2009
% Scotland recycling
target
SLR Consulting
Estimated % recycling
required from residual
household waste
0
101
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
2010
40%
0
2013
50%
3%
2020
60%
13%
2025
70%
23%
As we talk about in question 4, we would use optical separator
7) Based on the given waste composition, Fife Council will have to divert 60,000
tonnes of the incoming BMW fraction by 2019 (i.e. 55% of the total BMW content)
to meet their LAS obligations. How would you ensure that these targets can be
met?
Cannot respond to this question, we need more information about LAS obligations
8) Fife Council’s municipal waste collections may contain some Category 3
materials, (i.e. uncooked meats from non-kitchen sources, e.g. butchers/fish
shops and raw ham from shops) and the AD plant will therefore require to be
designed to the necessary technical standard, in order to meet Animal Health
requirements. Please confirm how your proposed AD process can be revised (if
not already included) to meet EU Standards and UK Animal Health requirements
for the processing of Cat 3 ABPR materials. ?
Cannot respond to this question, we need more information about Cat 3 ABPR
materials
9) Please provide a process flow diagram showing the main plant components
necessary to reach Fife Council’s objectives and targets.
For this question, we need more information about the quality of compost and
refuse required.
Process Outputs – End Markets
10) What flexibility / sensitivity does the plant have with respect to:
(a) plant processing capacity;
(b) materials recovery / recycling; and
(c) reduction in organics content ?
Please also comment on the method of testing / measurement for item (c), e.g. DR4,
BM100, LOI etc
(a) in case of increase of waste quantity, possibility to increase operational time
for sorting line and for anaerobic digestion to build one digester more
(b) optical sorting : possibility to change type of material recovered
(c) reduction of level in the digester.
11) How secure, in your opinion, is the outlet market for the recovered materials (UK
and internationally) from residual municipal waste, particularly:
(a) recovered materials (paper & card, mixed plastics; metals; glass);
(b) digestate;
(c) biogas;
(d) electricity; and
(e) heat ?
SLR Consulting
102
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Maximum use of all process outputs is required to maximise the benefits of the project to
Fife Council.
We have no experience in UK market, so we will contact local company to have
more information about the outlet market
AD Process Details
12) Please confirm current status of the proposed reference plants, e.g. fully
operational (years of service?), fully taken over, meeting design requirements and
process guarantees by client and actually taken over and certified? Please also
provide relevant dates.
All the reference plants are delivered except the one in phase of building :
(h) Beijing
(i) Fos sur Mer (Marseille)
(j) Valence (Sytrad)
(k) Shanghai
Or in starting phase :
Zaragoza
Las Dehesas (Madrid)
13) How do these reference plants compare to the Fife project in terms of waste feed,
tonnage, recycling recovery?
Once we receive compost quality requirements, we will tell you which plants would
be the closest in term of tonnage and process.
14) Which of the following process guarantees would you be prepared to provide
(based on a feedstock composition range)?
(a) plant throughput capacity OK
(b) feedstock composition
(c) recyclates recovery OK, if more detail on plastic composition and end use
markets (OK after contact with local company)
(d) plant availability and reliability (OK)
(e) biogas production rate (per tonne of volatile feedstock) (OK)
(f) digestate quality (OK)
(g) process effluent loading and treatment (OK)
(h) parasitic energy demand (OK if it means electrical consumption of plant ?)
(i) CHP energy conversion efficiency (OK)
(j) ABPR Category 3 standard? (to be studied)
Development Costs (capital and operating)
15) Please provide a breakdown of the estimated gross capital and operating costs
(including for any pre-treatment and energy connections); net cost per tonne of
waste treatment, taking into account, potential income from energy and recyclate
sales, as well as the sale of renewable obligations certificates (ROCs) and income
from the Climate Change Levy.
Costs should clearly state all assumptions, e.g. ground conditions, service connections,
supporting site infrastructure, site planning and permitting arrangements, operations staff.
SLR Consulting
103
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
We can not give these elements at this stage of our study
Project Delivery and Contract Arrangements
16) Please provide information on your company’s corporate status, including
financial standing, annual turnover in the waste sector and staff and plant
resources. .
Our company is the French subsidiary company of Urbaser (turnover 1 200 M€,
staff 30 000) specialised in waste sector (subsidiary company of ACS group (3rd
group in Europe for construction, 20 000 M€, staff 107 000). Our turnover is 122 M€
(staff : 140).
17) Please confirm company’s capability (and experience) for providing the
Engineering and Procurement Contractor (EPC) function to Fife Council. As an
alternative would your company prefer to act as a technology provider to the EPC;
if so what specific technologies would you seek to provide?
For all our plants in France, we provide EPC. For international market, we can either
provide EPC or being a subcontractor for anaerobic digestion or more (sorting line,
post treatment, WWTP, biogas up-grading, etc.)
SLR Consulting
104
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
APPENDIX E:
SLR Ref: 405.0698.0010
September 2008
Technical Overview of AD Technology
SLR Consulting
105
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Overview of AD Technology
A key aspect of this AD technology review is to identify from the known AD technology
providers, which are the most appropriate AD technologies for the particular application. AD
technologies vary widely in their design, configuration, engineering and performance and are
not uniform.
This section gives a brief overview of the available AD technologies and their main
advantages and disadvantages in order to provide some background for the following AD
technology review. It is followed by the description of the two-stage screening process that
was used to identify the AD technologies most suitable for the requirements of Fife Council.
The main AD processes available can be differentiated into:
Single stage/ two stage
Wet/ dry digestion
Mesophillic/ thermophillic
Batch flow process/ continuous flow process
The digestion process essentially consists of two steps. During the hydrolysis and
acetogenesis the organic waste is broken down into glucose, amino acids and then fatty
acids, acetic acids and hydrogen. In the second stage, the methanogenesis, these products
are converted into methane-rich gas. Single stage AD plants only comprise of one digester.
Hence, both biological process stages take place in the same reactor. The advantage of
single stage processes are the comparatively simple process configuration, the smaller
footprint required and the reduced investment costs. However, both stages require different
optimum conditions (i.e. different pH), which prolongs the required residence time inside the
reactor to achieve similar levels of degradation achieved in i.e. two-staged reactors.
In two-staged processes the hydrolysis/ acetogenesis is separated from the
methanogenesis to compliment the different biological process requirements. The provision
of optimum conditions in each reactor for the two stages results in reduced residence times
or allows to achieve increased degradation at the same residence time. It also allows better
control of the biological processes, which may result in higher gas yields. The disadvantages
of two-staged processes are the more complex process control, the bigger footprint required
and the increased energy requirements.
Dry anaerobic digestion processes operate with a dry solids content of greater 15%. The
waste is fed into the digester via screw conveyors and mixed inside the digester with paddles
for homogenisation. This method is preferably used where the paper/ cardboard fraction of
the incoming waste is high. The advantage of dry digesters is the smaller digester volume
required due to the low moisture content allowing a smaller plant footprint and also producing
less wastewater. Materials with a very high dry solids content however (i.e. >40%) can lead
to transport problems within the system.
Wet digesters generally operate with a dry solids content of around 10%. The high moisture
content allows for good transport conditions, good mixing, good heat transfer and improved
gas flow, but may cause a problem with floating layers, especially when treating residual
household waste. Contaminants are often removed in a first stage pulper making use of the
float/sink principle. The required high moisture content of waste feed requires bigger plants
and therefore higher investment costs due to the much larger volumes treated.
SLR Consulting
106
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Mesophilic plants are operated between 30-40°C, thermophilic plants are operated at
around 55-58°C. The biological degradation process speeds up with increasing
temperatures, which leads to reduced retention times or higher gas yields that can be
achieved with thermophilic digestion processes. At the same time, the high temperatures
allow the hygenisation of the treated material in accordance with the Animal-By-Product
Regulations. The advantages of the mesophilic process are that it is less susceptible to
variations in temperature and pH concentrations and that less energy is required to heat the
digester(s) providing increased revenue.
In continuous digesters the waste feed and the digested material are fed to/ extracted from
the digester continually or in very short intervals. Continuous systems are technically
complex and hence require more capital expenditure. On the other hand they provide a
steady gas flow both in terms of quantity and quality, allowing downstream processes to be
operated at optimised conditions.
Batch systems are very simple processes. The reactors are filled, left for a certain residence
time and then emptied again. The filling and emptying of the reactors is often manual and
therefore requires increased operating time. Due to the progressing degradation and the
resulting reduced availability of readily available volatile solids the biogas yield and the
biogas quality deplete with ongoing residence time. This can partly be overcome by
inoculating the material with centrate/ leachate within the reactor. If a steady gas yield is
required the filling of the reactors can be staggered to achieve a quasi-continuous process.
Batch processes require less investment and are usually used where the main focus does
not lie on energy production.
SLR Consulting
107
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Consulting
SLR Ref: 405.0698.0010
September 2008
108
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
APPENDIX F:
SLR Ref: 405.0698.0010
September 2008
Technology Summary Sheets
SLR Consulting
109
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
APPENDIX G:
SLR Ref: 405.0698.0010
September 2008
Technology Performance Parameters and Risk
Profile
SLR Consulting
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR110
Ref: 405.0698.0010
September 2008
Table G-1: Plant Technical Performance Parameters and Risk Profile
Plant Performance
Risk Description
Mitigation / Comments
Parameter
Risk Allocation
Council
Shared
Contractor
1. Feedstock
A. Change in feedstock
composition
Changes in feedstock composition due to
annual / seasonal factors (garden waste) or
consumer trends may alter the organics
content of the feedstock and therefore
related aspects of the plant performance.
Council should ensure that plant performance is
linked to a feedstock composition ‘envelope’ in the
Contract Docs / Specification / Process
Guarantees. This will ensure that this risk is
shared rather than borne entirely by the Council.
X
2. Technology Performance
A. Plant capacity /
throughput
C. Recovery of materials
for recycling (and
organics for digestion)
Plant is unable to process the design
feedstock tonnage – expressed as annual
tonnage but also as tonnes per hour for key
M&E plant items.
Plant is prone to failure / malfunction of key
equipment items, resulting in nonavailability of the plant as a whole for the
acceptance of feedstock. and is out of
service Contractor to demonstrate and
guarantee minimum levels of facility
reliability and availability.
Plant underperforms with respect to
recovery of materials for recycling, RDF or
digestion.
D. Biogas production /
Biogas production rates and quality
B. Plant reliability /
availability
Overall plant capacity and also of individual
equipment items should be clearly set out in the
Project Specification. This will ensure risk lies with
the Contractor.
Specification should include minimum reliability /
availability criteria (normally 85-90% minimum).
Also detailed process design should include
requirement for ‘off the shelf items’ and ‘duty /
standby’ critical items (pumps, valves fans etc)
Council should ensure that plant performance is
linked to a feedstock composition ‘envelope’ in the
Contract Docs / Specification / Process
Guarantees. This will ensure that this risk of
technology underperformance lies with the
Contractor (where the feedstock remains within
the specified composition envelope)
Council should ensure that minimum process
SLR Consulting
X
X
X
SLR111
Ref: 405.0698.0010
September 2008
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
methane content
(including methane content) are less than
that agreed in the Contract.
E. Reduction in
biodegradable content of
feedstocks
The reduction in BMW across the process is
less than that agreed in the Contract – with
LAS implications for the Council.
F. ABPR compliance
(approved biogas plant)
Plant fails to obtain formal approval from
Defra’s Animal Health unit as an approved
biogas plant for processing Category 3
ABPR materials.
Digestate quality is poor (contaminated) and
not suited to the intended end-use (e.g. use
of CLO for landfill restoration).
G. Digestate Quality
H. Plant energy demand /
output
I. Plant process water
demand
J. Process Effluent
K. Plant air quality
standards
Plant annual energy demand exceeds that
in the Contract – thus reducing the available
energy to the operator and the plant
revenue from sales.
Plant annual process water demand
exceeds that in the Contract – thus
potentially increasing the operating costs.
Plant annual process effluent (quantity and
loading) discharge requirements exceeds
that in the Contract – thus potentially
increasing the operating costs.
Plant fails to meet minimum air quality
standards for an operating plant – set out in
planning consent and / or operating waste
guarantees are included in the contract with
respect to (a) biogas production (Nm3/annum)
and (b) average methane content (%) – with both
based on mass of volatile solids (VS) of input
feedstocks. Guarantees should also be provided
for gas quality (H2O, particulates H2S etc)
Council should ensure that minimum process
guarantees are included in the contract with
respect to BMW reduction – measured in
accordance with SEPA requirements, i.e. using
Loss of Ignition (LoI) as the method of
measurement.
Must be included as a specific item in the Design
Specification
Ensure Specification clearly sets out the quality
requirements for the digestate – taking account of
the intended end-use. Since digestate quality is
linked to the feedstock, as well as the process,
this is likely to be a shared risk.
Ensure Contractor provides guarantee of the
maximum plant annual energy demand in his
process guarantees.
Ensure Contractor provides guarantee of the
maximum plant process water demand in his
process guarantees.
Ensure Contractor provides guarantee of the
maximum process effluent discharge
requirements (quantity and loading) in his process
guarantees.
Ensure Contractor provides guarantee that Facility
will meet requirements of facility Planning
Consent and operating permit (PPC) conditions
SLR Consulting
X
X
X
X
X
X
X
X
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
management license / PPC permit
L. Plant odour levels
M. Plant noise control
Plant fails to meet minimum odour
standards for an operating plant – set out in
planning consent and / or operating waste
management license / PPC permit
Plant fails to meet minimum noise control
standards for an operating plant – set out in
planning consent and / or operating waste
management license / PPC permit and all
relevant noise at work and health & safety
legislation.
SLR112
Ref: 405.0698.0010
September 2008
and all relevant legislation. Design to specify
number of air changes or air flow rates for
treatment system. Since there is an operational
element to this, this may be a shared risk.
Ensure Contractor provides guarantee that Facility
will meet requirements of facility Planning
Consent and operating permit (PPC) conditions
and all relevant legislation. Since there is an
operational element to this, this may be a shared
risk.
Contractor to guarantee that Facility will meet
requirements of facility Planning Consent and
operating permit (PPC) conditions and all relevant
noise at work legislation.
SLR Consulting
X
X
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR113
Ref: 405.0698.0010
September 2008
SLR Consulting
114
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
APPENDIX H:
SLR Ref: 405.0698.0010
September 2008
Composting Position Paper SEPA, September
2004
SLR Consulting
115
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
APPENDIX I:
SLR Ref: 405.0698.0010
September 2008
Overview of ROCs and CCL Regime
SLR Consulting
116
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
Renewable Obligation Certificates and Climate Change Levy Regime
For each MWh of renewable energy generated, a tradable certificate called a
Renewables Obligation Certificate (ROC) is issued38,39,40,41. Suppliers can meet their
obligation by:
acquiring ROCs;
paying a buy-out price of £34MWh (current value; will vary over time); or
a combination of acquiring ROCs and paying a buy-out price.
When a supplier chooses to pay the buy-out price, the money they pay is put into the
buy-out fund. At the end of the 12-month obligation period, the buy-out fund is
distributed to ROC holders.
The price for a ROC is determined by a six monthly auction. The results of the last
auction in February 2008 suggest that the value of a ROC from gasification/pyrolysis
of MSW-derived biomass would similar to that for pure biomass, i.e. 5.3p/kWh or
£53/MWh. The value of a ROC will vary depending on the availability of renewable
energy generating capacity. As a consequence the value of the buy-out price will
vary depending on how many ROCs are on the market.
The buy-out price sets the rate which suppliers need to pay if they do not present
sufficient numbers of Renewables Obligation Certificates (ROCs) to meet their
obligations under the scheme.
Ofgem has also announced the mutualisation ceiling for the same period.
Mutualisation occurs if there is a shortfall in the RO buy-out fund over a certain
amount, for example, if a supplier with an obligation goes into insolvency. This
amount is set by the Department of Trade and Industry and the Scottish Executive. If
mutualisation is triggered all other suppliers that have met their obligation are
required to make additional payments to make up this shortfall. In 2007-2008
mutualisation will be enforced if the shortfall reaches £7.9m in England & Wales and
£790,000m in Scotland. In 2006-07 the level was £6.7m in England & Wales and
£670,000 in Scotland. Mutualisation has not been triggered since its introduction on 1
April 2005.
The total amount that all suppliers would have to pay to cover any shortfall under
mutualisation is capped. This is known as the mutualisation ceiling. For 2007-2008 in
England and Wales the ceiling will be £206,400,000 and in Scotland £20,640,000. In
2006-2007, the mutualisation ceiling was set at £200,000,000 in England & Wales
and £20,000,000 in Scotland.
Both the mutualisation ceiling and the buy-out price are updated each year by Ofgem
to reflect changes in the Retail Prices Index (RPI).
38
http://ofgem2.ulcc.ac.uk/temp/ofgem/cache/cmsattach/19241_April_2007_Final_Large_.pdf?
wtfrom=/ofgem/work/index.jsp&section=/areasofwork/renewobligation
39
http://www.ofgem.gov.uk/Sustainability/Environmnt/RenewablObl/Pages/RenewablObl.aspx
40
http://www.opsi.gov.uk/si/si2002/20020914.htm
41
http://www.berr.gov.uk/files/file39497.pdf
SLR Consulting
117
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
In addition to the ROC value alone, there are other financial benefits that can be
gained by generating onsite power. These comprise the following:
the pool price for the power;
CCL (£4.30/MWh);
embedded generation;
distribution use of system;
distribution and Transmission losses;
Transmission Use of System Charges (Triad);
Balancing System Use of System charges;
Elexon Charges
Embedded benefits typically add circa £1-2/MWh to the revenue stream for a
generator, while the Triad can be a significant windfall: the 2006/07 triad charge for
the South West is £22.22/MW.
ROCs are “sold” on a forward basis before the out-turn is published via two basic
routes of whereby both the generator and purchaser are “estimating” the out-turn
price in order to assess the most favourable route for selling/purchasing ROCs:
•
•
Fixed price:
–
fixed and final payment upon transfer of ROCs;
–
influenced by purchasers view of build rate, generation volumes,
supplier default, cost of cash and margin view.
Processing:
–
% buyout / %recycle or fixed fee taken from recycle;
–
Buyout payment made at transfer – recycle payment when Ofgem
publish recycle fund (typically November after the end of the
Compliance Period);
Generator take the risk on recycle fund; i.e. build rate, generation
volumes, supplier default.
–
Power is sold usually via a long-term power purchase agreement (PPA), which
typically comprises;
–
a floor price for the electricity c.a. £20/MWh;
–
electricity price indexed against an industry report NOT RPI;
–
ROC at a percentage of the Buyout and a percentage of recycle (i.e.
90%/85%);
LEC and embedded benefits - % sharing basis (i.e. 85%);
–
The value of the PPA is a total of about £60/MWh over 10 years and significantly
removes the Regulatory Risk. The PPA provider will retain most of upside risk and
run the risk of market downside. The Long-term PPA provides a guaranteed
minimum price over a contract term that allows debt to be secured. Lending is
against the creditworthiness of the purchaser of the power. Potential financiers wish
to see any risk taken by the power purchaser, in return for a discounted energy or
ROC price.
SLR Consulting
118
Fife Council
Organic Municipal Waste Processing by AD: Appraisal
SLR Ref: 405.0698.0010
September 2008
It is difficult to predict the long term ROC price, although as supply and demand
equalises with additional renewable energy capacity being brought on line, the price
would be expected to fall, most likely to the buyout price of 3.4p/kWh (£34 per MWh).
It is proposed that from April 2009 all electricity produced by ATT technologies will
qualify for double ROCs i.e. 10.6p/kWh, based on the current ROC value. The total
value of MWh, including the other related contributions, makes a single ROC
currently worth about £85/MWh: a double ROC would be worth about £135/MWh.
ROCs are calculated based on the biomass content of the waste for incineration based
systems. The government is to proceed with the introduction of ‘deeming’ the
biomass content of MSW but will begin with a lower deemed level of 50% fossil fuel
energy content that will increase over time to 65% following a trajectory in line with
the Government’s waste policy. This is designed to allow operators the opportunity to
present Ofgem with evidence that the fossil fuel content is lower than the deemed
level and look to make the fuel measurement system more flexible. Hence a 90%
biomass content fuel will receive 0.9 ROCs per MWh of electricity generated (1.8
ROCs /MWh for gasification), while a 50% biomass fuel will receive 0.5 ROCs per
MWhe (1.0 ROCs /MWh for gasification).
SLR Consulting